
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
23
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ Р ЕН 13218-2006
Группа Г81
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Безопасность металлообрабатывающих станков
СТАНКИ ШЛИФОВАЛЬНЫЕ СТАЦИОНАРНЫЕ
Safety of machine-tools. Stationary grinding machines
ОКС 13.110
25.080.50
ОКП 38 1300
Дата введения 2008-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП "ВНИИНМАШ") и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО "ЭНИМС"), Техническим комитетом по стандартизации ТК 70 "Станки" на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 "Станки"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 декабря 2006 г. N 324-ст
4 Настоящий стандарт идентичен европейскому стандарту ЕН 13218:2002 "Безопасность станков. Стационарные шлифовальные станки" (EN 13218:2002 "Machine tools - Safety - Stationary grinding machines").
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (региональных) стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении Н
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
В настоящем стандарте приводится перечень основных опасностей и их источников при проектировании, изготовлении и поставке (включая монтаж/демонтаж, транспортировку и техническое обслуживание) стационарных шлифовальных станков, устанавливаются методы их проверки, а также меры по их предотвращению с целью обеспечения выпуска безопасной продукции.
Настоящий стандарт предназначен для конструкторов, изготовителей машин и других заинтересованных лиц и организаций.
Стандарт является стандартом С-типа в соответствии с ЕН 292-1.
1 Область применения
Настоящий стандарт устанавливает требования безопасности и определяет меры, которые должны быть приняты лицами, осуществляющими проектирование, изготовление и поставку (включая монтаж/демонтаж, транспортировку и техническое обслуживание) стационарных шлифовальных станков, которые предназначены для шлифования металлических деталей, в соответствии с 3.1 и 3.2.
Настоящий стандарт рассматривает значительные опасности, которые представлены в разделе 4.
Настоящий стандарт не применяется к хонинговальным, полировальным и ленточно-шлифовальным станкам.
Настоящий стандарт применяется к станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты. При датированных ссылках последующие редакции международных стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
CR 1030-1 Частотная вибрация - Руководство по снижению опасностей, вызванных вибрацией - Часть 1: Технологии проектирования станков
ЕН 287-1 Приемочные испытания сварочных установок - Сварка плавлением - Часть 1: Стали
ЕН 287-2 Приемочные испытания сварочных установок - Сварка плавлением - Часть 2: Алюминий и алюминиевые сплавы
ЕН 288-1 Спецификация и квалификация процессов сварки для металлов - Часть 1: Общие правила для сварки плавлением
ЕН 292-1:1991 Безопасность машин - Основные положения, общие принципы конструирования - Часть 1: Основные термины, методология
ЕН 292-2:1991+А1:1995 Безопасность оборудования - Основные понятия, общие принципы конструирования - Часть 2: Технические принципы и технические условия
ЕН 294 Безопасность машин - Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону
ЕН 349 Безопасность машин - Минимальные расстояния для предотвращения защемления частей человеческого тела
ЕН 418 Безопасность машин - Установки аварийного выключения - Функциональные аспекты - Принципы
ЕН 547-1 Безопасность машин - Антропометрические данные - Часть 1: Принципы определения размеров проемов, обеспечивающих доступ человека к машине
ЕН 547-2 Безопасность машин - Антропометрические данные - Часть 2: Принципы определения размеров проемов для отдельных частей тела человека
EH 614-1 Безопасность машин - Эргономические принципы конструирования. Часть 1: Термины и общие положения
ЕН 626-1 Безопасность машин - Снижение риска для здоровья от воздействия вредных веществ, выделяющихся при эксплуатации машин. Часть 1: Основные положения для изготовителей машин
ЕН 729-1 Безопасность машин - Требования к качеству сварки металла - Часть 1: Рекомендации по выбору и использованию
ЕН 953 Безопасность машин - Ограждения - Общие требования по конструированию ограждений
ЕН 954-1 Безопасность оборудования - Элементы системы управления, связанные с безопасностью - Часть 1: Общие принципы конструирования
ЕН 982 Безопасность машин - Требования безопасности к гидравлическим и пневматическим системам и их компонентам - Гидравлика
ЕН 983 Безопасность машин - Требования безопасности к гидравлическим и пневматическим системам и их компонентам - Пневматика
ЕН 1033 Частотная вибрация - Лабораторные измерения вибрации на поверхностях, к которым прикасается человек для станков, управляемых вручную - Общие принципы
ЕН 1037 Безопасность машин - Предотвращение неожиданного пуска
ЕН 1050:1996 Безопасность машин - Принципы оценки и определения риска
ЕН 1070 Безопасность машин - Терминология
ЕН 1088:1995 Безопасность машин - Блокировочные устройства, связанные с защитными устройствами - Принципы конструирования и выбора
ЕН 1127-1:1997 Взрывоопасная атмосфера - Предотвращение взрывов и защита от них - Часть 1: Основные понятия и методология
ЕН 1837 Безопасность машин - Встроенное освещение машин
ЕН 10025 Горячекатаные изделия из нелегированных углеродистых сталей - Технические условия поставки
ЕН 10130:1991+А1 Прокат холоднокатаной низкоуглеродистой стали для холодной формовки - Технические условия поставки
ЕН 12096 Механическая вибрация - Проверка значений уровня вибрации
ЕН 12413 Требования безопасности шлифовальных кругов
ЕН 13236 Требования безопасности суперабразивов
ЕН 13478 Безопасность машин - Противопожарные меры и защита от пожара
ЕН 22553 Сварные и паяные соединения - Символическое представление на чертежах (ИСО 2553:1992)
ЕН 25817:1992 Сваренные дуговой сваркой стальные узлы - Руководство по уровням качества для устранения дефектов (ИСО 5817:1992)
EHV 26385 Эргономические принципы в конструировании рабочих систем (ИСО 6385:1981)
ЕН 50081-2 Электромагнитная совместимость - Нормы общего электромагнитного излучения - Часть 2: Промышленная среда
ЕН 50082-2 Электромагнитная совместимость - Устойчивость к помехам - Часть 2: Промышленная среда
ЕН 60204-1:1997 Безопасность машин - Электрооборудование машин и механизмов - Часть 1: Общие требования (МЭК 60204-1:1997)
ЕН 61310-2 Безопасность машин - Индикация, маркировка и приведение в действие - Часть 2: Требования к маркировке (МЭК 61310-2:1995)
ЕН ИСО 3744 Акустика - Определение уровня звуковой мощности источников шума по звуковому давлению - Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью (ИСО 3744:1994)
ЕН ИСО 3746 Акустика - Определение уровня звуковой мощности источников шума по звуковому давлению - Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью (ИСО 3746:1995)
ЕН ИСО 4871 Акустика - Декларация и проверка значений шумовых характеристик (ИСО 4871:1996)
ЕН ИСО 11201 Акустика - Уровень шума машин и оборудования - Измерения уровней звукового давления на рабочем месте и в других контрольных точках - Технический метод измерения в свободном поле над звукоотражающей плоскостью (ИСО 11201:1995)
EH ИСО 11202 Акустика - Уровень шума машин и оборудования - Метод измерения уровней звукового давления на рабочем месте и в других контрольных точках - Метод измерения на рабочем месте (ИСО 11202:1995)
ЕН ИСО 11204 Акустика - Уровень шума машин и оборудования - Метод с коррекцией на окружающую среду (ИСО 11204:1995)
ЕН ИСО 11688-1 Акустика - Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума - Часть 1: Планирование (ИСО/ТО 11688-1:1995)
ИСО 230-5 Станки металлорежущие - Испытания - Часть 5: Определение шумовых характеристик
ИСО 666 Станки - Крепление плоских шлифовальных кругов посредством фланцев
ИСО 1052 Стали, применяемые в общем машиностроении
ИСО 1083 Чугун с шаровидным графитом - Классификация
ИСО 3522 Литейные алюминиевые сплавы - Химический состав и механические свойства
ИСО 3574 Холоднокатаный стальной лист из углеродистой стали для вытяжки и промышленная сталь (обыкновенного качества)
ИСО 4997 Холоднокатаный стальной лист из конструкционной стали
ИСО 6316 Горячекатаная стальная полоса из конструкционной стали
ИСО 6361-2 Листы, полосы и пластины из деформируемого алюминия и алюминиевых сплавов - Часть 2: Механические свойства
3 Термины и определения
В настоящем стандарте применены термины по ЕН 1070, а также следующие термины с соответствующими определениями:
3.1 шлифовальный станок (grinding machines): Станок, предназначенный для обработки деталей посредством абразивных инструментов (шлифовальных кругов)
3.2 стационарный шлифовальный станок (stationary grinding machines): Шлифовальный станок, на котором можно выполнять различные операции по шлифовке деталей, установленный стационарно. Примеры приведены в таблице 1.
Таблица 1 - Стационарные шлифовальные станки
|
Номер пункта таб- |
Рисунок |
Тип станка |
Способ шлифования |
|
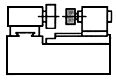
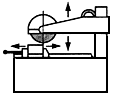
1.1 |
|
Круглошлифовальный станок |
Круглое шлифование |
|
1.2 |
|
Бесцентро- |
Бесцентровое шлифование |
|
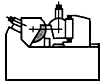
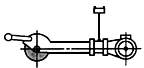
1.3 |
|
Внутришлифовальный станок |
Внутреннее шлифование |
|
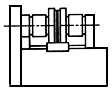
1.4 |
|
Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем шлифовального круга |
Плоское шлифование периферией круга |
|
1.5 |
|
Плоскошлифовальный станок с круглым столом и горизонтальным шпинделем шлифовального круга |
Плоское шлифование периферией круга |
|
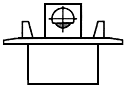
1.6 |
|
Плоскошлифовальный станок с прямоугольным столом и вертикальным шпинделем шлифовального круга |
Плоское шлифование торцом круга |
|
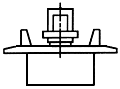
1.7 |
|
Плоскошлифовальный станок с круглым столом и вертикальным шпинделем шлифовального круга |
Плоское шлифование торцом круга |
|
1.8 |
|
Торцешлифовальный двухсторонний станок с горизонтальным или вертикальным расположением шпинделей шлифовального круга |
Плоское шлифование торцом круга одновременно с двух сторон |
|
1.9 |
|
Заточный станок |
Периферийное или торцевое шлифование |
|
1.10 |
|
Абразивно-отрезной станок |
Отрезка |
|
1.11 |
|
Абразивно-отрезной станок |
Отрезка |
|
1.12 |
|
Абразивно-отрезной станок |
Отрезка |
|
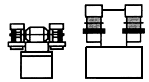
1.13 |
|
Точильно- |
Шлифование периферией круга |
|
1.14 |
|
Точильно- |
Шлифование торцом круга |
|
1.15 |
|
Обдирочно- |
Шлифование периферией круга/отрезка дисковым кругом |
|
1.16 |
|
Шлифовальный станок для силового шлифования |
Плоское шлифование |







3.3 абразивные инструменты (abrasive product): Режущий инструмент различной конфигурации, состоящий из множества абразивных зерен с геометрически точно не установленными режущими кромками. Инструмент выполняется из абразивных шлифовальных зерен и связующего материала. Имеются различия между абразивными инструментами и суперабразивами (алмазным инструментом и инструментом из сверхтвердых материалов), см. ЕН 12413 и ЕН 13236.
3.4 правка шлифовального круга (dressing tool): Технологический процесс восстановления режущих свойств и внешней геометрической формы шлифовального круга за счет обработки вращающегося шлифовального круга сверхтвердыми инструментами, чаще всего алмазом.
3.5 окружная скорость v, м/с, и частота вращения ![]() , мин
, мин![]() (rotational and peripheral speed):
(rotational and peripheral speed):
Окружную скорость шлифовального круга вычисляют по формуле v
![]() ,
,
где ![]() - наружный диаметр шлифовального круга, мм;
- наружный диаметр шлифовального круга, мм;
частоту вращения шлифовального круга вычисляют по формуле
![]() .
.
3.6 максимальная рабочая скорость (maximum operating speed): Максимально допустимая окружная скорость вращения шлифовального круга.
3.7 максимальная частота вращения (maximum rotational speed): Максимальная частота вращения шпинделя шлифовального круга при любых рабочих условиях, соответствующая максимальной рабочей скорости нового шлифовального круга.
3.8 компоновка станков
Таблица 2 - Варианты компоновки станков
|
Способ шлифования |
Вид подачи |
Перемещение шлифовального круга относительно обрабатываемой детали |
Перемещение обрабатываемой детали относительно шлифовального круга |
|
Шлифование |
Механическая подача |
Неподвижен |
Механическое |
|
|
|
Механическое |
Неподвижна |
|
|
|
Механическое |
Механическое |
|
|
Ручная подача |
Вручную |
Неподвижна |
|
|
|
Неподвижен |
Вручную |
|
Отрезка |
Механическая подача |
Неподвижен |
Механическое |
|
|
|
Механическое |
Неподвижна |
|
|
|
Механическое |
Механическое |
|
|
Ручная подача |
Вручную |
Неподвижна |
|
|
|
Неподвижен |
Вручную |
Тип подачи описывает способ, которым деталь и шлифовальный круг перемещаются друг относительно друга:
а) механическая подача, см. таблицу 1 (1.1)
и
ручная подача, см. таблицу 1 (1.13).
Существует также возможность сочетания механической и ручной подачи на универсальном шлифовальном станке, см. таблицу 1 (1.12).
3.9 ручной режим (manual mode): Режим работы для механической обработки при ручном управлении. Все технологические операции механической обработки управляются или осуществляются оператором без использования заранее введенной программы.
3.10 режим наладки (setting mode): Режим работы, в котором оператор осуществляет настройку и регулировку механизмов и органов управления станка для осуществления последующих производственных процессов.
Примечание - Режим наладки включает в себя, например, наладку инструмента и определение положения обрабатываемой детали путем соприкосновения ее со шлифовальным кругом.
3.11 специальный режим (special mode): Режим работы, при котором имеется возможность как ручного вмешательства в процесс механической обработки, так и ограниченного автоматического режима (жесткая последовательность отдельных технологических операций), корректируемого оператором.
3.12 автоматический режим (automatic mode): Режим работы, при котором оператор только дает команду на начало процесса обработки, а все последующие технологические операции выполняются автоматически.
3.13 рабочий останов (operational stop): Останов движений станка в процессе производства. Функции управления между системой управления и приводами подачи станка сохраняются (вращающий момент, скорость вращения, положение).
3.14 безопасный рабочий останов (safe operational stop): Операционный останов с дополнительной системой управления, предотвращающий опасные движения станка, которые могут иметь место из-за неисправной системы управления.
3.15 безопасный останов (safe stop): Отключение подачи энергии к приводу станка, предотвращающее опасные движения станка, которые могут иметь место из-за неисправной системы управления.
3.16 режущая поверхность шлифовального круга (grinding face): Поверхность шлифовального круга, используемая для шлифования обрабатываемой детали (см. рисунки 1-3).

Рисунок 3 - Торцевое шлифование кольцевым кругом
3.17 ограждение шлифовального круга: (abrasive product guard): Ограждение, позволяющее открывать только ту часть шлифовального круга, которая необходима для шлифования. Оно должно быть спроектировано и изготовлено таким образом, чтобы в случае разрушения шлифовального круга фрагменты круга остались в огражденной зоне.
3.18 ограждение рабочей зоны (work zone enclosure): Защитное ограждение, охватывающее рабочую зону и сохраняющее в ней смазочно-охлаждающую жидкость (СОЖ) и любые детали и предметы, которые могут быть выброшены в процессе обработки.
3.19 зажимное приспособление для крепления шлифовального круга (tool holding device): Устройство, предназначенное для крепления шлифовального круга на шпинделе шлифовального круга.
3.20 вытяжная система (система отсоса) (extraction system): Система для удаления пыли, дыма и тумана, выделяемых в процессе шлифования.
4 Перечень основных опасностей
Основные опасности, возникающие при эксплуатации станка, установлены в соответствии с процедурами, описанными в ЕН 292-1 (раздел 5) и в ЕН 1050 (таблица 3).
4.1 Перечень опасностей, содержащихся в таблице 3, является результатом идентификации опасностей и оценки рисков для широкого диапазона стационарных шлифовальных станков, приведенных в ЕН 1050. Требования и/или меры обеспечения безопасности, а также информация для пользователя, содержащиеся в разделах 5 и 7, основаны на оценке рисков и рассматриваются идентифицированные опасности с целью их полного устранения либо сокращая опасности до минимума.
Таблица 3 - Перечень основных опасностей
|
Вид опасности |
Лицо, подвер- |
Опасная ситуация (пример) |
Опасная зона |
Номер пункта, раздела по ЕН 292 |
Номер стан- |
Разделы, пункты, приложения настоящего стандарта | ||
|
|
|
|
|
Часть 1 |
Часть 2 |
Прило- |
|
|
|
1 Опасности |
|
|
|
4.2 |
|
|
|
|
|
1.1 Опасность раздавливания |
Оператор |
Ручной или автоматический зажим обрабатываемой детали, ручная или автоматическая смена шлифовального круга |
Рабочая зона |
4.2.1; 4.2.2 |
3.2; 4.1.1 |
|
ЕН 294; |
5.2.4; 5.2.7; 5.2.10 |
|
1.4 Опасность запутывания |
То же |
Ручные работы вблизи шлифовального круга или шпинделя обрабатываемой детали |
Рабочая зона |
4.2.1; 4.2.2 |
|
|
ЕН 953; |
5.2.4; 5.2.5 |
|
1.5 Опасность затягивания или попадания в ловушку |
" |
Ручные работы между шлифовальным кругом и частями станка, особенно зажимом для обрабатываемых деталей, или между шлифовальным кругом и обрабатываемой деталью |
Рабочая зона |
4.2.1 |
3.11; 4.1.1; 6.1.2 |
1.3; 1.4 |
ЕН 953; |
5.2.4; 5.2.5; 5.2.7 |
|
1.6 Опасность удара |
" |
Работа в зоне перемещающихся узлов станка и в зоне устройств автоматической загрузки |
Рабочая зона |
4.2.1 |
|
|
ЕН 294; |
5.2.4; 5.2.10 |
|
1.8 Опасности, обусловленные трением или абразивным воздействием |
" |
Непреднамеренный контакт с вращающимся шлифовальным кругом во время загрузки, выгрузки или измерения |
Рабочая зона |
4.2.1 |
3.3, пере- |
|
ЕН 953; |
5.2.1; 5.2.5; прило- |
|
2 Электрические |
|
|
|
|
|
|
|
|
|
2.1 Контакт с токоведущими частями (прямой контакт) |
Оператор, ремонтный персонал |
Работа по наладке и регулировке электрооборудования, контакт с деталями под напряжением или попадающими под напряжение во время работы, осмотра и ремонта станка |
Электро- |
4.3 |
3.9; 6.2.2 |
1.5.1; 1.6.3 |
ЕН 60204-1 |
5.3.1 |
|
2.2 Контакт с токоведущими частями, оказавшимися под напряжением из-за каких-либо повреждений или ошибочных действий (косвенный контакт) |
То же |
То же |
Станок или неисправ- |
4.3 |
3.9 |
1.5.1 |
ЕН 60204-1 |
5.3.2 |
|
4 Опасности, |
|
|
|
|
|
|
|
|
|
4.1 Потеря слуха (глухота), другие физиологические расстройства (например, потеря равновесия, ослабление внимания) |
Оператор и другие лица, имеющие доступ в зону вблизи станка |
Движение элементов электропередачи, процессы резания и работа гидравлических систем |
Зона вокруг станка |
4.5 |
3.2; 4 |
1.5.8 |
ЕН ИСО 11688-1; ЕН ИСО 4871; |
5.4; 5.3; раздел 7; прило- |
|
5 Опасности, |
|
|
|
|
|
|
|
|
|
5.1 Использование ручных механизмов, приводящих к различным неврологическим или сосудистым расстройствам |
Оператор |
Передача вибрации при шлифовании от станка к оператору в случае станков с процессом шлифования, управляемым вручную |
Ручки для управле- |
4.6 |
3.2 |
1.5.9 |
CR 1030-1; |
5.5; раздел 7 |
|
7 Опасности от материалов и веществ (и их компонентов), используемых при обработке или выделяемых станком: |
|
|
|
|
|
|
|
|
|
7.1 Опасности от контакта или вдыхания паров вредных жидкостей, газов, пыли, тумана, дыма |
Оператор и другие лица, имеющие доступ в зону вблизи станка |
Вдыхание или контакт с пылью и паром, выделяемыми при работе шлифовального круга, с частицами обрабатываемой детали или применяемой СОЖ |
Рабочая зона, зона вокруг станка |
4.8 |
3.3, пере- |
1.1.3; 1.5.13; 1.6.5 |
ЕН 626-1 |
5.7.2 |
|
7.2 Опасности воспламенения или взрыва |
Лица, имеющие доступ в зону вблизи станка |
Пожар или взрыв от пыли или стружки, образующихся при шлифовании, например, алюминия, магния или при использовании горючих жидкостей |
Зона вокруг станка |
4.8 |
3.4 |
1.5.6; 1.5.7 |
ЕН 1127-1; |
5.8, раздел 7, прило- |
|
7.3 Биологические и микробиоло- |
Оператор, ремонтный персонал |
Контакт с рабочей, смазочной жидкостью (СОЖ) или с СОЖ в виде тумана, содержащей вирусы и бактерии, при загрузке/разгрузке, рабочем цикле и текущем ремонте |
Рабочая зона, система подачи СОЖ |
4.8 |
|
1.1.3; 1.6.5; 2.1 |
|
5.7.3; раздел 7 |
|
8 Опасности, возникающие при пренебрежении принципами эргономики при конструировании станков: |
|
|
|
|
|
|
|
|
|
8.1 Неудобное положение тела или чрезмерные усилия оператора |
Оператор |
Манипулирование обрабатываемыми деталями, шлифовальными кругами и деталями станка |
Рабочая зона, зона вокруг станка |
4.9 |
3.6.1; 6.2.1; 6.2.3; 6.2.4; 6.2.6 |
1.1.2 пере- |
EHV 26385; |
5.2.9; раздел 7 |
|
8.4 Недостаточное местное освещение |
То же |
Повышенная точность выполнения ручных операций при обработке/позициониро- |
Рабочая зона |
|
3.6.5 |
1.1.4 |
ЕН 1837 |
5.9 |
|
10 Неожиданные пуски, повороты, прокручивания (или подобные нештатные состояния): |
|
|
|
|
|
|
|
|
|
10.1 Неполадки или повреждения систем управления |
Оператор, ремонтный персонал |
Необнаруженные неисправности системы управления, вызывающие неожиданные движения, работу с превышением скорости |
Рабочая зона |
|
3.7; 6.2.2 |
1.2.7; 1.6.3 |
ЕН 60204-1; |
5.3; 5.10 |
|
10.2 Восстановление энергопитания после сбоя |
То же |
Неожиданные движения станка |
То же |
|
3.7.2 |
1.2.6 |
ЕН 60204-1; |
5.10.2 |
|
10.3 Внешние воздействия на элек- трооборудование |
" |
Непредсказуемое поведение электронных приборов из-за электромагнитных помех |
" |
|
3.7.11 |
1.2.1; 1.5.11; 4.1.2.8 |
ЕН 50082-2; |
5.11 |
|
13 Нарушение |
Оператор |
Сбои системы управления с последующим неправильным применением аккумулированной энергии, например превышение оборотов двигателя |
Рабочая зона |
|
3.7; 3.7.2 |
1.2.6 |
ЕН 60204-1 |
5.2.8; 5.3; 5.10 |
|
14 Ошибки в системе управления |
Оператор |
Неожиданные движения станка, изменение скорости, потеря усилия зажима |
Рабочая зона |
|
3.7; 6.2.2 |
1.2.1; 1.2.3; 1.2.4; 1.2.5; 1.2.7; 1.6.3 |
ЕН 954-1 |
5.10 |
|
17 Падение или выброс предметов или жидкостей |
Оператор и другие лица, имеющие доступ в зону вокруг станка |
Выбрасывание: |
Рабочая зона, зона вокруг станка |
4.2.2 |
3.3; 3.8 |
1.3.2; 1.3.3 |
ЕН 953; |
5.2.1; 5.2.2; 5.2.3; 5.2.8; 5.2.9; приложе- |
|
18 Потеря устойчивости |
Оператор и другие лица, имеющие доступ в зону вокруг станка |
Незакрепленный станок или часть станка падает или опрокидывается |
Рабочая зона, зона вокруг станка |
4.2.2 |
6.2.5 |
1.3.1 |
|
5.2.9; раздел 7 |
4.2 Оценка риска предполагает предсказуемый доступ к станку со всех сторон, а также неожиданный пуск станка. Риски для операторов или других людей, имеющих доступ в опасные зоны, определяются исходя из опасностей, которые могут возникать на различных этапах работы станка (например, ввод в эксплуатацию, наладка, производство, обслуживание, ремонт, вывод из эксплуатации). Оценка риска включает также анализ повреждения деталей, в том числе неполадки в системе управления.
4.3 Кроме того, пользователь настоящего стандарта (например, конструктор, изготовитель, поставщик) обязан доказать, что оценка риска для рассматриваемого станка выполнена полностью, обращая особое внимание на следующее:
- использование станка по назначению, включая наладку, обслуживание и чистку, а также достаточно предсказуемое использование станка не по назначению;
- идентификацию основных опасностей, связанных с использованием станка.
5.1 Общие требования
Шлифовальные станки, подпадающие под действие настоящего стандарта, должны соответствовать требованиям безопасности и/или защитным мерам, указанным в этом разделе. Приложение G дает беглый обзор основных и дополнительных разделов, описывающих различные типы стационарных шлифовальных станков. Кроме того, шлифовальные станки должны быть спроектированы в соответствии с требованиями ЕН 292 в отношении возникающих незначительных опасностей, которые не рассматриваются в настоящем стандарте.
5.2 Механические опасности
5.2.1 Защитные устройства для предотвращения выбрасывания частей шлифовального круга при его разрушении
5.2.1.1 Ограждение шлифовального круга
Шлифовальные станки должны быть оборудованы защитными ограждениями, которые могут предотвращать выбрасывание частей шлифовального круга в случае его разрушения. Толщина стенок таких ограждений должна определяться с учетом типа используемых материалов и максимальной рабочей скорости, а также массы шлифовального круга.
Защитное ограждение должно максимально ограждать шлифовальный круг (см. А.3.1-А.3.3, приложение А).
Там, где части шлифовального круга соединены друг с другом специальным клеем или другими способами, соединение должно быть достаточно прочным, чтобы эти части не разъединились, если в них ударят фрагменты разрушенного шлифовального круга.
Требования к защитным ограждениям шлифовальных кругов см. в А.3.1-А.3.3 (приложение А).
Защитные ограждения шлифовальных кругов должны быть закреплены на шлифовальных станках таким образом, чтобы эти ограждения не могли открепляться или бесконтрольно перемещаться в случае разрушения шлифовального круга.
Требования к креплению защитных ограждений шлифовальных кругов см. в А.4 (приложение А).
Защитные ограждения шлифовальных кругов не требуются:
- для внутришлифовальных станков (таблица 1, 1.3), где используются шлифовальные круги диаметром ![]() 80 мм и окружной скоростью до 50 м/с;
80 мм и окружной скоростью до 50 м/с;
- на шлифовальных станках, где используются шлифовальные круги диаметром ![]() 1000 мм и максимальной рабочей скоростью
1000 мм и максимальной рабочей скоростью ![]() 16 м/с.
16 м/с.
В условиях/ситуациях, когда невозможно установить защитное ограждение шлифовального круга, должно быть предусмотрено ограждение рабочей зоны или другие меры, обеспечивающие требуемую защиту. Ограждение рабочей зоны должно соответствовать требованиям А.3.4.2.2 (приложение А) в отношении толщины стенок и материала.
На заточных станках, где вращающийся затачиваемый инструмент создает те же опасности, что и вращающиеся шлифовальные круги, для затачиваемого инструмента должны быть предусмотрены соответствующие защитные меры.
5.2.1.2 Дополнительные защитные ограждения
Шлифовальные станки, на которых шлифовальные круги работают с максимальной рабочей скоростью ![]() 50 м/с, должны быть оборудованы дополнительным защитным ограждением, сохраняющим внутри себя фрагменты, которые могут быть выброшены в зону обработки через отверстие в ограждении шлифовального круга (полное ограждение рабочей зоны).
50 м/с, должны быть оборудованы дополнительным защитным ограждением, сохраняющим внутри себя фрагменты, которые могут быть выброшены в зону обработки через отверстие в ограждении шлифовального круга (полное ограждение рабочей зоны).
Дополнительная защита может включать в себя:
- защиту в соответствии с А.3.4 (приложение А);
- защитное ограждение шлифовального круга, дополнительно оборудованное внутренним ограждением, которое закрывает отверстие ограждения шлифовального круга в случае разрушения шлифовального круга (см. А.3.1.4, приложение А).
Дополнительная защита не требуется:
- для обдирочно-шлифовальных подвесных станков и абразивно-отрезных подвесных станков с максимальной рабочей скоростью ![]() 80 м/с (см. таблицу 1, 1.15);
80 м/с (см. таблицу 1, 1.15);
- для абразивно-отрезных станков с ручным и механическим управлением, с максимальной рабочей скоростью ![]() 100 м/с и диаметром отрезного круга не более 400 мм (см. таблицу 1, 1.11 и 1.12).
100 м/с и диаметром отрезного круга не более 400 мм (см. таблицу 1, 1.11 и 1.12).
Ограждения шлифовальных кругов и дополнительные ограждения должны быть усилены при применении шлифовальных кругов больших размеров на станке большей производительности и при большей частоте вращения шпинделя шлифовального круга, если не предусмотрены средства корректировки выбора соответствующей частоты вращения шпинделя в зависимости от фактического диаметра шлифовального круга.
5.2.2 Ограждения, предотвращающие выброс деталей
Шлифовальные станки, в которых помимо опасностей от частей разрушенных шлифовальных кругов имеются опасности от выброса обрабатываемых деталей, частей обрабатываемых деталей и частей станка, пыли или СОЖ, должны быть оснащены неподвижными и/или перемещаемыми ограждениями, сохраняющими указанные детали, их части и вещества в рабочей зоне. Ограждения должны быть спроектированы, изготовлены и размещены с учетом ожидаемой нагрузки. Они должны соответствовать общим требованиям ЕН 953.
Ограждения, сохраняющие выбрасываемые части, должны также служить сборником для фрагментов шлифовальных кругов в соответствии с 5.2.1 и/или предотвращать их попадание в рабочую зону в соответствии с 5.2.4.
5.2.3 Защитные экраны для точильно-шлифовальных станков
Точильно-шлифовальные станки должны быть оснащены прозрачным экраном для защиты лица и особенно глаз оператора от мелких частиц, образующихся при шлифовании, а также от искр.
Экраны должны иметь достаточную ударную прочность и прочность на истирание, чтобы они не ломались и не трескались в процессе обработки деталей и чтобы истирание поверхности из-за осколков или искр было сведено до минимума. В качестве материала для изготовления экранов можно рекомендовать, например, поликарбонат.
Экран должен быть из соответствующего материала и достаточного размера, чтобы оператор в обычных рабочих условиях мог наблюдать за процессом шлифования через экран. Экран не должен затруднять установку и зажим обрабатываемой детали.
Минимальные размеры экрана указаны в А.3.7 (приложение А).
5.2.4 Ограждения, предотвращающие доступ в рабочую зону
Для шлифовальных станков, где возможны опасности при свободном доступе в рабочую зону, например захват, раздавливание, запутывание или удар, должны быть предусмотрены неподвижные и/или перемещаемые ограждения, предотвращающие такой доступ. Конструкция ограждения должна соответствовать общим требованиям ЕН 953 и ЕН 294. Блокирующие устройства перемещаемых ограждений см. в 5.10.6.
Ограждения, предотвращающие доступ в рабочую зону, могут также служить сборником для фрагментов шлифовальных кругов в соответствии с 5.2.1 и/или предотвращать их попадание в рабочую зону в соответствии с 5.2.2.
Ограждения, предотвращающие доступ в рабочую зону, не нужны для шлифовальных станков:
- с ручным управлением шлифованием;
- с ручным управлением отрезанием;
- с механическим управлением шлифованием при ручной подаче.
5.2.5 Средства предотвращения непреднамеренного контакта со шлифовальным кругом
Шлифовальные станки должны быть оснащены средствами предотвращения непреднамеренного контакта со шлифовальным кругом. Шлифовальный круг должен быть полностью огражден, за исключением части, необходимой для работы.
Ограждения шлифовальных кругов должны соответствовать 5.2.1.1.
Во время ручного вмешательства, такого как загрузка/разгрузка или измерения, должны быть приняты дополнительные меры безопасности. Они могут включать в себя:
- остановку вращения шлифовального круга;
- оснащение автоматическими предохранителями;
- размещение шлифовального круга таким образом, чтобы оператор не мог его касаться (безопасные расстояния).
Абразивно-отрезные станки для механически управляемой отрезки должны быть оснащены устройствами, обеспечивающими автоматический возврат отрезного круга в исходное положение после завершения отрезки. Круг должен оставаться в этой позиции и быть полностью защищен от контакта до своей полной остановки.
5.2.6 Зажимные устройства для крепления шлифовальных кругов
Конструкцией зажимных устройств для крепления шлифовальных кругов должно быть предусмотрено, чтобы шлифовальный круг не мог рассыпаться во время работы, включая ускорение и торможение.
Способы крепления шлифовальных кругов и требования безопасности к зажимным приспособлениям для крепления шлифовальных кругов см. приложения В и С.
5.2.7 Устройства для крепления и перемещения обрабатываемых деталей
Шлифовальные станки должны быть оснащены зажимными устройствами, фиксирующими или направляющими обрабатываемые детали, исключающими случайное движение детали.
Точильно-шлифовальные станки в соответствии с таблицей 1 (1.13 и 1.14) должны быть оснащены опорными подставками для обрабатываемой детали, способными выдерживать силы, возникающие при шлифовании. Эти опорные подставки должны регулироваться так, чтобы расстояние между шлифовальным кругом и опорной подставкой независимо от степени изношенности шлифовального круга не превышало 2 мм. Опорные подставки должны быть такой же ширины, как и шлифовальный круг, для которого был спроектирован шлифовальный станок, иметь прочную конструкцию и надежно крепиться к шлифовальному станку.
Конструкцией шлифовальных станков с электромагнитными зажимными устройствами должно быть предусмотрено, чтобы в случае ослабления зажимного усилия подача или перемещение обрабатываемой детали были бы невозможны. При этом оператор должен получать световой или любой другой соответствующий сигнал о работе зажимного устройства.
Конструкция шлифовального станка должна гарантировать, что при любых случаях нарушения или прерывания усилия зажима обрабатываемая деталь не будет выброшена.
5.2.8 Устройства регулирования частоты вращения шпинделя шлифовального круга
На шлифовальных станках с устройствами для регулирования частоты вращения шпинделя шлифовального круга должны быть предусмотрены следующие меры/устройства для минимизации рисков превышения максимальной рабочей скорости шлифовального круга в зависимости от режима работы привода шлифовального шпинделя:
a) устройства, позволяющие пускать шпиндель шлифовального круга только с наименьшей регулируемой частотой вращения;
b) для приводов с переключением полюсов переключатель с блокирующим устройством, предотвращающим прямой пуск на более высокую частоту вращения;
c) на шлифовальных станках, где частота вращения рассчитывается из запрограммированной скорости резания и действительного диаметра шлифовального круга, должно быть предусмотрено либо контрольное устройство, распознающее замену круга, либо четко видимый сигнал ввода необходимых данных в случае замены круга. Ввод данных должен быть подтвержден оператором;
d) на шлифовальных станках, где могут применяться шлифовальные круги с различными наружными диаметрами, должен быть четко видимый сигнал максимальной окружной скорости для различных диаметров шлифовального круга. Выбранные скорости должны быть четко видимы (например, дисплей со шкалой скоростей);
e) индикация выбранной частоты вращения или окружной скорости; отражаемые на дисплее соответствующие значения должны быть идентичны выбранным значениям.
5.2.9 Диапазон поворота для подвесных станков
Подвесные обдирочно-шлифовальные и подвесные абразивно-отрезные станки в соответствии с таблицей 1 (1.15) должны быть оснащены регулируемым противовесом для того, чтобы шлифовальная головка после освобождения рукоятки управления двигалась от обрабатываемой детали.
Конструкцией подвесных шлифовальных станков с ручным управлением должна быть предусмотрена возможность их поворота на 45° от вертикальной оси в обе стороны (см. рисунок 4).
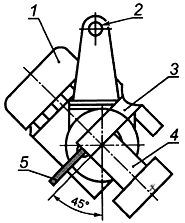
1 - двигатель; 2 - подвеска; 3 - ограждение круга; 4 - ось поворота; 5 - шлифовальный круг
Рисунок 4
Конструкцией подвесных отрезных станков с ручным управлением должна быть предусмотрена возможность их поворота на 60° от вертикальной оси в обе стороны (см. рисунок 5).
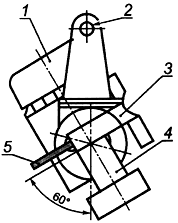
1 - двигатель; 2 - подвеска; 3 - ограждение круга; 4 - ось поворота; 5 - отрезной круг
Рисунок 5
5.2.10 Устройства автоматической загрузки
К шлифовальным станкам с устройствами автоматической загрузки обрабатываемых деталей, шлифовальных кругов и к зажимным устройствам предъявляются следующие требования:
a) должно быть предусмотрено зажимное устройство, способное удержать самый тяжелый инструмент/деталь при максимально возможном ускорении загрузочного устройства, чтобы предотвратить падение или выброс шлифовального круга или обрабатываемых деталей;
b) расчетные данные для загрузочного устройства должны быть доступны для пользователя и включать в себя пределы максимальной массы и траекторию перемещения загружаемого предмета (обрабатываемой детали, шлифовального круга и т.п.);
c) автоматические загрузочные устройства должны быть защищены неподвижными и/или перемещаемыми ограждениями с целью предотвращения опасных ситуаций.
5.3 Электрические опасности
5.3.1 Защита от прямого контакта
Чтобы снизить до минимума опасность поражения электрическим током или электроожогов, все электрооборудование должно соответствовать ЕН 60204-1. Должны быть предусмотрены средства отключения станка от источников электроэнергии [ЕН 60204-1 (пункт 6.2)].
5.3.2 Защита от непрямого контакта
Следует соблюдать требования ЕН 60204-1 (пункт 6.3).
5.4 Шум
При конструировании шлифовальных станков следует учитывать информацию по конструкциям малошумного оборудования, данную в ЕН ИСО 11688-1, особенно касающуюся мероприятий по снижению шума на станках.
Конструкцией должна быть предусмотрена возможность учета шума от каждого источника.
Основные источники шума на шлифовальных станках зависят от способа шлифования, а также комплектующих узлов и оборудования, используемых на станке. Источниками распространяющегося шума являются:
- шлифовальные круги и обрабатываемые детали;
- шпиндели шлифовальных кругов;
- приспособления для крепления и перемещения обрабатываемых деталей;
- приводы шпинделей;
- шарико-винтовые передачи;
- устройства для правки шлифовального круга;
- механизмы для загрузки/разгрузки и перемещения обрабатываемых деталей и шлифовальных кругов;
- гидравлические системы;
- системы отсоса;
- пневматические системы;
- системы подачи СОЖ.
Если мероприятия по снижению шума в источнике недостаточны, то там, где это возможно, необходимо применять дополнительные меры по снижению шума (см. приложение D).
Определение звукового излучения, декларацию и проверку уровня шума см. в приложении Е.
5.5 Вибрация
На шлифовальных станках с подачей инструмента, управляемой вручную с помощью рукоятки [примеры см. в таблице 1 (1.11, 1.15)], где операторы могут подвергаться воздействию вибрации более 2,5 м/с![]() , должны быть предусмотрены меры по предотвращению вибрации. Конструкцией станков должна быть предусмотрена возможность защиты от вибрации за счет демпфирования и/или виброизоляции (CR 1030-1). Мероприятия по снижению вибрации по ЕН 1033.
, должны быть предусмотрены меры по предотвращению вибрации. Конструкцией станков должна быть предусмотрена возможность защиты от вибрации за счет демпфирования и/или виброизоляции (CR 1030-1). Мероприятия по снижению вибрации по ЕН 1033.
5.6 Опасности, вызванные пылью, дымом и туманом
В конструкции шлифовальных станков и при работе на них не должны применяться материалы или вещества, вызывающие вредное воздействие на здоровье обслуживающего персонала, например не должен использоваться асбест для накладок тормозов или сцеплений.
Если все-таки применены вредные для здоровья материалы или в процессе механической обработки могут выделяться пыль, туман, дым, то должны быть предусмотрены меры предосторожности с целью снижения их вредного воздействия на оператора. Конструкцией шлифовальных станков должна быть предусмотрена система отсоса и/или приспособления для отсоса.
Шлифовальные станки должны проектироваться с встроенной системой отсоса, предполагающей включение вытяжных функций немедленно после появления пыли, дыма или тумана. После отключения этих функций система отсоса должна продолжать работать по меньшей мере 15 с после устранения опасности, вызванной дымом, пылью или туманом.
Должны быть предусмотрены меры по предотвращению выброса вредного тумана, например в результате использования сжатого воздуха.
Так как фактические требования к системе отсоса зависят от множества различных параметров, например от характера используемых материалов, в настоящем стандарте не представляется возможным дать более детальные технические требования.
5.7 Устройства для использования смазочно-охлаждающих жидкостей
5.7.1 Общие положения
Там, где при шлифовании используются СОЖ, которые могут причинять вред здоровью, шлифовальные станки должны быть оснащены устройствами для предотвращения или минимизации этих опасностей.
5.7.2 Меры по защите от опасностей контакта или попадания внутрь человека вредных веществ
a) Должна быть спроектирована система, предотвращающая разбрызгивание или вытекание СОЖ.
b) Резервуары с жидкостью и другие части системы должны быть изготовлены из материалов, гарантирующих целостность системы.
c) Форсунки должны быть спроектированы так, чтобы минимизировать нежелательный выброс СОЖ.
d) Там, где образование паров и туманов в рабочей зоне предусмотрено технологическим процессом, должны быть предусмотрены ограждения и система отсоса или средства присоединения к цеховой (заводской) системе отсоса.
Примечание - Так как фактические требования к системе отсоса зависят от множества различных параметров, например от характера используемых СОЖ, в настоящем стандарте не представляется возможным дать более детальные технические требования.
e) Количество и качество СОЖ должны быть достаточными для правильной работы шлифовального станка, чтобы избежать избыточного нагрева и последующего испарения жидкости. В противном случае должны быть предусмотрены системы охлаждения.
f) Если по технологическому процессу оператору необходимо помещать руки в рабочую зону (например, во время загрузочно/разгрузочных операций, наладки и т.п.), на шлифовальных станках, защищенных ограждениями, при открытии ограждений поток СОЖ должен отключаться вручную или автоматически. Все другие шлифовальные станки должны быть оснащены устройствами ручного контроля или отключения подачи СОЖ.
g) Резервуары должны иметь четкую индикацию уровня жидкости с уровнями минимального/максимального заполнения резервуара.
h) Система подачи СОЖ должна обеспечивать доставку СОЖ, исключая возникновение вредных паров или аэрозолей при всех возможных условиях работы/шлифования.
i) Система подачи СОЖ должна быть спроектирована так, чтобы максимально ограждать персонал от воздействия СОЖ во время текущего ремонта.
j) Шлифовальный станок должен быть спроектирован так, чтобы отходы процесса шлифования (шлам) можно было удалять без осушения системы подачи СОЖ.
5.7.3 Меры по защите от биологических и микробиологических опасностей
a) Система подачи СОЖ должна быть спроектирована так, чтобы при нормальном использовании общее количество жидкости циркулировало, не образуя застойных зон, кроме случаев, когда сбор осадка предусмотрен конструкцией.
b) Должна быть предусмотрена возможность освобождения от жидкости всех частей системы подачи СОЖ.
c) Должно быть полностью исключено скопление СОЖ в любой части станка за счет полного гравитационного стока СОЖ в общий резервуар.
d) Трубопроводы должны иметь такие размеры и быть размещены так, чтобы соответствующий поток СОЖ минимизировал количество осадка в трубах.
e) Система подачи СОЖ должна быть оснащена средствами очистки СОЖ от отходов процесса шлифования (например, фильтрами), чтобы избежать загрязнения насосов, клапанов, попадания отходов процесса шлифования в зону шлифования и т.п.
f) Резервуары с СОЖ должны иметь крышки, чтобы минимизировать попадание инородных веществ извне.
g) Следует избегать загрязнения СОЖ маслами или смазками (например, машинной смазкой). Для этого должны быть предусмотрены средства контроля и систематического удаления загрязнений.
h) Должны быть приняты меры по минимизации опасностей для оператора, возникающих при замене СОЖ, чистке резервуаров и трубопроводов, смене фильтров.
5.8 Меры против опасностей возгорания и взрыва
5.8.1 Легковоспламеняемые смазочно-охлаждающие жидкости
Шлифовальные станки, предназначенные для использования легковоспламеняемых СОЖ, должны быть оснащены устройствами, минимизирующими опасность возникновения легковоспламеняемых смесей и соответственно опасность возгорания и взрыва, например:
- системы отсоса;
- устройства контроля подачи СОЖ.
При использовании системы отсоса она должна отключаться автоматически в случае возгорания или взрыва.
Если пожар или взрыв нельзя предотвратить этими средствами, должны быть приняты дополнительные меры по ограничению таких опасностей (ЕН 1127-1 и ЕН 13478).
Такие меры могут включать в себя:
- средства пожаротушения;
- устройства сброса давления.
5.8.2 Легковоспламеняемая и взрывоопасная пыль
Если шлифовальные станки предназначены для обработки материалов, которые могут давать легковоспламеняемую и взрывоопасную пыль (например, алюминий, магний и их сплавы), то должны быть предусмотрены устройства для безопасного удаления этой пыли и любого легковоспламеняемого газа (например, водорода) с целью предотвращения опасности воспламенения или взрыва. При необходимости следует применять мероприятия по защите от взрыва согласно ЕН 1127-1.
Для предотвращения взрыва пыли шлифовальные станки должны быть, например, оборудованы системами для:
- шлифования с охлаждением,
- шлифования без охлаждения с влажным осаждением пыли посредством мгновенного увлажнения или
- шлифования без охлаждения с влажным осаждением пыли посредством циклонного уловителя мокрого типа.
Требования см. приложение F.
5.9 Освещение
При проектировании оборудования следует принимать во внимание интенсивность освещения, направление, отсвечивание и т.д. При необходимости должно быть запроектировано встроенное освещение. Особое внимание следует обратить на:
- зависимость требуемой интенсивности освещения от выполняемого процесса шлифования. Освещенность рабочей зоны должна быть не менее 300 лк;
- избежание, по возможности, отсвечивания, отражения и теней, например, от рабочего места или от деталей станка;
- расположение источников освещения для минимизации их загрязнения в процессе шлифования.
5.10 Системы и устройства управления
5.10.1 Общие положения
В настоящем разделе рассматриваются требования к принципам построения и элементам системы управления, относящимся к безопасности.
Относящиеся к безопасности функции управления включают:
- пуск и повторный пуск движений, вызывающих опасность;
- обычный останов;
- аварийное управление;
- выбор режима;
- частоту вращения шпинделя;
- скорость подачи;
- средства контроля;
- отпирающее устройство;
- блокирующее устройство;
- зажим обрабатываемой детали;
- зажим шлифовального круга.
Эти относящиеся к безопасности функции и соответствующие им части системы управления должны быть спроектированы, выбраны и изготовлены так, чтобы они могли выдерживать ожидаемые максимальные перегрузки и соответствовать следующим стандартам:
- ЕН 60204-1 для электрических средств управления;
- ЕН 982 для пневматических средств управления;
- ЕН 983 для гидравлических средств управления.
Соответствие отдельных элементов системы управления категориям стандарта ЕН 954-1 с учетом некоторых исключений указывается в нижеприведенных разделах.
5.10.2 Пуск/повторный пуск движений, вызывающих опасность
Пуск/повторный пуск - в соответствии с ЕН 60204-1 (пункт 9.2.5.2).
Для шлифовальных станков без электронных цепей управления элементы системы управления, обеспечивающие функцию пуска, должны соответствовать категории 1 по ЕН 954-1.
Для шлифовальных станков с электронными системами управления и блокируемыми ограждениями начало опасных движений должно быть возможно только при закрытых ограждениях. В этом случае элементы системы управления, обеспечивающие функцию пуска, должны соответствовать категории В по ЕН 954-1.
Исключения - работа при открытых ограждениях (см. 5.10.4.3, 5.10.4.4 и 5.10.4.5).
Неожиданный пуск не допускается в соответствии с ЕН 1037.
5.10.3 Останов
5.10.3.1 Общие положения
Шпиндель шлифовального круга не следует останавливать так, чтобы останов мог вызывать проскальзывание, ослабление и разрушение шлифовального круга в зажимном приспособлении для крепления шлифовального круга.
5.10.3.2 Обычный останов
Движения станка должны прекращаться в соответствии с ЕН 60204-1 (пункт 9.2.2).
Функция останова должна срабатывать следующим образом:
a) Безопасный останов:
- немедленное отключение энергии от привода станка, категория останова 0 по ЕН 60204-1 или
- контролируемый останов и последующее отключение приводов станка от источников энергии, категория останова 1 по ЕН 60204-1.
Элементы системы управления, размыкающие питающие цепи разделяющим контактом, должны соответствовать категории 1, а элементы для всех остальных видов отключений должны соответствовать категории 3 по ЕН 954-1.
b) Рабочий останов
- контролируемый останов, при котором электропитание приводов станка не отключается, должен соответствовать категории 2 по ЕН 60204-1.
Элементы системы управления, обеспечивающие эту функцию, должны соответствовать категории В по ЕН 954-1.
c) Безопасный рабочий останов
- останов, как в перечислении b), с дополнительным управлением остановом по категории 3 по ЕН 954-1.
Там, где персонал может подвергнуться опасности неожиданного пуска станка, должны действовать только функции останова в соответствии с перечислением а) или перечислением с). В случае перечисления b) работать при открытых ограждениях нельзя.
5.10.3.3 Аварийный останов
Аварийный останов оборудования должен соответствовать требованиям ЕН 60204-1 (пункт 9.2.5.4 и 10.7) и ЕН 418.
В случае немедленного отключения энергии на основном реле или на приводе станка функция аварийного останова должна реализовываться путем разъединения гальванических связей в схеме соединения проводами. Элементы системы управления, обеспечивающие эту функцию, должны соответствовать категории 1 по ЕН 954-1. Во всех других случаях применяется категория 3 по ЕН 954-1.
Должен быть обеспечен свободный доступ к устройствам аварийного отключения на всех рабочих позициях.
5.10.4 Режимы работы
5.10.4.1 Выбор режимов работы
Шлифовальные станки, предназначенные для различных режимов работы с различными степенями безопасности, должны быть оснащены переключателем режимов, фиксируемым в каждой позиции (например, кнопочным переключателем), или другими средствами переключения, предотвращающими нежелательное включение станка.
Должны соблюдаться требования ЕН 60204-1 (пункты 9.2.3 и 9.2.4).
Элементы системы управления, обеспечивающие функцию выбора режима, должны соответствовать категории 1 по ЕН 954-1.
5.10.4.2 Автоматический режим
Работа в автоматическом режиме должна быть возможна только при закрытых перемещаемых ограждениях.
Если ограждения открыты, допускаются только:
- открывание и закрывание зажимного устройства обрабатываемой детали - для ручной смены детали;
- вращение шпинделя с окружной скоростью шлифовального круга ![]() <50 м/с в соответствии с требованиями 5.2.5;
<50 м/с в соответствии с требованиями 5.2.5;
- движения всех узлов, за исключением вращения шпинделя шлифовального круга, должны быть остановлены в режимах "безопасный останов" или "безопасный рабочий останов".
5.10.4.3 Режим работы - наладка
В режиме наладки при открытых ограждениях допускаются движения механизмов станка при выполнении следующих условий:
- шпиндель шлифовального круга может вращаться, но механическая обработка не осуществляется, при этом окружная скорость шлифовального круга не должна превышать 50 м/с;
- скорость перемещения узлов станка по управляемым координатам не должна превышать 2 м/мин или перемещение должно быть с шагом не более 6 мм.
Перемещения узлов станка по осям с расстоянием перемещения более 1 м могут производиться со скоростью до 5 м/мин.
Там, где движения узлов станка должны осуществляться с помощью электронного маховичка и устройства аварийного останова, расположенного в непосредственной близости от рабочей зоны станка, элементы системы управления, обеспечивающие регулирование скорости подачи, должны соответствовать: для станков с электронными устройствами управлением - категории 3 по ЕН 954-1, для станков без электронных систем управления - категории 1 по ЕН 954-1.
Там, где движения узлов станка должны осуществляться с помощью средств ручного управления в сочетании с трехпозиционным или двухпозиционном пусковыми устройствами и в сочетании с оборудованием для аварийного останова, расположенного в непосредственной близости от рабочей зоны станка, элементы системы управления, обеспечивающие регулирование скорости подачи, должны соответствовать категории В по ЕН 954-1;
- скорость вращения шпинделя изделия не должна превышать 50 м/мин. Если используется регулируемый привод, элементы системы управления, обеспечивающие ограничение скорости, должны соответствовать категории 1 по ЕН 954-1. Движения должны осуществляться с помощью средств ручного управления или электронного маховичка в сочетании с устройством аварийного останова, расположенного в непосредственной близости от рабочей зоны станка или посредством кнопки "Пуск" в сочетании с пусковым устройством, работающим в толчковом режиме (с удерживающим воздействием на орган управления).
5.10.4.4 Специальный режим
Этот режим предназначается только для плоскошлифовальных, зубошлифовальных, профильных, заточных и круглошлифовальных станков, где доступ оператора в опасную зону в соответствии с технологическими требованиями абсолютно необходим при условии, что приняты все меры безопасности, возможные на современном техническом уровне. Доступ для оператора может быть абсолютно необходимым в случае производства сложных и высокоточных единичных изделий или мелких серий.
При работе в специальном режиме движения при открытых ограждениях допускаются только при соблюдении следующих условий:
- шпиндель шлифовального круга должен обеспечивать окружную скорость шлифовального круга не более 50 м/с;
- скорость перемещения узлов станка по управляемым координатам не должна превышать 2 м/мин. Перемещения узлов станка по осям с расстоянием перемещения более 1 м могут производиться со скоростью до 5 м/мин. Элементы системы управления, обеспечивающие эти функции, должны соответствовать для станков без электронных систем управления - категории 1, для станков с электронными системами управления - категории 3 по ЕН 954-1.
Для плоскошлифовальных, зубошлифовальных, профильных, заточных и круглошлифовальных станков возвратно-поступательное и дополнительное движения под прямым углом к возвратно-поступательному могут, в дополнение к вращению шпинделя шлифовального круга, включаться кнопкой "Пуск" в сочетании с пусковым устройством, работающим в толчковом режиме.
Для круглошлифовальных станков возвратно-поступательное движение и вращение обрабатываемой детали могут, в дополнение к вращению шпинделя шлифовального круга, включаться кнопкой "Пуск" в сочетании с пусковым устройством, работающим в толчковом режиме.
Подача шлифовального круга осуществляется только с помощью средств ручного управления или электронного маховичка, непосредственно воздействующего на пусковое устройство;
- частота вращения шпинделя изделия не должна превышать 50 мин![]() . Если используется регулируемый привод, элементы системы управления, обеспечивающие ограничение скорости, должны соответствовать категории 3 по ЕН 954-1. Движения могут включаться посредством кнопки "Пуск" в сочетании с пусковым устройством, работающим в толчковом режиме;
. Если используется регулируемый привод, элементы системы управления, обеспечивающие ограничение скорости, должны соответствовать категории 3 по ЕН 954-1. Движения могут включаться посредством кнопки "Пуск" в сочетании с пусковым устройством, работающим в толчковом режиме;
- доступ в опасную зону, созданную движениями зажимных устройств, должен быть защищен ограждениями;
- ход выполнения программы должен отображаться на дисплее в течение всего цикла.
5.10.4.5 Режим ручного управления
В режиме ручного управления движения узлов станка допускаются при соблюдении следующих условий:
- шпиндель шлифовального круга может работать, но окружная скорость шлифовального круга не должна превышать 50 м/с;
- подача узлов станка должна осуществляться вручную с помощью маховичков или других средств управления. При этом при вращающемся шпинделе шлифовального круга допускается подача не более чем по двум координатам одновременно.
Для круглошлифовальных станков возвратно-поступательное и поперечное движение, а также возвратно-поступательное движение и вращение обрабатываемой детали могут включаться отдельной кнопкой "Пуск" в дополнение к кнопке, включающей вращение шпинделя шлифовального круга.
5.10.5 Пусковые устройства
При применении для цепей управления релейно-контактной аппаратуры пусковые устройства должны соответствовать категории 1 по ЕН 954-1.
Элементы системы управления пусковыми устройствами, выполненные на электронных элементах, должны соответствовать категории 3 по ЕН 954-1.
5.10.6 Блокирующие устройства перемещаемых ограждений
Блокирующие устройства должны соответствовать ЕН 1088.
При частом доступе персонала в опасную зону элементы системы управления блокирующими устройствами должны соответствовать категории 3 по ЕН 954-1.
При редком доступе персонала в опасную зону элементы системы управления блокирующими устройствами должны соответствовать категории 1 по ЕН 954-1.
Частота доступа рассматривается в ЕН 1088 (пункт 7.5).
5.10.7 Механизированные зажимные устройства для инструмента и обрабатываемой детали
В шлифовальных станках с электронным управлением элементы системы управления, обеспечивающие функции зажима, включая контроль зажима, должны соответствовать категории В по ЕН 954-1. Электромеханические элементы должны соответствовать категории 1 по ЕН 954-1.
В шлифовальных станках без электронных систем управления элементы системы управления, обеспечивающие контроль зажима, должны соответствовать категории 1 по ЕН 954-1.
5.10.8 Управление частотой вращения шпинделя шлифовального круга
В шлифовальных станках с бесступенчатым регулированием частоты вращения шпинделя шлифовального круга система управления должна быть спроектирована в соответствии с требованиями 5.2.8. Элементы системы управления, обеспечивающие контроль превышения выбранной частоты вращения, должны соответствовать категории 3 по ЕН 954-1.
Это относится также к ограничениям по частотам вращения и сниженным окружным скоростям резания в соответствии с 5.10.4.2 и 5.10.4.5.
5.11 Электромагнитная совместимость
5.11.1 Устойчивость к помехам
Электронные системы управления должны быть спроектированы и изготовлены так, чтобы они были устойчивы к воздействиям электромагнитных помех и чтобы обеспечивали стабильную работу системы управления в соответствии с ЕН 50082-2.
5.11.2 Уровень помехообразования
С целью ограничения электромагнитных излучений при проектировании и изготовлении электронных и электрических систем необходимо учитывать техническую информацию и проводить технические мероприятия в соответствии с ЕН 50081-2.
6 Проверка выполнения требований безопасности и/или защитных мер
Метод(ы) проверки выполнения требований безопасности и защитных мер, описанных в разделе 5, приведены в таблице 4.
Таблица 4 - Методы проверки выполнения требований безопасности и/или защитных мер
|
Номер пункта насто- |
Требование безопасности |
Визуаль- |
Проверка техни- |
Измерение (см. приме- |
Проверка чертежей, электросхем/ |
|
5.2 |
Механические опасности |
|
|
|
|
|
5.2.1 |
Защитные устройства для предотвращения выбрасывания частей шлифовального круга при его разрушении |
|
|
|
|
|
5.2.1.1 |
Ограждения шлифовального круга (см. приложение А) |
х |
х |
х |
х |
|
5.2.1.2 |
Дополнительные защитные ограждения (см. приложение А) |
х |
х |
х |
х |
|
5.2.2 |
Ограждения, предотвращающие выброс деталей |
х |
х |
х |
х |
|
5.2.3 |
Защитные экраны для точильно-шлифовальных станков (см. приложение А) |
х |
х |
х |
х |
|
5.2.4 |
Ограждения, предотвращающие доступ в рабочую зону |
х |
х |
- |
х |
|
5.2.5 |
Средства предотвращения непреднамеренного контакта со шлифовальным кругом |
х |
х |
- |
х |
|
5.2.6 |
Зажимные устройства для крепления шлифовальных кругов (см. приложения В и С) |
х |
х |
x |
х |
|
5.2.7 |
Устройства для крепления и перемещения обрабатываемых деталей |
x |
x |
- |
x |
|
5.2.8 |
Устройства регулирования частоты вращения шпинделя шлифовального круга |
x |
x |
- |
x |
|
5.2.9 |
Диапазон поворота для подвесных станков |
x |
- |
x |
x |
|
5.2.10 |
Устройства автоматической загрузки |
x |
x |
- |
x |
|
5.3 |
Электрические опасности |
|
|
|
|
|
5.3.1 |
Защита от прямого контакта |
x |
- |
x |
x |
|
5.3.2 |
Защита от непрямого контакта |
x |
- |
x |
x |
|
5.4 |
Шум (см. приложения D и Е) |
- |
- |
x |
x |
|
5.5 |
Вибрация |
x |
x |
x |
x |
|
5.6 |
Опасности, вызванные пылью, дымом и туманом |
x |
x |
x |
x |
|
5.7 |
Устройства для использования СОЖ |
|
|
|
|
|
5.7.2 |
Меры по защите от опасностей контакта или попадания внутрь человека вредных веществ |
x |
x |
x |
x |
|
5.7.3 |
Меры по защите от биологических и микробиологических опасностей |
x |
x |
x |
x |
|
5.8 |
Меры против опасностей возгорания и взрыва |
|
|
|
|
|
5.8.1 |
Легковоспламеняемые СОЖ |
x |
x |
- |
x |
|
5.8.2 |
Легковоспламеняемая и взрывоопасная пыль (см. приложение F) |
x |
x |
x |
x |
|
5.9 |
Освещение |
x |
x |
x |
- |
|
5.10 |
Системы и устройства управления |
x |
x |
x |
x |
|
5.10.2 |
Пуск/повторный пуск движений, вызывающих опасность |
- |
x |
- |
x |
|
5.10.3 |
Останов |
- |
x |
x |
- |
|
5.10.3.2 |
Обычный останов |
- |
x |
- |
x |
|
5.10.3.3 |
Аварийный останов |
- |
x |
- |
x |
|
5.10.4 |
Режимы работы |
|
|
|
|
|
5.10.4.1 |
Выбор режимов работы |
x |
x |
- |
x |
|
5.10.4.2 |
Автоматический режим |
- |
x |
x |
x |
|
5.10.4.3 |
Режим работы - наладка |
- |
x |
x |
x |
|
5.10.4.4 |
Специальный режим |
- |
x |
x |
x |
|
5.10.4.5 |
Режим ручного управления |
- |
x |
x |
x |
|
5.10.5 |
Пусковые устройства |
- |
x |
- |
x |
|
5.10.6 |
Блокирующие устройства перемещаемых ограждений |
x |
x |
- |
x |
|
5.10.7 |
Механизированные зажимные устройства для инструмента и обрабатываемой детали |
- |
x |
x |
x |
|
5.10.8 |
Управление частотой вращения шпинделя шлифовального круга |
- |
x |
x |
x |
|
5.11 |
Электромагнитная совместимость |
|
|
|
|
|
5.11.1 |
Устойчивость к помехам |
- |
- |
x |
x |
|
5.11.2 |
Уровень помехообразования |
- |
- |
x |
x |
|
Примечания | |||||
|
1 Визуальный контроль допускается использовать для проверки элементов, соответствие требованиям которых можно определять визуально. | |||||
|
2 Проверку технических характеристик/испытания следует проводить для элементов при условии, что они соответствуют всем другим требованиям. | |||||
|
3 Измерения с использованием инструментов проводят для проверки соответствия допускам. | |||||
|
4 Чертежи/расчеты/техническая информация/монтажные схемы необходимо проверять на соответствие конструкции предъявляемым требованиям. | |||||
|
5 Знаком "х" отмечены требования безопасности и/или защитные меры, описанные в разделе 5. | |||||
7.1 Общие положения
Устройства предупредительной сигнализации станка (например, звуковая и световая сигнализации), маркировка (например, знаки, символы) и инструктивные материалы (например, инструкция по эксплуатации) должны соответствовать ЕН 292-2 (раздел 5).
Электрические, гидравлические и пневматические схемы и перечень аппаратуры должны соответствовать ЕН 60204-1, ЕН 982 и ЕН 983.
Требования к маркировке должны соответствовать ЕН 61310-2.
7.2 Руководство по эксплуатации
7.2.1 Общие положения
Руководство по эксплуатации должно содержать, по меньшей мере:
a) наименование и адрес производителя и поставщика, если имеется;
b) год изготовления;
c) модель или ссылочный номер;
d) информацию о процессах шлифования, для которых предназначен шлифовальный станок (см. таблицы 1 и 2). Если станок предназначен для работы в специальном режиме в соответствии с 5.10.4.4, детали такого специального режима должны быть определены;
e) информацию об оснащении шлифовального станка в соответствии с приложением F для шлифования алюминия, магния или других материалов, которые могут стать источником опасности возгорания или взрыва;
f) информацию о годности шлифовального станка для шлифования материалов, которые могут стать источником опасности для здоровья из-за образования вредной пыли;
g) любую необходимую информацию по безопасной установке (состояние пола, обслуживание, вибрация, увлажнение и т.п.);
h) спецификацию всех жидкостей, используемых в гидравлической, смазочной, тормозной или трансмиссионной системах, а также информацию по хранению этих жидкостей;
i) рекомендации по выбору, использованию и хранению СОЖ;
j) требования к мероприятиям перед первым пуском и вводом станка в эксплуатацию;
k) инструкции по безопасной работе, регулированию и ремонту, включая предупреждение о необходимости установки ограждений до начала использования станка;
l) требования к периодичности ремонта, испытанию и контролю шлифовального станка, ограждений и защитных устройств, а также ко всему необходимому оборудованию и специальному инструменту.
Руководство по эксплуатации также должно включать в себя информацию о длительности срока службы прозрачных экранов в ограждениях станка и рабочей зоны:
- поликарбонатные экраны, защищенные с обеих сторон уплотнением по кромкам; срок службы пять лет;
- поликарбонатные экраны, защищенные с одной стороны или незащищенные; срок службы два года;
m) требования к испытаниям или обследованиям, которые необходимо проводить после замены или установки устройств, которые могут повлиять на функции безопасности;
n) информацию по обнаружению и предотвращению возможных нарушений режимов работы;
о) информацию по безопасному оборудованию рабочих мест;
р) информацию по выбору шлифовальных кругов и приспособлений для крепления шлифовальных кругов, информацию по установке и креплению шлифовальных кругов на станке, использованию втулок, первичному использованию новых шлифовальных кругов, их правке (см. приложения В и С). Информация по выбору шлифовальных кругов должна включать в себя предложения по применению малошумных шлифовальных кругов;
q) информацию по выбору ограждений шлифовального круга для различных типоразмеров шлифовальных кругов;
r) информацию по максимально допустимой массе и траектории перемещения шлифовального круга при автоматической загрузке на шлифовальных станках, поставляемых с автоматическими загрузочными устройствами;
s) информацию по контролю и техническому обслуживанию тормозных элементов шпинделя;
t) меры по защите персонала, если с целью проверки нужно снять и/или открыть ограждения, выключив блокировку;
u) информацию о возможных остаточных рисках, вызванных, например:
- шумом (см. 7.2.2),
- вибрациями на станках, управляемых вручную (см. 7.2.3),
- касанием шлифовального круга к обрабатываемой детали при ручной подаче шлифовального круга,
- механическими опасностями в режиме наладки и специальном режиме (см. 5.10.4.3 и 5.10.4.4);
v) информацию о квалификации производственного персонала. Особая квалификация должна требоваться при работе на станках в рабочем режиме - наладка (5.10.4.3) и/или в специальном режиме (5.10.4.4).
Сюда, например, включается информация о следующем:
- ориентации и монтаже деталей или узлов станка;
- наладке, управлении и контроле за работой шлифовального станка;
- выборе и использовании шлифовальных кругов;
- установке и правке шлифовальных кругов;
- регистрации данных по обработке деталей и оптимизации процесса механической обработки;
- особых опасностях и требованиях безопасности;
w) при необходимости, информация по оборудованию для защиты персонала.
7.2.2 Шум
Инструкция должна содержать значения уровня шума станков в соответствии с EH 292-2/A1 (приложение А, пункт 1.7.4). Информацию о методах измерения см. в приложении Е.
Инструкция также должна содержать:
- информацию о звукоизолирующих кабинах и/или режимах работы и ремонта с пониженным уровнем шума или бесшумных;
- информацию о защите слуха персонала, если это необходимо;
- условия монтажа и работы оборудования во время измерений уровня шума;
- позиции рабочих мест, где должны измеряться уровни шума;
- применяемые методы измерения уровня шума;
- критерии представления декларации о шуме (например, ЕН ИСО 4871).
7.2.3 Вибрация
Инструкция для управляемых вручную шлифовальных станков должна содержать информацию, касающуюся вибрации от станков, в соответствии с EH 292-2/A1 (пункт 2.2).
Инструкция также должна содержать:
- информацию о технических мероприятиях по снижению вибрации;
- информацию о персональном защитном оборудовании, если таковое имеется;
- режимы работы станка, на которых надо производить измерение уровня вибрации;
- место установки измерительного датчика во время измерения вибрации;
- применяемые методы измерения вибрации;
- критерии представления декларации о вибрации (например, ЕН 12096).
7.3 Маркировка
Каждый шлифовальный станок должен иметь четкую маркировку:
a) наименование и адрес изготовителя и поставщика, если имеется;
b) год изготовления;
c) наименование станка, модель;
d) ссылочный номер (заводской номер);
e) массу;
f) направление вращения шпинделя шлифовального круга;
g) диапазон частоты вращения шпинделя шлифовального круга;
h) данные по электро-, гидро- и пневмосистемам;
i) максимально допустимые размеры применяемых шлифовальных кругов.
Приложение А
(обязательное)
Ограждения шлифовального круга и рабочей зоны на стационарных
шлифовальных станках
А.1 Общие положения
На стационарных шлифовальных станках при использовании абразивных шлифовальных кругов и кругов из суперабразивов (алмазных кругов и кругов из синтетических, сверхтвердых материалов (СТМ) применяются типы и конфигурации ограждений шлифовальных кругов и рабочей зоны, приведенные ниже.
А.2 Обозначения
|
|
- площадь поперечного сечения сдвига зажимного элемента, мм |
|
|
- площадь поперечного сечения сдвига шейки ослабленного болта, мм |
|
|
- диаметр площади сдвига, мм; |
|
|
- общая энергия вращения шлифовального круга, Дж; |
|
|
- кинетическая энергия поступательного движения фрагмента шлифовального круга, Дж (Н·м); |
|
|
- центробежная энергия вращающегося фрагмента, Дж; |
|
|
- потеря энергии во время удара, Дж; |
|
|
- сила удара, Н; |
|
|
- среднее усилие сдвига, Н; |
|
|
- максимальное усилие сдвига, Н; |
|
|
- коэффициент восстановления при ударе; |
|
|
- длина части ослабленного болта с уменьшенным сечением, мм; |
|
|
- масса шлифовального круга, кг; |
|
|
- масса фрагмента шлифовального круга, кг; |
|
|
- масса ограждения шлифовального круга, кг; |
|
|
- количество зажимных элементов, шт.; |
|
|
- соотношение диаметра отверстия и наружного диаметра шлифовального круга; |
|
|
- предел текучести, Н/мм |
|
|
- предел прочности при растяжении (прочность на разрыв), Н/мм |
|
|
- 0,2% условный предел текучести, Н/мм |
|
|
- абсолютный сдвиг, мм; |
|
|
- сдвиг, мм; |
|
|
- максимальная рабочая скорость, м/с; |
|
|
- энергопоглощающая способность ослабленного болта при растягивающем ударе, Дж; |
|
|
- энергопоглощающая способность |
|
|
- энергопоглощающая способность амортизирующего элемента при ударе, Дж; |
|
|
- количество фрагментов шлифовального круга; |
|
|
- полуугол фрагментов, ...°; |
|
|
- полуугол фрагментов (радианная мера), рад.; |
|
|
- удлинение при разрыве, %; |
|
|
- среднеарифметическое от предела текучести |
|
|
- плотность шлифовального круга, г/см |
|
|
- предел прочности на сдвиг, Н/мм |
А.3 Требования безопасности к ограждениям шлифовального круга и рабочей зоны
А.3.1 Виды ограждений шлифовальных кругов и допустимые углы раскрытия защитных ограждений
А.3.1.1 Общие положения
Ограждения шлифовальных кругов предназначены для сохранения в них фрагментов шлифовального круга в случае его разрушения. Обычно шлифовальный круг полностью окружен ограждением. Допустимый угол раскрытия защитных ограждений различен для различных типов шлифовальных станков и должен обеспечивать доступ только к части шлифовального круга, необходимой для процесса обработки.
А.3.1.2 Ограждения шлифовального круга для плоскошлифовальных и абразивно-отрезных станков
Ограждения шлифовального круга для плоскошлифовальных и абразивно-отрезных станков в соответствии с таблицей 1 (1.4, 1.5, 1.10, 1.11, 1.12 и 1.16) должны охватывать шлифовальный круг с максимальным углом раскрытия 150° (см. рисунок А.1 и А.2).
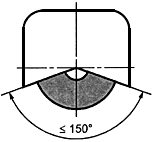
Рисунок А.1
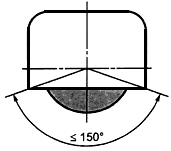
Рисунок А.2
А.3.1.3 Ограждения шлифовальных кругов с максимальными рабочими скоростями ![]() , не превышающими 50 м/с на точильно-шлифовальных станках, работающих периферией круга [см. таблицу 1 (1.13)]
, не превышающими 50 м/с на точильно-шлифовальных станках, работающих периферией круга [см. таблицу 1 (1.13)]
Угол раскрытия защитного ограждения шлифовального круга не должен превышать 90°, угол над осью ![]() не должен превышать 50° (см. рисунок А.3).
не должен превышать 50° (см. рисунок А.3).
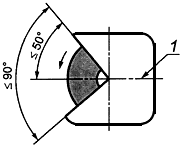
1 - ось ![]()
Рисунок А.3
Ограждения шлифовального круга наружным диаметром ![]() 125 мм должны быть спроектированы таким образом, чтобы при износе шлифовального круга зазор между шлифовальным кругом и ограждением по периферии можно было регулировать так, чтобы он не превышал 5 мм. Примеры см. на рисунках А.4-А.9.
125 мм должны быть спроектированы таким образом, чтобы при износе шлифовального круга зазор между шлифовальным кругом и ограждением по периферии можно было регулировать так, чтобы он не превышал 5 мм. Примеры см. на рисунках А.4-А.9.
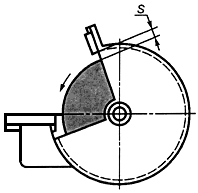
Рисунок А.4
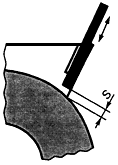
Рисунок А.5
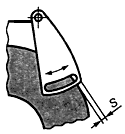
Рисунок А.6
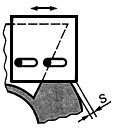
Рисунок А.7
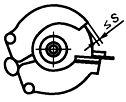
Рисунок А.8
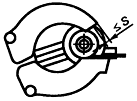
Рисунок А.9
Расстояние между торцами шлифовального круга и ограждением не должно превышать 10 мм (см. рисунок А.10).
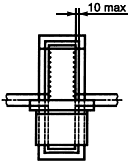
Рисунок А.10
А.3.1.4 Ограждения шлифовальных кругов на точильно-шлифовальных станках, работающих периферией круга с максимальными рабочими скоростями ![]() более 50 м/с [см. таблицу 1 (1.13)]
более 50 м/с [см. таблицу 1 (1.13)]
Точильно-шлифовальные станки, работающие со скоростью ![]() более 50 м/с должны быть оборудованы ограждениями шлифовального круга, состоящими из двух частей: основного ограждения и внутреннего ограждения. При разрушении шлифовального круга внутренние ограждения закрывают отверстие основного ограждения (рисунки А.11 и А.12).
более 50 м/с должны быть оборудованы ограждениями шлифовального круга, состоящими из двух частей: основного ограждения и внутреннего ограждения. При разрушении шлифовального круга внутренние ограждения закрывают отверстие основного ограждения (рисунки А.11 и А.12).
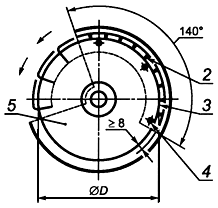
1 - основное ограждение; 2 - стопорящий штырь; 3 - внутренние ограждения; 4 - крепежный винт;
5 - шлифовальный круг
Рисунок А.11
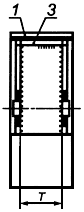
1 - основное ограждение; 3 - внутренние ограждения
Рисунок А.12
Требования к конструкции внутренних ограждений:
U-образный профиль, прикрепленный к внутреннему контуру основного ограждения. Угол охвата должен составлять 140°. При этом шлифовальные круги должны иметь следующие параметры:
![]() 500 мм,
500 мм, ![]() 60 мм;
60 мм;
![]() 600 мм,
600 мм, ![]() 50 мм;
50 мм;
![]() 762 мм,
762 мм, ![]() 40 мм,
40 мм,
где ![]() - диаметр шлифовального круга,
- диаметр шлифовального круга, ![]() - высота шлифовального круга.
- высота шлифовального круга.
На внутренней стороне U-образного профиля внутреннего ограждения должны быть предусмотрены стопорящие штыри.
Внутреннее ограждение должно быть прикреплено к боковым стенкам основного ограждения с помощью крепежных элементов, которые должны иметь малый предел прочности на разрыв.
Толщина стенок ограждения должна быть не менее 3 мм и не более 5 мм.
Выбор материала в соответствии с таблицей А.7.
Внутренние ограждения должны быть спроектированы так, чтобы расстояние между внутренней стороной основного ограждения и наружной стороной внутреннего ограждения составляло 8 мм (рисунок А.11).
А.3.1.5 Ограждения шлифовального круга для торцевого шлифования на точильно-шлифовальных станках [см. таблицу 1 (1.14)]
Ограждения шлифовального круга для шлифовальных кругов прямоугольного профиля с выемкой или без нее должны быть спроектированы таким образом, чтобы открытая зона соответствовала следующим требованиям: ширина открытой зоны выше оси ![]() должна быть не более 0,4
должна быть не более 0,4![]() , ниже оси
, ниже оси ![]() - не более 0,2
- не более 0,2![]() (рисунки А.13 и А.14.)
(рисунки А.13 и А.14.)
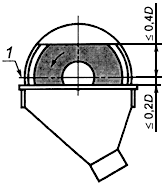
1 - ось ![]()
Рисунок А.13
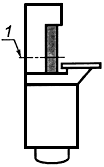
1 - ось ![]()
Рисунок А.14
Для ограждений шлифовального круга при использовании шлифовальных кругов наружным диаметром ![]() не более 200 мм в том случае, когда периферийная часть ограждения выступает за торец шлифовального круга не менее чем на 5 мм, переднее ограждение над осью
не более 200 мм в том случае, когда периферийная часть ограждения выступает за торец шлифовального круга не менее чем на 5 мм, переднее ограждение над осью ![]() не является обязательным (рисунки А.15 и А.16).
не является обязательным (рисунки А.15 и А.16).
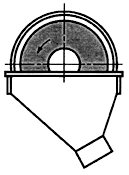
Рисунок А.15
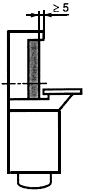
Рисунок А.16
А.3.1.6 Ограждения шлифовальных кругов для внутришлифовальных станков [см. таблицу 1 (1.3)]
Примеры автоматических устройств для защиты от контакта со шлифовальным кругом, например при выходе шлифовального круга из зоны шлифования (см. рисунки А.17-А.20).
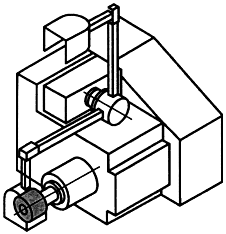
Рисунок А.17
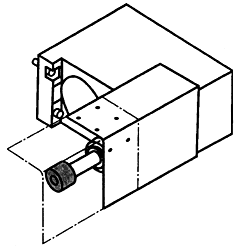
Рисунок А.18
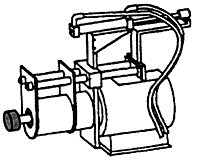
Рисунок А.19
Рисунок А.20
В процессе механической обработки выброс фрагментов разрушаемого шлифовального круга предотвращается ограждением рабочей зоны в соответствии с 5.2.1.2.
А.3.1.7 Ограждения шлифовальных кругов для наружных круглошлифовальных станков [см. таблицу 1 (1.1 и 1.2)]
Общий угол раскрытия ограждения шлифовального круга не должен превышать 180°, в том числе над осью ![]() не должен превышать 60° (рисунок А.21).
не должен превышать 60° (рисунок А.21).
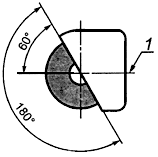
1 - ось ![]()
Рисунок А.21
Ограждения для шлифовальных кругов наружным диаметром ![]() , превышающим 250 мм, должны быть спроектированы так, чтобы при износе шлифовального круга расстояние между кромкой круга и ограждением можно было регулировать до
, превышающим 250 мм, должны быть спроектированы так, чтобы при износе шлифовального круга расстояние между кромкой круга и ограждением можно было регулировать до ![]() 5 мм (рисунки А.5-А.7).
5 мм (рисунки А.5-А.7).
А.3.1.8 Ограждения шлифовальных кругов для торцевого шлифования на плоскошлифовальных станках [см. таблицу 1 (1.6 и 1.7)]
Для перемещаемых регулируемых ограждений шлифовальных кругов зазор между периферией шлифовального круга, закрепленного на планшайбе, и внутренней поверхностью ограждения должен быть не более 12,5 мм. Открытая (незащищенная) толщина шлифовального круга ![]() , выступающая от перемещаемого регулируемого ограждения шлифовального круга, должна быть:
, выступающая от перемещаемого регулируемого ограждения шлифовального круга, должна быть:
![]() для
для ![]() мм,
мм,![]() для
для ![]() мм.
мм.
См. рисунок А.22.
1 - регулируемая часть ограждения; 2 - планшайба; 3 - шлифовальный круг
Рисунок А.22
А.3.1.9 Ограждения шлифовальных кругов для торцевого шлифования на двушпиндельных торцешлифовальных станках [см. таблицу 1 (1.8)]
Ограждения шлифовальных кругов для двухшпиндельных торцешлифовальных станков должны полностью перекрывать рабочую зону, за исключением отверстий для загрузки и выгрузки деталей (рисунки А.23 и А.24).
Рисунок А.23
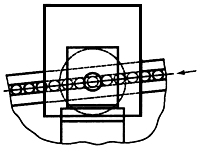
Рисунок А.24
А.3.1.10 Ограждения шлифовальных кругов для заточных станков [см. таблицу 1 (1.9)]
Тип применяемого ограждения шлифовального круга следует выбирать в зависимости от типа и положения шлифовального круга, а также выполняемой операции.
Угол раскрытия ограждения шлифовального круга не должен превышать 180°. При этом ограждение должно перекрывать всю толщину шлифовального круга (рисунки А.25 и А.26).
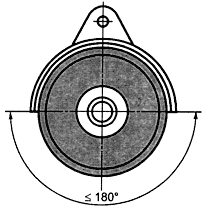
Рисунок А.25
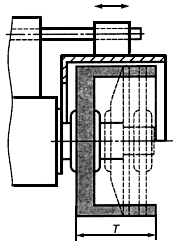
Рисунок А.26
А.3.1.11 Ограждения шлифовальных кругов для подвесных обдирочно-шлифовальных станков и подвесных абразивно-отрезных станков [см. таблицу 1 (1.15)]
Угол раскрытия ограждения шлифовального круга не должен превышать 160° (рисунок А.27).
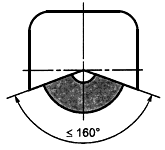
Рисунок А.27
А.3.2 Толщина и материал стенок
А.3.2.1 Общие положения
Ограждения шлифовальных кругов должны иметь размеры, указанные в таблицах А.1-А.6, в зависимости от используемого материала (см. таблицу А.7). Толщина стенок, определенная в зависимости от размеров шлифовальных кругов и максимальной рабочей скорости шлифовального круга, указанная в таблицах А.1-А.6, принимается в качестве минимальной.
Если шлифовальный станок предназначен для использования различных типоразмеров шлифовальных кругов или различных максимальных скоростей резания, размеры ограждения шлифовального круга должны всегда выбираться исходя из ожидаемой максимальной энергии осколков шлифовального круга при его разрушении.
Для сборных шлифовальных кругов толщину стенок ограждения следует выбирать исходя из ожидаемой максимальной энергии суммы всех используемых сегментов.
Принципы определения толщин стенок ограждений определены в разделе А.4. Для размеров шлифовальных кругов и максимальных скоростей резания, не перечисленных в таблице А.1-А.6, толщина стенки ограждения должна быть не менее 1,5 мм.
При применении размеров шлифовальных кругов и максимальных скоростей резания с ожидаемой энергией фрагментов большей, чем указано в таблицах А.1-А.6, конструктор должен подходить к проектированию ограждений индивидуально. В этом случае конструкция ограждения также должна обеспечивать поглощение дополнительной энергии элементов разрушаемого шлифовального круга внутри ограждения.
А.3.2.2 Толщины стенок
Таблица А.1 - Толщины стенок ограждений, изготовленных из стального листа для шлифовальных кругов, кроме отрезных кругов
Размеры в миллиметрах
|
Мате- |
Макси- |
Высота шлифо- |
Наружный диаметр шлифовального круга | ||||||||||||||||||||||||
|
|
|
|
125 |
200 |
315 |
406 |
508 |
610 |
762 |
914 |
1067 |
1250 | |||||||||||||||
|
|
|
|
Минимальная толщина стенки | ||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
1; 2; 3 |
32 |
25 |
1,5 |
1,5 |
2,5 |
2 |
3 |
2,5 |
4 |
3 |
4,5 |
3,5 |
5 |
4 |
6 |
4,5 |
7 |
5 |
8 |
6 |
8,5 |
6,5 | |||||
|
|
|
50 |
2 |
1,5 |
3 |
2 |
4 |
3 |
5 |
3,5 |
6 |
4,5 |
6,5 |
5 |
8 |
6 |
9 |
6,5 |
10 |
7,5 |
11 |
8,5 | |||||
|
|
|
100 |
2,5 |
2 |
4 |
3 |
5 |
4 |
6,5 |
5 |
7,5 |
5,5 |
8,5 |
6,5 |
10 |
7,5 |
11,5 |
8,5 |
13 |
10 |
14,5 |
11 | |||||
|
|
|
160 |
3 |
2,5 |
4,5 |
3,5 |
6 |
4,5 |
7,5 |
5,5 |
9 |
6,5 |
10 |
7,5 |
12 |
9 |
13,5 |
10,5 |
15 |
11,5 |
17 |
13 | |||||
|
|
|
200 |
3,5 |
2,5 |
5 |
3,5 |
7 |
5 |
8 |
6 |
9,5 |
7 |
11 |
8 |
13 |
10 |
15 |
11 |
16,5 |
12,5 |
18,5 |
14 | |||||
|
|
|
250 |
4 |
3 |
5,5 |
4 |
7,5 |
5,5 |
9 |
6,5 |
10,5 |
8 |
12 |
9 |
14 |
10,5 |
16 |
12 |
18 |
13,5 |
|
| |||||
|
|
|
315 |
|
|
|
|
8 |
6 |
10 |
7 |
11,5 |
8,5 |
13 |
10 |
15,5 |
11,5 |
17,5 |
13 |
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
10,5 |
8 |
12,5 |
9,5 |
14 |
10,5 |
17 |
12,5 |
19 |
14,5 |
|
|
|
| |||||
|
|
|
500 |
|
|
|
|
|
|
|
|
13,5 |
10 |
15,5 |
11,5 |
18 |
13,5 |
|
|
|
|
|
| |||||
|
|
|
600 |
|
|
|
|
|
|
|
|
15,5 |
12 |
16,5 |
12,5 |
19,5 |
14,5 |
|
|
|
|
|
| |||||
|
|
40 |
25 |
2,0 |
1,5 |
2,5 |
2 |
3,5 |
3 |
4,5 |
3,5 |
5,5 |
4 |
6 |
4,5 |
7 |
5,5 |
8 |
6 |
9 |
7 |
10,5 |
7,5 | |||||
|
|
|
50 |
2,5 |
2 |
3,5 |
2,5 |
5 |
3,5 |
6 |
4,5 |
7 |
5 |
8 |
6 |
9 |
7 |
10,5 |
8 |
12 |
9 |
13 |
10 | |||||
|
|
|
100 |
3 |
2,5 |
4,5 |
3,5 |
6 |
4,5 |
7,5 |
5,5 |
9 |
6,5 |
10 |
7,5 |
12 |
9 |
13,5 |
10 |
15 |
11,5 |
17 |
13 | |||||
|
|
|
160 |
3,5 |
3 |
5 |
4 |
7 |
5,5 |
9 |
6,5 |
10,5 |
8 |
12 |
9 |
14 |
10,5 |
16 |
12 |
18 |
13,5 |
20,5 |
15 | |||||
|
|
|
200 |
4 |
3 |
5,5 |
4,5 |
8 |
6 |
9,5 |
7 |
11,5 |
8,5 |
13 |
10 |
15,5 |
11,5 |
17,5 |
13 |
19,5 |
14,5 |
22 |
16,5 | |||||
|
|
|
250 |
4,5 |
3,5 |
6 |
5 |
8,5 |
6,5 |
10,5 |
8 |
12,5 |
9 |
14 |
10,5 |
16,5 |
12,5 |
19 |
14,5 |
21,5 |
16 |
|
| |||||
|
|
|
315 |
|
|
|
|
9,5 |
7 |
11,5 |
8,5 |
13,5 |
10 |
15,5 |
11,5 |
18 |
13,5 |
20,5 |
15,5 |
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
12,5 |
9,5 |
14,5 |
11 |
17 |
12,5 |
20 |
15 |
22,5 |
17 |
|
|
|
| |||||
|
|
|
500 |
|
|
|
|
|
|
|
|
16 |
12 |
18 |
13,5 |
21,5 |
16 |
|
|
|
|
|
| |||||
|
|
|
600 |
|
|
|
|
|
|
|
|
17 |
12,5 |
19,5 |
14,5 |
23 |
17 |
|
|
|
|
|
| |||||
|
|
50 |
25 |
2,5 |
1,5 |
3 |
2,5 |
4,5 |
3,0 |
5 |
3,5 |
6 |
4,5 |
7 |
5,5 |
8,5 |
6,5 |
9,5 |
7 |
11 |
8 |
12 |
9 | |||||
|
|
|
50 |
3 |
2 |
4 |
3 |
5,5 |
4,5 |
7 |
5 |
8 |
6 |
9 |
7 |
11 |
8 |
12,5 |
9,5 |
14 |
10,5 |
15,5 |
11,5 | |||||
|
|
|
100 |
3,5 |
2,5 |
5 |
4 |
7,5 |
5,5 |
9 |
6,5 |
10,5 |
8 |
12 |
9 |
14 |
10,5 |
16 |
12 |
18 |
13,5 |
20 |
15 | |||||
|
|
|
160 |
4,5 |
3 |
6 |
4,5 |
8,5 |
6,5 |
10,5 |
8 |
12,5 |
9 |
14 |
10,5 |
16,5 |
12,5 |
19 |
14 |
21,5 |
16 |
24 |
18 | |||||
|
|
|
200 |
5 |
3,5 |
6,5 |
5 |
9,5 |
7 |
11,5 |
8,5 |
13,5 |
10 |
15,5 |
11,5 |
18 |
13,5 |
20,5 |
15,5 |
23 |
17,5 |
26 |
19,5 | |||||
|
|
|
250 |
5 |
4 |
7 |
5,5 |
10 |
7,5 |
12 |
9 |
14,5 |
11 |
16,5 |
12,5 |
19,5 |
14,5 |
22,5 |
17 |
25 |
19 |
|
| |||||
|
|
|
315 |
|
|
|
|
11 |
8,5 |
13,5 |
10 |
15,5 |
12 |
18 |
13,5 |
21,5 |
16 |
24,5 |
18,5 |
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
14,5 |
11 |
17 |
13 |
20 |
15 |
23,5 |
17,5 |
26,5 |
20 |
|
|
|
| |||||
|
|
|
500 |
|
|
|
|
|
|
|
|
18,5 |
14 |
21,5 |
16 |
25,5 |
19 |
|
|
|
|
|
| |||||
|
|
|
600 |
|
|
|
|
|
|
|
|
20 |
15 |
23 |
17 |
27 |
20 |
|
|
|
|
|
| |||||
|
|
63 |
25 |
2,5 |
2 |
3,5 |
3 |
5 |
4 |
6 |
4,5 |
7,5 |
5,5 |
8,5 |
6,5 |
10 |
7,5 |
11,5 |
8,5 |
12,5 |
9,5 |
14,5 |
11 | |||||
|
|
|
50 |
3,5 |
2,5 |
5 |
3,5 |
6,5 |
5 |
8 |
6 |
9,5 |
7 |
11 |
8 |
13 |
9,5 |
14,5 |
11 |
16,5 |
12,5 |
18,5 |
14 | |||||
|
|
|
100 |
4,5 |
3,5 |
6 |
4,5 |
8,5 |
6,5 |
10,5 |
8 |
12 |
9 |
14 |
10,5 |
16,5 |
12,5 |
19 |
14 |
21 |
16 |
24 |
18 | |||||
|
|
|
160 |
5 |
4 |
7 |
5,5 |
10 |
7,5 |
12,5 |
9 |
14,5 |
11 |
16,5 |
12,5 |
19,5 |
15 |
22,5 |
17 |
25 |
19 |
28,5 |
21,5 | |||||
|
|
|
200 |
5,5 |
4,5 |
8 |
6 |
11 |
8,5 |
13,5 |
10 |
16 |
12 |
18 |
13,5 |
21,5 |
16 |
24,5 |
18,5 |
27,5 |
20,5 |
|
| |||||
|
|
|
250 |
6 |
4,5 |
8,5 |
6,5 |
12 |
9 |
14,5 |
11 |
17 |
13 |
20 |
15 |
23 |
17,5 |
26,5 |
20 |
|
|
|
| |||||
|
|
|
315 |
|
|
|
|
13 |
10 |
16 |
12 |
18,5 |
14 |
21,5 |
16 |
25,5 |
19 |
|
|
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
17,5 |
13 |
20,5 |
15 |
23,5 |
17,5 |
27,5 |
20,5 |
|
|
|
|
|
| |||||
|
|
|
500 |
|
|
|
|
|
|
|
|
22 |
16,5 |
25,5 |
19 |
|
|
|
|
|
|
|
| |||||
|
|
|
600 |
|
|
|
|
|
|
|
|
23,5 |
17,5 |
27 |
20 |
|
|
|
|
|
|
|
| |||||
|
|
80 |
25 |
3 |
2,5 |
4,5 |
3,5 |
6 |
4,5 |
7,5 |
5,5 |
9 |
6,5 |
10 |
7,5 |
12 |
9 |
13,5 |
10 |
15 |
11,5 |
17 |
13 | |||||
|
|
|
50 |
4 |
3 |
5,5 |
4 |
8 |
6 |
9,5 |
7 |
11,5 |
8,5 |
13 |
10 |
15,5 |
11,5 |
17,5 |
13 |
19,5 |
14,5 |
22 |
16,5 | |||||
|
|
|
100 |
5 |
4 |
7,5 |
5,5 |
10,5 |
7,5 |
12,5 |
9 |
14,5 |
11 |
17 |
12,5 |
20 |
15 |
22,5 |
17 |
25,5 |
19 |
28,5 |
21,5 | |||||
|
|
|
160 |
6 |
4,5 |
8,5 |
6,5 |
12 |
9 |
14,5 |
11 |
17,5 |
13 |
20 |
15,5 |
23,5 |
17,5 |
27 |
20 |
|
|
|
| |||||
|
|
|
200 |
6,5 |
5 |
9,5 |
7 |
13 |
10 |
16 |
12 |
19 |
14 |
21,5 |
16,5 |
25,5 |
18 |
|
|
|
|
|
| |||||
|
|
|
250 |
7,5 |
5,5 |
10,5 |
7,5 |
14,5 |
11 |
17,5 |
13 |
20,5 |
15 |
23,5 |
17,5 |
28 |
21 |
|
|
|
|
|
| |||||
|
|
|
315 |
|
|
|
|
15,5 |
11,5 |
19 |
14 |
22 |
16,5 |
25,5 |
19 |
|
|
|
|
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
20,5 |
15,5 |
24,5 |
18 |
28 |
21 |
|
|
|
|
|
|
|
| |||||
|
|
100 |
25 |
3,5 |
3 |
5 |
4 |
7,5 |
5,5 |
9 |
6,5 |
10,5 |
7,5 |
12 |
9 |
14 |
10,5 |
16 |
12 |
18 |
13,5 |
20 |
15 | |||||
|
|
|
50 |
4,5 |
3,5 |
6,5 |
5 |
9,5 |
7 |
11,5 |
8,5 |
13,5 |
10 |
15,5 |
11,5 |
18 |
13,5 |
20,5 |
15,5 |
23 |
17,5 |
26 |
19,5 | |||||
|
|
|
100 |
6 |
4,5 |
8,5 |
6,5 |
12 |
9 |
14,5 |
11 |
17 |
13 |
20 |
15 |
23,5 |
17,5 |
26,5 |
20 |
|
|
|
| |||||
|
|
|
160 |
7,5 |
5,5 |
10,5 |
7,5 |
14,5 |
11 |
17,5 |
13 |
20,5 |
15 |
23,5 |
17,5 |
27,5 |
21 |
|
|
|
|
|
| |||||
|
|
|
200 |
8 |
6 |
11 |
8,5 |
15,5 |
11,5 |
19 |
14 |
22 |
16,5 |
25,5 |
19 |
|
|
|
|
|
|
|
| |||||
|
|
125 |
25 |
4,5 |
3 |
6 |
4,5 |
8,5 |
6,5 |
10,5 |
7,5 |
12 |
9 |
14 |
10,5 |
16,5 |
12,5 |
19 |
14 |
|
|
|
| |||||
|
|
|
50 |
5,5 |
4 |
8 |
6 |
11 |
8 |
13,5 |
10 |
15,5 |
12 |
18 |
13,5 |
21,5 |
16 |
24,5 |
18,5 |
|
|
|
| |||||
|
|
|
100 |
7 |
5,5 |
10 |
7,5 |
14 |
10,5 |
17 |
13 |
20 |
15 |
23,5 |
17,5 |
27,5 |
21 |
|
|
|
|
|
| |||||
|
|
|
160 |
8,5 |
6,5 |
12 |
9 |
17 |
12,5 |
20,5 |
15 |
24 |
18 |
27,5 |
21 |
|
|
|
|
|
|
|
| |||||
|
| |||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||
Таблица А.2 - Толщина стенок ограждения, изготовленных из литой углеродистой стали для шлифовальных кругов, кроме отрезных
Размеры в миллиметрах
|
Мате- |
Макси- |
Высота шлифо- |
Наружный диаметр шлифовального круга | ||||||||||||||||||||||||
|
|
|
|
125 |
200 |
315 |
406 |
508 |
610 |
762 |
914 |
1067 |
1250 | |||||||||||||||
|
|
|
|
Минимальная толщина стенки | ||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
4 |
32 |
25 |
2,5 |
2 |
3 |
2,5 |
4,5 |
3,5 |
5,5 |
4 |
6,5 |
5 |
7,5 |
5,5 |
8,5 |
6,5 |
10 |
7,5 |
11 |
8,5 |
12,5 |
9,5 | |||||
|
|
|
50 |
3 |
2,5 |
4 |
3 |
6 |
4,5 |
7 |
5 |
8 |
6 |
9,5 |
7 |
11 |
8,5 |
12,5 |
9,5 |
14 |
10,5 |
16 |
12 | |||||
|
|
|
100 |
4 |
3 |
5,5 |
4 |
7,5 |
5,5 |
9 |
6,5 |
10,5 |
8 |
12 |
9 |
14,5 |
11 |
16,5 |
12 |
18,5 |
14 |
20,5 |
15,5 | |||||
|
|
|
160 |
4,5 |
3,5 |
6,5 |
4,5 |
9 |
6,5 |
10,5 |
8 |
12,5 |
9,5 |
14,5 |
11 |
17 |
13 |
19,5 |
14,5 |
22 |
16,5 |
24,5 |
18,5 | |||||
|
|
|
200 |
5 |
3,5 |
7 |
5 |
9,5 |
7 |
11,5 |
8,5 |
13,5 |
10 |
15,5 |
12 |
18,5 |
14 |
21 |
16 |
23,5 |
18 |
26,5 |
20 | |||||
|
|
|
250 |
5,5 |
4 |
7,5 |
6 |
10,5 |
S* |
12,5 |
9,5 |
15 |
11 |
17 |
13 |
20 |
15 |
23 |
17 |
25,5 |
19,5 |
|
| |||||
|
|
|
315 |
|
|
|
|
11,5 |
8,5 |
13,5 |
10,5 |
16 |
12 |
18,5 |
14 |
22 |
16,5 |
25 |
19 |
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
15 |
11 |
17,5 |
13 |
20 |
15 |
24 |
18 |
27 |
20,5 |
|
|
|
| |||||
|
|
|
500 |
|
|
|
|
|
|
|
|
19 |
14 |
22 |
16,5 |
26 |
19,5 |
|
|
|
|
|
| |||||
|
|
|
600 |
|
|
|
|
|
|
|
|
20,5 |
15,5 |
23,5 |
17,5 |
27,5 |
21 |
|
|
|
|
|
| |||||
|
|
40 |
25 |
3 |
2 |
4 |
3 |
5,5 |
4 |
6,5 |
5 |
7,5 |
5,5 |
8,5 |
6,5 |
10 |
7,5 |
11,5 |
8,5 |
13 |
10 |
14,5 |
11 | |||||
|
|
|
50 |
3,5 |
2,5 |
5 |
3,5 |
7 |
5 |
8 |
6 |
9,5 |
7 |
11 |
8,5 |
13 |
10 |
15 |
11 |
16,5 |
12,5 |
19 |
14 | |||||
|
|
|
100 |
4,5 |
3,5 |
6,5 |
4,5 |
9 |
6,5 |
10,5 |
8 |
12,5 |
9,5 |
14,5 |
11 |
17 |
12,5 |
19 |
14,5 |
21,5 |
16 |
24,5 |
18 | |||||
|
|
|
160 |
5 |
4 |
7,5 |
5,5 |
10,5 |
8 |
12,5 |
9,5 |
15 |
11 |
17 |
13 |
20 |
15 |
23 |
17 |
25,5 |
19,5 |
29 |
21,5 | |||||
|
|
|
200 |
5,5 |
4,5 |
8 |
6 |
11 |
8,5 |
13,5 |
10 |
16 |
12 |
18,5 |
14 |
22 |
16,5 |
25 |
18,5 |
28 |
21 |
31,5 |
23,5 | |||||
|
|
|
250 |
6 |
4,5 |
9 |
6,5 |
12 |
9 |
14,5 |
11 |
17,5 |
13 |
20 |
15 |
23,5 |
17,5 |
27 |
20 |
30,5 |
22,5 |
|
| |||||
|
|
|
315 |
|
|
|
|
13 |
10 |
16 |
12 |
19 |
14 |
22 |
16,5 |
25,5 |
19,5 |
29,5 |
22 |
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
17,5 |
13 |
20,5 |
15,5 |
24 |
18 |
28 |
21 |
32 |
24 |
|
|
|
| |||||
|
|
|
500 |
|
|
|
|
|
|
|
|
22,5 |
17 |
26 |
19,5 |
30,5 |
23 |
|
|
|
|
|
| |||||
|
|
|
600 |
|
|
|
|
|
|
|
|
24 |
18 |
27,5 |
21 |
32,5 |
24,5 |
|
|
|
|
|
| |||||
|
|
50 |
25 |
3 |
2,5 |
4,5 |
3,5 |
6,0 |
4,5 |
7,5 |
5,5 |
9 |
6,5 |
10 |
7,5 |
12 |
9 |
13,5 |
10,5 |
15,5 |
11,5 |
17 |
13 | |||||
|
|
|
50 |
4 |
3 |
6 |
4 |
8 |
6 |
9,5 |
7,5 |
11,5 |
8,5 |
13 |
10 |
15,5 |
11,5 |
17,5 |
13 |
20 |
15 |
22 |
16,5 | |||||
|
|
|
100 |
5 |
4 |
7,5 |
5,5 |
10,5 |
8 |
12,5 |
9,5 |
14,5 |
11 |
17 |
12,5 |
20 |
15 |
22,5 |
17 |
25,5 |
19 |
28,5 |
21,5 | |||||
|
|
|
160 |
6 |
4,5 |
9 |
6,5 |
12,5 |
9 |
15 |
11 |
17,5 |
13 |
20 |
15 |
23,5 |
18 |
27 |
20 |
30 |
22,5 |
34 |
25,5 | |||||
|
|
|
200 |
6,5 |
5 |
9,5 |
7 |
13,5 |
10 |
16 |
12 |
19 |
14 |
22 |
16,5 |
25,5 |
19 |
29 |
22 |
33 |
24,5 |
37 |
27,5 | |||||
|
|
|
250 |
7,5 |
5,5 |
10,5 |
8 |
14,5 |
11 |
17,5 |
13 |
20,5 |
15,5 |
23,5 |
18 |
28 |
21 |
32 |
24 |
36 |
27 |
|
| |||||
|
|
|
315 |
|
|
|
|
15,5 |
12 |
19 |
14 |
22,5 |
17 |
25,5 |
19 |
30 |
22,5 |
34,5 |
26 |
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
20,5 |
15,5 |
24,5 |
18,5 |
28 |
21 |
33 |
25 |
38 |
28,5 |
|
|
|
| |||||
|
|
|
500 |
|
|
|
|
|
|
|
|
26,5 |
20 |
30,5 |
23 |
36 |
27 |
|
|
|
|
|
| |||||
|
|
|
600 |
|
|
|
|
|
|
|
|
28 |
21 |
32,5 |
24,5 |
38,5 |
29 |
|
|
|
|
|
| |||||
|
|
63 |
25 |
4 |
3 |
5 |
4 |
7,5 |
5,5 |
9 |
6,5 |
10,5 |
8 |
12 |
9 |
14 |
10,5 |
16 |
12 |
18 |
13,5 |
20,5 |
15,5 | |||||
|
|
|
50 |
5 |
4 |
7 |
5 |
9,5 |
7 |
11,5 |
8,5 |
13,5 |
10 |
15,5 |
11,5 |
18 |
13,5 |
21 |
15,5 |
23,5 |
17,5 |
26,5 |
20 | |||||
|
|
|
100 |
6 |
4,5 |
9 |
6,5 |
12 |
9 |
14,5 |
11 |
17,5 |
13 |
20 |
15 |
23,5 |
17,5 |
27 |
20 |
30 |
22,5 |
34 |
25,5 | |||||
|
|
|
160 |
7,5 |
5,5 |
10,5 |
8 |
14,5 |
11 |
17,5 |
13 |
20,5 |
15,5 |
24 |
18 |
28 |
21 |
32 |
24 |
36 |
27 |
|
| |||||
|
|
|
200 |
8 |
6 |
11,5 |
8,5 |
16 |
12 |
19 |
14,5 |
22,5 |
17 |
26 |
19,5 |
30,5 |
23 |
35 |
26 |
39 |
29 |
|
| |||||
|
|
|
250 |
|
|
12,5 |
9 |
17 |
13 |
20,5 |
15,5 |
24,5 |
18,5 |
28 |
21 |
33 |
25 |
38 |
28,5 |
|
|
|
| |||||
|
|
|
315 |
|
|
|
|
18,5 |
14 |
22,5 |
17 |
26,5 |
20 |
30,5 |
23 |
36 |
27 |
|
|
|
|
|
| |||||
|
|
|
400 |
|
|
|
|
|
|
24,5 |
18,5 |
29 |
21,5 |
33,5 |
25 |
39,5 |
29,5 |
|
|
|
|
|
| |||||
|
|
|
500 |
|
|
|
|
|
|
|
|
31,5 |
23,5 |
36 |
27 |
|
|
|
|
|
|
|
| |||||
|
|
|
600 |
|
|
|
|
|
|
|
|
33,5 |
25 |
39 |
29 |
|
|
|
|
|
|
|
| |||||
|
_______________ | |||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||
Таблица А.3 - Толщина стенок ограждения из чугуна с шаровидным графитом для шлифовальных кругов, кроме отрезных
Размеры в миллиметрах
|
Материал |
Максимальная рабочая скорость |
Высота шлифовального круга |
Наружный диаметр шлифовального круга | ||||||||||||||||
|
|
|
|
125 |
200 |
315 |
406 |
508 |
610 | |||||||||||
|
|
|
|
Минимальная толщина стенки | ||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
5 |
32 |
25 |
3,5 |
3 |
5 |
4 |
7 |
5,5 |
8,5 |
6,5 |
10 |
7,5 |
12 |
9 | |||||
|
|
|
50 |
4,5 |
3,5 |
6,5 |
5 |
9 |
7 |
11 |
8,5 |
13 |
10 |
15 |
11,5 | |||||
|
|
|
100 |
6 |
4,5 |
8,5 |
6,5 |
12 |
9 |
14,5 |
11 |
17 |
13 |
19,5 |
14,5 | |||||
|
|
|
160 |
7 |
5,5 |
10 |
7,5 |
14 |
10,5 |
17 |
13 |
20 |
15 |
23 |
17,5 | |||||
|
| |||||||||||||||||||
|
| |||||||||||||||||||
|
| |||||||||||||||||||
Таблица А.4 - Толщина стенок ограждения из алюминиевых сплавов для шлифовальных кругов, кроме отрезных
Размеры в миллиметрах
|
Мате- риал |
Макси- |
Высота шлифоваль- |
Наружный диаметр шлифовального круга | |||||||||
|
|
|
|
125 |
200 |
315 |
406 |
508 | |||||
|
|
|
|
Минимальная толщина стенки | |||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
40 |
10 |
2,5 |
2 |
3 |
2,5 |
4,5 |
3,5 |
5,5 |
4 |
6,5 |
5 |
|
|
|
20 |
3 |
2,5 |
4 |
3 |
6 |
4,5 |
7 |
5,5 |
8,5 |
6,5 |
|
|
|
32 |
3,5 |
2,5 |
5 |
3,5 |
7 |
5,5 |
8,5 |
6,5 |
10 |
7,5 |
|
|
50 |
10 |
3 |
2 |
4 |
3 |
5,5 |
4 |
6,5 |
5 |
7,5 |
6 |
|
|
|
20 |
3,5 |
2,5 |
5 |
3,5 |
7 |
5,5 |
8,5 |
6,5 |
10 |
7,5 |
|
|
|
32 |
4 |
3 |
6 |
4,5 |
8,5 |
6,5 |
10 |
7,5 |
12 |
9 |
|
|
63 |
10 |
3 |
2,5 |
4,5 |
3,5 |
6,5 |
5 |
7,5 |
6 |
9 |
7 |
|
|
|
20 |
4 |
3 |
6 |
4,5 |
8,5 |
6,5 |
10 |
7,5 |
12 |
9 |
|
|
|
32 |
5 |
3,5 |
7 |
5,5 |
10 |
7,5 |
12 |
9 |
14 |
10,5 |
|
7 |
32 |
10 |
5 |
4 |
7 |
5,5 |
10 |
7,5 |
12 |
9 |
14 |
11 |
|
|
|
20 |
6,5 |
5 |
9 |
7 |
13 |
10 |
15,5 |
11,5 |
18,5 |
14 |
|
|
|
32 |
8 |
6 |
11 |
8 |
15,5 |
11,5 |
18,5 |
14 |
22 |
16,5 |
|
|
40 |
10 |
6 |
4,5 |
8,5 |
6,5 |
12 |
9 |
14 |
11 |
17 |
12,5 |
|
|
|
20 |
7,5 |
6 |
11 |
8 |
15 |
11 |
18,5 |
14 |
21,5 |
16 |
|
|
|
32 |
9 |
7 |
13 |
9,5 |
18 |
13,5 |
22 |
16 |
26 |
19 |
|
| ||||||||||||
|
| ||||||||||||
|
| ||||||||||||
Таблица А.5 - Толщина стенок стального ограждения для отрезных кругов
Размеры в миллиметрах
|
Мате- |
Размеры отрезных кругов | |||||||||||||||||||||||||||
|
|
Наружный диаметр |
150 |
250 |
350 |
500 |
600 |
800 |
1000 |
1250 |
1500 |
1800 | |||||||||||||||||
|
|
Диаметр отверстия |
16 |
32 |
32 |
40 |
60 |
60 |
100 |
100 |
127 |
203,2 | |||||||||||||||||
|
|
Высота Т |
3,2 |
4 |
4 |
6 |
8 |
10 |
13 |
16 |
16 |
20 | |||||||||||||||||
|
|
Макси- |
Минимальная толщина стенки | ||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
1; 2; 3 |
63 |
1,5 |
1,5 |
2 |
1,5 |
3 |
2 |
4 |
3 |
5,5 |
4 |
7 |
5,5 |
95* |
7 |
12 |
9 |
13,5 |
10 |
17 |
13 | |||||||
|
|
80 |
1,5 |
1,5 |
2,5 |
2 |
3,5 |
2,5 |
5 |
4 |
6,5 |
5 |
8,5 |
6,5 |
11 |
85* |
14 |
10,5 |
16 |
12 |
20 |
15 | |||||||
|
|
100 |
2 |
1,5 |
3 |
2,5 |
4 |
3 |
6 |
4,5 |
7,5 |
5,5 |
10 |
7,5 |
13,5 |
10 |
16,5 |
12,5 |
19 |
14,5 |
24 |
18 | |||||||
|
4 |
63 |
2 |
1,5 |
3 |
2,5 |
4 |
3 |
6 |
4,5 |
8 |
5,5 |
10,5 |
8 |
13,5 |
10 |
17 |
13 |
19,5 |
15 |
24,5 |
18 | |||||||
|
|
80 |
2,5 |
2 |
4 |
3 |
5 |
3,5 |
7 |
5,5 |
9 |
7 |
12,5 |
9,5 |
16 |
12 |
20 |
15 |
23 |
17,5 |
29 |
22 | |||||||
|
|
100 |
3 |
2 |
4,5 |
3,5 |
5,5 |
4 |
8,5 |
6,5 |
10,5 |
8 |
14,5 |
11 |
19 |
14 |
24 |
18 |
27,5 |
20,5 |
34 |
25,5 | |||||||
|
________________ | ||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||
Таблица А.6 - Толщина стенок стального ограждения для шлифовальных кругов из суперабразивов со стальными или алюминиевыми корпусами
Размеры в миллиметрах
|
Мате- |
Макси- |
Высота шлифо- |
Наружный диаметр шлифовального круга | |||||||||||||||||
|
|
|
|
150 |
200 |
300 |
400 |
500 |
600 |
750 | |||||||||||
|
|
|
|
Минимальная толщина стенки | |||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
1; 2; 3 |
50 |
20 |
2,5 |
2 |
3 |
2 |
3 |
2,5 |
3,5 |
2,5 |
4 |
3 |
4 |
3 |
4,5 |
3,5 | ||||
|
|
|
40 |
3 |
2,5 |
3,5 |
2,5 |
4 |
3 |
4,5 |
3,5 |
5 |
3,5 |
5,5 |
4 |
6 |
4,5 | ||||
|
|
63 |
20 |
3 |
2 |
3 |
2,5 |
4 |
3 |
4 |
3 |
4,5 |
3,5 |
5 |
4 |
5,5 |
4 | ||||
|
|
|
40 |
3,5 |
3 |
4 |
3 |
5 |
3,5 |
5,5 |
4 |
6 |
4,5 |
6,5 |
5 |
7 |
5 | ||||
|
|
80 |
20 |
3,5 |
2,5 |
4 |
3 |
4,5 |
3,5 |
5 |
4 |
5,5 |
4 |
6 |
4,5 |
6,5 |
5 | ||||
|
|
|
40 |
4,5 |
3,5 |
5 |
4 |
6 |
4,5 |
6,5 |
5 |
7 |
5,5 |
7,5 |
5,5 |
8,5 |
6 | ||||
|
|
100 |
20 |
4 |
3 |
4,5 |
3,5 |
5 |
4 |
6 |
4,5 |
6,5 |
5 |
7 |
5 |
7,5 |
5,5 | ||||
|
|
|
40 |
5 |
4 |
6 |
4,5 |
7 |
5 |
7,5 |
5,5 |
8,5 |
6 |
9 |
6,5 |
9,5 |
7 | ||||
|
|
125 |
20 |
5 |
3,5 |
5,5 |
4 |
6,5 |
4,5 |
7 |
5 |
7,5 |
6 |
а* |
6 |
9 |
6,5 | ||||
|
|
|
40 |
6 |
4,5 |
7 |
5 |
8 |
6 |
9 |
6,5 |
10 |
7,5 |
10,5 |
8 |
11,5 |
8,5 | ||||
|
|
140 |
20 |
5 |
4 |
6 |
4,5 |
7 |
5 |
7,5 |
5,5 |
8 |
6 |
9 |
6,5 |
10 |
7 | ||||
|
|
|
40 |
6,5 |
5 |
7,5 |
5,5 |
9 |
6,5 |
10 |
7,5 |
10,5 |
8 |
11,5 |
8,5 |
12,5 |
9,5 | ||||
|
|
160 |
20 |
5,5 |
4 |
6,5 |
4,5 |
7,5 |
5,5 |
8,5 |
6 |
9 |
7 |
9,5 |
7,5 |
10,5 |
8 | ||||
|
|
|
40 |
7,5 |
5,5 |
8 |
6 |
9,5 |
7 |
10,5 |
8 |
11,5 |
9 |
12,5 |
9,5 |
14 |
10 | ||||
|
|
180 |
20 |
6 |
4,5 |
7 |
5 |
8 |
6 |
9 |
7 |
10 |
7,5 |
10,5 |
8 |
11,5 |
9 | ||||
|
|
|
40 |
8 |
6 |
9 |
6,5 |
10,5 |
8 |
12 |
9 |
13 |
9,5 |
14 |
10 |
15 |
11 | ||||
|
|
200 |
20 |
6,5 |
5 |
7,5 |
5,6 |
9 |
6,5 |
10 |
7,5 |
11 |
8 |
11,5 |
8,5 |
12,5 |
9,5 | ||||
|
|
|
40 |
8,5 |
6,5 |
9,5 |
7,5 |
11,5 |
8,5 |
12,5 |
9,5 |
14 |
10 |
15 |
11 |
16 |
12 | ||||
|
________________ | ||||||||||||||||||||
|
| ||||||||||||||||||||
А.3.2.3 Материал
Таблица А.7 - Выбор материала
|
|
|
Механические свойства | ||
|
Наименование материалов |
Номер нормативного документа |
|
|
|
|
1 Холоднокатаный стальной лист из углеродистой стали для вытяжки и машиностроительная сталь обыкновенного качества |
ИСО 3574 или |
270 |
140 |
28 |
|
2 Холоднокатаный стальной лист из конструкционной стали |
ИСО 4997 |
300 |
220 |
18 |
|
3 Стали для общего технического применения |
ЕН 10025 |
340 |
215 |
17 |
|
4 Литейные углеродистые стали для общего технического применения |
ИСО 3755 |
450 |
230 |
22 |
|
5 Чугун с шаровидным графитом |
ИСО 1083 |
400 |
250 |
15 |
|
6 Алюминиевые сплавы для обработки методом пластической деформации |
ИСО 6361-2 |
310 |
260 |
10 |
|
7 Литейные алюминиевые сплавы |
ИСО 3522 |
200 |
- |
3 |
|
8 Поликарбонат |
- |
60 |
Е-модуль |
|
А.3.3 Комбинированные (составные) ограждения абразивных инструментов
А.3.3.1 Общие положения
Если ограждения шлифовального круга собраны из отдельных частей, например сварены, соединены винтами или заклепками, компоненты ограждения должны быть соединены так, чтобы в случае разрушения шлифовального круга эти элементы не разъединились.
А.3.3.2 Сварные ограждения шлифовального круга
А.3.3.2.1 Чертежи
Изображение сварных швов на рабочих чертежах должно соответствовать ЕН 22553.
А.3.3.2.2 Подготовка
Подготовка элементов ограждения к сварке должна осуществляться в соответствии с чертежами. Особенно важно при этом, чтобы сварной шов был полностью проварен с основным металлом.
А.3.3.2.3 Персонал
Производитель сварочных работ должен быть аттестован.
Сварные конструкции должны пройти испытания:
- для стальных ограждений требуется свидетельство об испытании в соответствии с ЕН 287-1;
- для алюминиевых ограждений требуется свидетельство об испытании в соответствии с ЕН 287-2.
А.3.3.2.4 Способ сварки
Способ сварки и характеристика электрода должны быть выбраны с учетом основного свариваемого металла. Процесс сварки должен соответствовать ЕН 288-1 и ЕН 729-1.
А.3.3.2.5 Контроль и испытания
Качество сварки должно соответствовать ЕН 25817 (таблица 1). Уровень качества С (средний).
После сварки и механической обработки сварного шва все элементы должны пройти визуальный контроль, для ограждений с толщиной стенки более 20 мм должен быть применен неразрушающий контроль сварного шва.
Примечание - Не допускается игнорирование первых и последних 25 мм длины сварного соединения или сварочного шва, т.к. требуемый стандарт должен соблюдаться по отношению ко всему шву.
А.3.4 Ограждения рабочей зоны
А.3.4.1 Зона разброса
Зоной разброса считается зона вокруг шлифовального станка, куда могут быть выброшены фрагменты шлифовального круга при его разрушении (см. рисунок А.28).
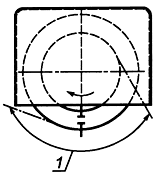
1 - зона разброса
Рисунок А.28
Зона разброса определяется наибольшей шириной шлифовального круга, предназначенного для использования на шлифовальном станке, плюс зоной, расположенной под углом 20° по обе стороны от шлифовального круга (рисунок А.29).
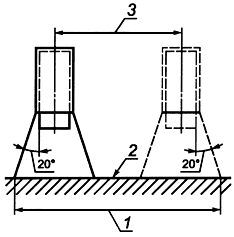
1 - зона разброса; 2 - ограждение рабочей зоны; 3 - величина перемещения шлифовального круга
Рисунок А.29
При поперечных подачах и поворотах шпиндельной бабки следует учитывать соответствующие расстояния и углы поворота.
А.3.4.2 Материалы и толщины стенок
А.3.4.2.1 Материалы и толщины стенок ограждений рабочей зоны шлифовальных станков с ограждениями шлифовальных кругов
Стальной лист
В зоне разброса толщина стенок ограждения должна равняться 0,2![]() в соответствии с таблицей А.1, А.5 или А.6, но не менее 1,5 мм. Материал - 1, 2 или 3 из таблицы А.7.
в соответствии с таблицей А.1, А.5 или А.6, но не менее 1,5 мм. Материал - 1, 2 или 3 из таблицы А.7.
Поликарбонат
В зоне разброса толщина стенок ограждения должна равняться 0,5![]() в соответствии с таблицей А.1, но не менее 3 мм. Материал 8 из таблицы А.7.
в соответствии с таблицей А.1, но не менее 3 мм. Материал 8 из таблицы А.7.
А.3.4.2.2 Материалы и толщины стенок ограждений рабочей зоны шлифовальных станков без ограждений шлифовальных кругов
Стальной лист
В зоне разброса толщина стенок ограждения должна быть в соответствии с таблицами А.1, А.5 или А.6. Толщина стенок вне зоны разброса может быть 0,2![]() в соответствии с таблицами А.1, А.5 или А.6, но не менее 1,5 мм. Материалы - 1, 2 или 3 из таблицы А.7.
в соответствии с таблицами А.1, А.5 или А.6, но не менее 1,5 мм. Материалы - 1, 2 или 3 из таблицы А.7.
Поликарбонат
В зоне разброса толщина стенок ограждения должна равняться 2,5![]() в соответствии с таблицами А.1, А.5 или А.6, но не менее 3 мм. Толщина стенок вне зоны разброса должна быть не менее 3 мм. Материал - 8 из таблицы А.7.
в соответствии с таблицами А.1, А.5 или А.6, но не менее 3 мм. Толщина стенок вне зоны разброса должна быть не менее 3 мм. Материал - 8 из таблицы А.7.
А.3.5 Проверка усилия, испытания
Ограждения шлифовального круга и ограждения рабочей зоны, не соответствующие спецификациям, указанным в пунктах А.3.2 или А.3.4, должны быть проверены на прочность. Испытания следует проводить в соответствии со следующими методами:
a) монтаж ограждений;
b) ограждение должно быть смонтировано для испытаний таким образом, чтобы его положение и крепежные элементы на шлифовальном станке соответствовали его использованию по назначению;
c) должен применяться шлифовальный круг, который по типу, размерам и своему назначению соответствует шлифовальному станку, на который он устанавливается;
d) разрушение шлифовального круга должно начаться при максимальной установленной скорости резания или допустимой скорости "снаряда", выстреливаемого из пневматической пушки по шлифовальному кругу, или другого соответствующего устройства. "Снаряд" должен ударить в шлифовальный круг возле зажимного устройства (фланца);
e) испытание следует проводить на трех шлифовальных кругах последовательно, с использованием тех же ограждений;
f) испытание считается удовлетворительным, если ограждение и его зажимные элементы остаются в рабочем состоянии без видимых трещин. Проверка на наличие трещин может осуществляться, например, с помощью проникающей краски или магнитной дефектоскопии трещин. Допускаются небольшие деформации и повреждения поверхности. Крепежные элементы, например зажимы и болты, должны оставаться в рабочем состоянии без видимых повреждений.
А.3.6 Крепление прозрачных экранов к ограждениям рабочей зоны
Прозрачные экраны в ограждениях рабочей зоны должны крепиться зажимами или клеем к внутренним частям ограждений.
Чтобы гарантировать защитный эффект прозрачного экрана, требуется достаточная ширина прижима прозрачного экрана рамкой из стального листа. При этом должны соблюдаться следующие минимальные значения:
a) размещение прозрачного экрана на шлифовальном станке с ограждениями шлифовального круга и рабочей зоны вне зоны разброса (рисунки А.28 и А.29) - минимальная ширина прижима 10 мм (рисунок А.30);
b) размещение прозрачного экрана на шлифовальном станке с ограждениями шлифовального круга и рабочей зоны внутри зоны разброса (рисунки А.28 и А.29) - минимальная ширина прижима 15 мм, для прозрачного экрана размером 500х500 мм минимальная ширина прижима 35 мм (рисунок А.30);
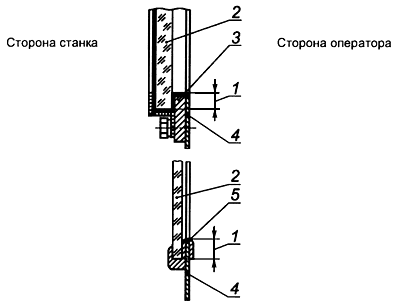
1 - прижим; 2 - прозрачный экран; 3 - рамка; 4 - стальной лист; 5 - профиль рамки
Рисунок А.30
c) размещение прозрачного экрана на шлифовальном станке без ограждения шлифовального круга, но с ограждением рабочей зоны вне зоны разброса (рисунки А.28 и А.29) - минимальная ширина прижима 15 мм (рисунок А.30);
d) размещение прозрачного экрана на шлифовальном станке без ограждения шлифовального круга, но с ограждением рабочей зоны внутри зоны разброса (рисунок А.28 и А.29) - производитель должен предоставить доказательства прочности крепления прозрачного экрана, предназначенного для удержания фрагментов разрушенного шлифовального круга.
Поликарбонатные экраны должны быть защищены от старения, например, добавлением безопасного стеклянного экрана со стороны станка и пластикового экрана со стороны оператора. Кромки экранов должны быть заделаны. Гарантийный срок службы поликарбонатных экранов должен быть указан в инструкции.
A.3.7 Экраны для точильно-шлифовальных станков
Минимальные размеры прозрачной части прямоугольных, трапецеидальных или круглых экранов для точильно-шлифовальных станков, оснащенных шлифовальными кругами прямого профиля, даны в таблице А.8.
Эти размеры даны как функция номинального диаметра круга ![]() . Высота шлифовального круга
. Высота шлифовального круга ![]() ограничена до 0,15
ограничена до 0,15![]() .
.
Если ![]() больше 0,15
больше 0,15![]() , то должен быть увеличен размер
, то должен быть увеличен размер ![]() пропорционально действительному значению
пропорционально действительному значению ![]() . Меньшая сторона
. Меньшая сторона ![]() трапецевидного экрана должна быть больше как минимум в 1,5 раза высоты шлифовального круга
трапецевидного экрана должна быть больше как минимум в 1,5 раза высоты шлифовального круга ![]() , но не меньше 75 мм.
, но не меньше 75 мм.
Минимальные размеры прозрачной части экранов для точильно-шлифовальных станков, оснащенных шлифовальными кругами для торцевого шлифования, идентичны размерам экранов для точильно-шлифовальных станков, оснащенных шлифовальными кругами прямого профиля. При этом вместо высоты шлифовального круга ![]() надо использовать ширину рабочей части шлифовального круга
надо использовать ширину рабочей части шлифовального круга ![]() .
.
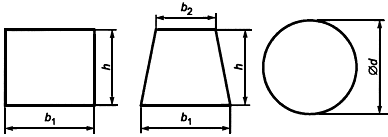
Рисунок А.31
Таблица А.8 - Размеры экранов
В миллиметрах
|
Наружный диаметр шлифовального круга |
|
|
|
|
|
100/200 |
75 |
60 |
75 |
75 |
|
200 |
80 |
70 |
85 |
80 |
|
230/250 |
100 |
80 |
95 |
80 |
|
300 |
125 |
100 |
115 |
80 |
|
356 |
140 |
110 |
130 |
100 |
|
406/457 |
150 |
115 |
135 |
100 |
|
508 |
200 |
150 |
170 |
100 |
|
610 |
200 |
175 |
182 |
100 |
|
762 |
200 |
175 |
182 |
100 |
A.4 Критерии конструирования ограждений шлифовальных кругов и средств их крепления
А.4.1 Общие положения
Энергия фрагментов, образующихся в результате разрушения шлифовального круга, является основным критерием при конструировании ограждений шлифовальных кругов и средств их крепления, так как энергия фрагментов передается:
- непосредственно или опосредованно через выброс сталкивающихся фрагментов на ограждения шлифовального круга,
- через ограждения шлифовального круга на крепежные элементы и корпусные детали станка,
- через устройства для правки шлифовального круга, которые могут выступать за ограждения шлифовального круга, опосредованно на шпиндельную бабку и станину станка.
Методы расчета энергии фрагментов шлифовального круга и определения толщины стенок ограждений, а также проектирования крепежных элементов ограждений шлифовального круга описаны в А.4.2-А.4.4.
А.4.2 Энергия фрагментов шлифовального круга
Энергию удара от фрагментов, передаваемую на ограждение в случае разрушения шлифовального круга, можно рассчитать только приблизительно. Ее значение зависит, в числе прочих факторов, и от закономерностей разрушения шлифовального круга.
Энергия вращающегося шлифовального круга равна:
![]() . (А.1)
. (А.1)
и содержится во фрагментах в виде энергии вращения и энергии поступательного движения. Если допустить, что окончательные фрагменты одинаковы по размеру, можно применить следующее уравнение:
![]() . (A.2)
. (A.2)
Энергию поступательного движения фрагмента вычисляют по формуле
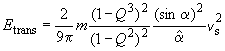 . (А.3)
. (А.3)
Для половины угла фрагмента ![]() =67° энергия поступательного движения достигнет своего максимального значения:
=67° энергия поступательного движения достигнет своего максимального значения:
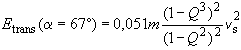 . (A.4)
. (A.4)
Энергию вращения фрагмента вычисляют по формуле
![]() . (А.5)
. (А.5)
Примечание - Обозначения см. в А.2.
А.4.3 Определение толщины стенок ограждений шлифовальных кругов
Теоретической модели расчета толщин стенок ограждений шлифовальных кругов не существует. Поэтому определение значений толщины стенок в таблицах А.1-А.6 основано частично на опыте, а частично - на результатах опытных испытаний. Процедура описана ниже.
Основным критерием определения толщины стенок ограждений шлифовальных кругов является энергия фрагментов в соответствии с формулой (А.4).
Взаимосвязь между необходимой толщиной стенки и энергией фрагментов шлифовальных кругов была установлена на основании таблиц толщин стенок, действующих в Германии, Великобритании и Франции на момент создания европейского стандарта ЕН 13218. Ожидаемая энергия фрагментов шлифовальных кругов, указанных в этих таблицах, была рассчитана с использованием вышеуказанной формулы. Соответствующее значение из таблиц толщин стенок ограждения шлифовального круга было соотнесено с рассчитанным значением энергии. Толщина стенок была представлена на диаграммах в виде функции энергии фрагментов для различных материалов, из которых были изготовлены ограждения шлифовального круга.
Однако эти диаграммы показывали, что при значительном соответствии между национальными требованиями Германии, Великобритании и Франции соотношения между значениями энергии и толщинами стенок в разных странах сильно расходятся.
Чтобы однозначно увязать значение толщины стенок с энергией фрагмента, выявленные варианты были скорректированы посредством компенсирующих функций, дополнительно использующих экспериментальные исследования и опыт, полученный на практике.
В результате этой процедуры было выведено следующее соотношение толщины стенки периферийной части ограждения шлифовального круга ![]() и энергией фрагмента шлифовального круга
и энергией фрагмента шлифовального круга ![]() для различных материалов ограждения в соответствии с таблицей А.7:
для различных материалов ограждения в соответствии с таблицей А.7:
|
лист стальной - |
|
|
литая сталь - |
|
|
литой чугун - |
|
|
листовой алюминий - |
|
|
литой алюминиевый сплав - |
|
В этих формулах значение энергии ![]() должно быть дано в Н·м, толщина стенки
должно быть дано в Н·м, толщина стенки ![]() - в мм.
- в мм.
Значения, данные в скобках, являются предельными значениями, так как нет опыта применения вышеприведенных формул для более высоких значений.
Толщины стенок, приведенные в таблицах А.1-А.6, были определены посредством этих формул приближения. Расчет энергии фрагментов был произведен в соответствии с формулой (А.4) при следующих условиях:
таблицы А.1-А.4:
шлифовальный круг тип 1 в соответствии с ЕН 12413,
![]() =0,2 для
=0,2 для ![]() 508 мм,
508 мм,
![]() =0,4 для
=0,4 для ![]() 610 мм;
610 мм;
таблицы А.1-А.5:
плотность шлифовального круга ![]() =2,4 г/см
=2,4 г/см![]() ;
;
таблица А.6:
суперабразив тип 1 А1 в соответствии с ЕН 13236,
ширина суперабразивной части ![]() =6 мм,
=6 мм,
плотность скрепленного связкой абразива ![]() =8,6 г/см
=8,6 г/см![]() .
.
Основываясь на данных национальных таблиц, а также на предыдущем опыте, в качестве базы при расчете толщины боковых стенок ![]() ограждений шлифовального круга было принято соотношение
ограждений шлифовального круга было принято соотношение ![]() =0,75. Значения толщин стенок, определенные расчетами, в таблицах А.1-А.6 округлены до десятых долей миллиметра.
=0,75. Значения толщин стенок, определенные расчетами, в таблицах А.1-А.6 округлены до десятых долей миллиметра.
Эта методика применима также при определении толщины стенок ограждений для размеров шлифовальных кругов и окружных рабочих скоростей, не указанных в таблицах А.1-А.6, а также для шлифовальных кругов с плотностью, отличной от указанных выше. При этом должны соблюдаться соотношения, определенные вышеуказанными формулами.
А.4.4 Конструкция крепежных элементов
Чтобы упростить ситуацию, при конструировании крепежных элементов принимается во внимание только энергия поступательного движения фрагмента. Однако из соображений безопасности вычисление выполняется с окружной скоростью, которая превышает максимальную окружную скорость резания на 30%. Соответственно формула (А.4) изменяется для этого вычисления следующим образом:
 . (А.6)
. (А.6)
Кроме того, следует принимать во внимание, что в случае импульсного нагружения статической массой могут возникнуть потери энергии из-за пластической деформации:
![]() . (А.7)
. (А.7)
Коэффициент удара ![]() варьируется между
варьируется между ![]() =0 (пластический удар) и
=0 (пластический удар) и ![]() =1 (упругий удар). Коэффициент удара
=1 (упругий удар). Коэффициент удара ![]() сможет быть уменьшен в определенных пределах посредством пластически деформируемых материалов и элементов, например жестко натянутых полиуретановых элементов или тонкостенных круглых труб, которые используются в ограждениях шлифовального круга в качестве облицовки. Практические испытания показали, например, что при коэффициенте удара
сможет быть уменьшен в определенных пределах посредством пластически деформируемых материалов и элементов, например жестко натянутых полиуретановых элементов или тонкостенных круглых труб, которые используются в ограждениях шлифовального круга в качестве облицовки. Практические испытания показали, например, что при коэффициенте удара ![]() =0,75 толщина элементов деформации должна быть не менее высоты шлифовального круга. Соотношение толщины облицовки к толщине стенки ограждения шлифовального круга (таблицы А.1-А.5) должно быть 4:1 при прочности напряженного полиуретана 180 Н/см
=0,75 толщина элементов деформации должна быть не менее высоты шлифовального круга. Соотношение толщины облицовки к толщине стенки ограждения шлифовального круга (таблицы А.1-А.5) должно быть 4:1 при прочности напряженного полиуретана 180 Н/см![]() . Однако следует избегать жестких препятствий в ограждениях шлифовальных кругов, например стабилизирующих стенок.
. Однако следует избегать жестких препятствий в ограждениях шлифовальных кругов, например стабилизирующих стенок.
Ограничительные предохранительные устройства должны быть так соединены со шлифовальным станком, чтобы при разрушении шлифовального круга соединение не могло разрушиться. Следует убедиться, что энергопоглощающая способность общего количества крепежных элементов превышает значение энергии, определенной методом вычисления, т.е. должно быть соблюдено условие:
![]() . (А.8)
. (А.8)
Ударное напряжение растяжения
В случае ударного напряжения растяжения следует использовать винты с мелким шагом. Энергопоглощающую способность цилиндрического винта с мелким шагом (качество материала 8.8, 10.9 или эквивалентное) вычисляют приблизительно так:
![]() , (A.9)
, (A.9)
где ![]() . (A.10)
. (A.10)
Ударное напряжение сдвига
По возможности крепежные винты не должны подвергаться ударному напряжению сдвига от энергии фрагментов, так как при таких условиях способность энергопоглощения очень мала. Если имеются специальные крепежные устройства, то сдвиг должен быть гарантированно достаточно большим. Энергопоглощающая способность сдвигаемого элемента должна приблизительно равняться:
![]() ; (А.11)
; (А.11)
для сдвигающих элементов с круглым сечением среднее усилие сдвига равно:
![]() ; (А.12)
; (А.12)
с максимальным усилием сдвига:
![]() ; (А.13)
; (А.13)
сдвиг равен:
![]() . (A.14)
. (A.14)
Приложение В
(обязательное)
Способы крепления шлифовальных кругов и требования безопасности
к устройствам для крепления шлифовальных кругов
В.1 Область применения
В настоящем приложении изложены способы крепления шлифовальных кругов и требования безопасности к устройствам для крепления шлифовальных кругов.
В.2 Способы зажима
Применяют, например, следующие способы зажима посредством:
- фланцев (рисунки В.7-В.12),
- гаек, запрессованных в шлифовальные круги, с кольцевой прокладкой (рисунки В.13-В.15),
- зажимного кольца или зажимного патрона шлифовального круга (рисунок В.16),
- приклеивания к планшайбе (рисунки В.17 и В.18),
- крепления сегментов в зажимном приспособлении (рисунки В.19 и В.20).
В.3 Общие требования
Зажимные приспособления должны обеспечивать максимально необходимый крутящий момент при минимальном усилии зажима. В связи с этим:
- конструкция фланцев должна обеспечивать перпендикулярность зон контакта к оси вращения при зажатых фланцах, за исключением конических шлифовальных кругов типа 4;
- зажимное усилие должно равномерно распределяться по всей плоскости зажима. Поверхности контакта должны быть плоскими и без заусенцев. Неконцентричность посадочных размеров относительно оси вращения не должна превышать 0,02 мм;
- поверхностное давление на площади зажима всегда должно быть меньше, чем давление, допустимое для шлифовального круга;
- на зажимных фланцах обязательно должны быть предусмотрены выточки в местах перехода от торцевой прижимной поверхности к цилиндрической посадочной поверхности. Эти выточки должен иметь глубину (ширину) не менее 1 мм, а для шлифовальных кругов высотой более 0,2![]() шлифовального круга - не менее 4 мм;
шлифовального круга - не менее 4 мм;
- на зажимное приспособление должна быть нанесена маркировка в соответствии с требованиями В.4.4.
В.4 Конструкция фланцев
В.4.1 Зажимные усилия и моменты затяжки
Зажимные усилия и моменты затяжки можно рассчитать в соответствии с приложением С. Эта методика позволяет определять значения усилий, которые должны быть приложены к фланцам для передачи необходимого усилия зажима на шлифовальный круг в конкретных рабочих условиях. Она позволяет определить значения усилий для подбора зажимных гаек и болтов и проектирования зажимных фланцев. Проектирование размеров может быть успешным при применении метода конечных элементов (FEM) или аналогичных методов.
Для упрощения расчетов в В.4.2 приведены некоторые рекомендации, которые можно использовать при проектировании зажимных устройств.
В.4.2 Наружный диаметр, ширина и охват зажима
Наружный диаметр ![]() фланцев должен соответствовать значениям таблиц В.1-В.3 в зависимости от типа и размера шлифовального круга, типа станка и максимальной рабочей скорости шлифовального круга. При этом должно быть гарантировано, что по меньшей мере 1/6 ширины рабочей части шлифовального круга
фланцев должен соответствовать значениям таблиц В.1-В.3 в зависимости от типа и размера шлифовального круга, типа станка и максимальной рабочей скорости шлифовального круга. При этом должно быть гарантировано, что по меньшей мере 1/6 ширины рабочей части шлифовального круга ![]() (рисунок В.1) покрыта зажимным фланцем (
(рисунок В.1) покрыта зажимным фланцем (![]() ). Для хорошего соединения со шлифовальным кругом кольцевая контактная площадь должна иметь ширину
). Для хорошего соединения со шлифовальным кругом кольцевая контактная площадь должна иметь ширину ![]() не менее 1/6 от диаметра фланца (
не менее 1/6 от диаметра фланца (![]() ) (рисунок В.2).
) (рисунок В.2).
Конструирование фланцев (рисунок В.1) см. ИСО 666.
Таблица В.1 - Диаметры фланцев для крепления шлифовальных кругов и суперабразивов, кроме отрезных
|
Тип станка |
Тип круга |
Размер круга, мм |
Связка абразива |
Макси- |
Диапазон наружных диаметров фланцев |
|
Стационарные шлифовальные станки |
Шлифовальные круги прямого профиля |
|
Все |
Все скорости |
|
|
|
Шлифовальные чашечные круги |
|
|
|
|
|
Примечание - | |||||
|
| |||||

Таблица В.2 - Диаметры фланцев для крепления абразивных отрезных кругов
|
Тип станка |
Тип круга |
Размер круга, мм |
Связка абразива |
Максимальная рабочая скорость |
Диапазон наружных диаметров фланцев |
|
Стационарные абразивно- |
Шлифовальные плоские отрезные круги |
|
В, BF |
|
|
|
|
|
|
|
80-100 |
|
|
|
|
|
|
125 |
|
|
|
|
|
BF |
|
|
|
|
|
|
|
100-125 |
|
|
|
Шлифовальные отрезные круги с выточкой |
Все |
BF |
|
|
|
Подвесные абразивно-отрезные станки |
Шлифовальные отрезные круги плоские и с выточкой |
|
BF |
|
|
|
Примечание - В - бакелитовая связка, BF - бакелитовая связка с упрочняющими элементами в соответствии с ЕН 12413. | |||||
Таблица В.3 - Диаметры фланцев для суперабразивных отрезных кругов на металлической основе
|
Тип станка |
Шлифовальный круг |
Максимальная рабочая скорость |
Диапазон наружных диаметров фланцев | ||
|
|
Тип круга |
Размер круга, мм |
Связка абразива |
|
|
|
Стационарные абразивно-отрезные станки |
Отрезные круги прямого профиля |
|
G, М |
|
|
|
|
|
|
В |
|
|
|
|
|
600 |
М |
|
|
|
|
|
|
|
|
|
|
Примечание - В - бакелитовая связка, М - металлическая связка, G - связка с нанесенным электролитическим покрытием в соответствии с ЕН 13236. | |||||
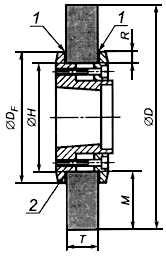
1 - мягкие прокладки; 2 - выточка
Рисунок В.1 - Фланцы для крепления шлифовальных кругов с большим отверстием (![]() >0,2
>0,2![]() )
)
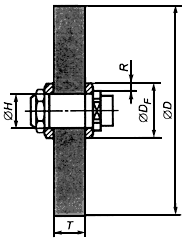
Рисунок В.2 - Фланцы для крепления шлифовальных кругов с малым отверстием (![]() 0,2
0,2![]() )
)
В.4.3 Жесткость
В.4.3.1 Общие положения
Фланцы должны иметь достаточную жесткость, чтобы обеспечивать равномерное распределение усилия на всю контактную площадь, когда они зажаты. Фланец считается достаточно жестким, если его площадь зажима параллельна основной поверхности круга и коэффициент жесткости ![]() 0,005 при испытательном усилии
0,005 при испытательном усилии ![]() . Методы измерения жесткости описаны в В.4.3.2.
. Методы измерения жесткости описаны в В.4.3.2.
В.4.3.2 Методы измерения жесткости
Прилагаемое испытательное усилие должно иметь значение ![]() , соответствующее зажимному усилию
, соответствующее зажимному усилию ![]() , рассчитанному изготовителем в соответствии с приложением С с учетом свойств шлифовального круга.
, рассчитанному изготовителем в соответствии с приложением С с учетом свойств шлифовального круга.
Проведение измерений:
1 разместить фланец на измерительном стенде (допустимое отклонение от плоскостности 0,01/100), контактная площадь фланца находится в контакте с плитой измерительного стенда;
2 поместить два индикатора, один напротив диаметра выточки, другой - на расстоянии 1 мм от наружного диаметра фланца для ![]() 200 или на расстоянии 2 мм для
200 или на расстоянии 2 мм для ![]() >200 мм;
>200 мм;
3 использовать плоскую шайбу для создания усилия гайкой или систему с несколькими винтами, прижимающими фланец (см. примечание):
- приложить испытательное усилие ![]() ,
,
- уменьшить это усилие до значения, соответствующего 1/10 испытательного усилия, и установить индикаторы на 0,
- приложить испытательное усилие ![]() .
.
Для фланцев планшайбы, зажатых посредством системы с несколькими винтами, нагрузка должна передаваться на фланец через винты, установленные перпендикулярно к фланцу;
4 записать алгебраическое значение смещений ![]() и
и ![]() по показателям индикаторов (рисунок В.3);
по показателям индикаторов (рисунок В.3);
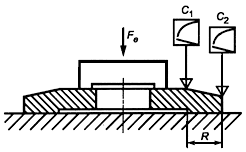
Рисунок В.3 - Испытательное оборудование
5 уменьшить испытательное усилие до исходного значения. Стрелки индикаторов должны вернуться в исходное положение, в "0";
6 провести три измерения через 120° одно от другого;
7 рассчитать соотношение (коэффициент жесткости):
![]() .
.
В.4.4 Маркировка фланцев
Для шлифовальных кругов наружным диаметром ![]() >200 мм фланцы должны иметь маркировку, отчетливо видную и после зажима шлифовального круга, с указанием:
>200 мм фланцы должны иметь маркировку, отчетливо видную и после зажима шлифовального круга, с указанием:
- максимального наружного диаметра шлифовального круга;
- максимальной и минимальной ширины рабочей части шлифовального круга;
- диаметра отверстия шлифовального круга.
В.5 Устройства для крепления шлифовальных кругов с запрессованными крепежными элементами
В.5.1 Центральные резьбовые крепежные элементы
Опорные фланцы для крепления шлифовальных кругов с центральными крепежными элементами должны иметь плоские контактные поверхности со шлифовальным кругом. Допуск на биение - не более 0,02 мм.
Наружный диаметр ![]() опорных фланцев для крепления плоских и чашечных шлифовальных кругов должен быть не менее 0,33
опорных фланцев для крепления плоских и чашечных шлифовальных кругов должен быть не менее 0,33![]() максимального наружного диаметра шлифовального круга (рисунок В.4).
максимального наружного диаметра шлифовального круга (рисунок В.4).
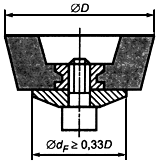
Рисунок В.4
Цанга для крепления шлифовальных головок со стальными оправками должна быть промаркирована с указанием диаметра зажимаемой оправки и длины оправки после зажима. Они должны обеспечивать достаточную концентричность зажатой шлифовальной головки. Это требование считается выполненным, если биение оправки при проведении испытаний не превышает допусков, приведенных в таблице В.4. Метод определения биения цанг описан в В.5.2.
В.5.2 Метод определения биения цанг
Цангу с закрепленной в ней контрольной оправкой диаметром dh5 крепят в шпинделе испытательного станка (стенда) (см. рисунок В.5).
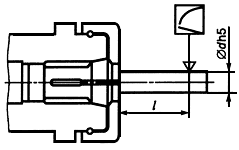
Рисунок В.5
Биение контрольной оправки измеряют на расстоянии ![]() от торца цанги с помощью индикатора и сравнивают с соответствующим допуском в таблице В.4.
от торца цанги с помощью индикатора и сравнивают с соответствующим допуском в таблице В.4.
Таблица В.4 - Допуски на биение цанг
В миллиметрах
|
Зажимаемый диаметр |
Расстояние |
Допуск на биение |
|
Более 1,6 до 3 |
10 |
0,02 |
|
" 3 " 6 |
16 |
0,02 |
|
" 6 " 10 |
25 |
0,02 |
|
" 10 " 18 |
40 |
0,03 |
В.5.3 Запрессованные крепежные элементы для крепления шлифовальных кругов типов 2, 35, 36, 37 (ЕН 12413) и соответствующие шлифовальные круги
Запрессованная кольцевая вставка - гайка для крепления шлифовального круга должна быть утоплена в тело шлифовального круга, чтобы при креплении шлифовального круга к планшайбе она не касалась плоскости планшайбы, а направление винта должно быть таким, чтобы не возникли изгиб или поломка гайки с кольцевой вставкой. Конец болта не должен касаться дна гайки с кольцевой вставкой и тела шлифовального круга. Всегда должен быть зазор между винтом и дном гайки/телом шлифовального круга (см. рисунок В.6).
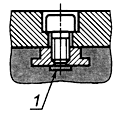
1 - конец винта, который не должен касаться дна гайки/тела шлифовального круга
Рисунок В.6 - Правильное расположение гайки и болта
Примеры конструкции зажимных фланцев (см. рисунки В.7-В.12)
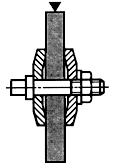
Рисунок В.7
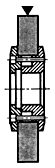
Рисунок В.8
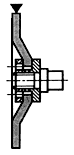
Рисунок В.9
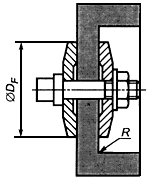
Рисунок В.10
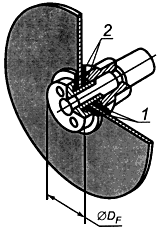
1 - прокладка; 2 - выточка
Рисунок В.11
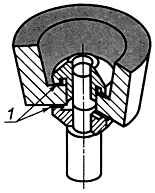
1 - прокладка
Рисунок В.12
Примеры зажима гайками с кольцевой вставкой (см. рисунки В.13-В.15)
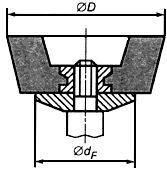
Рисунок В.13
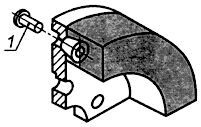
1 - конец винта, который не должен касаться тела шлифовального круга
Рисунок В.14
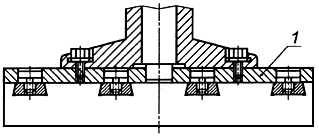
1 - планшайба
Рисунок В.15
Пример крепления кольцом (см. рисунок В.16)

Рисунок В.16
Пример крепления к планшайбе с использованием цементного раствора (см. рисунки В.17, В.18)
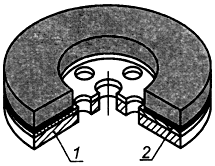
1 - планшайба; 2 - цемент
Рисунок В.17
1 - цемент
Рисунок В.18
Пример крепления сегментов (см. рисунки В.19, В.20)
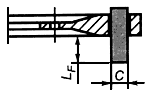
Рисунок В.19
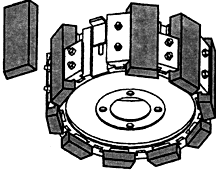
Рисунок В.20
Приложение С
(справочное)
Расчет усилия зажима и момента затяжки для крепления шлифовальных кругов
с помощью фланцев
|
|
C.1 Обозначения |
|
|
- площадь несущей поверхности фланца, мм |
|
|
- минимально допустимая площадь поперечного сечения крепежных винтов, мм |
|
|
- наружный диаметр шлифовального круга, мм; |
|
|
- наружный диаметр фланца, мм; |
|
|
- средний диаметр зажима, мм; |
|
|
- номинальный диаметр винта, мм; |
|
|
- диаметр наименьшего сечения винта, мм; |
|
|
- диаметр резьбы во фланце, мм; |
|
|
- базовое рабочее усилие, Н; |
|
|
- базовое усилие зажима, Н; |
|
|
- масса шлифовального круга, Н; |
|
|
- усилие сдвига на среднем диаметре фланца зажима, Н; |
|
|
- радиальное усилие, с которым круг прижимается к обрабатываемой детали, Н; |
|
|
- усилие резания, Н; |
|
|
- центробежная сила от дисбаланса, Н; |
|
|
- ускорение силы тяжести, м/с*; |
|
________________ | |
|
|
- коэффициент расчета неуравновешенной массы; |
|
|
- коэффициент затяжки |
|
|
- поправочный коэффициент на неплоскостность зажимной поверхности фланца |
|
|
- поправочный коэффициент на неравномерность смещения |
|
|
- поправочный коэффициент, учитывающий вибрации и удары, независимые от процесса шлифования |
|
|
- соотношение радиального контактного усилия и усилия резания |
|
|
- коэффициент, учитывающий центробежные силы; |
|
|
- масса шлифовального круга, кг; |
|
|
- момент затяжки винта, Н·м; |
|
|
- момент на резьбе винта, Н·м; |
|
|
- неуравновешенная масса в соответствии с ИСО 6103 [1], г; |
|
|
- номинальная мощность привода шпинделя шлифовального круга, |
|
|
- поверхностное давление, Н/мм |
|
|
- ширина зажима, мм; |
|
|
- нагрузка при условном пределе текучести, Н/мм |
|
|
- эффективный радиус момента трения на поверхности контакта головки, мм; |
|
|
- максимальная рабочая скорость шлифовального круга, м/с; |
|
|
- объем шлифовального круга, зажатый между фланцами, мм |
|
|
- количество зажимных винтов; |
|
|
- угол подъема резьбы ... °; |
|
|
- коэффициент трения резьбы; |
|
|
- коэффициент трения между фланцем и шлифовальным кругом; |
|
|
- коэффициент трения на поверхности контакта зажимного винта; |
|
|
- угол трения резьбы ... °; |
|
|
- приведенное напряжение (предел прочности), Н/мм |
|
|
- напряжение растяжения, Н/мм |
|
|
- касательное напряжение при кручении, Н/мм |
________________
![]() Изготовитель должен указать способ затяжки и значения коэффициентов, используемых для каждого типа шлифовальных станков, шлифовальных операций, по возможности соответствующих практике.
Изготовитель должен указать способ затяжки и значения коэффициентов, используемых для каждого типа шлифовальных станков, шлифовальных операций, по возможности соответствующих практике.
С.2 Рабочие усилия
Для предварительного расчета необходимого усилия зажима и момента затяжки нужно учитывать (рисунок С.1):
- массу шлифовального круга ![]() ;
;
- центробежную силу, возникающую вследствие дисбаланса круга ![]() ;
;
- радиальное усилие, с которым круг прижимается к обрабатываемой детали ![]() ;
;
- усилие сдвига на среднем диаметре зажима, возникающее вследствие усилия резания ![]() .
.
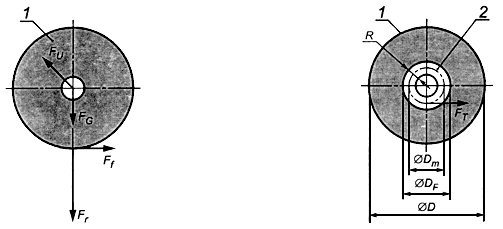
1 - шлифовальный круг; 2 - площадь зажима
Рисунок С.1 - Рабочее усилие
Массу ![]() вычисляют по формуле
вычисляют по формуле
![]() . (С.1)
. (С.1)
Центробежную силу ![]() , возникающую вследствие дисбаланса, вычисляют по формуле
, возникающую вследствие дисбаланса, вычисляют по формуле
![]() , (С.2)
, (С.2)
|
где |
(С.3) |
Радиальное контактное усилие ![]() вычисляют по формуле
вычисляют по формуле
![]() , (С.4)
, (С.4)
где ![]() от 3 до 5 - для чернового шлифования;
от 3 до 5 - для чернового шлифования;
![]() от 2 до 3 - для чистового шлифования;
от 2 до 3 - для чистового шлифования;
![]() от 5 до 10 - для силового шлифования.
от 5 до 10 - для силового шлифования.
![]() . (С.5)
. (С.5)
Коэффициент ![]() в формуле (С.5) учитывает разрушающий крутящий момент, который может возникнуть при выходе из строя электропривода шпинделя шлифовального круга. Он выше номинального крутящего момента. Для стандартных трехфазных электродвигателей может быть принято значение
в формуле (С.5) учитывает разрушающий крутящий момент, который может возникнуть при выходе из строя электропривода шпинделя шлифовального круга. Он выше номинального крутящего момента. Для стандартных трехфазных электродвигателей может быть принято значение ![]() равное 2,5.
равное 2,5.
Усилие сдвига ![]() : на среднем диаметре зажима
: на среднем диаметре зажима ![]() в зависимости от усилия резания
в зависимости от усилия резания ![]() :
:
![]() . (С.6)
. (С.6)
Максимальное общее рабочее усилие ![]() зависит от четырех усилий
зависит от четырех усилий ![]() ,
, ![]() ,
, ![]() и
и ![]() , действующих в одном направлении, и вычисляют по формуле:
, действующих в одном направлении, и вычисляют по формуле:
![]() . (С.7)
. (С.7)
Примечание - Обозначения см. в С.1.
С.3 Необходимое усилие зажима
Общее усилие зажима, необходимое для предотвращения проскальзывания шлифовального круга между фланцами, вычисляют по формуле
![]() . (С.8)
. (С.8)
Для коэффициента ![]() могут быть приняты значения между 0,15 для пластиковых прокладок и 0,25 для картонных прокладок.
могут быть приняты значения между 0,15 для пластиковых прокладок и 0,25 для картонных прокладок.
Коэффициент затяжки ![]() учитывает разброс усилия зажима из-за технических неточностей во время затягивания, а также из-за различных условий трения в винтовом соединении. Коэффициенты трения зависят, наряду с другими факторами, от качества поверхности, состояния смазки и винтов. В таблице С.1 приведены ориентировочные значения коэффициента затяжки.
учитывает разброс усилия зажима из-за технических неточностей во время затягивания, а также из-за различных условий трения в винтовом соединении. Коэффициенты трения зависят, наряду с другими факторами, от качества поверхности, состояния смазки и винтов. В таблице С.1 приведены ориентировочные значения коэффициента затяжки.
Поправочный коэффициент ![]() учитывает влияние результатов наладки на общее усилие зажима. Для
учитывает влияние результатов наладки на общее усилие зажима. Для ![]() в качестве основного допускается принимать значение 1,6.
в качестве основного допускается принимать значение 1,6.
![]() является поправочным коэффициентом, учитывающим влияние ударов и вибраций. В зависимости от вида шлифования для
является поправочным коэффициентом, учитывающим влияние ударов и вибраций. В зависимости от вида шлифования для ![]() могут быть приняты следующие значения:
могут быть приняты следующие значения:
1,0 для чистового шлифования;
1,5 для чернового шлифования;
2,0 для силового шлифования.
С.4 Момент затяжки винтов
Необходимое усилие зажима ![]() в соответствии с формулой (С.8) достигается с помощью зажимных винтов планшайбы. Момент затяжки, необходимый для затягивания отдельных винтов, вычисляют по формуле
в соответствии с формулой (С.8) достигается с помощью зажимных винтов планшайбы. Момент затяжки, необходимый для затягивания отдельных винтов, вычисляют по формуле
![]() , (С.9)
, (С.9)
|
где |
(С.10) |
Во время шлифования может возникнуть вибрация, что может привести к ослаблению винтового соединения. Опасность ослабления может быть значительно снижена путем уменьшения предела прочности крепежных винтов, но не более чем до 90% от номинального значения. Основываясь на гипотезе о возникновении энергии при изменении формы, необходимо выполнять следующие условия:
![]() , (С.11)
, (С.11)
где ![]() ; (C.12)
; (C.12)
![]() ; (C.13)
; (C.13)![]() ; (С.14)
; (С.14)![]() . (C.15)
. (C.15)
C.5 Давление на поверхность
На основании усилия зажима ![]() , рассчитанного по выбранному моменту затяжки, и зная величину площади зажима
, рассчитанного по выбранному моменту затяжки, и зная величину площади зажима ![]() планшайбы, можно определять удельное давление на поверхность между планшайбой и шлифовальным кругом
планшайбы, можно определять удельное давление на поверхность между планшайбой и шлифовальным кругом
![]() . (С.16)
. (С.16)
Чтобы исключить повреждение шлифовального круга, давление на поверхность, определенное таким образом, не должно превышать допустимое давление.
Таблица С.1 - Приблизительные значения для коэффициента затяжки ![]()
|
Коэф- |
Разброс усилия зажима, Н |
Способ затяжки |
Способ корректировки |
Примечание | |
|
1,2-1,6 |
От ±9 |
Гидравлическая затяжка |
Регулирование через измерение длины или давления |
Нижние значения для длинных винтов ( | |
|
1,4-1,6 |
От ±17 |
Крутящий момент, достигаемый с помощью динамометрического ключа, ключа с регулируемым крутящим моментом или точной отвертки с измерением динамического крутящего момента |
Практическое определение расчетного момента затяжки на резьбовых соединениях, например измерением удлинения винта |
Нижние значения для: |
Нижние значения для: |
|
1,6-1,8 |
От ±23 |
|
Определение расчетного момента затяжки с помощью коэффициента трения (состояние поверхности и смазки) |
Нижние значения для: |
|
|
1,7-2,5 |
От ±26 |
Крутящий момент, достигаемый с помощью отвертки |
Регулирование момента затяжки отвертки, вычисленного из нормативного момента затяжки (для оценки коэффициента трения) и сложения |
Нижние значения для: |
|
|
2,5-4,0 |
От ±43 |
Крутящий момент, достигаемый с помощью импульсной червячно-реечной передачи |
Регулирование момента затяжки отвертки, как указано выше |
Нижние значения для: |
|
![]() - поправочный коэффициент, учитывающий кривизну фланца. Для
- поправочный коэффициент, учитывающий кривизну фланца. Для ![]() допускается принимать значение 1,1.
допускается принимать значение 1,1.
Приложение D
(справочное)
Снижение уровня шума
D.1 Мероприятия по снижению уровня шума
В этом приложении приведены примеры мероприятий по снижению уровня шума на стадии конструирования. Этот перечень не является исчерпывающим. Изготовители могут использовать альтернативные меры по снижению уровня шума с идентичной или большей эффективностью.
Мероприятия по снижению уровня шума:
- устранение вибраций.
Необходимо использовать только хорошо отбалансированные шлифовальные круги и достаточно надежную систему их крепления. Например, посредством фланцев с повышенной жесткостью и большим наружным диаметром;
- предотвращение передачи вибраций.
Если применением конструктивных мер вибраций нельзя избежать, их распространение на окружающую среду можно снизить, изолируя вибрирующий элемент посредством гасителей колебаний.
С целью снижения уровня шума рекомендуется использовать глушители на выходных отверстиях для газообразных веществ (например, при использовании сжатого воздуха для пневматического управления).
Рекомендуется использовать сопла с рассекателями для сжатого воздуха, например для продувки зажимных устройств инструмента и обрабатываемых деталей;
- предотвращение турбулентности.
Аэродинамическая конструкция быстро вращающихся частей, например закрытых поверхностей, предотвращает возникновение турбулентности, а также звуков высоких частот;
- предотвращение распространения звуковых волн.
Ограждения препятствуют распространению звуковых волн от источника шума в окружающую среду. Такие ограждения следует выполнять из звукоизолирующих и звукопоглощающих материалов. Они должны ограждать источник шума (например, гидравлический узел, зону механической обработки, приводные двигатели) или станок в целом.
Эффективность ограждений будет значительно снижена при наличии отверстий, например отверстия для подвода и отвода воздуха, отверстий для загрузки и выгрузки. Эти отверстия должны быть как можно меньшими и, где возможно, с установкой глушителей.
Распространение звуковых волн можно также уменьшать с помощью частичных ограждений. Звукопоглощающие материалы применяются для внутренних поверхностей ограждения станка возле источника шума, например на внутренней поверхности корпуса шпиндельной бабки для шпинделей с шариковыми или роликовыми опорами.
Приложение Е
(рекомендуемое)
Определение уровня шума
Е.1 Процедура измерения
Общая информация и основные процедуры измерения с целью определения уровня звукового излучения на шлифовальных станках содержатся в ИСО 230-5.
Как функция показателя акустических условий ![]() уровень звуковой мощности определяется в соответствии с ЕН ИСО 3744 или ЕН ИСО 3746. Уровень звукового давления определяется в соответствии с ЕН ИСО 11201, ЕН ИСО 11202 или ЕН ИСО 11204. Уровень звукового давления определяется в непосредственной близости от станка, как указано в инструкции, с привязкой к рабочему месту оператора.
уровень звуковой мощности определяется в соответствии с ЕН ИСО 3744 или ЕН ИСО 3746. Уровень звукового давления определяется в соответствии с ЕН ИСО 11201, ЕН ИСО 11202 или ЕН ИСО 11204. Уровень звукового давления определяется в непосредственной близости от станка, как указано в инструкции, с привязкой к рабочему месту оператора.
Е.2 Рабочие условия
Рабочие условия для определения шумовых характеристик на шлифовальных станках, рассматриваемых в настоящем стандарте, еще не определены. Эти условия будут включены позже в специальное приложение к настоящему стандарту. До тех пор, пока не будут определены эти условия, производитель обязан детально описывать рабочие условия, а также используемый шлифовальный круг и обрабатываемые детали при заявлении значений шумовых характеристик.
Рекомендуется проводить измерения шумовых характеристик в типовых рабочих условиях. Пока в стандартах не определены соответствующие условия, измерения следует проводить, по меньшей мере, на холостом ходу при:
- максимальной рабочей скорости шлифовального круга,
- максимально высокой скорости подачи,
- максимальном давлении и режиме подачи СОЖ,
- максимальной мощности отсоса.
Кроме того, во время измерений должны:
- работать все дополнительные устройства (например, конвейеры для удаления стружки, системы СОЖ, гидравлические и смазочные системы),
- быть установлены и находиться в рабочем положении "защита" все защитные устройства, особенно предназначенные для снижения уровня шума и поставленные вместе со станком.
Любые определения уровня звукового давления на рабочем месте оператора и уровня звуковой мощности следует проводить в идентичных условиях при монтаже и эксплуатации.
Е.3 Заявление и проверка значений уровня шума
Заявление значений уровня шума предпочтительно следует давать в виде двухчислового значения в соответствии с ЕН ИСО 4871.
Заявленные значения уровня шума проверяют в соответствии с ЕН ИСО 4871 (пункт 6).
Примечание - Достижимые значения уровня шума для шлифовальных станков, рассматриваемых в настоящем стандарте, в данное время не могут быть установлены, так как не существует систематических записей о проведении проверок и объявлении значений уровня шума в соответствии с ИСО 11689 [2].
Приложение F
(обязательное)
Требования к шлифовальным станкам для материалов,
при обработке которых выделяется легковоспламеняемая
и взрывоопасная пыль
F.1 Устройства для шлифования с охлаждением
Станок должен быть оснащен устройствами для охлаждения обрабатываемых деталей и шлифовального круга водой или другими соответствующими СОЖ. Подача СОЖ должна гарантировать, что мелкая металлическая стружка смыта и осаждена. Осажденную стружку следует собирать в соответствующие контейнеры.
Конструкцией шлифовального станка должна быть предусмотрена блокировка системы подачи СОЖ таким образом, чтобы полностью исключать возможность работы на станке без СОЖ. Пример см. рисунок F.1.
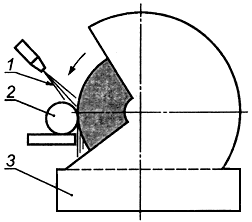
1 - СОЖ; 2 - обрабатываемая деталь; 3 - контейнер для сбора шлама
Рисунок F.1
F.2 Устройства для шлифования без охлаждения с влажным осаждением посредством мгновенного увлажнения
Устройства для увлажнения появляющейся пыли соответствующими СОЖ должны быть установлены непосредственно за местом шлифования так, чтобы пыль могла быть связана, осаждена и собрана.
Устройства для контроля подачи СОЖ должны быть сблокированы с приводом шпинделя шлифовального круга. Пример см. рисунок F.2.
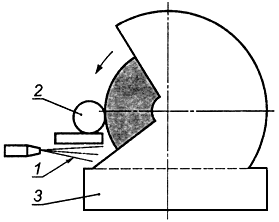
1 - СОЖ; 2 - обрабатываемая деталь; 3 - контейнер для сбора шлама
Рисунок F.2
F.3 Устройства для шлифования без охлаждения с использованием циклона влажного типа
Устройства для отсоса и сбора стружки должны быть расположены так, чтобы появившаяся при обработке сухая пыль была удалена с места шлифования и помещена в соответствующую систему сбора.
Примечание - Допускается применение систем сбора влажного типа при условии, что аккумулирование опасных водородновоздушных смесей исключается.
Должны быть предусмотрены устройства контроля отсоса и влажного осаждения, сблокированные с приводом шпинделя шлифовального круга.
Вытяжные вентиляторы должны быть размещены со стороны чистого воздуха и продолжать работать после останова шлифовального станка, пока это необходимо, чтобы избежать осаждения пыли. Пример см. рисунок F.3.
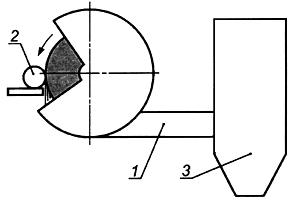
1 - отсос; 2 - обрабатываемая деталь; 3 - система сбора влажного типа
Рисунок F.3
F.4 Дополнительные требования при шлифовании без охлаждения
Шлифовальные станки, на которых могут обрабатываться не только материалы, образующие легковоспламеняемую и взрывоопасную пыль, но и искрообразующие материалы, должны быть оснащены отдельными системами отсоса для каждой из групп таких материалов. При использовании общего сборника влажного типа трубопроводы каждой системы отсоса должны быть соединены в зоне увлажнения сборника влажного типа. Конструкция шлифовального станка должна гарантировать обработку искрообразующих материалов только при использовании соответствующего устройства для отсоса.
Для определения объема мероприятий, необходимых для предотвращения возгорания, открытые части станка, устройства отсоса и сборники влажного типа должны быть сгруппированы в зоны, определенные частотой и длительностью образования взрывоопасной атмосферы, в соответствии с ЕН 1127-1 (пункт 6.5).
Зона 20 включает участки, где взрывоопасная атмосфера в виде облака пыли в воздухе присутствует постоянно или в течение долгого времени и где может образоваться осадок пыли неопределенной или чрезмерной толщины. В этом случае допускается использование сборников сухого типа.
Зона 21 включает участки, где при нормальной эксплуатации взрывоопасная атмосфера в виде облака пыли в воздухе присутствует иногда и где слои легковоспламеняемой пыли образуются постоянно. Такие условия могут быть приняты, например, для участков вокруг источника образования пыли и внутри трубопровода и устройства отсоса.
Для определения таких зон следует принимать во внимание требования к источникам возгорания в соответствии с ЕН 1127-1 (6.4).
При конструировании устройств отсоса скорость воздуха, равная 20 м/с, должна быть принята в качестве основной для безопасного сбора и удаления пыли.
Приложение G
(справочное)
Сводная таблица защитных мер безопасности по разделу 5 для различных
видов опасностей различных типов стационарных шлифовальных станков
Таблица G.1
|
Вид опасности |
Основные пункты для всех типов стационарных шлифовальных станков |
Специальные пункты для различных типов | |||||||||||||||
|
|
|
1.1 |
1.2 |
1.3 |
1.4 |
1.5 |
1.6 |
1.7 |
1.8 |
1.9 |
1.10 |
1.11 |
1.12 |
1.13 |
1.14 |
1.15 |
1.16 |
|
1 Опасности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.1/1.2 срезом/сдвигом |
5.2.4, 5.2.7, 5.2.10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.4 запутыванием |
5.2.4, 5.2.5, 5.2.10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.5 затягиванием или захватом |
5.2.4, 5.2.5, 5.2.7, 5.2.10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.6 ударом |
5.2.4, 5.2.10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.8 трением или истиранием |
5.2.1, 5.2.5, приложение А |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 Электрические |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.1 контактом человека с деталями под напряжением (прямой контакт) |
5.3.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.2 контактом человека с деталями, которые попали под напряжение из-за неисправного состояния (непрямой контакт) |
5.3.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 Опасности, вызванные шумом, со следующими последствиями: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4.1 повреждение слуха (глухота), другие физиологические нарушения (например, нарушение равновесия, ослабление внимания) |
5.4, 5.3, 7.2.1, 7.2.2, приложения D, Е |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 Опасности, вызванные вибрацией: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.1 использование вручную перемещаемых узлов станка с вращающимся шлифовальным кругом, ведущее к нервно-сосудистым нарушениям |
7.2.1, 7.2.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 Опасности, вызванные материалами и веществами (и их компонентами), обрабатываемыми или используемыми на станках: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7.1 контакт или попадание внутрь вредных жидкостей, газов, тумана, дыма и пыли |
5.6, 5.7.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7.2 возгорание или взрыв |
6.8, 7, приложение F |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7.3 биологические и микробиологические опасности (вирусы, бактерии) |
5.7.3, 7.2.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 Опасности, вызванные пренебрежением эргономических принципов при конструировании станка, например: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8.1 неудобное положение тела или чрезмерные усилия |
7.2.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8.4 недостаточное местное освещение |
5.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 Опасности, вызванные неожиданным пуском, неожиданным вращением или работой с превышением нормальной скорости: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10.1 неполадки/нарушения работы системы управления |
5.5, 5.10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10.2 восстановление энергопитания после сбоя |
5.10.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10.3 внешние воздействия на электрооборудование |
5.11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 Опасности, вызванные неполадками в энергопитании |
5.2.8, 5.5, 5.10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 Опасности, вызванные сбоем в работе системы управления |
5.10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17 Опасности из-за падающих или выбрасываемых предметов или жидкостей |
5.2.1, 5.2.2, 5.2.8, 5.2.10, приложения А, В, С |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 Потеря устойчивости |
7.2.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
| |||||||||||||||||
|
Примечание - Тип шлифовального станка в соответствии с таблицей 1. | |||||||||||||||||
Приложение Н
(обязательное)
Сведения о соответствии национальных стандартов Российской Федерации
ссылочным международным (региональным) стандартам
|
Обозначение ссылочного международного (регионального) стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
CR 1030-1 |
* |
|
ЕН 287-1 |
* |
|
ЕН 287-2 |
* |
|
ЕН 288-1 |
* |
|
ЕН 292-1:1991 |
ГОСТ ИСО/ТО 12100-1-2001 Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методика |
|
ЕН 292-2:1991 |
|
|
ЕН 292-2:1991/А1:1995 |
* |
|
ЕН 294 |
ГОСТ Р 51334-99 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону |
|
ЕН 349 |
ГОСТ Р 51335-99 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела |
|
ЕН 418 |
ГОСТ Р 51336-99 Безопасность машин. Установки аварийного отключения. Функции. Принципы проектирования |
|
ЕН 547-1 |
* |
|
ЕН 547-2 |
* |
|
ЕН 614-1 |
ГОСТ Р ЕН 614-1-2003 Безопасность оборудования. Эргономические принципы конструирования. Часть 1. Термины, определения и общие принципы |
|
ЕН 626-1 |
ГОСТ Р 51338-99 Безопасность машин. Снижение риска для здоровья от воздействия вредных веществ, выделяющихся при эксплуатации машин. Часть 1: Основные положения для изготовителей машин |
|
ЕН 729-1 |
* |
|
ЕН 953 |
ГОСТ Р 51342-99 Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых съемных защитных устройств |
|
ЕН 954-1 |
|
|
ЕН 982 |
ГОСТ 31177-2003 (ЕН 982:1996) Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика |
|
ЕН 983 |
ГОСТ 30869 (ЕН 983:1996) Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика |
|
ЕН 1033 |
* |
|
ЕН 1037 |
ГОСТ Р 51343-99 Безопасность машин. Предотвращение неожиданного пуска |
|
ЕН 1050:1996 |
ГОСТ Р 51344-99 Безопасность машин. Принципы оценки и определения риска |
|
ЕН 1070 |
ГОСТ ЕН 1070-2003 Безопасность оборудования. Термины и определения |
|
ЕН 1088:1995 |
ГОСТ Р 51345-99 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора |
|
ЕН 1127-1:1997 |
* |
|
ЕН 1837 |
ГОСТ ЕН 1837-2002 Безопасность машин. Встроенное освещение машин |
|
ЕН 10025 |
* |
|
ЕН 10130:1991+А1 |
* |
|
ЕН 12096 |
* |
|
ЕН 12413 |
* |
|
ЕН 13236 |
* |
|
ЕН 13478 |
* |
|
ЕН 22553 |
* |
|
ЕН 25817:1992 |
* |
|
EHV 26385 |
|
|
ЕН 50081-2 |
* |
|
ЕН 50082-2 |
* |
|
ЕН 60204-1:1997 |
|
|
|
ГОСТ Р 51838-2001 Безопасность машин. Электрооборудование производственных машин. Методы испытаний |
|
ЕН 61310-2 |
ГОСТ 28690-90 Знак соответствия технических средств требованиям электромагнитной совместимости. Форма, размеры, технические требования |
|
ЕН ИСО 3746 |
|
|
ЕН ИСО 4871 |
ГОСТ 30691-2001 (ИСО 4871-96) Шум машин. Заявление и контроль значений шумовых характеристик |
|
ЕН ИСО 11201 |
* |
|
ЕН ИСО 11202 |
|
|
ЕН ИСО 11204 |
|
|
ЕН ИСО 11688-1 |
* |
|
ИСО 230-5 |
ГОСТ ИСО 230-5-2002 Испытания станков. Часть 5. Определение шумовых характеристик |
|
ИСО 666 |
ГОСТ 2270-78 Инструмент абразивный. Основные размеры элементов крепления |
|
ИСО 1052 |
* |
|
ИСО 1083 |
* |
|
ИСО 3522 |
* |
|
ИСО 3574 |
* |
|
ИСО 4997 |
* |
|
ИСО 6316 |
* |
|
ИСО 6361-2 |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного (регионального) стандарта. Перевод данного международного (регионального) стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | |
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке