
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
18
36
апреля
14
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Нормы безопасности распространяются на конвейерные ленты, применяющиеся на опасных производственных объектах, подведомственных Госгортехнадзору России, в том числе на:
угольных и сланцевых шахтах;
рудных шахтах;
открытых разработках угля и других горючих полезных ископаемых;
предприятиях по обогащению полезных ископаемых;
предприятиях черной и цветной металлургии.
Конвейерные ленты, используемые на опасных производственных объектах, могут быть:
трудносгораемыми (трудногорючими);
трудновоспламеняющимися;
теплостойкими;
общепромышленными.
Теплостойкие ленты предназначены для транспортировки материалов с температурой до 100 °С (ленты типа 2Т1), 150 °С (ленты типа 2Т2), 200 °С (ленты типа 2Т3) или более по требованию заказчика.
1.2. Нормы распространяются на конвейерные ленты российского и иностранного производства, приобретаемые для целей эксплуатации.
1.3. Для шахтных конвейерных лент независимо от их категории пожаробезопасности предусматривается:
1.3.1. Ленты должны иметь периодически повторяющуюся по их длине маркировку, сохраняющуюся весь срок службы ленты.
1.3.2. Потребителю при поставках ленты должна поставляться сопроводительная документация о соответствии НТД (настоящим нормам, соответствующим ГОСТ, ОСТ и ТУ). Указанные документы должны сохраняться на шахте до снятия ленты с эксплуатации.
Запрещается спуск в шахту, навеска и эксплуатация лент, не имеющих требуемой маркировки и указанной выше документации.
1.3.3. Разработка новых конвейерных лент, их испытания и допуск в шахту, постановка на производство должны осуществляться в установленном порядке. В состав приемочных комиссий по испытанию опытных образцов лент должны включаться (по согласованию) представители ВГСЧ, обслуживающих предприятие, на котором проводятся эксплуатационные испытания.
1.3.4. Порядок допуска образцов лент иностранного производства к приемочным (эксплуатационным) испытаниям определяется Федеральным горным и промышленным надзором России.
1.4. Российские и иностранные производители лент должны иметь разрешение Госгортехнадзора России на применение лент на опасных производственных объектах.
Порядок выдачи разрешений устанавливается Федеральным горным и промышленным надзором России.
1.5. Приемочные (эксплуатационные) испытания опытных конвейерных лент с одним из рекомендуемых изготовителем способом соединения должны проводиться по рабочим методикам, разработанным на основе типовой программы и методики испытаний, утвержденной Госгортехнадзором России.
При этом испытания других возможных способов соединения лент допускается проводить на стендах.
1.6. Конвейерные ленты для опасных производственных объектов подлежат обязательным испытаниям на соответствие требованиям безопасности в аккредитованных испытательных (сертификационных) центрах и лабораториях.
Экспертиза и выдача заключения о соответствии лент действующим нормативным документам по безопасности производится организациями, имеющими лицензию Госгортехнадзора России.
1.7. В государственных, отраслевых стандартах и технических условиях заводов-изготовителей должна предусматриваться периодичность испытаний лент при их серийном производстве на соответствие требованиям безопасности.
1.8. Испытаниям на соответствие требованиям безопасности и приемочным (эксплуатационным) испытаниям должны подвергаться образцы лент - типовые представители ряда, которые определяются программой и методикой испытаний. Зарубежные изготовители лент согласовывают перечень типовых представителей с Госгортехнадзором России.
За типопредставитель тканевых лент принимаются однослойные, двухслойные и многослойные ленты независимо от их ширины и прочности, изготовленные из ткани одного вида (сырья) с одинаковой рецептурой пропиточных и обкладочных материалов и имеющих минимальную толщину обкладок. При этом для многослойных лент за типопредставитель принимается лента с наименьшим значением суммарной толщины обкладок, приходящейся на одну прокладку. При одинаковом значении этого показателя у всех или нескольких лент ряда за типопредставитель принимается лента с максимальным числом прокладок.
Типопредставитель ряда резинотросовых лент, изготовленных из соединительных и обкладочных резин соответственно одинаковой рецептуры, выбирается независимо от ширины и прочности лент. При этом за типопредставитель принимается лента с наименьшим значением суммарной толщины обкладок, приходящейся на 1 мм толщины каркаса (диаметра троса). При одинаковом значении этого показателя у всех или нескольких лент ряда за типопредставитель принимается лента с максимальным диаметром троса.
2. НОРМЫ БЕЗОПАСНОСТИ
2.1. Трудносгораемые конвейерные ленты для опасных производственных объектов должны соответствовать требованиям безопасности в части:
пожаробезопасности;
токсичности продуктов горения и термического окислительного разложения;
разрывной прочности стыковых соединений.
2.1.1. Шахтные трудносгораемые конвейерные ленты должны удовлетворять также требованию безопасности в части электростатической искробезопасности (антистатичности).
2.1.2. Для обеспечения электростатической искробезопасности значение удельного поверхностного электрического сопротивления лент не должно превышать 3х10![]() Ом. Если конструкцией ленты предусмотрен как допустимый по условиям безопасности износ обкладок до слоя резины контрастного цвета, то должно определяться также поверхностное электрическое сопротивление этого слоя.
Ом. Если конструкцией ленты предусмотрен как допустимый по условиям безопасности износ обкладок до слоя резины контрастного цвета, то должно определяться также поверхностное электрическое сопротивление этого слоя.
Методика испытания приведена в приложении А.
2.2. Для обеспечения пожаробезопасности трудносгораемые конвейерные ленты должны удовлетворять каждому из следующих требований:
2.2.1. Не должно происходить воспламенение тканевых лент при трении на барабане испытательной установки. При этом в момент разрушения ленты температура поверхности барабана должна быть не более 500 °С. (Для лент на поливинилхлоридной основе - не более 325 °С.)
Методика определения воспламеняемости приведена в приложении Б.
2.2.2. Кислородный индекс должен быть не менее 30%.
Методика испытания приведена в приложении В.
2.2.3. Образцы ленты определенных размеров при стендовых испытаниях должны самозатухать (прекращать самостоятельное горение):
2.2.3.1. После вынесения образца из пламени маломощного источника тепла (спиртовой горелки) время самозатухания должно быть не более:
одного образца с обкладками - 5 с;
одного образца без обкладок - 15 с;
суммарное шести образцов с обкладками - 18 с;
суммарное шести образцов без обкладок - 45 с.
Это требование относится только к лентам на поливинилхлоридной основе.
Методика испытания приведена в приложении Г.
2.2.3.2. Пламя не должно самостоятельно распространяться по ленте (при отсутствии внешнего источника тепла) при одном из следующих видов испытаний:
а) при проведении испытаний тканевых и тросовых лент по методикам, изложенным в приложении Д, после прекращения воздействия пламени мощного сосредоточенного источника тепла (модельная штольня) при наличии воздушного потока должно остаться неповрежденным не менее 30% длины образца ленты с обкладками;
б) при проведении испытаний тканевых и тросовых лент по методике, изложенной в приложении Е, после прекращения воздействия пламени мощного рассредоточенного по площади источника тепла (пропановая решетка) при наличии воздушного потока должен оставаться целый по ширине образца (неповрежденный пламенем) участок ленты.
Примечание. До 01.01.03 г. в отдельных случаях, согласованных с Госгортехнадзором России, этот вид испытаний может не проводиться;
в) для тканевых и тросовых лент после устранения воздействия пламени и внешнего теплового потока (установка для определения индекса распространения пламени) значение индекса должно составлять от 0 до 20 включительно.
Методика определения индекса приведена в приложении 3.
2.2.3.3. Температура самовоспламенения резинотканевых и резинотросовых конвейерных лент должна быть не менее 300 °С.
Методика определения температуры самовоспламенения приведена в приложении И.
2.3. Продукты термического окислительного разложения и горения лент не должны оказывать вредного влияния на кожу, слизистые оболочки и дыхательные пути. Их токсичность определяется по утвержденным в установленном порядке нормативным документам.
Требование вводится как факультативное до 2003 года в целях наработки данных.
2.4. Разрывная прочность стыковых соединений конвейерных лент по отношению к разрывной (номинальной) прочности ленты должна быть не менее:
50% - для механических соединений одно, двух- и многопрокладочных лент;
60% - для соединений, выполненных методом холодной вулканизации;
75% - для соединений, выполненных методом горячей вулканизации.
Методика определения разрывной прочности приведена в приложении Ж.
В сопроводительной документации на поставляемые ленты должны быть рекомендации по ремонту, способам стыковки и используемым материалам. Применение других способов стыковки и материалов допускается по согласованию с заводом-изготовителем и испытательной организацией, имеющей соответствующую лицензию Госгортехнадзора России.
Допускается определение прочности разъемных и неразъемных соединений образцов конвейерных лент по методике, приведенной в приложении К.
2.5. При первичной выдаче разрешения Госгортехнадзора России конвейерные ленты подвергаются испытаниям в полном объеме в соответствии с настоящими Нормами. При этом для трудносгораемых и трудновоспламеняющихся лент, серийное производство которых освоено ранее, могут учитываться результаты проведенных ранее испытаний (со сроком давности не более трех лет) на прочность стыковых соединений и испытаний в пламени пропановой решетки или натуральной штольни.
2.6. Результаты испытаний, проведенных при оформлении разрешения Госгортехнадзора России, могут приниматься отечественными производителями лент в качестве типовых и периодических испытаний.
2.7. Трудновоспламеняющиеся конвейерные ленты должны удовлетворять требованиям пожаробезопасности.
2.7.1. Шахтные трудновоспламеняющиеся конвейерные ленты, кроме того, должны удовлетворять требованиям электростатической искробезопасности (антистатичности). Удельное поверхностное электрическое сопротивление лент не должно превышать 3х10![]() Ом.
Ом.
Методика испытания приведена в приложении А.
2.8. Для обеспечения пожаробезопасности трудновоспламеняющиеся конвейерные ленты должны удовлетворять следующим требованиям:
2.8.1. Время затухания после вынесения из пламени спиртовой горелки должно быть не более:
15 с - одного образца с обкладками;
45 с - шести образцов с обкладками.
Методика испытания приведена в приложении Г.
2.8.2. Не должно происходить воспламенение тканевых лент при трении на барабане испытательной установки. Температура поверхности барабана не должна превышать 500 °С для лент с резиновыми обкладками и 325 °С для лент с обкладками из поливинилхлорида. Испытания проводятся в соответствии с приложением Б со следующими изменениями: создается натяжение образца ленты 150 Н в течение 3 мин; 750 Н - в течение 7 мин и 1250 Н - до разрушения.
2.9. Теплостойкие конвейерные ленты должны удовлетворять следующим требованиям безопасности:
температура самовоспламенения лент должна на 10% превышать температуру транспортируемого груза. Методика испытания приведена в приложении И;
стойкость лент к прожиганию должна обеспечивать глубину прожигания не более 75% толщины образца. Методика определения стойкости к прожиганию приведена в приложении Л;
изменение норм показателей прочности связи между элементами конструкции ленты после старения в воздухе для лент вида 2Т1 и 2Т2 при температуре 125±1 °С в течение 72 ч, не менее:
40% - между рабочей обкладкой и каркасом;
30% - между прокладками;
для лент вида 2ТЗ при температуре 125±1 °С в течение 168 ч, не менее:
30% - между рабочей обкладкой и каркасом;
30% - между прокладками.
Примечание. До 01.01.03 г. требования по показателям п.2.9 являются факультативными.
3. ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЙ КОНВЕЙЕРНЫХ ЛЕНТ НА СООТВЕТСТВИЕ
ТРЕБОВАНИЯМ БЕЗОПАСНОСТИ
Испытаниям в аккредитованных испытательных (сертификационных) центрах или лабораториях подвергаются вновь созданные образцы лент - типопредставители ряда лент - перед проведением их приемочных (эксплуатационных) испытаний на шахтах, а также серийно изготовляемая лента - типопредставитель ряда при типовых испытаниях и инспекционном контроле. Такому испытанию подвергаются также ленты зарубежного производства, впервые поступающие на шахты России. При подготовке заключений могут быть признаны результаты испытаний лент в других аккредитованных испытательных (сертификационных) центрах и лабораториях, проведенных в соответствии с их областью аккредитации, а также использованы результаты отдельных видов испытаний импортных лент, проведенных зарубежными испытательными организациями с учетом экспертизы технической документации на ленты, методик проведения испытаний и фактических результатов эксплуатации.
По согласованию с Госгортехнадзором России допускается проведение испытаний лент зарубежного производства специалистами аккредитованных в России сертификационных (испытательных) центров в испытательных организациях страны - поставщика ленты.
Образцы лент для испытаний отбираются на заводе-изготовителе с участием представителя испытательного (сертификационного) центра или его доверенного лица. На каждый вид ленты составляется акт отбора образцов, в котором указываются условное обозначение ленты, номер партии и дата выпуска. К акту отбора прилагаются протоколы заводских испытаний ленты, сертификат качества (при его наличии), нормативно-техническая документация, по которой изготовляется лента, и эксплуатационная документация.
Порядок отбора образцов лент зарубежных изготовителей и состав представляемой документации определяются Госгортехнадзором России.
В России приемо-сдаточные и периодические испытания (проводимые по соответствующим стандартам или техническим условиям на изделие) лент проводятся заводами-изготовителями. Допускается при получении неудовлетворительных результатов проводить повторные испытания на удвоенном количестве образцов ленты этой же партии по показателю, не выдержавшему испытаний. По получении неудовлетворительных результатов повторных испытаний лента считается не выдержавшей испытания по безопасности. При этом серийное производство лент приостанавливается до устранения заводом выявленных недостатков и проведения новых испытаний по показателю, не выдержавшему испытания.
Необходимость инспекционного контроля возникает по инициативе Госгортехнадзора России в случае появления признаков несоответствия ленты настоящим Нормам.
Споры, возникающие по поводу несогласия с результатами испытаний, решаются в Госгортехнадзоре России или арбитражном суде.
В целях создания базы данных о физико-механических свойствах отечественных и импортных лент испытательные (сертификационные) центры и отечественные заводы - изготовители лент обязаны представлять Госгортехнадзору России материалы о результатах типовых и периодических испытаний лент на соответствие Нормам безопасности по разд.2.
Указанный порядок относится к шахтным антистатическим конвейерным лентам независимо от их категории пожаробезопасности.
Типовые методики испытаний лент по требованиям разд.2 приведены в приложениях. Рекомендуемые формы приведенных протоколов испытаний обязательны только для сертификационных (испытательных) центров.
Приложение А
МЕТОДИКА ИСПЫТАНИЯ КОНВЕЙЕРНЫХ ЛЕНТ НА ПОВЕРХНОСТНОЕ ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ
Назначение и область применения
Настоящая методика предназначена для определения удельного поверхностного электрического сопротивления лент. Лента должна обладать достаточной электропроводимостью, чтобы отводить электрические заряды, которые образуются на ней во время работы.
Средства испытания
Схема установки электродов на образце ленты для определения удельного поверхностного электрического сопротивления приведена на рис.1.
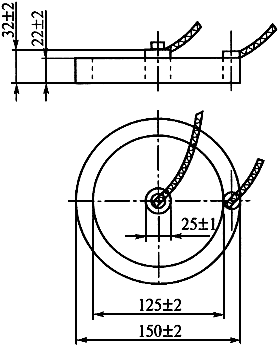
Рис.1. Схема установки электродов
При проведении испытаний используются:
два латунных электрода, установленные следующим образом: внутри кольцевого заземленного электрода наружным диаметром 150±1 мм, внутренним 125,0±0,1 мм, массой 900±10 г помещен цилиндрический высоковольтный электрод диаметром 25,0±0,1 мм и массой 115±5 г. Рабочая поверхность электродов отполирована;
шаблон для взаимного расположения электродов с допускаемым смещением центров ±2 мм (рис.2). Приводимая конструкция шаблона дается как рекомендация;
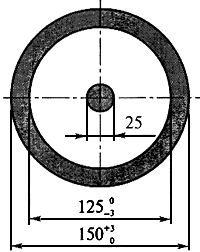
Рис.2. Шаблон
прибор для измерения сопротивления с напряжением в измерительной цепи в диапазонах от 60 до 500 В постоянного тока (тераомметр типа Е6-3, Е6-13, Е6-10, МОМ-4 и др.);
бензин марки БР1 или БР2 или этиловый спирт для удаления с поверхности образцов следов загрязнений;
полиэтилен высокой или низкой плотности размером не менее 350х350 мм, толщиной не менее 1 мм либо другой твердый электроизоляционный материал с удельным поверхностным электрическим сопротивлением не менее 10![]() Ом;
Ом;
металлическая фольга, которая накладывается на поверхность образца для улучшения контактов с электродами;
жидкий проводник (10%-ный раствор кальцинированной соды), который наносится по шаблону (рис.2) на поверхность образца;
психрометр;
термометр.
Порядок подготовки образцов
Испытания проводят на трех образцах ленты полной толщины размером не менее 300х300 мм. Если конструкцией ленты предусмотрен ее эксплуатационный износ до определенного слоя, подобным образом должно проводиться испытание этого слоя.
Образцы вырезают из готовой ленты, выдержанной после вулканизации не менее 8 ч, отступая от борта ленты не меньше чем на 100 мм и от конца ленты не меньше чем на 1 м.
Проведение испытаний
Испытания проводят при температуре окружающего воздуха 20±5 °С и относительной влажности 50±5%. Образцы лент перед испытанием должны быть выдержаны в указанных условиях не менее 2 ч.
Образцы тщательно протирают бензином или этиловым спиртом для удаления с поверхности ленты талька, следов масла и других загрязнений. Под образец подкладывают лист полиэтилена. Если обкладки имеют неровную поверхность, контакт между электродами и образцом может быть улучшен за счет применения тонкой металлической фольги, имеющей такие размеры, что и контактная поверхность электродов. Фольгу укладывают на поверхность образца, обработанную контактной жидкостью, и посредством легких нажимов пальцами ей придают форму поверхности, после чего латунные электроды укладывают на фольгу.
При помощи шаблона устанавливают взаимное расположение электродов. К электродам присоединяют прибор для измерения сопротивления и фиксируют его в течение 2-3 мин. Внешний электрод заземляют или соединяют с клеммой низкого напряжения на зажимах измерительного прибора, а внутренний - с клеммой высокого напряжения. Испытания должны проводиться на одном из напряжений в диапазоне от 60 до 500 В. После измерения сопротивления на рабочей поверхности образца аналогичным образом проводят измерение на нерабочей поверхности.
Обработка результатов
Результаты испытания заносят в протокол. К оценке соответствия ленты по этому показателю принимается максимальное значение. Лента считается выдержавшей испытание, если это значение не превышает нормируемого.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения.
Рабочее место должно удовлетворять требованиям электробезопасности и санитарно-гигиеническим требованиям.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения поверхностного электрического сопротивления конвейерных лент
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления ___________________ |
|
Относительная влажность, % ________ |
N партии и ленты ___________________ |
|
Размеры образцов ________________ |
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
а) сопротивление на рабочей поверхности |
|
|
1 |
|
|
2 |
|
|
3 |
|
|
б) сопротивление на нерабочей стороне |
|
|
1 |
|
|
2 |
|
|
3 |
|
Максимальное значение показателя Ом
Руководитель испытательного центра (лаборатории) _______ Ф.И.О. ______________
Подписи лиц, проводивших испытание ___________________ Ф.И.О. ______________
___________________ Ф.И.О. ____________________________________________
Приложение Б
МЕТОДИКА ОПРЕДЕЛЕНИЯ ВОСПЛАМЕНЯЕМОСТИ КОНВЕЙЕРНЫХ ЛЕНТ ПРИ ТРЕНИИ НА БАРАБАНЕ
Назначение и область применения
Настоящая методика регламентирует порядок проведения испытаний шахтных тканевых трудногорючих лент на основе резины, поливинилхлорида и других эластомеров методом трения на барабане при полной пробуксовке ленты и различных режимах ее нагружения.
Оборудование и средства измерения
Схема установки для определения воспламеняемости лент при трении на барабане приведена на рис.1.

Рис.1. Стенд для испытания лент на воспламеняемость при трении на барабане:
1 - станина; 2 - груз; 3 - рычаг; 4 - штурвал; 5 - нижний зажим; 6 - верхний зажим; 7 - образец ленты (сбегающая ветвь);
8 - образец ленты (набегающая ветвь); 9 - барабан; 10 - привод
Установка с понижающей двухступенчатой цепной передачей имеет следующие основные характеристики:
мощность приводного электродвигателя ![]() =7,5 кВт;
=7,5 кВт;
диаметр приводного барабана 200±5 мм;
длина приводного барабана 300±5 мм;
число оборотов приводного барабана 190±10 мин![]() ;
;
угол обхвата барабана лентой 180°;
устройство для измерения температуры на барабане (термопара или термометр термоэлектрический поверхностного типа ТХКЛ-541 с пределом измерений 0-600 °С, вмонтированный в обечайку);
компрессор или емкость со сжатым воздухом.
Место проведения испытаний должно быть оснащено:
секундомером третьего класса точности;
термометром;
психрометром;
амометром.
Порядок подготовки образцов
Для определения воспламеняемости лент при трении на барабане используют шесть образцов, вырезанных по основе из готовой ленты, длиной 1600±50 мм и шириной 150±5 мм.
Образцы вырезают из готовой ленты, выдержанной после вулканизации не менее 8 ч, отступая от борта ленты не меньше чем на 100 мм и от конца ленты не меньше чем на 1 м.
Перед проведением испытаний образцы выдерживают в прямолинейном состоянии при температуре 20±5 °С не менее 12 ч.
Проведение испытаний
Испытаниям подвергаются три образца при температуре 20±5 °С и относительной влажности 60±10%.
Один конец образца ленты (набегающая ветвь) закрепляют в верхнем зажиме стенда, а другой конец (сбегающая ветвь) - в нижнем зажиме.
Посредством рычага и грузов в образце создается натяжение, обеспечивающее плотное прижатие поверхности образца на участке контакта ленты с барабаном.
После включения двигателя к образцу ленты прикладывается усилие 343 Н с продолжительностью нагружения 60 мин. Затем нагрузка удваивается (686 Н) и испытания продолжаются еще 30 мин. Если образец не разрушается, нагрузка увеличивается до 1029 Н и испытания продолжаются еще 30 мин, затем нагрузка увеличивается до 1372 Н еще на 10 мин. Если образец не разрушился, он нагружается до 1715 Н и испытания продолжаются до разрушения образца. Если при любом нагружении ленты температура барабана достигает 500 °С (для лент на поливинилхлоридной основе - 325 °С), то по истечении 10 мин испытания могут быть прекращены, не доводя ленту до разрушения.
Диаграмма нагружения образца приведена на рис.2.
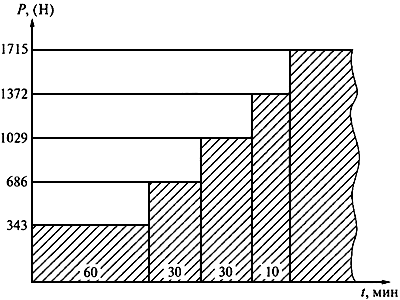
Рис.2. Диаграмма нагружения образца конвейерной ленты
при испытании на барабане
Аналогично испытываются еще два образца.
При испытаниях проводят визуальное наблюдение за воспламеняемостью образца (пламенем и красным свечением) и определяют максимальную температуру поверхности барабана, развившуюся в результате трения барабана о ленту. Измерения температуры проводят в конце каждого этапа нагружения и при прекращении испытаний.
Обработка результатов
Результаты испытаний образцов лент заносят в протокол. Форма протокола прилагается.
В период испытаний ни один из шести образцов ленты не должен воспламениться.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности. Помещение для испытаний оборудуется вытяжной вентиляцией и средствами пожаротушения (углекислотный огнетушитель, песок, асбестовое одеяло). Пользоваться водой для тушения пожара запрещается.
Рабочее место оператора должно удовлетворять требованиям электробезопасности и санитарно-гигиеническим требованиям.
Стенд оборудуется местной вытяжной вентиляцией, которая включается при проведении всех испытаний.
Электрооборудование должно быть заземлено.
Во время испытаний запрещается приближаться к вращающемуся барабану на расстояние менее 0,5 м.
Вращающиеся части должны быть ограждены.
Запрещается измерять температуру барабана контактным методом, приближая измерительный прибор к вращающемуся барабану.
На рабочем месте должна быть медицинская аптечка и инструкция по технике безопасности и промышленной санитарии.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения воспламеняемости конвейерных лент при трении на барабане
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления _________________ |
|
Относительная влажность, % ________ |
N партии и ленты __________________ |
|
Размеры образцов ________________ |
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
1 |
|
|
|
|
|
2 |
2 |
|
|
|
|
|
|
3 |
|
|
|
|
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. ____________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. ____________
____________________ Ф.И.О. __________________________________________
Приложение В
МЕТОДИКА ИСПЫТАНИЯ КОНВЕЙЕРНЫХ ЛЕНТ НА ГОРЮЧЕСТЬ ПО МЕТОДУ ОПРЕДЕЛЕНИЯ
КИСЛОРОДНОГО ИНДЕКСА
Назначение и область применения
Методика служит для испытания конвейерных лент на горючесть и контроля соответствия конвейерной ленты условиям эксплуатации в угольных шахтах.
Сущность метода заключается в определении минимального содержания кислорода в кислородно-азотной или кислородно-воздушной газовой смеси, при котором образец ленты горит в течение 180 с.
Средства испытания
Один из вариантов схемы установки для определения кислородного индекса ленты приведен на рис.1.
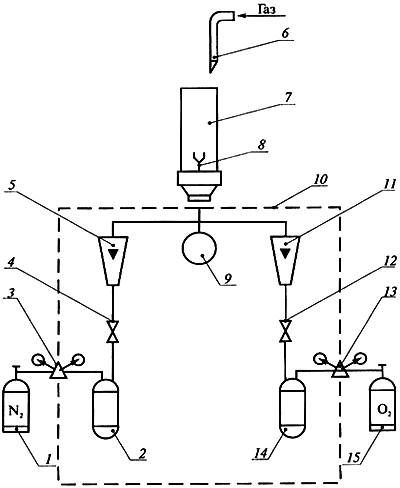
Рис.1. Принципиальная схема лабораторной установки
Установка включает следующие элементы:
реакционную камеру 7, представляющую собой термостойкую прозрачную трубу внутренним диаметром 95 мм и высотой 300 мм с толщиной стенки 2,5 мм;
держатель образца 8 для закрепления его в вертикальном положении;
проволочную сетку с ячейками размером 1,0-1,6 мм для улавливания частиц, падающих с горящего образца;
один или два ротаметра 5 и 11 типа РМ с пределами измерения расхода газа до 0,9 м![]() /ч (в зависимости от конструкции прибора);
/ч (в зависимости от конструкции прибора);
газопроводы с клапанами для регулировки расхода подаваемого в камеру сжигания газа;
блок приготовления кислородно-азотной (кислородно-воздушной) смеси 10, включающей запорно-пусковые вентили на линиях подачи кислорода и азота (воздуха), дозатор, смеситель, ротаметр и коллектор для впуска смеси в реакционную камеру. Система должна обеспечивать изменение концентрации кислорода с шагом не более 0,2% объемных;
газовый анализатор марки "МИК-М" с цифровым дисплеем 9, на котором высвечивается значение объемной концентрации кислорода в потоке кислородно-азотной смеси. Газовый анализатор должен обеспечивать измерение и контроль концентрации кислорода в газовой смеси с погрешностью не более 0,2% объемных;
вентили запорные игольчатые 4 и 12, установленные перед ротаметрами на линиях подачи кислорода и азота;
демпферы 2 и 14, рассчитанные на давление не ниже 0,3 МПа;
редукторы 3 и 13 типа ДР-1А, установленные на баллонах 1 и 15;
источник зажигания (горелка) 6, обеспечивающий на пропане высоту пламени (от нижней кромки сопла горелки до пика пламени) 50 мм.
При проведении испытаний необходимы:
кислород газообразный технический 1-го или 2-го сорта;
азот технический газообразный высшего или 1-го сорта;
горючий газ (метан, пропан);
секундомер третьего класса точности.
В рабочих методиках испытаний могут предусматриваться другие схемы установок (например, схема с использованием кислородно-воздушной смеси).
Порядок подготовки образцов
Для определения величины кислородного индекса используются 10 образцов, вырезанных из готовой ленты, выдержанной после вулканизации не менее 8 ч, отступив от борта ленты не менее чем на 100 мм и от конца ленты не менее чем на 1 м.
Для резинотканевых лент вырезают образцы размером 150![]() х10
х10![]() мм полной толщины так, чтобы поверхность среза располагалась под прямым углом к поверхности ленты. Нити, выступающие за край образца, должны быть подрезаны.
мм полной толщины так, чтобы поверхность среза располагалась под прямым углом к поверхности ленты. Нити, выступающие за край образца, должны быть подрезаны.
Для резинотросовых лент вырезают образцы полной толщины размером 150![]() х(4-15
х(4-15![]() ) мм между тросами.
) мм между тросами.
Перед проведением испытаний образцы выдерживают при температуре 20±5 °С не менее 12 ч.
Проведение испытаний
Испытания проводят в вытяжном шкафу, при включенной вентиляции, температуре окружающего воздуха 20±5 °С и относительной влажности 60±10%.
Образец закрепляют в вертикальном положении в держателе так, чтобы верхний край образца отстоял от верхнего края стеклянного сосуда высотой от 300 мм не менее чем на 100 мм.
Включают газоанализатор и прогревают его не менее 30 мин. Подают на блок регулирования кислород и азот, открывают вентили на блоке регулирования и регулируют подачу кислорода и азота (или воздуха) так, чтобы расход смеси, контролируемый по ротаметру, равнялся номинальному, а концентрация кислорода, контролируемая по газоанализатору, была близка к требуемой. Устанавливаемая скорость газового потока в реакционном сосуде должна составлять 40±10 мм·с![]() либо расход 18±1 л/мин. Устанавливают начальную концентрацию кислорода не менее 26%. Систему продувают газовой смесью не менее 30 с. Устанавливают высоту пламени 50 мм.
либо расход 18±1 л/мин. Устанавливают начальную концентрацию кислорода не менее 26%. Систему продувают газовой смесью не менее 30 с. Устанавливают высоту пламени 50 мм.
Закрепляют образец в держателе, укрепленном на верхнем конце стойки, и устанавливают реакционный сосуд в горловине переходника. Систему продувают газовой смесью не менее 30 с.
Производят зажигание образца следующим образом. Наклоняют и подводят горелку так, чтобы высокотемпературная зона пламени покрыла верхнюю и вертикальные поверхности образца на длине около 6 мм.
Суммарная длительность воздействия пламени на образец составляет 30 с с короткими перерывами через каждые 5 с для образцов толщиной до 12 мм включительно и 45 с для образцов большей толщины.
После воспламенения образца горелку удаляют, включают секундомер и определяют время горения. Во время горения образца концентрация кислорода не должна изменяться более чем на 0,2% объемных.
Если образец горит более 180 с или длина сгоревшей части превышает 50 мм, то для следующего образца концентрацию кислорода уменьшают, а если меньше 180 с - то увеличивают.
Методом последовательных приближений определяют концентрацию кислорода в смеси, при которой горение образца продолжается 30-240 с. В этом диапазоне кислородного индекса испытывают не менее трех образцов.
По ходу горения фиксируют процессы, сопровождающие горение (искрообразование, падение частиц, неравномерное горение, тление).
Перед следующим испытанием камеру охлаждают до 23±2 °С.
Обработка результатов
Результаты испытания образцов лент заносят в протокол. Рекомендуемая форма протокола прилагается.
По результатам не менее трех опытов, в которых наблюдалось горение образца в течение 30-240 с, строят график зависимости времени горения от концентрации кислорода: по оси абсцисс откладывают концентрацию кислорода, а по оси ординат - время горения. По графику для времени горения 180 с определяют соответствующую концентрацию кислорода, которую принимают за кислородный индекс.
Если в результате испытаний наблюдалось горение образца в течение 180±3 с, то это значение концентрации кислорода в смеси принимают за кислородный индекс.
Лента считается выдержавшей испытание, если кислородный индекс не ниже нормируемых значений.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения (углекислотный огнетушитель, песок, асбестовое одеяло). Пользоваться водой для тушения пожара запрещается.
Установку для определения кислородного индекса следует помещать в вытяжной шкаф или под вытяжной зонт, обеспечивающий удаление газообразных продуктов горения без изменения скорости потока в реакционной камере.
Рабочее место оператора должно удовлетворять санитарно-гигиеническим требованиям.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения кислородного индекса конвейерных лент
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления ___________________ |
|
Относительная влажность, % ________ |
N партии и ленты ____________________ |
|
Размеры образцов ________________ |
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
График определения величины кислородного индекса
Руководитель испытательного центра (лаборатории) __________ Ф.И.О. __________
Подписи лиц, проводивших испытание ______________________ Ф.И.О. __________
______________________ Ф.И.О. ________________________________________
Приложение Г
МЕТОДИКА ИСПЫТАНИЯ КОНВЕЙЕРНЫХ ЛЕНТ НА ГОРЮЧЕСТЬ В ПЛАМЕНИ СПИРТОВОЙ ГОРЕЛКИ
Методика предназначена для испытания образцов тканевых поливинилхлоридных лент. Образцы после удаления источника тепла должны затухнуть (догореть) за нормативное время.
Средства испытаний
Схема установки для определения времени затухания приведена на рис.1.
Порядок подготовки образцов
Вид А (повернуто)

Рис.1. Схема установки для проверки лент на горючесть в пламени горелки:
1 - образец; 2 - горелка; 3 - емкость для спирта; 4 - проволока для регулирования температуры пламени;
5 - резиновая трубка длиной ![]() 1,5 м; 6 - зажим; 7 - штатив
1,5 м; 6 - зажим; 7 - штатив
При проведении испытаний используются следующая аппаратура и материалы:
спиртовая горелка (рис.2);

Рис.2. Спиртовая горелка:
1 - основание; 2 - воронка; 3 - втулка; 4 - ниппель; 5 - жиклер; 6 - втулка; 7 - сетка; 8 - винт; 9 - рукоятка; 10 - ниппель;
11 - рукоятка; 12 - золотник
сосуд для спирта;
спирт этиловый ректификованный технический*;
______________________
* Норма расхода спирта на испытание шести образцов - 150 г, на испытание двенадцати образцов - 250 г.
трубка резиновая длиной 1,5-1,8 м внутренним диаметром 6-8 мм и толщиной стенки 2-3 мм;
штатив с держателем (рис.3);

Рис.3. Штатив с держателем:
1 - основание; 2 - ножка; 3 - кольцо; 4 - штанга; 5 - втулка; 6 - винт; 7 - пружина; 8 - пластина; 9 - скоба; 10 - планка;
11 - ось; 12 - винт; 13 - гайка; 14 - винт; 15 - шайба; 16 - шплинт
секундомер третьего класса точности;
комплект для измерения температуры пламени горелки, включающий термометр термоэлектрический градуировки ХА86 с пределом измерения от 0 до 1600 °С с погрешностью измерения не более ±24 °С и вторичный прибор градуировки ХА86 с пределом измерений от 0 до 1100 °С класса 2,0. Допускается применение других средств измерения температуры пламени горелки с погрешностью измерения, не превышающей указанную;
шаблон для определения высоты пламени горелки, угла наклона и расстояния от нижней части образца до верхнего края горелки (рис.4);

Рис.4. Шаблон для определения высоты пламени горелки, угла наклона и
расстояния от нижней части до верхнего края горелки
вытяжной шкаф, оборудованный отдельной вытяжной вентиляцией с механическим побуждением;
психрометр;
термометр.
Из тканевых лент в продольном направлении (по основе) вырезают двенадцать образцов прямоугольной формы и полной толщины. Длина образца 200![]() мм, ширина 25±1 мм. Испытаниям подвергают шесть образцов с наружными обкладками и шесть - со снятыми обкладками или с оставлением определенной толщины обкладки, указанной заводом-изготовителем. Обкладки снимают, если это невозможно, то срезают или стачивают. В последнем случае нужно обратить внимание на то, чтобы обкладки чрезмерно не перегревались. Процесс стачивания должен быть прекращен при появлении нитей каркаса.
мм, ширина 25±1 мм. Испытаниям подвергают шесть образцов с наружными обкладками и шесть - со снятыми обкладками или с оставлением определенной толщины обкладки, указанной заводом-изготовителем. Обкладки снимают, если это невозможно, то срезают или стачивают. В последнем случае нужно обратить внимание на то, чтобы обкладки чрезмерно не перегревались. Процесс стачивания должен быть прекращен при появлении нитей каркаса.
Образцы вырезают (вырубают) из готовой ленты, выдержанной после вулканизации не менее 8 ч, отступая не менее чем на 100 мм от борта ленты и не менее чем на 1 м от конца ленты.
Перед проведением испытаний образцы выдерживают в прямолинейном состоянии при температуре 20±5 °С не менее 12 ч.
Проведение испытаний
Устанавливают температуру пламени горелки 1050±50 °С на расстоянии 50±1 мм от верхнего края горелки.
Образец закрепляют в штативе и вносят в пламя горелки таким образом, чтобы продольная ось образца составляла угол 45±5° с вертикальной осью горелки. Угол определяют по шаблону. Нижняя часть образца должна быть на расстоянии 50±1 мм от верхнего края горелки.
Испытуемый образец выдерживают в пламени горелки в течение 45±1 с при выключенной вытяжной вентиляции. Затем горелку убирают без угасания пламени и измеряют продолжительность затухания образца до исчезновения пламени. После этого включают вентиляцию и на испытуемый образец в течение 15 с подают поток воздуха со скоростью 1,5 м/с. При этом фиксируют разгорание пламени.
Обработка результатов
Результатом испытаний являются:
время (продолжительность) горения после отвода горелки;
наличие (отсутствие) повторного возгорания после обдува.
За показатель времени затухания одного образца принимают максимальное время до исчезновения пламени и свечения (тления) одного из шести образцов после вынесения из пламени спиртовой горелки.
За показатель времени затухания шести образцов принимают суммарную продолжительность времени до исчезновения пламени и свечения шести образцов после вынесения из пламени спиртовой горелки.
Лента считается выдержавшей испытание, если время затухания образцов не превышает нормативных значений и не наблюдается их повторное возгорание при обдуве.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с отметкой о проведении инструктажа в журнале по технике безопасности.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и первичными средствами пожаротушения (огнетушитель, песок).
Рабочее место оператора должно соответствовать санитарно-гигиеническим требованиям.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения времени затухания резинотканевых конвейерных лент после вынесения из
пламени спиртовой горелки
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления _________________ |
|
Относительная влажность, % ________ |
N партии и ленты __________________ |
|
Размеры образцов ________________ |
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
|
| |||||
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. ____________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. ____________
____________________ Ф.И.О. __________________________________________
Приложение Д
МЕТОДИКИ ИСПЫТАНИЙ НА ГОРЮЧЕСТЬ
КОНВЕЙЕРНЫХ ЛЕНТ В МОДЕЛЬНЫХ
(ЛАБОРАТОРНЫХ) ШТОЛЬНЯХ
Метод заключается в подвержении образца ленты воздействию сосредоточенного пламени мощной газовой горелки в горизонтальных модельных штольнях с принудительным движением потока воздуха, его горении (с распространением пламени по ленте) после удаления источника тепла и замере длины несгоревшего участка образца. При этом лента должна быть испытана по одной из приведенных ниже методик.
Для испытания образцов конвейерных лент шириной 90 и 120 мм предназначена модельная штольня типа А, изготовленная по германскому и польскому стандартам, для образцов шириной 230 мм - модельная штольня типа Б, изготовленная по американскому стандарту, и для образцов шириной до 800 мм - модельная штольня типа В ВостНИИ.
Для испытания используется технический пропан в баллонах, который подается в горелку через редукторный клапан по рукаву высокого давления с минимальным внутренним диаметром 6,3 мм. Для штольни типа Б применяется метан.
Для измерения скорости воздушного потока в камере сгорания используется анемометр ручной крыльчатый АСО-3. Расход газа контролируется ротаметром типа РМ.
Время поджигания и горения образца регистрируется секундомером третьего класса точности.
Для измерения температуры горелки применяют термометр термоэлектрический градуировки ХА с пределом измерения от 0 до 1100 °С.
Размеры образцов измеряют металлической рулеткой с ценой деления 1 мм, толщину - штангенциркулем.
Средства испытания, подготовка образцов и проведение испытаний
1. Модельная штольня типа А
Установка состоит из следующих конструктивных узлов:
а) модельная штольня с вытяжной вентиляционной трубой и дроссельным шибером, габаритные размеры которых указаны на рис.1, 2 и 3. Не указанные на рисунках размеры выбираются произвольно. Корпус штольни длиной 2,1 м с поперечным квадратным сечением 350х350 мм изготовлен из стального листа толщиной 1,5 мм, а днище - из стального листа толщиной 5,0 мм. Внутренняя поверхность корпуса армирована теплоизоляционным материалом толщиной 25 мм. На одной из боковых стенок корпуса устроено смотровое окно, изготовленное из термостойкого стекла. Держатель образца ленты, габаритные размеры которого представлены на рис.4, должен обладать плавной регулировкой перемещения как по высоте, так и по ширине. Высота "а" в держателе должна соответствовать толщине образца ленты;
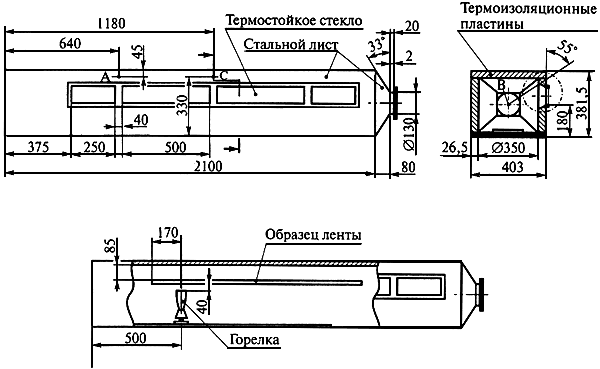
А - место измерения Т °С до поджигания, С - отверстие для установки анемометра
Рис.1. Лабораторная модельная штольня типа А

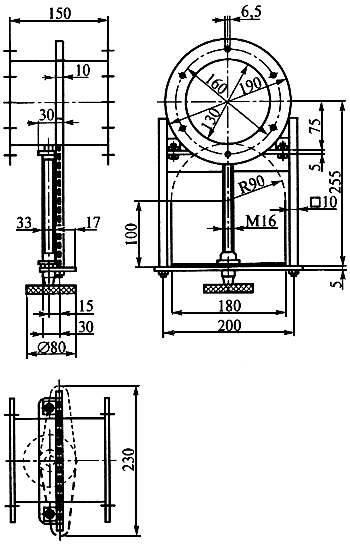
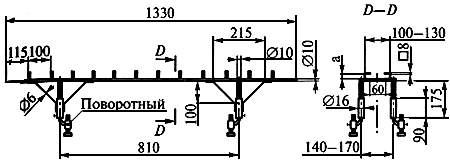
Рис.4. Держатель образца
б) газовая горелка (рис.5), оснащенная керамической решеткой с 70 форсунками диаметром 2,5 мм для выхода газа.

Рис.5. Газовая горелка
Отбор и подготовка образцов. Из конвейерной ленты вырезают в продольном направлении три образца полной толщины размерами (1200±2)х(120±2) мм или (1200±2)х(90±2) мм. Образец не должен захватывать кромки бортов лент. Максимальное расстояние от краев ленты 100 мм. Края должны быть гладкими, без надрезов и торчащих нитей тканевого каркаса. На одной стороне наносят поперечные линии (метки), например, мелом через 100 мм друг от друга.
Образцы вырезают из готовой ленты и перед проведением испытаний выдерживают не менее 12 ч в прямолинейном состоянии при температуре 20±5 °С.
Проведение испытаний. В соответствии с типом и шириной ленты выбирают режим испытаний 1 или 2 по табл.1.
Таблица 1
Режимы испытаний
|
|
|
| |
|
|
|
1 |
2 |
|
|
|
|
|
|
2 |
Температура в точке замера А, °С |
48±5 |
68±5 |
|
3 |
Температура в помещении, °С |
20±5 |
20±5 |
|
4 |
Скорость движения воздуха, м/с |
0,5±0,1 |
0,5±0,1 |
|
5 |
Горелка: |
|
|
|
|
давление газа, кПа |
40 |
60 |
|
|
расход газа, л/ч |
150 |
190 |
|
|
температура пламени, °С |
925±10 |
950±10 |
|
6 |
Время воздействия пламени, мин |
15 |
15 |
Перед началом испытаний модельную штольню прогревают так, чтобы в пункте замеров "А" (см. рис.1) была достигнута температура, приведенная в табл.1. Кроме того, необходимо замерить температуру в помещении. Далее с помощью дроссельной задвижки устанавливают скорость движения воздуха в штольне, измеряемую анемометром, на 0,5±0,1 м/с и не изменяют ее во время испытаний.
К горелке подают определенное количество газа (см. табл.1 - расход газа в зависимости от режима испытаний). Регулируют пламя горелки таким образом, чтобы исчез желтый ореол пламени, а голубой конус внутри пламени имел высоту около 10 мм. Температура пламени измеряется термопарой, установленной на высоте 40 мм от центра керамической решетки (см. табл.1 - режим испытаний).
Образец ленты вставляют в держатель. Газовая горелка устанавливается на расстоянии 170 мм от края образца, как показано на рисунке, и в течение 15 мин производится зажигание ленты. По истечении 15 мин убирают горелку и наблюдают за горением образца до момента его сгорания или затухания пламени и тления. Производят замер времени, за которое фронт пламени проходит контрольные отметки. Затем остаток образца вынимают из штольни и производят замер несгоревшего участка ленты с точностью до 10 мм. Замеряют отрезок полной ширины, на котором нет следов повреждений (спекание, образование трещин, вздутие поверхности ленты, обугливание), полученных от воздействия пламени.
Результаты испытаний образцов лент заносят в протокол. Результатом испытания считается среднеарифметическая длина участков трех образцов, на которых отсутствуют следы повреждений вследствие воздействия пламени. Лента считается выдержавшей испытание, если длина оставшегося неповрежденным участка составляет не менее 30% первоначальной длины образца.
2. Модельная штольня типа Б
Принципиальная схема модельной штольни приведена на рис.6.

Рис.6. Лабораторная модельная штольня типа Б:
1 - камера сгорания; 2 - опорный стол; 3 - вытяжная труба с колпаком; 4 - газовая горелка;
5 - подставка для закрепления образца; 6 - металлический поддон;
7 - рукав высокого давления для подвода газа;
8 - крестовина для подвода горелки; 9 - образец ленты
Установка монтируется на опорном столе длиной 1620 мм, шириной 850 мм и высотой 600 мм. Огневая камера, выполненная из листовой стали, монтируется на столе. Внутренняя поверхность камеры размером 460х420 мм облицована огнеупорным материалом толщиной 50 мм. На боковой стороне камеры имеется смотровое окно, оснащенное термостойким стеклом.
U-образная газовая горелка изготовлена из металлической трубы с 12 форсунками - в верхнем и нижнем рядах по 6 форсунок. Горелка крепится на металлической откидной крестовине перед передним торцом образца ленты на расстоянии 15 мм, причем горелка имеет возможность смещаться как в горизонтальной, так и в вертикальной плоскости. Горелка поджигает образец ленты толщиной до 15 мм в течение 5±0,1 мин, а образцы толщиной более 15 мм - 15 мин. Расход газа метана составляет 0,034±0,003 м![]() /мин или 1900 л/ч. Расход газа контролируется ротаметром, температура пламени - термоэлектрическим термометром.
/мин или 1900 л/ч. Расход газа контролируется ротаметром, температура пламени - термоэлектрическим термометром.
Скорость движения потока воздуха должна быть постоянной и равняться 1±0,1 м/с. Регулировка скорости движения потока воздуха осуществляется дроссельной заслонкой.
Подставка предназначена для укладки и крепления образца. Образец закрепляется специальными штифтами с шайбами, расположенными на определенном расстоянии друг от друга.
Подготовка образцов. Испытание проводят на трех образцах полной толщины длиной 1620±5 мм, шириной 230±5 мм.
Образцы вырезают из готовой ленты, отступая от борта не менее чем на 100 мм и от конца ленты не менее чем на 1 м. Перед проведением испытаний образцы выдерживают не менее 12 ч в прямолинейном состоянии при температуре 20±5 °С.
Проведение испытаний. Перед испытанием первого образца камера должна быть разогрета сжиганием пробного образца любой конвейерной ленты. Подготовленный образец укладывают и закрепляют на подставке.
Включают вентилятор. На входе в камеру сгорания у торца образца измеряют скорость воздушного потока. При необходимости проводят ее регулировку.
Перед проведением испытаний выставляют необходимый расход газа ротаметром и регулируют пламя горелки так, чтобы исчез желтый ореол пламени, а голубой конус внутри пламени имел высоту около 10 мм.
Газовая горелка посредством крестовины подводится к торцу образца. После поджигания горелка удаляется от образца и гасится. При этом фиксируются время поджигания, время распространения пламени по поверхности образца и его затухание.
Обработка результатов. После удаления горелки и самозатухания образца его извлекают вместе с подставкой из камеры сгорания. Уточняют границу сгорания части образца по характеру разрушения и твердости образца в местах обгорания. Определяют длину сгоревшей части образца при самостоятельном горении и время самостоятельного горения. Замеряют длину участка полной ширины, не имеющего следов повреждений. К повреждениям образца относят: полное разрушение образца, набухание и образование пузырей на его поверхности, а также обугливание и изменение значения величины твердости обкладки.
Результаты испытаний заносят в протокол. За результат измерений принимают среднеарифметическую длину участков трех образцов, на которых отсутствуют следы повреждений от воздействия пламени. Лента считается выдержавшей испытание, если длина оставшегося неповрежденным участка составляет не менее 30% первоначальной длины образца.
3. Модельная штольня типа В
Принципиальная схема установки представлена на рис.7.
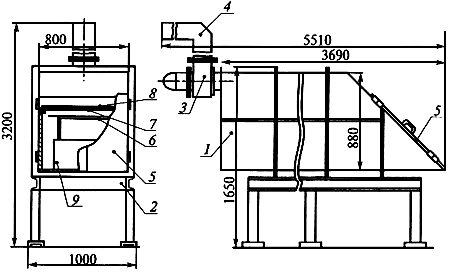
Рис.7. Лабораторная модельная штольня типа В:
1 - камера сгорания; 2 - опорная рама; 3 - вентилятор; 4 - газоход; 5 - дверцы; 6 - высокоинтенсивная газовая горелка;
7 - металлическая решетка; 8 - образец ленты; 9 - подставка
Имеется 2 вида горелок.
Горелка для узких образцов представляет собой форсунку с расходом газа 3,5 л/мин. Для широких образцов используют три горелки с общим расходом газа 18 л/мин. Второй тип горелки для широких образцов (рис.8) представляет собой квадрат со стороной 470 мм, изготовлен из труб диаметром 20 мм и имеет 52 отверстия (форсунки) диаметром 1,5 мм, размещенные равномерно с шагом 50 мм.
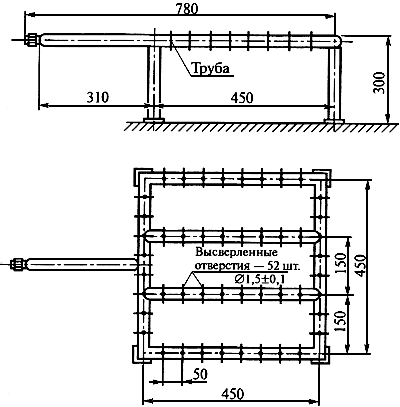
Рис.8. Газовая горелка
Решетка предназначена для укладки и крепления образца. Ширина решетки должна быть на 10 мм меньше ширины камеры сгорания, длина - 2000 мм. Решетка изготовлена из уголков и стержней диаметром от 10 до 16 мм, размещенных на расстоянии 15 мм друг от друга. На решетке имеются приспособления для крепления образца.
Установка совмещает функции модельной (лабораторной) штольни для испытания конвейерных лент на горючесть мощным сосредоточенным источником тепла и для испытания лент на горючесть мощным рассредоточенным по площади источником тепла (пропановая решетка).
Подготовка образцов. Для испытания лент на горючесть в модельной штольне готовят три образца без кромки борта шириной 120±5 мм и длиной 1200 мм полной толщины и два образца - без кромки шириной 600±50 мм.
На одной стороне образца наносят поперечные линии (например, мелом) на расстоянии 100 мм от края образца и друг от друга.
Образцы вырезают из готовой ленты, выдержанной после вулканизации, а также после транспортировки при отрицательной температуре не менее 8 ч.
Проведение испытаний. Испытания проводят при температуре окружающей среды 20±5 °С. Подготовленный образец укладывают на решетку линиями вниз, закрепляют. Решетку в камере сгорания устанавливают так, чтобы расстояние от края образца до края камеры сгорания было от 200 до 300 мм. Горелку под образцом устанавливают по его оси на расстоянии 50 мм от образца и на 50 мм дальше края образца.
Включают вентилятор. У края образца по его оси анемометром измеряют скорость воздушного потока. Она должна быть равной 1,5 м/с. При необходимости производят регулировку дроссельной заслонкой, установленной после вентилятора. Зажигают горелку. Измеряют температуру пламени горелки, которая должна быть 1050±50 °С, и фиксируют время начала поджигания образца. Время поджигания образца принимают пропорционально толщине ленты. На 1 мм толщины ленты - 1 мин поджигания, но не менее 10 мин. Наблюдают за процессом распространения фронта пламени по намеченным снизу образца линиям. Расход газа во время поджигания широких образцов - 17±0,5 л/мин, узких - 3,5±0,5 л/мин.
По окончании поджигания образца гасят горелку и фиксируют распространение пламени. Продолжают наблюдать за процессом самостоятельного горения образца. Если активность горения уменьшается и образец гаснет, то фиксируют время самостоятельного горения образца и границу пламени в момент затухания образца. Если активность горения не снижается и фронт пламени распространяется по образцу в глубь камеры сгорания, то по истечении 30 мин самостоятельного горения образца его искусственно гасят водой или огнетушителем, и на этом испытания заканчиваются.
Обработка результатов. После удаления горелки и остывания образца его извлекают из камеры сгорания. Уточняют границу сгорания части образца по характеру разрушения и твердости обкладок (можно пользоваться прибором для измерения твердости резины ТИР). Определяют длину сгоревшей части образца при самостоятельном горении и время самостоятельного горения. Рассчитывают скорость распространения пламени
![]()
и процент сгоревшей части образца
![]()
где ![]() - длина сгоревшей части образца в процессе поджигания, мм;
- длина сгоревшей части образца в процессе поджигания, мм;
![]() - полная длина образца, мм;
- полная длина образца, мм;
![]() - время самостоятельного горения образца, с.
- время самостоятельного горения образца, с.
Результаты испытаний заносят в протокол. Результатом испытания считается среднеарифметическая длина участков трех образцов шириной 120 мм или двух образцов шириной 600 мм, на которых отсутствуют следы повреждений вследствие воздействия пламени. Лента считается выдержавшей испытание, если длина оставшегося неповрежденным участка составляет не менее 30% первоначальной длины образца. Данные о длине сгоревшей части образца при самостоятельном горении, скорости и времени их горения могут быть использованы для расчета загазованности атмосферы выработки с конвейером вследствие возможного возникновения пожара на ленте.
Требования безопасности
В испытании образцов лент на горючесть участвуют не менее двух человек, ознакомленных с инструкцией по эксплуатации установки и настоящей методикой.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения (пожарный трубопровод с рукавом, огнетушители).
Рабочие места операторов должны удовлетворять санитарно-гигиеническим требованиям.
После проведения испытания образца помещение необходимо тщательно проветрить и только после этого приступать к испытанию следующего образца.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
испытания на горючесть конвейерной ленты в модельной (лабораторной) штольне
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С ___________________ |
Дата изготовления ___________________ |
|
Относительная влажность, % ________ |
N партии и ленты ____________________ |
|
Размеры образцов ________________ |
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
| ||||||
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. _____________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. _____________
____________________ Ф.И.О. ___________________________________________
Приложение Е
МЕТОДИКА ИСПЫТАНИЯ КОНВЕЙЕРНЫХ ЛЕНТ НА
ГОРЮЧЕСТЬ МОЩНЫМ РАССРЕДОТОЧЕННЫМ ПО
ПЛОЩАДИ ИСТОЧНИКОМ ТЕПЛА
(ПРОПАНОВАЯ РЕШЕТКА)
Метод заключается в воздействии на образец конвейерной ленты высокоинтенсивным пламенем горелок на определенной площади поджога с принудительным поддувом воздуха с последующим контролем состояния несгоревшего участка образца полной ширины.
Испытательный стенд и аппаратура
Испытания образцов конвейерных лент проводят в пожарной камере длиной 5-10 м поперечным сечением 2,0-4,0 м![]() , ocнащенной вентилятором с трубопроводом, обеспечивающим движение воздуха со скоростью 1,5 м/с.
, ocнащенной вентилятором с трубопроводом, обеспечивающим движение воздуха со скоростью 1,5 м/с.
Установка состоит из металлической решетки для укладки и крепления образца ленты, выполненной в виде стола размером 2,20х1,25 м и высотой 0,35 м. Решетка изготовляется из уголков и стержней размером 10-16 мм, размещенных на расстоянии 150 мм друг от друга. На решетке имеется приспособление для крепления образца. Схема установки для испытания лент на решетке с газовыми (пропановыми) горелками представлена на рис.1.
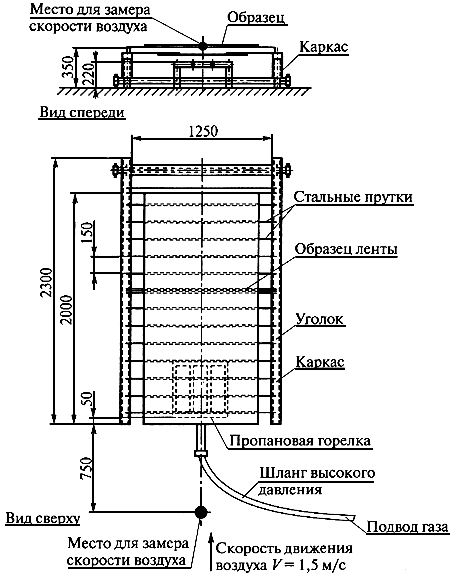
Рис.1. Схема установки для испытания лент на решетке с газовыми (пропановыми) горелками
Горелка (рис.2), представляющая собой геометрическую фигуру в виде квадратной рамы со стороной 450 мм, выполнена из труб диаметром 20-25 мм и имеет 52 отверстия диаметром 1,5 мм, размещенные равномерно с шагом 50 мм. Горелка расположена на высоте 220 мм от пола.
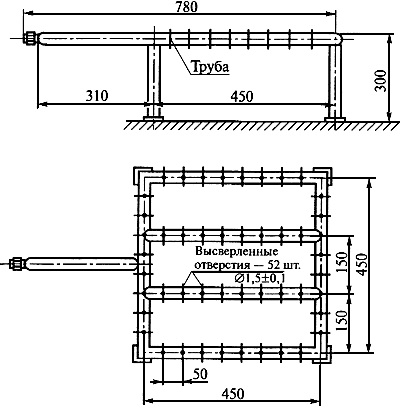
Рис.2. Газовая (пропановая) горелка
Расход газа замеряется ротаметром. Для испытаний используется технический пропан в баллонах, который подается в горелку через редукторный клапан по рукаву высокого давления с минимальным внутренним диаметром 6,3 мм.
Для измерения скорости воздушного потока в камере сгорания используется анемометр ручной крыльчатый АСО-3. Расход газа контролируется ротаметром типа РМ.
Размеры образцов измеряют металлической рулеткой, а толщину образца - штангенциркулем РМ.
Время поджигания и горения образца регистрируют секундомером третьего класса точности.
Для измерения температуры пламени горелок применяют термометр термоэлектрический градуировки ХА с пределом измерения до 1000 °С и вторичный прибор с пределом измерения от 0 до 1100 °С.
Подготовка образцов
Из тканевой ленты по основе вырезают два образца длиной по 2 м. Ширина образца должна быть равна номинальной ширине ленты, но не более 1,25 м.
Если образец имеет большую ширину, чем 1,25 м, то с одной стороны отрезают ее лишнюю часть. Один образец испытывается целиком без каких-либо повреждений. На другой образец наносят искусственные повреждения, схема которых приведена на рис.3.
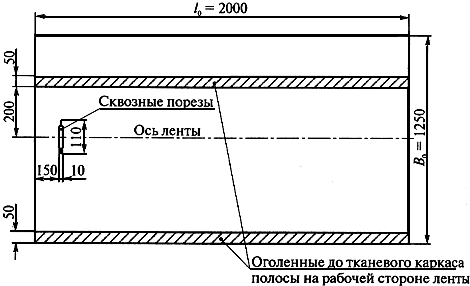
Рис.3. Схема нанесения искусственных повреждений на образец ленты
На рабочей стороне ленты удаляют обкладки в виде двух полос шириной по 50 мм с обеих сторон относительно оси ленты: одна полоса - по борту ленты, другая - на расстоянии 200 мм от оси ленты.
Кроме того, на расстоянии 150 мм от торца ленты перпендикулярно оси делают сквозные надрезы длиной 150 мм и шириной не более 10 мм.
Из резинотросовой ленты вырубают один образец тех же параметров и испытания проводят на целой ленте без нанесения искусственных повреждений обкладок. На одной стороне образцов наносят поперечные линии (например, мелом) на расстоянии 100 мм от края образца и друг от друга.
Образцы вырезают из готовой ленты, выдержанной после вулканизации не менее 8 ч, отступая от конца ленты не менее 1 м.
До испытания образцы следует выдерживать в прямолинейном состоянии в течение 24 ч при температуре 20±5 °С.
Проведение испытаний
Образец ленты укладывают на решетку и закрепляют. Включают вентилятор. У края образца в его средней части анемометром измеряют скорость воздушного потока, которая должна быть равной 1,5 м/с. При необходимости производят ее регулировку до необходимой величины. Зажигают горелку. Измеряют температуру пламени горелки и фиксируют время начала поджога образца. Время поджигания образца принимают пропорционально толщине ленты. Ha 1 мм толщины ленты - 1 мин поджигания, но не менее 10 мин.
Расход газа во время горения горелки в течение 10 мин должен составлять 1,3±0,05 кг, что в переводе на объемный поток соответствует 3,863 м![]() /ч. После отключения горелки фиксируют время ее отключения и (по меткам) длину сгоревшей части образца в процессе поджигания и после отключения горелки. Наблюдается самостоятельное горение образца до его затухания и фиксируется время прекращения горения.
/ч. После отключения горелки фиксируют время ее отключения и (по меткам) длину сгоревшей части образца в процессе поджигания и после отключения горелки. Наблюдается самостоятельное горение образца до его затухания и фиксируется время прекращения горения.
Обработка результатов
После удаления горелки, прекращения горения и тления ленты производят замеры несгоревшего участка ленты с точностью до 10 мм по характеру разрушения и твердости обкладок ленты (можно определять прибором для измерения твердости резины ТИР). Определяют наличие участка ленты, на котором по всей ее ширине отсутствуют следы повреждений, то есть трещины, пузыри, вздутия и места с повышенной твердостью обкладок. Определяют длину сгоревшей части образца при самостоятельном горении и время самостоятельного горения. Рассчитывают скорость распространения пламени при самостоятельном горении
![]() , мм/с,
, мм/с,
где ![]() - длина сгоревшей части образца в процессе поджигания, мм;
- длина сгоревшей части образца в процессе поджигания, мм;
![]() - полная длина сгоревшей части образца, мм;
- полная длина сгоревшей части образца, мм;
![]() - время самостоятельного горения образца, с.
- время самостоятельного горения образца, с.
Результаты испытаний ленты заносят в протокол. Форма протокола прилагается.
Лента считается выдержавшей испытания, если остался на каждом из образцов целый участок полной ширины (без наличия каких-либо повреждений).
Данные о длине сгоревшей части образцов при самостоятельном горении, скорость и время их горения могут быть использованы для расчета загазованности атмосферы выработки с конвейером вследствие возможного возникновения пожара на ленте.
Требования безопасности
В испытании образцов лент на горючесть участвуют не менее двух человек, ознакомленных с инструкцией по эксплуатации установки и настоящей методикой.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения - пожарный трубопровод с рукавом, огнетушители.
Рабочее место оператора должно удовлетворять санитарно-гигиеническим требованиям.
После проведения испытания образцов помещение необходимо тщательно проветрить и только после этого приступать к испытанию следующих образцов.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
испытания конвейерных лент на горючесть мощным рассредоточенным по площади источником тепла (пропановая решетка)
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления _________________ |
|
Относительная влажность, % ________ |
N партии и ленты __________________ |
|
Размеры образцов ________________ |
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. _____________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. _____________
____________________ Ф.И.О. ___________________________________________
Приложение Ж
МЕТОДИКА ОПРЕДЕЛЕНИЯ РАЗРЫВНОЙ ПРОЧНОСТИ СТЫКОВЫХ СОЕДИНЕНИЙ
КОНВЕЙЕРНЫХ ЛЕНТ
Методика предназначена для определения разрывной прочности стыковых соединений (механических разъемных и неразъемных стыков; стыков, выполненных методом холодной и горячей вулканизации), а также разрывной (агрегатной) прочности целой ленты при статическом нагружении.
Оборудование и средства измерения
Испытания проводят на стандартных горизонтальных разрывных машинах, позволяющих разрывать плоские конвейерные ленты с тканевым и резинотросовым тяговым сердечником полной толщины или образцы ленты шириной не менее 500 мм. Разрывные машины могут быть оснащены различными типами зажимных устройств для удержания образцов лент без их "выползания" (вытягивания) из зажимных устройств по мере нарастания статической нагрузки до полного разрыва образца.
Скорость перемещения зажимного устройства должна составлять 60-100 мм/мин.
Нагрузка на образец ленты, вплоть до ее разрыва, фиксируется визуально по стрелочному динамометрическому устройству или регистрирующим прибором.
Для замера габаритных параметров образцов лент используют стандартные измерительные линейки, рулетки и штангенциркули. Составляют эскизный рисунок испытываемого образца с указанием размеров стыка, типа стыка, рабочей длины образца и его ширины, который является составной частью протокола испытаний. По краям захватов при небольшом нагружении наносят меловые линии, которые определяют возможное выползание (вытягивание) испытываемого образца из зажимных устройств, для своевременной корректировки усилия зажатия в них образца.
Порядок подготовки образцов
Из целой конвейерной ленты вырезают два образца для определения ее разрывной прочности и два образца для стыкового соединения. Ширина образцов должна быть не менее 500 мм без учета ширины борта (который срезается). Длина испытываемых образцов может быть различна в зависимости от типа зажимных устройств разрывной машины, однако при этом необходимо соблюдать условие - длина рабочего участка образца (расстояние между краями зажимов) должна быть больше трех ширин образца, то есть не менее 1500 мм (рис.1).

Рис.1. Образец ленты
Общая длина образца ленты составляет
![]() , мм,
, мм,
где ![]() - общая длина образца, мм;
- общая длина образца, мм;
![]() - рабочая длина образца, мм;
- рабочая длина образца, мм;
![]() - длина образца, запассованная в зажимное устройство разрывной машины, мм;
- длина образца, запассованная в зажимное устройство разрывной машины, мм;
![]() - длина стыкового соединения, мм.
- длина стыкового соединения, мм.
Длина стыка указывается заводом - изготовителем ленты или берется в соответствии с Руководством по эксплуатации подземных ленточных конвейеров в угольных и сланцевых шахтах (1995 г.).
Вырезанные образцы перед проведением испытаний выдерживают не менее 12 ч в прямолинейном состоянии при температуре 20±5 °С.
Проведение испытаний
Образец ленты помещают в разрывную машину, концы образца закрепляют в зажимных устройствах и у внешних кромок зажимов проводят мелом контрольные поперечные линии на его поверхности для контроля возможного выползания образца из захватов. Каждый образец доводится до разрыва.
Обработка результатов
Результаты испытаний заносят в протокол. Определяют среднеарифметические значения механической прочности стыкового соединения и разрывной прочности ленты, а также соотношение между ними в процентах.
Лента считается выдержавшей испытание, если ее разрывная (агрегатная) прочность не ниже указанной заводом-изготовителем, а прочность стыковых соединений не ниже нормируемых значений.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности.
Помещение для испытаний оборудуется вытяжной вентиляцией, первичными средствами пожаротушения (углекислотные или порошковые огнетушители, песок) и светильниками, обеспечивающими хорошую видимость процесса испытаний. Запрещаетеся применение пенных огнетушителей и воды.
Электрооборудование должно быть заземлено.
Во время испытаний запрещается приближаться к зажимным устройствам разрывной машины на расстояние менее 2 м.
На рабочем месте должны быть медицинская аптечка и инструкция по технике безопасности, а также эксплуатационная инструкция разрывной машины.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения механической прочности стыковых соединений
конвейерной ленты
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С ___________________ |
Дата изготовления ___________________ |
|
Относительная влажность, % ________ |
N партии и ленты ____________________ |
|
Размеры образцов ________________ |
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1. |
|
х |
|
х |
|
2. |
|
х |
|
х |
|
Образцы стыкового соединения: |
|
|
|
|
|
1. |
|
|
х |
|
|
2. |
|
|
х |
|
|
Вывод: разрывная прочность ленты ____ Н/мм, прочность стыкового соединения ___ % разрывной прочности ленты | ||||
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. _____________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. _____________
____________________ Ф.И.О. ___________________________________________
Приложение З
МЕТОДИКА ОПРЕДЕЛЕНИЯ ИНДЕКСА
РАСПРОСТРАНЕНИЯ ПЛАМЕНИ
Назначение и область применения
Испытания проводят для определения горючести в лабораторной штольне трудносгораемых резинотросовых и резинотканевых конвейерных лент.
Средства испытаний
Для проведения испытаний используют лабораторную установку конструкции ВНИИПО МВД РФ (рис.1).
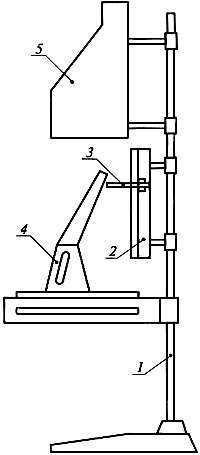
Рис.1. Схема установки для определения индекса распространения пламени:
1 - стойка с держателем образца; 2 - электрическая радиационная панель; 3 - запальная горелка;
4 - термоэлектрический преобразователь для замера температуры продуктов горения;
5 - вытяжной зонт для сбора и удаления продуктов горения
Порядок подготовки образцов
Для испытаний используют пять образцов резинотканевых и резинотросовых лент длиной 320±2 мм, шириной 140±2 мм м фактической толщиной.
Образцы вырезают из готовой ленты, отступая от борта не менее чем на 100 мм и от конца ленты не менее чем на 1 м. Перед проведением испытаний образцы выдерживают не менее 12 ч в прямолинейном состоянии при температуре 20±5 °С.
Проведение испытаний
На образце размечают контрольные участки длиной 30±1 мм. Образец ленты закрепляют в держателе и устанавливают перед радиационной панелью. Нагревают радиационную панель, обеспечивая плотность теплового потока для первого контрольного участка 32±3 кВт·м![]() , для второго контрольного участка 20±3 кВт·м
, для второго контрольного участка 20±3 кВт·м![]() и для третьего контрольного участка 12,0±1,5 кВт·м
и для третьего контрольного участка 12,0±1,5 кВт·м![]() .
.
Зажигают запальную горелку и подводят ее так, чтобы расстояние от трубки горелки до поверхности образца составляло 8±1 мм.
Испытания проводят до момента прекращения распространения пламени по поверхности образца.
В процессе испытаний определяют:
время от начала испытания до момента прохождения фронтом пламени нулевой отметки ![]() , с;
, с;
время прохождения фронтом пламени ![]() -го участка поверхности образца
-го участка поверхности образца ![]() , с;
, с;
расстояние ![]() , на которое распространился фронт пламени, мм;
, на которое распространился фронт пламени, мм;
максимальную температуру дымовых газов ![]() , °С;
, °С;
время от начала испытания до достижения максимальной температуры ![]() .
.
Обработка результатов
Для каждого образца вычисляют индекс распространения пламени (![]() ) по формуле
) по формуле

где 0,0115 - размерный коэффициент, Вт![]() ;
;
0,2 - размерный коэффициент, с·мм![]() ;
;
![]() - тепловой коэффициент установки.
- тепловой коэффициент установки.
За индекс распространения пламени принимают среднеариaметическое значение индекса пяти испытанных образцов.
По величине индекса конвейерные ленты классифицируются на:
не распространяющие пламя по поверхности - ![]() =0;
=0;
медленно распространяющие пламя по поверхности - ![]() до 20 включительно;
до 20 включительно;
быстро распространяющие пламя по поверхности - ![]() свыше 20.
свыше 20.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения (углекислотный огнетушитель, песок, асбестовое одеяло). Пользоваться водой для тушения пожара запрещается.
Предельно допустимая концентрация продуктов сгорания в помещении не должна превышать: СО - 20 мг/м![]() , НСl - 5 мг/м
, НСl - 5 мг/м![]() .
.
Рабочее место должно удовлетворять требованиям электробезопасности и санитарно-гигиеническим требованиям.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения индекса распространения пламени в лабораторной штольне
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления _________________ |
|
Относительная влажность, % ________ |
N партии и ленты __________________ |
|
|
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
|
|
| |||||||||||
|
|
|
началь- ная |
макси- мальная |
Прохождение фронтом пламени |
Дости- жения |
|
| |||||||||
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Значение теплового коэффициента установки ![]() =
= ![]() =
=
Примечание _______________________________________________
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. ___________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. ___________
____________________ Ф.И.О. _________________________________________
Приложение И
МЕТОДИКА ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ САМОВОСПЛАМЕНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ
Назначение и область применения
Испытания проводятся для определения температуры самовоспламенения трудносгораемых резинотросовых и резинотканевых конвейерных лент, а также теплостойких конвейерных лент.
В результате испытаний определяют температуру самовоспламенения - наименьшую температуру окружающей среды, при которой в условиях специальных испытаний наблюдается самовоспламенение вещества. Температура самовоспламенения определяется с точностью ±5 °С.
Средства испытания
Схема установки для определения температуры воспламенения ленты приведена на рис.1.
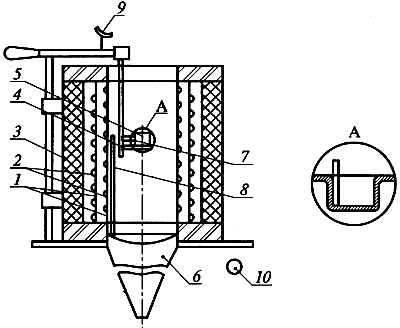
Рис.1. Установка для определения температуры воспламеняемости конвейерных лент
Установка состоит из следующих элементов:
соосных цилиндров 1 из кварцевого стекла с внутренним диаметром 80±3 мм и 101±3 мм высотой 240 мм;
спиральных электронагревателей 2 общей мощностью не менее 2 кВт, позволяющих создавать температуру рабочей зоны 600 °С за время не более 40 мин;
теплоизоляционного материала 3;
держателя образца 4, выполненного в виде металлической трубки из жаростойкой стали с приваренным в нижней части кольцом диаметром 49,0±0,6 мм для размещения контейнера с испытуемым образцом;
контейнера с исследуемым образцом 5 диаметром 45±1 мм, высотой 18,0![]() мм, выполненного из стальной сетки или листа толщиной не более 0,5 мм;
мм, выполненного из стальной сетки или листа толщиной не более 0,5 мм;
ламинатора из жаростойкой стали 6 в форме конуса верхним диаметром ![]() 78 мм, нижним диаметром
78 мм, нижним диаметром ![]() 11 мм и длиной 500±5 мм для подачи естественного потока воздуха в реакционную камеру;
11 мм и длиной 500±5 мм для подачи естественного потока воздуха в реакционную камеру;
термоэлектрических преобразователей 7 и 8 с диаметром термоэлектродов не менее 0,5 мм для регистрации и регулирования температуры с погрешностью измерения не более 0,5%. Преобразователь 7 служит для измерения температуры образца, а преобразователь 8 - для контроля температуры печи;
зеркала 9 для наблюдения за образцом внутри камеры;
секундомера 10 по ТУ 25-1894.003-90 с погрешностью измерения не более 1 с.
Порядок подготовки образцов
Из тканевых лент приготовляют четырнадцать образцов массой 3 г. Семь образцов вырезают из поперечного сечения ленты полной толщины, а семь - из верхней обкладки ленты.
Из резинотросовых лент готовят четырнадцать образцов полной толщины, вырезанных между тросами массой 3 г.
Образцы вырезают из ленты, отступая не меньше чем на 100 мм от борта ленты и не меньше чем на 1 м от конца ленты.
Перед проведением испытаний образцы выдерживают не менее 12 ч при температуре 20±5 °С.
Проведение испытаний
Нагревают рабочую камеру до температуры 300 °С.
После установки в рабочей камере стационарного температурного режима, определяемого по постоянству показаний двух термоэлектрических преобразователей, помещают образец в контейнер и опускают внутрь камеры. Наблюдают за образцом с помощью зеркала.
Если при заданной температуре испытания наблюдается самовоспламенение образца, то температуру понижают с шагом 50 °С, в противном случае температуру рабочей камеры повышают с шагом 50 °С.
Одновременно с определением температуры самовоспламенения определяют температуру начала термического разложения образца (по выделению дыма).
Методом последовательных приближений определяют минимальную температуру рабочей камеры, при которой образец самовоспламеняется (в зеркале наблюдается появление пламени).
Обработка результатов
Результаты испытания образцов лент заносят в протокол. Рекомендуемая форма протокола прилагается.
За температуру самовоспламенения ленты принимают среднеарифметическое трех температур, при которых наблюдается самовоспламенение трех образцов. Полученные значения температуры самовоспламенения округляют с точностью до 5 °С.
Лента считается выдержавшей испытание, если температура превышает 300 °С.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения (углекислотный огнетушитель, песок, асбестовое одеяло). Пользоваться водой для тушения пожара запрещается.
Предельно допустимая концентрация продуктов сгорания в помещении не должна превышать: СО - 20 мг/м![]() , НСl - 5 мг/м
, НСl - 5 мг/м![]() .
.
Прибор для определения температуры самовоспламенения следует устанавливать в вытяжном шкафу.
Рабочее место должно удовлетворять требованиям электробезопасности и санитарно-гигиеническим требованиям.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения температуры самовоспламенения
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления ___________________ |
|
Относительная влажность, % ________ |
N партии и ленты ____________________ |
|
Размеры образцов ________________ |
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 (") |
|
|
|
|
|
|
|
3 (") |
|
|
|
|
|
|
|
4 (рабочая обкладка) |
|
|
|
|
|
|
|
5 (") |
|
|
|
|
|
|
|
6 (") |
|
|
|
|
|
|
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. _____________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. _____________
____________________ Ф.И.О. ___________________________________________
Приложение К
МЕТОДИКА ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ РАЗЪЕМНЫХ И НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
ОБРАЗЦОВ КОНВЕЙЕРНЫХ ЛЕНТ
Назначение и область применения
Испытания проводят для определения прочности разъемных и неразъемных стыковых соединений резинотканевых конвейерных лент.
Средства испытания
Для определения прочности стыковых соединений используются разрывная машина с допустимой погрешностью измерения усилия ±1% и скоростью подвижного зажима 100±10 мм/мин, измерительная линейка с точностью измерения 0,1 мм, гребенка с соединительным элементом, а также шарнир, имитирующий второй отрезок ленты при испытаниях разъемных стыковых соединений.
Порядок подготовки образцов
Для каждого испытания используют по три образца, вырезанные из ленты, отступая не меньше чем на 100 мм от борта ленты и не меньше чем на 1 м от конца ленты.
Для испытаний разъемных соединений используют образец шириной 150 мм и длиной 200 мм; для испытаний неразъемных соединений - шириной 200 мм и длиной, равной длине стыка плюс по 200 мм с каждой стороны стыкового соединения плюс две длины захвата в зажимном устройстве (рис.1).

Рис.1. Образец для испытаний неразъемных стыковых соединений конвейерных лент:
участок 1 - длина захвата в зажимном устройстве; участок 2 - длина стыкового соединения
При испытании конвейерных лент с пальцевым соединением ширина испытываемого образца должна составлять 3·![]() , где
, где ![]() - ширина пальца.
- ширина пальца.
Проведение испытаний
А. Разъемные стыковые соединения.
При испытаниях разъемных стыковых соединений лент испытываемый образец ленты с механическими соединителями соединяют со специальной гребенкой посредством соединительного элемента. Гребенку шарниром укрепляют в разрывной машине так, чтобы обеспечить равномерное распределение усилий нагрузки в соединительном стыке.
Конец испытываемого образца ленты с механическими соединителями должен выступать за пределы нижней кромки зажимного устройства разрывной машины на расстояние 100±10 мм.
Б. Неразъемные стыковые соединения.
При испытаниях неразъемных соединений концы испытываемого образца ленты должны быть зажаты таким образом, чтобы они смогли обеспечить равномерное распределение усилий нагружения по всей ширине образца.
На испытуемый образец передается растущая нагрузка при скорости перемещения зажимного устройства разрывной машины 100±10 мм/мин.
Образец нагружается до полного разрыва. При этом определяется максимальное разрывное усилие.
Обработка результатов
Среднее максимальное разрывное усилие по результатам трех испытаний делится на ширину испытываемого образца. Результат заносят в таблицу.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности.
Разрывная машина должна быть снабжена защитным экраном, движущиеся части должны быть ограждены.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения прочности соединений
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления ___________________ |
|
Относительная влажность, % ________ |
N партии и ленты ____________________ |
|
|
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
| |
|
|
длина |
ширина |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. _____________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. _____________
____________________ Ф.И.О. ___________________________________________
Приложение Л
МЕТОДИКА ОПРЕДЕЛЕНИЯ СТОЙКОСТИ КОНВЕЙЕРНЫХ ЛЕНТ К ПРОЖИГАНИЮ
Назначение и область применения
Данную методику используют для определения стойкости к прожиганию теплостойких конвейерных лент. Методика позволяет непосредственно определять глубину прожигания конвейерных лент различной толщины при температурах до 600 °С.
Средства испытаний
Для испытаний используют стенд, схема которого приведена на рис.1. Стенд состоит из следующих элементов:

Рис.1. Схема стенда для определения стойкости к прожиганию
источника нагрева 1, имеющего индентор полусферической формы 2, с которым соприкасается испытуемый образец 3, расположенный на опорной площадке 4;
станины 5, представляющей собой плоский круг с резьбовым отверстием;
приспособления 6, служащего для нагружения и прижатия опорной площадки с испытуемым образцом к индентору;
измерительной площадки 7;
экрана 9, защищающего индикатор 8 от нагрева;
стержня 10, на котором крепятся индикатор и источник нагрева, а также рычажный механизм с опорной и измерительной площадками и нагрузочным приспособлением;
устройства для поддержания и измерения заданной температуры индентора 11.
Для определения времени прожигания используют секундомер механический третьего класса точности.
Порядок подготовки образцов
Для испытания используют три образца в форме квадратов размером (50х50)±2 мм полной толщины.
Образцы вырезают (вырубают) из готовой ленты, выдержанной после вулканизации не менее 8 ч, отступая не менее чем на 1 м от конца ленты. Перед проведением испытания образцы выдерживают в прямолинейном состоянии при температуре 20±5 °С не менее 12 ч.
Проведение испытаний
Образец ленты устанавливают на опорную площадку, уравновешивают всю систему. Задают требуемую температуру индентора в зависимости от типа ленты (допустимой температуры эксплуатации) и усилие прижатия индентора к образцу ленты. В момент соприкосновения поверхности индентора с испытываемым образцом по показанию толщиномера фиксируют толщину образца и включают секундомер.
Время воздействия индентора на образец выбирается в зависимости от условий эксплуатации ленты.
Для каждого опыта фиксируют глубину прожигания. Испытания проводят для трех образцов.
Обработка результатов
Результаты испытания образцов лент заносят в протокол. Рекомендуемая форма протокола прилагается.
Лента считается соответствующей своему типу, если обеспечивается стойкость к прожиганию (![]() ) в диапазоне от 15 до 75%.
) в диапазоне от 15 до 75%.
Стойкость к прожиганию (![]() ) в процентах вычисляется по формуле
) в процентах вычисляется по формуле
![]()
где ![]() - толщина образца, измеренная до испытаний, мм;
- толщина образца, измеренная до испытаний, мм;
![]() - глубина погружения индентора (по показаниям индикатора), мм.
- глубина погружения индентора (по показаниям индикатора), мм.
Вычисления производят с точностью до 0,1% с последующим округлением до целого числа.
За результат испытания принимают среднеарифметическое трех опытов.
Требования безопасности
К проведению испытаний допускается не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения (углекислотный огнетушитель, песок, асбестовое одеяло). Пользоваться водой для тушения пожара запрещается.
Прибор для испытания на прожигание должен быть установлен в вытяжном шкафу и заземлен медным проводом площадью сечения 2-3 мм![]() .
.
Испытательная организация
(бланк или штамп)
ПРОТОКОЛ
определения стойкости к прожиганию
|
Дата ______________________________ |
Сведения о ленте: |
|
Условия в помещении: |
Изготовитель ________________________ |
|
Температура, °С _________________ |
Дата изготовления ___________________ |
|
Относительная влажность, % ________ |
N партии и ленты ___________________ |
|
|
Конструкция ленты (ширина, количество |
|
Методика испытаний ________________ |
Условное обозначение ленты __________ |
|
Тип испытательной установки _________ |
|
|
Сроки аттестации установки _________ |
|
|
|
|
|
| |
|
|
|
до испытания |
после испытания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Руководитель испытательного центра (лаборатории) ________ Ф.И.О. _____________
Подписи лиц, проводивших испытание ____________________ Ф.И.О. _____________
____________________ Ф.И.О. ___________________________________________
Текст документа сверен по:
официальное издание
Сборник документов. Серия 03.
Нормативные документы межотраслевого применения по
вопросам промышленной безопасности и охране недр.
Вып.5. - М.: ГУП "Научно-технический центр по безопасности
в промышленности Госгортехнадзора России", 2001
Личный кабинет:
доступно после авторизации «Можно я выйду?» Новый участник «Битвы сильнейших»...
«Можно я выйду?» Новый участник «Битвы сильнейших»...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке