
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
23
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 12595-2003
(ИСО 702-1:2001)
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Станки металлорежущие
КОНЦЫ ШПИНДЕЛЕЙ ФЛАНЦЕВЫЕ ТИПА А и ФЛАНЦЫ ЗАЖИМНЫХ УСТРОЙСТВ
Основные и присоединительные размеры
Metal-cutting machine tools.
Flanged spindle noses of A type and flanges of fixtures.
Basic and coupling dimensions
МКС 25.080.01
ОКП 38 7300
Дата введения 2005-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены".
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ОАО "ЭНИМС")
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 24 от 5 декабря 2003 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Армстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба "Туркменстандартлары" |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 702-1:2001 "Станки металлорежущие. Присоединительные размеры концов шпинделей и фланцев для крепления заготовки. Часть 1. Конические соединения" (ISO 702-1:2001 "Machine tools - Connecting dimensions of spindle noses and work holding chucks - Part 1: Conical connection"). Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6). При этом дополнительные положения, учитывающие потребности национальной экономики указанных выше государств и особенности межгосударственной стандартизации, приведены в разделе 3 и приложении А, выделены курсивом
5 Приказом Федерального агентства по техническому регулированию и метрологии от 1 декабря 2004 г. N 96-ст межгосударственный стандарт ГОСТ 12595-2003 (ИСО 702-1:2001) введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
6 ВЗАМЕН ГОСТ 12595-85
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
1 Область применения
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа А для токарных и шлифовальных станков, а также на фланцы зажимных устройств, устанавливаемых на концы шпинделей.
Стандарт не распространяется на станки, техническое задание на разработку которых утверждено до введения в действие настоящего стандарта.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 9.306-85 Единая система конструкторской документации. Покрытия металлические и неметаллические. Обозначения
ГОСТ 1050-88 Прокат сортовой калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 11738-84 (ИСО 4762-77) Винты с цилиндрической головкой и шестигранным углублением "под ключ" класса точности А. Конструкция и размеры
ГОСТ 16093-81 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25557-82 Конусы инструментальные. Основные размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Основные и присоединительные размеры
3.1 Фланцевые концы шпинделей типа А следует изготавливать в следующих исполнениях:
1 - с крепежными отверстиями, расположенными на делительных окружностях диаметров ![]() и
и ![]() ;
;
2 - с крепежными отверстиями, расположенными только на делительной окружности диаметром ![]() .
.
Исполнение 2 следует применять для концов шпинделей условного размера N 3 и N 4; исполнения 1 и 2 - для концов шпинделей условного размера от N 5 до N 28.
3.1.1 Основные и присоединительные размеры фланцевых концов шпинделей типа А должны соответствовать указанным на рисунке 1 и в таблице 1.
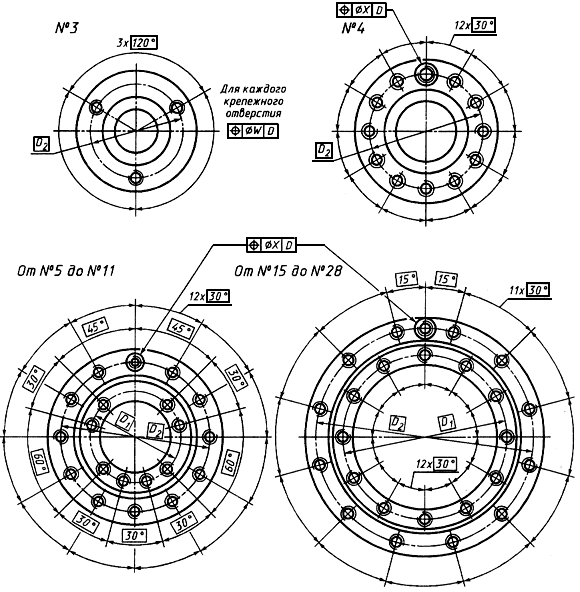
Рисунок 1
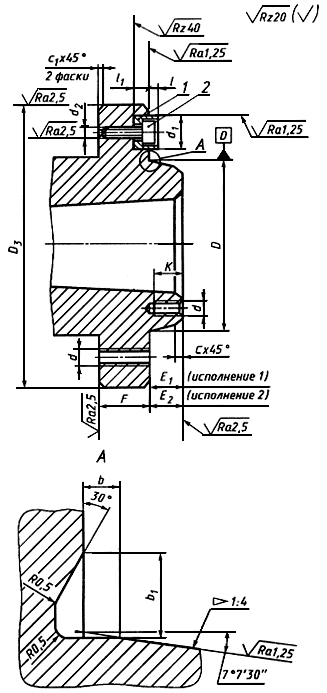
Рисунок 1 - лист 2
Таблица 1
Размеры в миллиметрах
|
Размеры |
Значения размеров концов шпинделей условного размера, номер | ||||||||||
|
3 |
4 |
5 |
6 |
8 |
11 |
15 |
20 |
28 | |||
|
|
Номин. |
53,975 |
63,513 |
82,563 |
106,375 |
139,719 |
196,869 |
285,775 |
412,775 |
584,225 | |
|
Пред. откл. |
+0,008 |
+0,010 |
+0,012 |
+0,014 |
+0,016 |
+0,020 |
+0,023 | ||||
|
|
Номин. |
- |
- |
61,90 |
82,6 |
111,1 |
165,1 |
247,6 |
368,3 |
530,2 | |
|
Пред. откл. |
- |
- |
±0,2 |
±0,3 | |||||||
|
|
Номин. |
70,6 |
82,6 |
104,8 |
133,4 |
171,4 |
235 |
330,2 |
463,6 |
647,6 | |
|
Пред. откл. |
± 0,2 |
±0,3 | |||||||||
|
|
92 |
108 |
133 |
165 |
210 |
280 |
380 |
520 |
725 | ||
|
|
резьбового |
М10
|
М12 |
М16 |
М18 или М20 |
М22 |
М24 |
М30 | |||
|
гладкого* |
10,5 |
13,0 |
17,0 |
21,0 |
25,0 |
31,0 | |||||
|
|
- |
14,25 |
15,9 |
19,05 |
23,8 |
28,6 |
34,9 |
41,3 |
50,8 | ||
|
|
- |
М6 |
М8 |
М10 |
М12 | ||||||
|
Испол- нение |
1 |
|
- |
- |
14,288 |
15,875 |
17,462 |
19,050 |
20,638 |
22,225 |
25,400 |
|
2 |
|
11 |
13 |
14 |
16 |
18 |
19 |
21 |
24 | ||
|
|
16 |
20 |
22 |
25 |
28 |
35 |
42 |
48 |
56 | ||
|
|
- |
5 |
6 |
8 | |||||||
|
|
- |
5 |
6 |
8 |
10 |
12 |
16 |
20 | |||
|
|
14 |
17 |
19 |
22 |
25 |
32 |
37 |
42 |
50 | ||
|
|
1,5 |
2,5 | |||||||||
|
|
3,0 |
5,0 | |||||||||
|
|
2,0 |
2,5 |
3,0 |
3,5 |
4,0 | ||||||
|
|
1,0 |
1,2 |
1,6 | ||||||||
|
|
0,2 |
0,3 | |||||||||
|
* Размеры для внутришлифовальных станков. | |||||||||||
Пример условного обозначения конца шпинделя исполнения 1 с условным размером N 5 и цилиндрическим отверстием:
Конец шпинделя 1-5Ц ГОСТ 12595-2003
То же, исполнения 2 с конусом Морзе:
Конец шпинделя 2-5 К ГОСТ 12595-2003
То же, исполнения 2, с условным размером 8 и метрическим конусом:
Конец шпинделя 2-8М ГОСТ 12595-2003
3.1.2 Допускается вместо фаски ![]() делать закругление радиус
делать закругление радиус ![]() .
.
3.1.3 Резьба метрическая - по ГОСТ 24705, поле допуска резьбы - по ГОСТ 16093.
3.1.4 Размеры недорезов и фасок для резьбы - по ГОСТ 10549.
3.1.5 Основные размеры конусов Морзе и метрических - по ГОСТ 25557, за исключением размеров ![]() ,
, ![]() и
и ![]() для токарных станков.
для токарных станков.
3.1.6 Параметр шероховатости Rz поверхностей гладких отверстий по ГОСТ 2789 - не более 40 мкм.
3.1.7. Внутренние конусы шпинделей следует изготовлять не грубее следующих степеней точности по ГОСТ 2848:
АТ7 - для станков класса точности Н,
АТ6 - для станков класса точности П.
3.1.8 Неуказанные предельные отклонения размеров: отверстий - по Н14, валов - по h14, остальных - по ± ![]() .
.
3.1.9 Размеры шпонки (деталь 1, рисунок 2) и винтов (деталь 2, рисунок 2) представлены в приложении А.
3.2 Присоединительные размеры фланцев зажимных устройств должны соответствовать указанным на рисунке 2 и в таблице 2.
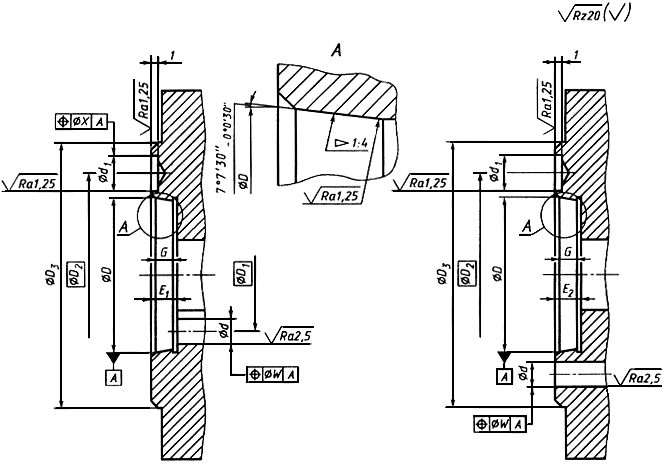
|
Фланцы с внутренней делительной окружностью (для установки на конце шпинделя исполнения 1 посредством винтов на внутренней окружности) |
|
Фланцы с наружной делительной окружностью (для установки на конце шпинделя исполнений 1 и 2 посредством винтов на наружной окружности) |
|
Рисунок 2 |
Таблица 2
Размеры в миллиметрах
|
|
Значения размеров фланцев зажимных устройств условного размера, номер | ||||||||||
|
3 |
4 |
5 |
6 |
8 |
11 |
15 |
20 |
28 | |||
|
|
Ном. |
53,975 |
63,513 |
82,563 |
106,375 |
139,719 |
196,869 |
285,775 |
412,775 |
584,225 | |
|
Допуск |
+0,003 -0,005 |
+0,003 -0,005 |
+0,004 -0,006 |
+0,004 |
+0,004 |
+0,004 -0,010 |
+0,004 -0,012 |
+0,005 |
+0,006 | ||
|
|
- |
61,9 |
82,6 |
111,1 |
165,1 |
247,6 |
368,3 |
530,2 | |||
|
|
70,6 |
82,6 |
104,8 |
133,4 |
171,4 |
235,0 |
330,2 |
463,6 |
647,6 | ||
|
|
92 |
108 |
133 |
165 |
210 |
280 |
380 |
520 |
725 | ||
|
|
12 |
14 |
18 |
22 |
25,5* |
27* |
33 | ||||
|
|
+0,1 |
- |
14,7 |
16,3 |
19,45 |
24,2 |
29,4 |
35,7 |
42,1 |
51,6 | |
|
Испол- нение |
1 |
|
- |
14,288 |
15,875 |
17,462 |
19,050 |
20,638 |
22,225 |
25,400 | |
|
|
|
- |
15 |
16 |
18 |
20 |
21 |
23 |
26 | ||
|
|
10 |
12 |
13 |
14 |
16 |
17 |
19 |
22 | |||
|
|
- |
6,5 |
8 |
10 | |||||||
|
|
0,2 |
0,3 | |||||||||
|
* Переходные размеры, позволяющие осуществлять взаимозаменяемость между дюймовыми и метрическими фланцами. | |||||||||||
Пример условного обозначения фланца зажимного устройства для конца шпинделя исполнения 1, с условным размером N 5:
Фланец 1-5 ГОСТ 12595-2003
То же, исполнения 2:
Фланец 2-5 ГОСТ 12595-2003
3.2.1 Допускается вместо фаски ![]() , делать закругление радиусом
, делать закругление радиусом ![]() .
.
3.2.2 Параметр шероховатости Rz поверхностей гладких отверстий по ГОСТ 2789 - не более 40 мкм.
3.2.3 Неуказанные предельные отклонения размеров: отверстий - по Н14, валов - по h14, остальных - по ±![]() .
.
Приложение А
(обязательное)
Размеры шпонки и винтов
А.1 Размеры шпонки (деталь 1, рисунок 2) должны соответствовать указанным на рисунке А.1 и в таблице А.1.
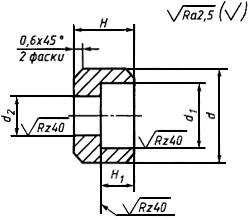
Рисунок 3
Таблица А.1
Размеры в миллиметрах
|
Обозначение шпонки |
Номер условного размера конца шпинделя |
|
|
|
|
| |
|
Номин. |
Пред. откл. |
||||||
|
14,25-4 |
4 |
14,25 |
|
|
|
10 |
|
|
15,9-5 |
5 |
15,9 |
11 |
||||
|
19,05-6 |
6 |
19,05 |
|
14 |
9 |
13 |
8 |
|
23,8-8 |
8 |
23,8 |
|
16 |
|||
|
28,6-11 |
11 |
28,6 |
17 |
11 |
|
10 | |
|
34,9-15 |
15 |
34,9 |
|
||||
|
41,3-20 |
20 |
41,3 |
20 |
13 |
24 |
12 | |
|
50,8-28 |
28 |
50,8 |
-0,046 |
28 |
|||
Пример условного обозначения шпонки диаметром ![]() =14,25 мм для конца шпинделя с условным размером 4:
=14,25 мм для конца шпинделя с условным размером 4:
Шпонка 14,25-4 ГОСТ 12595-2003
А.1.1 Материал - сталь марки 45 по ГОСТ 1050.
А.1.2 Твердость 30...35 HRC.
А.1.3 Покрытие - Хим. Окс. Прм по ГОСТ 9.306.
А.2 Размеры винтов с цилиндрической головкой и шестигранным углублением под ключ (деталь 2, рисунок 2) должны соответствовать указанным в таблице А.2.
Таблица А.2
|
Номер условного размера конца шпинделя |
Винт по ГОСТ 11738 |
|
3 |
- |
|
4, 5 |
M6-6gx14.58.01 |
|
6, 8 |
M8-6gx20.58.01 |
|
11 |
M10-6gx25.58.01 |
|
15 |
M12-6gx25.58.01 |
|
20 |
M12-6gx30.58.01 |
|
28 |
M12-6gx35.58.01 |
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2005
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке