
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
19
50
апреля
18
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
РД 34.31.501-97
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ЭКСПЛУАТАЦИИ ПОДПЯТНИКОВ ВЕРТИКАЛЬНЫХ ГИДРОАГРЕГАТОВ
Дата введения 1998-05-01
РАЗРАБОТАНО Открытым акционерным обществом "Фирма по наладке, совершенствованию технологии и эксплуатации электростанций и сетей ОРГРЭС"
ИСПОЛНИТЕЛЬ А.Е.Александров
УТВЕРЖДЕНО Департаментом науки и техники РАО "ЕЭС России" 08.05.97 г.
Начальник А.П.Берсенев
СОГЛАСОВАНО с Департаментом эксплуатации энергосистем и электрических станций 05.05.97 г.
Начальник В.И.Городницкий
Настоящие Методические указания распространяются на подпятники вертикальных гидроагрегатов и устанавливают основные требования к эксплуатации подпятников всех типов с сегментами, облицованными баббитом, и с эластичными металлопластмассовыми сегментами (ЭМП-сегментами).
Методические указания обязательны для применения эксплуатационным персоналом гидроэлектростанций и могут быть использованы проектными институтами, заводами-изготовителями гидрогенераторов, монтажными и наладочными организациями.
С вводом в действие настоящих Методических указаний отменяются "Методические указания по эксплуатации подпятников вертикальных гидротурбинных агрегатов (гидроагрегатов): РД 34.31.501-88" (М.: СПО Союзтехэнерго, 1989).
1. ОБЕСПЕЧЕНИЕ НЕОБХОДИМОГО ЗНАЧЕНИЯ
МАКРОНЕРОВНОСТИ* ЗЕРКАЛЬНОЙ ПОВЕРХНОСТИ
ДИСКА ПОДПЯТНИКА
________________
* Под макронеровностью понимаются единичные отклонения поверхностей от плоскости с большим шагом.
1.1. Макронеровность зеркальной поверхности диска подпятника в радиальном направлении не должна превышать 0,03 мм для дисков диаметром до 2 м и 0,04 мм для дисков диаметром 2 м и более.
Макронеровность зеркальной поверхности диска подпятника в направлении вращения не должна превышать значения, при котором биение зеркальной поверхности диска, вызванное совместным действием макронеровности и неперпендикулярности зеркальной поверхности диска подпятника к оси вала агрегата, составляет более 0,08 мм для однорядных подпятников на жесткой опоре и более 0,12 мм для двухрядных и гидравлических подпятников независимо от типа установленных в них сегментов - баббитовых или ЭМП-сегментов.
1.2. Измерения макронеровностей зеркальной поверхности диска подпятника должны производиться при каждом капитальном ремонте агрегата. Перед измерениями сопряженные поверхности диска и втулки должны быть очищены от грязи и шлама и промыты и диск плотно присоединен к втулке. Если в процессе эксплуатации возникают признаки повышения макронеровности (повышенная вертикальная вибрация грузонесущей крестовины или опорного конуса с оборотной или кратной ей частотой во всех режимах работы агрегата, включая режим синхронного компенсатора и режим останова), должны быть произведены внеочередные измерения макронеровности.
1.3. Макронеровность зеркальной поверхности диска подпятника в радиальном направлении проверяется не менее чем на 12 радиусах равномерно по окружности поверочной лекальной линейкой, длина которой должна быть не меньше разницы между наружным и внутренним радиусами диска, и щупами.
1.4. Макронеровность зеркальной поверхности диска в направлении вращения проверяется путем измерения биения зеркальной поверхности диска одним из следующих способов:
датчиками, установленными между двумя соседними сегментами на основании подпятника, с осциллографированием их показаний, а также положения меток на боковой (цилиндрической) поверхности диска при прокручивании ротора водой на сегментах, смазанных животным жиром (баббитовые сегменты) или турбинным маслом (ЭМП-сегменты). Прокручивание ротора осуществляется кратковременным открытием направляющего аппарата турбины на 5-6% (значение открытия направляющего аппарата уточняется для каждой ГЭС опытным путем). Должно быть сделано полтора-два оборота. При этом непрерывная запись показаний датчиков должна быть обеспечена в пределах полного оборота, во время которого направляющий аппарат турбины уже закрыт, а торможение ротора еще не включено. На обратимых агрегатах ГАЭС прокручивание ротора возможно с помощью тиристорного пускового устройства при освобожденной от воды камере рабочего колеса;
индикаторами часового типа при провороте ротора вышеуказанным способом с регистрацией показаний индикаторов и меток на боковой поверхности диска с помощью кино - или видеосъемки;
индикаторами часового типа при провороте ротора краном или электрическим способом на один полный оборот с остановами через каждую 16-ю или 24-ю часть окружности. Показания индикаторов снимаются при ослабленном тросе и неподвижном роторе.
При проворотах все полюса ротора должны быть установлены на свои места.
При любом способе измерений они должны проводиться не менее чем в трех точках по радиусу - у внутреннего и наружного краев диска и в середине (рис.1).
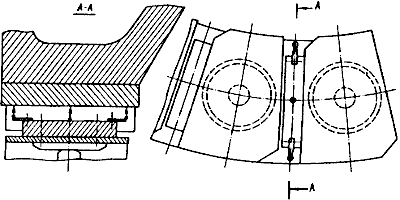
Рис.1. Расположение датчиков биения зеркальной поверхности диска подпятника
1.5. При неровности зеркальной поверхности диска подпятника, большей, чем указано в п.1.1, должны быть приняты меры по ее уменьшению. Предварительно должно быть определено, чем вызвана неровность на зеркальной поверхности диска при собранном подпятнике: искажением поверхности втулки, сопрягаемой с диском; искажением тыльной поверхности диска или искажением самой рабочей поверхности диска. Первая причина может быть определена путем отсоединения диска от втулки, его поворота относительно втулки на 1/8 или на 1/4 часть окружности, закрепления в новом положении и измерения неровности зеркальной поверхности диска при прокрутке. Разделение 2-ой и 3-ей причин возможно только путем измерений на отсоединенном диске.
В условиях эксплуатации могут быть применены следующие способы уменьшения неровности зеркальной поверхности диска:
1.5.1. Шлифовка на тыльной поверхности диска мест, соответствующих выступам на зеркальной поверхности диска. Для этого на гидрогенераторах зонтичного типа диск отсоединяется от втулки и опускается на прокладки, установленные вместо сегментов. Затем диск максимально возможно выдвигается в радиальном направлении так, чтобы место шлифовки выступило из-под ступицы. На тыльной стороне диска (вручную шабером) наносятся маяки соответствующей глубины и торцевыми шлифовальными машинками производится шлифовка до исчезновения маяков. Если на тыльной поверхности диска наклеена прокладка из легко обрабатываемого материала, производится шабрение этой прокладки.
На гидрогенераторах подвесного типа шлифовка производится после снятия втулки с вала и отсоединения от нее диска.
1.5.2. Шлифовка поверхности втулки подпятника, сопряженной с диском, в местах, соответствующих выступам на зеркальной поверхности диска. Шлифовка проводится по маякам аналогично изложенному в п.1.5.1.
На гидрогенераторах зонтичного исполнения для применения этого метода необходимо, чтобы была разъемная маслованна и разъемный стол подпятника, части которого можно раздвигать в стороны, что обеспечивает необходимое пространство для проведения работ.
На гидрогенераторах подвесного исполнения шлифовка поверхности втулки подпятника производится после ее снятия с вала и разъединения с диском.
1.5.3. Установка между диском и втулкой подпятника прокладок толщиной 2-4 мм из легко обрабатываемого материала. Прокладки должны иметь строго одинаковую толщину по всей поверхности; на них вышабривается требуемый профиль, а при необходимости также и клин для устранения неперпендикулярности плоскости пяты к оси вала гидроагрегата.
1.5.4. Установка между диском и втулкой подпятника прокладок из калиброванного электротехнического картона и фольги. Прокладка из электротехнического картона толщиной 0,5-0,7 мм выполняется в виде кольца, разрезаемого на минимально возможное число секторов, и устанавливается по всей площади тыльной поверхности диска с просветами между секторами 5-10 мм. Фигурные прокладки из одного или нескольких слоев фольги устанавливаются в местах, соответствующих впадинам на зеркальной поверхности диска.
Этот способ может быть рекомендован лишь в качестве временной меры на срок не более полугода, так как прокладки через некоторый период эксплуатации разрушаются.
2. ДОПУСТИМАЯ НЕПЕРПЕНДИКУЛЯРНОСТЬ ПЛОСКОСТИ ПЯТЫ К ОСИ ВАЛА ГИДРОАГРЕГАТА
2.1. Неперпендикулярность зеркальной поверхности диска подпятника к оси вала агрегата не должна превышать значения, при котором биение зеркальной поверхности диска, вызванное совместным действием неперпендикулярности и макронеровности, составляет более 0,08 мм для однорядных подпятников на жесткой опоре и более 0,12 мм для двухрядных и гидравлических подпятников, независимо от типа установленных в них сегментов - баббитовых или ЭМП-сегментов.
2.2. Измерения неперпендикулярности плоскости пяты к оси вала агрегата должны производиться при каждом капитальном ремонте гидроагрегата одновременно с измерением макронеровностей зеркальной поверхности диска, а также при увеличении неперпендикулярности в процессе эксплуатации.
Признаком увеличения неперпендикулярности может быть повышение вертикальной вибрации грузонесущей крестовины или опорного конуса с оборотной частотой во всех режимах, включая режим синхронного компенсатора и режим останова.
2.3. Неперпендикулярность зеркальной поверхности диска к оси вала агрегата может проверяться с помощью индикаторов часового типа или с помощью датчиков с регистрацией их показаний на ленте осциллографа или на магнитном носителе. При прокручивании ротора датчики устанавливаются у наружного края диска подпятника между сегментами в двух диаметрально противоположных точках. Проверку неперпендикулярности целесообразно проводить одновременно с проверкой макронеровности зеркальной поверхности диска подпятника.
2.4. Неперпендикулярность зеркальной поверхности диска подпятника к оси вала агрегата следует устранять шлифовкой тыльной стороны диска или сопряженной поверхности втулки подпятника. Порядок проведения шлифовки такой же, как и при устранении макронеровности (см. пп.1.5.1 и 1.5.2).
2.5. Допускается устранять неперпендикулярность плоскости пяты к оси вала гидроагрегата установкой между диском и втулкой прокладки толщиной 2-4 мм из легко обрабатываемого материала, на которой вышабривается клин. Такая прокладка может служить одновременно для уменьшения местных неровностей на зеркальной поверхности диска (см. п.1.5.3).
2.6. В качестве временной меры на срок не более полугода допускается устранять неперпендикулярность плоскости пяты установкой клиновых прокладок из электротехнического картона или фольги.
Наличие этих прокладок, устанавливаемых в виде ступенек, ухудшает состояние зеркальной поверхности диска, а их разрушение приводит к увеличению биения зеркальной поверхности диска, поэтому они не могут быть рекомендованы для постоянной установки.
3. ОБЕСПЕЧЕНИЕ НЕОБХОДИМОЙ ШЕРОХОВАТОСТИ ЗЕРКАЛЬНОЙ ПОВЕРХНОСТИ ДИСКА ПОДПЯТНИКА
3.1. Шероховатость зеркальной поверхности диска должна быть не более 0,32 мкм (9-й класс) и не менее 0,16 мкм (10-й класс). В отдельных местах, составляющих не более 10% зеркальной поверхности диска, допустима чистота 0,63 мкм (8-й класс).
3.2. Измерения шероховатости зеркальной поверхности диска подпятника должны производиться при капитальных ремонтах агрегата, а также при появлении признаков ухудшения чистоты зеркальной поверхности (повышение температуры всех сегментов при неизменной температуре масла в ванне подпятника и др.).
3.3. Шероховатость зеркальной поверхности диска подпятника в условиях эксплуатации можно проверить путем снятия слепков на пластичный материал, (например, масляно-гуттаперчевую массу) с последующим исследованием их под микроскопом или с помощью профиломера.
3.4. При шероховатости зеркальной поверхности диска хуже указанной в п.3.1, а также при наличии большого количества рисок, царапин, раковин должна быть проведена обработка зеркальной поверхности диска (суперфиниширование и последующее полирование) и доведение ее до 0,32 мкм.
3.5. Зеркальную поверхность дисков подпятников гидрогенераторов зонтичного исполнения можно обрабатывать в условиях эксплуатации с помощью специального самоходного станка, устанавливаемого в подпятнике, из которого удалены сегменты. Станок может быть изготовлен для каждого размера подпятника.
Зеркальная поверхность диска подпятника гидрогенераторов подвесного исполнения обрабатывается в условиях ГЭС с помощью более простых приспособлений после снятия втулки с диском с вала. При возможности диск отправляется на завод для обработки на станке.
4. ОБЕСПЕЧЕНИЕ РАВНОМЕРНОСТИ РАСПРЕДЕЛЕНИЯ НАГРУЗКИ МЕЖДУ СЕГМЕНТАМИ ПОДПЯТНИКА
4.1. Равномерность распределения нагрузки между сегментами должна обеспечиваться с точностью до 10% для подпятников с любыми типами сегментов - баббитовых или ЭМП-сегментов. Точность регулировки высотного положения сегментов для подпятника на гидравлической опоре должна быть не менее 0,2 мм.
4.2. Нагрузка на отдельные сегменты определяется по деформации опорных элементов: тарельчатых опор, упругих камер (в подпятниках на гидравлических опорах), балансиров (в двухрядных подпятниках).
В эксплуатационных условиях рекомендуется рычажно-индикаторный способ определения нагрузки на отдельные сегменты подпятника по деформации тарельчатой опоры или балансира (для двухрядных подпятников). При этом способе к тарельчатой опоре крепится кольцевая или рамная конструкция с рычагами, жестко связанными с внутренним и наружным краями опоры; между рычагами устанавливается индикатор.
При нагружении индикатор показывает удвоенный прогиб края тарелки относительно центра, увеличенный за счет рычагов. На рис.2 показано такое рычажно-индикаторное устройство для тарельчатой опоры диаметром 370 мм.
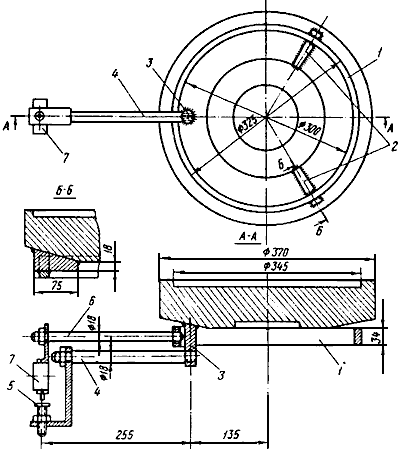
Рис.2. Рычажно-индикаторное устройство для определения нагрузки на сегмент подпятника по прогибу опорной тарелки:
1 - кольцо; 2 - ребра-приварыши; 3 - стержень; 4 - нижний рычаг с уголком; 5 - винт с опорной поверхностью;
6 - верхний рычаг; 7 - индикатор
В двухрядных подпятниках допустимо определение нагрузки только на наружные сегменты описанным способом, считая одинаковым для всех пар сегментов соотношение нагрузки между наружным и внутренним сегментами, однако предпочтительнее определение нагрузки в целом на пару сегментов по прогибу балансира рычажно-индикаторным способом (рис.3). При этом к тыльной стороне балансира 1 прикрепляется рычаг 2, свободный конец которого выводится к наружной стороне балансира. Между концом рычага и уголком 4, закрепленным на наружной стороне балансира, устанавливается индикатор 3, регистрирующий прогиб балансира при нагружении подпятника.
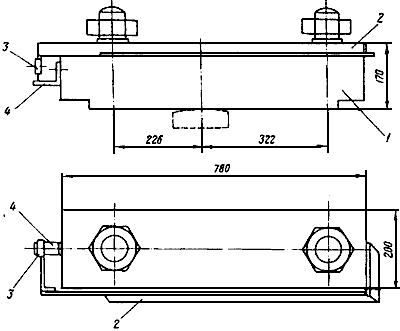
Рис.3. Рычажно-индикаторное устройство для определения нагрузки на пару сегментов по прогибу балансира:
1 - балансир; 2 - рычаг; 3 - индикатор; 4 - уголок
В подпятниках на гидравлической опоре определение нагрузки на сегменты возможно по деформации тарельчатых опор рычажно-индикаторным способом или по значению сжатия упругих камер по индикаторам, исходя из допущения одинаковой жесткости этих упругих камер. В последнем случае нагрузка на сегменты получается в условных единицах.
4.3. При оснащении подпятника устройствами для определения нагрузки на сегменты должна быть обеспечена максимальная идентичность устройств на всех сегментах - одинаковая длина рычагов, мест крепления и т.д.
4.4. Каждая тарельчатая опора или балансир должны быть откалиброваны на прессе с использованием индивидуальных устройств (рычагов и пр.) для каждой опоры или балансира, т.е. должны быть получены зависимости показаний индикаторов от нагрузки. Периодичность калибрования тарельчатых опор - не реже одного раза в 10 лет. Калибрование всех тарельчатых опор (балансиров) с одним комплектом устройств не допускается. Учитывая сложность калибрования балансиров двухрядных подпятников, допускается проводить регулировку нагрузки по прогибу балансиров без их предварительного калибрования. При этом должна быть обеспечена полная идентичность рычажно-индикаторных устройств всех балансиров.
4.5. Условия калибрования упругого элемента подпятника (тарельчатой опоры или балансира) на прессе должны быть максимально приближены к условиям его нагружения в подпятнике. На прессе должны быть предусмотрены: плита соответствующей толщины, имитирующая диск подпятника; сегмент; каленый вкладыш со сферической поверхностью такого же диаметра, как и в подпятнике. Наибольшее усилие при калибровании не должно превышать расчетной нагрузки на один сегмент.
4.6. Перед калиброванием тарельчатых опор на прессе должны быть осмотрены их опорные поверхности (кольцевые буртики): наличие на них рисок, забоин, заниженных участков недопустимо. Замеченные дефекты следует исправлять проточкой буртиков на токарном станке на 0,1-0,2 мм.
Перед проведением регулировки нагрузки на сегменты следует также осмотреть их тыльные поверхности, сопряженные с тарельчатыми опорами. Замеченные дефекты (риски, забоины и др.) устранить.
4.7. Регулировка нагрузки на сегменты подпятника производится следующим образом: ротор агрегата поднимают на тормоза-домкраты и стрелки индикаторов устанавливают на нули; опускают ротор и снимают показания индикаторов; по калибровочным зависимостям определяют нагрузку на каждый сегмент; вычисляют среднюю нагрузку на сегмент; поднимают ротор на тормоза-домкраты, опорные болты наиболее нагруженных сегментов опускают, наименее нагруженных - поднимают. Операции по подъему и опусканию ротора агрегата с регулировкой высотного положения опорных болтов производят столько раз, сколько потребуется для достижения требуемой равномерности распределения нагрузки между сегментами.
4.8. В процессе эксплуатации происходит постепенная разрегулировка нагрузки на сегменты. Не реже, чем при капитальных ремонтах, следует проверять равномерность распределения нагрузки на сегменты и при необходимости проводить регулировку.
4.9. При замене всех или части сегментов, опорных болтов или вкладышей, а также при восстановлении сегментов после повреждения следует проверять распределение нагрузки между сегментами и производить регулировку.
5. ПРОВЕРКА И УСТАНОВКА ТАНГЕНЦИАЛЬНОГО И РАДИАЛЬНОГО ЭКСЦЕНТРИСИТЕТОВ СЕГМЕНТОВ
5.1. Для обеспечения надежной работы подпятника необходима правильная установка тангенциального и радиального эксцентриситетов сегментов, т.е. смещения центра тяжести рабочей поверхности сегмента относительно точки его опирания.
Тангенциальный эксцентриситет выражается в процентах от средней тангенциальной (в направлении вращения) длины рабочей поверхности сегмента, а радиальный эксцентриситет - в процентах от радиальной ширины рабочей поверхности сегмента.
5.2. Тангенциальный эксцентриситет сегментов с баббитовым покрытием должен устанавливаться в диапазоне 6 -10%, а ЭМП-сегментов - в диапазоне 46%. В подпятниках обратимых гидроагрегатов тангенциальный эксцентриситет сегментов должен устанавливаться равным нулю.
-10%, а ЭМП-сегментов - в диапазоне 46%. В подпятниках обратимых гидроагрегатов тангенциальный эксцентриситет сегментов должен устанавливаться равным нулю.
5.3. Радиальный эксцентриситет сегментов должен устанавливаться в диапазоне ±3%. Для каждого подпятника в зависимости от его параметров (окружная скорость, конфигурация сегментов и др.) точное значение оптимальной величины радиального эксцентриситета должно быть определено специальными испытаниями. Завышенное значение радиального эксцентриситета приводит к ускоренному износу наружной или внутренней части рабочей поверхности сегментов.
5.4. Разброс эксцентриситетов (тангенциального и радиального) отдельных сегментов подпятника не должен превышать 1,5%.
5.5. Тангенциальный эксцентриситет сегмента в миллиметрах ( ) и в процентах (
) и в процентах ( ) вычисляется по формулам:
) вычисляется по формулам:
 мм;
мм;  %, (1)
%, (1)
где  - расстояние от опорного болта до упора, мм (рис.4);
- расстояние от опорного болта до упора, мм (рис.4);
 - тангенциальная длина рабочей поверхности сегмента без заходной фаски по линии опорных болтов, мм.
- тангенциальная длина рабочей поверхности сегмента без заходной фаски по линии опорных болтов, мм.
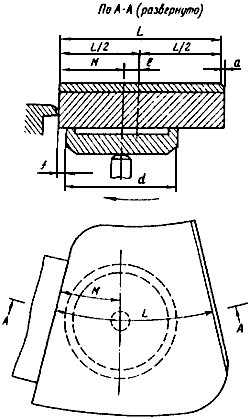
Рис.4. К вычислению тангенциального эксцентриситета сегмента
Расстояние может быть определено непосредственно измерением от центра опорного болта до упора при вынутом сегменте и тарельчатой опоре или косвенно измерением расстояния  от края тарельчатой опоры до сбегающей кромки сегмента с тыльной стороны при известном диаметре
от края тарельчатой опоры до сбегающей кромки сегмента с тыльной стороны при известном диаметре  тарельчатой опоры:
тарельчатой опоры:
 . (2)
. (2)
Тангенциальная длина сегмента измеряется по окружности расположения опорных болтов. Заходная фаска  в длину сегмента не включается. Если на сегменте с баббитовым покрытием имеется увеличенный маслоприемный скос гиперболической формы, то 1/3 часть этого скоса включается в рабочую длину сегмента . Профильные скосы, имеющиеся на набегающей и сбегающей кромках ЭМП-сегментов, входят в рабочую поверхность сегментов.
в длину сегмента не включается. Если на сегменте с баббитовым покрытием имеется увеличенный маслоприемный скос гиперболической формы, то 1/3 часть этого скоса включается в рабочую длину сегмента . Профильные скосы, имеющиеся на набегающей и сбегающей кромках ЭМП-сегментов, входят в рабочую поверхность сегментов.
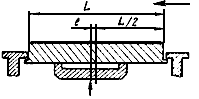
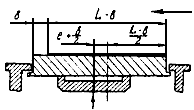
5.6. В подпятниках старых конструкций, в которых не предусмотрены заводские устройства для регулировки тангенциального эксцентриситета, его изменение производится одним из способов, представленных в таблице. Там же приведены соответствующие формулы для подсчета эксцентриситета.
5.7. При замене баббитового покрытия сегментов на ЭМП-покрытие с уменьшением поверхности трения может произойти увеличение тангенциального эксцентриситета в процентах (при неизменном значении эксцентриситета в миллиметрах) за счет уменьшения рабочей длины сегментов. Эксцентриситет  должен определяться в этом случае с учетом реальной конфигурации сегмента (рис.5) по формуле
должен определяться в этом случае с учетом реальной конфигурации сегмента (рис.5) по формуле
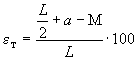 %. (3)
%. (3)
Рис.5. Эластичный металлопластмассовый сегмент:
1 - эластичный вкладыш; 2 - стальное основание; 3 - кольцевые риски для контроля износа
5.8. Радиальный эксцентриситет с учетом реальной конфигурации сегмента после замены баббитового покрытия на ЭМП-покрытие (см. рис.5) вычисляется по формуле
 %, (4)
%, (4)
где  - расстояние от опорного болта до радиального (внутреннего) упора, мм;
- расстояние от опорного болта до радиального (внутреннего) упора, мм;
 - размер по рис.5;
- размер по рис.5;
 - радиальная ширина рабочей поверхности сегмента, мм;
- радиальная ширина рабочей поверхности сегмента, мм;
 - расстояние от внутреннего края рабочей поверхности сегмента до центра тяжести рабочей поверхности; для ЭМП-покрытий, имеющих форму трапеции, оно определяется по формуле
- расстояние от внутреннего края рабочей поверхности сегмента до центра тяжести рабочей поверхности; для ЭМП-покрытий, имеющих форму трапеции, оно определяется по формуле
 , (5)
, (5)
где  и
и  - соответственно малое и большое основания трапеции;
- соответственно малое и большое основания трапеции;
- высота трапеции.
Способы увеличения тангенциального эксцентриситета сегментов подпятника
|
Способ увеличения эксцентриситета |
Схема увеличения эксцентриситета |
Формула определения эксцентриситета, % |
Допустимое значение величины |
|
Исходное положение |
|
|
- |
|
Снятие полосы баббита на сбегающей кромке сегмента на глубину 0,5-1,0 мм |
|
|
|
|
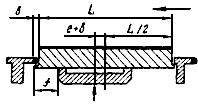
Смещение сегмента по тарельчатой опоре путем снятия полосы металла с одной стороны бокового упора и наращивания такой же полосы с другой стороны |
|
|
|
|
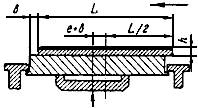
Смещение верхней части сегмента относительно его основания |
|
|
|







Условно за положительное значение радиального эксцентриситета принимается значение, когда центр тяжести рабочей поверхности сегмента смещен относительно точки опоры в сторону наружного края сегмента.
Исправление радиального эксцентриситета в подпятниках, где его регулировка не предусмотрена, производится аналогично исправлению тангенциального эксцентриситета.
6. ОБЕСПЕЧЕНИЕ ПЛОТНОСТИ ПРИЛЕГАНИЯ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ В ПОДПЯТНИКЕ
6.1. Для равномерного распределения нагрузки по всей площади сегмента и между сегментами необходимо обеспечить плотное прилегание всех деталей подпятника в горизонтальных плоскостях сопряжения (верхних частей и оснований двухслойных сегментов, оснований сегментов и тарельчатых опор, стола подпятника и дна масляной ванны, дна масляной ванны и опоры пяты).
6.2. Сопряжение верхней части сегмента с его основанием должно быть плотным по всей площади. Зазор между верхней и нижней частями сегмента, измеренный по контуру в ненагруженном состоянии, не должен превышать 0,03 мм; выпуклости и впадины в средней части сопряженных поверхностей недопустимы. При необходимости следует провести шабрение сопрягаемых поверхностей до получения не менее чем одного пятна на 1 см поверхности.
поверхности.
Плотность прилегания верхней части сегмента и основания следует проверять в обязательном порядке при замене сегментов или при их восстановлении после повреждения.
6.3. Прилегание тыльной стороны сегмента (основание сегмента - для двухслойных сегментов) к тарельчатой опоре должно быть плотным, без зазоров. На сопряженных поверхностях сегмента (основании сегмента) и тарельчатой опоры не должно быть забоин, царапин, неровностей. При необходимости следует провести шабрение тыльной поверхности сегмента (основания сегмента) и проточку на токарном станке рабочей поверхности буртика тарельчатой опоры.
6.4. Втулки, в которые ввертываются опорные болты подпятника, должны плотно (до упора) входить в свои гнезда (стаканы). При наличии в отдельных случаях зазора между дном втулки и стаканом во время работы гидроагрегата возможно проседание втулок на значение этого зазора, разгрузка части сегментов и перегрузка других. Во избежание этого необходимо предварительно создать на всех сегментах наибольшую возможную нагрузку, действующую на них во время работы гидроагрегата. Это можно выполнить, нагрузив ротором гидроагрегата сначала одну половину сегментов (через один сегмент), например, установкой на них прокладок из электрокартона толщиной 1 мм, затем другую половину сегментов,
6.5. Прилегание корпуса подпятника ко дну масляной ванны и дна масляной ванны к опоре пяты или к крестовине должно быть плотным. Обнаруженные местные зазоры должны быть устранены.
6.6. Верхняя плоскость клиновой шпонки в двухслойном сегменте не должна касаться дна паза в сегменте. Зазор между ними должен быть не менее 0,5 мм.
7. ОБЕСПЕЧЕНИЕ ЛЕГКОЙ САМОУСТАНАВЛИВАЕМОСТИ СЕГМЕНТОВ ПОДПЯТНИКА
7.1. Необходимым условием надежной работы подпятника является обеспечение самоустанавливаемости сегмента - возможность легкого поворота сегмента вместе с опорной тарелкой на опорном болте.
7.2. Наилучшие условия самоустанавливаемости сегмента обеспечивает схема опирания тарельчатой опоры о болт - "плоскость по сфере". В подпятниках со схемой опирания "сфера по сфере" при наличии затруднений в их работе следует перейти на схему опирания "плоскость по сфере".
7.3. Смятие сферической поверхности опорного болта или вкладыша не должно превышать 0,05 мм. При больших значениях смятий опорные болты или вкладыши должны быть заменены.
7.4. Смятие сферической поверхности опорного болта (или вкладыша) может быть измерено непосредственно - с помощью специального шаблона и щупа или косвенно - по диаметру площадки смятия. Для применяемых в крупных подпятниках опорных болтов смятию 0,05 мм соответствует диаметр площадки смятия 10-12 мм.
7.5. Опорные болты с поврежденной сферической поверхностью рекомендуется заменить составными с установкой в них вкладыша со сферической поверхностью, изготовленного из специальной стали. Вкладыш должен быть закален до твердости HRC 48-58 на глубину не менее 3 мм.
7.6. Глубина вмятин на посадочных поверхностях тарельчатых опор (в месте сопряжения с опорными болтами) должна быть не более 0,25 мм. При большей глубине вмятин следует проточить тарельчатые опоры на такую глубину, чтобы остался след от вмятины диаметром 5-10 мм для сохранения наклепа металла.
7.7. Сегмент в ненагруженном состоянии должен вместе с тарельчатой опорой легко поворачиваться на головке опорного болта от руки. Не должно быть защемления сегмента между упорами. Свобода качания сегментов должна проверяться всякий раз после проведения каких-либо работ в подпятнике (регулировки нагрузки на сегменты, изменения эксцентриситета и др.).
7.8. При ревизиях подпятников должно проверяться соответствие зазоров между сегментами и упорами данным завода-изготовителя.
8. КОНТРОЛЬ ЗА РАБОТОЙ ПОДПЯТНИКА
8.1. При работе гидроагрегата в подпятнике должны контролироваться: температура сегментов, температура и уровень масла, наличие потока охлаждающей воды через маслоохладители.
8.2. Не менее чем в двух сегментах подпятника и в одной точке маслованны должны быть установлены термометрические сигнализаторы, которые при превышении температуры сверх наибольшего установившегося в процессе эксплуатации значения на 5 °С должны давать импульс на сигнал, а в сегментах, кроме того, при превышении на 10 °С - импульс на останов агрегата.
Значения уставок определяются эксплуатационным персоналом на основе опыта эксплуатации или испытаний и вносятся в местную инструкцию.
8.3. Термометры сопротивления для периодического контроля температуры с визуальным отсчетом должны быть установлены в следующем числе сегментов:
в подпятниках на гидравлической опоре и в однорядных подпятниках на жесткой винтовой опоре - в каждом сегменте;
в двухрядных подпятниках - в половине сегментов каждого ряда (через один сегмент).
Кроме того, по два термосопротивления должно быть установлено в маслованне каждого подпятника.
8.4. Для повышения чувствительности и снижения инерционности термоконтроля в подпятниках с ЭМП-сегментами следует на рабочей поверхности сегментов выполнить специальные пазы, подводящие тепло от рабочей поверхности сегментов к металлу основания в месте установки термодатчиков. Пазы шириной 2,0-2,5 мм должны быть выполнены на всю глубину ЭМП-покрытия (9-10 мм), располагаться над термодатчиками и не иметь выхода на контур ЭМП-покрытия (рис.6). Длина паза 1 зависит от размеров сегмента и ориентировочно составляет 0,2-0,3 от длины ЭМП-покрытия в тангенциальном направлении в месте выполнения паза.
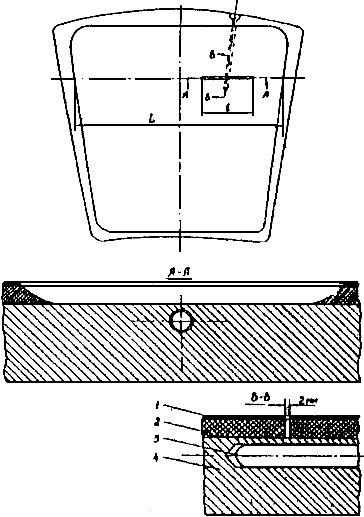
Рис.6. Выполнение пазов на ЭМП-сегментах для повышения чувствительности термоконтроля:
1 - фторопласт; 2 - бронзовая проволока; 3 - термобаллон; 4 - стальное основание
Данное мероприятие позволяет повысить показания существующего термоконтроля на 15-25 °С и уменьшить его инерционность.
8.5. Измерения и запись температуры подпятника по датчикам визуального контроля (термосопротивлениям) должны производиться регулярно в установившихся режимах работы с периодичностью, определяемой местной инструкцией.
8.6. Повышение температуры сегментов с баббитовым покрытием сверх обычных установившихся значений для данного времени года на 3-4 °С при сохранении температуры масла на прежнем уровне является признаком ухудшения состояния поверхностей трения. В этом случае гидроагрегат должен быть остановлен при первой возможности для осмотра подпятника и принятия необходимых мер (шабрения сегментов, чистки зеркальной поверхности диска и др.). До вывода в ревизию должно быть максимально ограничено число пусков агрегата и увеличено число измерений температуры (через каждые 2 ч).
8.7. Повышение температуры одного или нескольких ЭМП-сегментов в подпятнике на гидравлической опоре на 4-5 °С выше обычных установившихся значений температур сегментов и продолжающийся рост температуры свидетельствуют о развивающемся повреждении фторопластовой поверхности этих сегментов. В случае отсутствия в этих сегментах термосигнализаторов и при повышении температуры на 10 °С выше первоначального установившегося значения следует остановить агрегат и осмотреть сегменты подпятника.
8.8. В подпятниках с ЭМП-сегментами, имеющими составное исполнение фторопластового покрытия (из двух состыкованных листов фторопласта), возможны повышенные температуры до 15-20 °С отдельных сегментов. Это объясняется неплотностями стыков, в результате чего горячее масло из масляной пленки проходит под фторопластом, вызывая более интенсивный нагрев датчиков температуры, чем на сегментах с плотными стыками фторопластового покрытия. Отрицательного влияния на работу подпятника неплотности в стыках не оказывают.
8.9. Повышение температуры масла в ванне подпятника сверх установившегося значения для данного времени года на 3-4 °С с последующим повышением температуры сегментов является признаком ухудшения работы маслоохладителей. В этом случае должны быть приняты меры по устранению причин нарушения нормальной работы маслоохладителей (чистка, промыв и др.).
8.10. Понижение температуры одного или нескольких сегментов однорядного подпятника на жесткой винтовой опоре до значений, близких к температуре масла в ванне (при исправности термоконтроля), свидетельствует о разгрузке этих сегментов, которая может произойти в результате значительных смятий опорных элементов или их разрушений (например, разрушений тарельчатых опор). В подпятнике с ЭМП-сегментами это может произойти также за счет истирания фторопласта на рабочей поверхности этих сегментов.
8.11. Контроль уровня масла в ванне подпятника должен осуществляться автоматически с подачей сигнала при отклонении уровня от допустимых пределов и визуально по масломерному стеклу.
Нормальный уровень масла и его предельные значения должны быть нанесены на масломерном стекле и указаны в местной инструкции.
8.12. Уровень масла в ванне подпятника должен проверяться оперативным персоналом не реже одного раза в смену.
8.13. При повышении уровня масла в ванне подпятника сверх допустимого значения следует взять пробу масла и, если в нем будет обнаружена вода, остановить гидроагрегат для устранения попадания воды в ванну и замены масла. Для гидроагрегатов с надежно работающими подпятниками при обнаружении небольшого количества воды в масле (следы воды) допускается временная работа при постоянном контроле (два раза в смену) за состоянием масла.
8.14. При снижении уровня масла в ванне подпятника следует взять пробу масла и долить ванну маслом. Для выявления возможной утечки масла через поврежденные трубки маслоохладителей (при самотечной системе технического водоснабжения) увеличить открытие задвижек на напорных водяных трубопроводах и частично прикрыть задвижки на сливных; если после этого уровень масла в ванне повысится, взять пробу масла и при наличии в ней воды действовать согласно п.8.13. Проверить также плотность закрытия вентилей слива масла.
8.15. Периодически, в соответствии с графиком, установленным местной инструкцией, производить отбор и анализ масла из ванны подпятника. При несоответствии характеристик масла требованиям ГОСТ 32-74 - заменить его.
8.16. На сливных трубопроводах охлаждающей воды из маслоохладителей целесообразно предусмотреть в удобных для наблюдения местах прозрачные вставки или окошки для контроля за движением воды или установить расходомеры.
8.17. Подпятники на гидравлической опоре должны быть оснащены устройствами контроля проседания упругих камер с уставками на сигнал (при проседании на 1 мм больше нормального уровня) и на останов (при проседании на 2 мм больше нормального уровня). Датчики устанавливаются на одной или двух упругих камерах.
8.18. При ремонтах и ревизиях подпятников на гидравлической опоре должен осуществляться контроль за герметичностью упругих камер одним из двух способов:
измерением расстояния от корпуса подпятника до зеркальной поверхности диска в четырех местах (через 90° по окружности диска);
определением среднего значения проседания всех упругих камер.
Измерения должны производиться при одной и той же температуре подпятника. При отклонении измеряемых значений от первоначальных более чем на 0,5 мм должны быть приняты меры по восстановлению первоначального состояния.
8.19. При обнаружении трещины на упругой камере подпятника на гидравлической опоре следует перевести подпятник на жесткое опирание, выполнив следующие мероприятия:
удалить обратный клапан для обеспечения свободного вытекания масла из упругих камер;
обжать упругие камеры, опустив ротор агрегата сначала на одну половину сегментов через один, а затем на другую половину сегментов;
оснастить опорные тарелки всех сегментов рычажно-индикаторным устройством контроля нагрузки на сегменты;
произвести регулировку нагрузки на сегменты по деформации опорных тарелок, как на подпятнике на жестких винтовых опорах.
Регулировка нагрузки по проседанию упругих камер не допускается.
8.20. В подпятниках с ЭМП-сегментами должен осуществляться контроль износа фторопластовой поверхности по истиранию контрольных кольцевых рисок, нанесенных на четырех сегментах (четырех парах сегментов в двухрядных подпятниках) при изготовлении ЭМП-сегментов на заводе (см. рис.5). Первоначальная глубина контрольных рисок указывается на заводском чертеже. Кроме того, целесообразно измерять толщину каждого сегмента не менее чем в четырех точках и данные заносить в формуляр.
При полном износе контрольных кольцевых рисок дальнейший контроль износа производится путем измерения толщины ЭМП-сегментов не менее чем в четырех фиксированных точках. При износе фторопласта до выхода на поверхность бронзовой основы ЭМП-сегменты должны быть заменены. Допускается временная работа при незначительных местных выходах бронзовой проволоки на рабочую поверхность.
9. ОБЩИЕ ВОПРОСЫ
9.1. Подпятники с ЭМП-сегментами не требуют каких-либо ограничений по времени между остановом агрегата и его последующим пуском, а также не требуют предварительного подъема ротора на тормозах-домкратах после длительной стоянки (до 2 мес). Для подпятников с сегментами, имеющими баббитовое покрытие и не имеющими принудительной смазки, такие ограничения вводятся в соответствии с требованиями завода-изготовителя, а также в зависимости от состояния подпятника (например, подъем на тормозах-домкратах перед пуском, если агрегат стоял более 5 сут и др.).
9.2. Подпятники с баббитовыми сегментами должны допускать пуски гидроагрегата при температуре масла +10 °С и выше, подпятники с ЭМП-сегментами - при температуре масла +5 °С и выше. Возможности пусков при более низкой температуре масла должны определяться в каждом отдельном случае испытаниями.
9.3. Для агрегатов, имеющих подпятники с баббитовым покрытием сегментов, торможение ротора при останове агрегата производится при частоте вращения 25-40% номинальной в соответствии с заводской инструкцией. Для агрегатов, имеющих подпятники с ЭМП-сегментами, торможение при останове может производиться при 15% номинальной частоты вращения или ниже.
9.4. Подпятники с ЭМП-сегментами допускают остановы на выбеге без торможения. Подпятники с баббитовыми сегментами допускают лишь в аварийных случаях остановы без торможения, причем после этого в подпятниках с удельной нагрузкой на сегменты более 3,0 МПа должен производиться осмотр сегментов.
9.5. Для поворота ротора гидроагрегата краном при ремонтах необходимо смазать рабочую поверхность баббитовых сегментов животным жиром, а ЭМП-сегментов - турбинным маслом.
9.6. При восстановлении поврежденных баббитовых сегментов подпятника или замене сегментов новыми необходимо производить шабрение их баббитовой поверхности. Шабрение производится сначала по плите, а затем по зеркалу подпятника с прокручиванием ротора водой или краном. Число точек касания должно быть не менее 1-2 на 1 см.
Эластичные металлопластмассовые сегменты в процессе эксплуатации не требуют обработки поверхности трения за исключением восстановления скосов при полном их истирании.
9.7. После подплавления баббитовой поверхности сегментов следует провести проверку сцепления баббитового слоя со стальным основанием сегментов с помощью ультразвукового дефектоскопа. Площадь сцепления должна составлять не менее 85%.
9.8. Недопустимо попадание в масляную ванну подпятника грязи, окалины и других твердых частиц.
При обнаружении на поверхности ЭМП-сегментов грязи и мелких частиц произвести чистку сегментов.
9.9. При наличии изолирующих прокладок между зеркалом и втулкой подпятника при ремонтах необходимо проверять уровень изоляции, который должен быть не ниже 1 МОм.
9.10. При эксплуатации гидроагрегатов необходимо вести учет наработки часов в различных режимах, количества пусков, а также экстремальных режимных ситуаций: короткие замыкания, разгоны, подбросы ротора и т.п. В каждом конкретном случае определяется необходимость внеочередной ревизии подпятника.
9.11. В случае появления ненормальностей в работе подпятника, снижения надежности его работы должны быть проведены испытания в соответствии с "Методическими указаниями по проведению натурных испытаний подпятников гидротурбинных агрегатов (гидроагрегатов)". - М.: СПО Союзтехэнерго, 1989.
Текст документа сверен по:
/ РАО "ЕЭС России". -
М.: СПО ОРГРЭС, 1998
Личный кабинет:
доступно после авторизации Семейная выплата будет защищена от списания за долги
Семейная выплата будет защищена от списания за долги  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке