
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
17
:
01
апреля
6
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 30668-2000
Группа Э29
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ЭЛЕКТРОННОЙ ТЕХНИКИ
Маркировка
Electronic components. Marking
МКС 31.020
ОКСТУ 6208
6308
Дата введения 2002-01-01
Предисловие
1 РАЗРАБОТАН ТК 303 "Изделия электронной техники, материалы и оборудование"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 17 от 22 июня 2000 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главгосинспекция "Туркменстандартлары" |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 15 января 2001 г. N 8-ст межгосударственный стандарт ГОСТ 30668-2000 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2002 г.
4 ВЗАМЕН ГОСТ 24385-80 и ГОСТ 25486-82
1 Область применения
Настоящий стандарт распространяется на изделия электронной техники (далее - изделия).
Стандарт устанавливает общие требования к маркировке изделий и их тары, требования к
содержанию и качеству маркировки, а также методы контроля качества маркировки изделий и их тары.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.314-68 Единая система конструкторской документации. Указания на чертежах о маркировании и клеймении изделий
ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.3.019-80 Система стандартов безопасности труда. Испытания и измерения электрические. Общие требования безопасности
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 20.57.406-81 Комплексная система контроля качества. Изделия электронной техники, квантовой электроники и электротехнические. Методы испытаний
ГОСТ 14192-96 Маркировка грузов
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 17527-86 Упаковка. Термины и определения
ГОСТ 18300-87 Спирт этиловый ректификованный технический. Технические условия
ГОСТ 23088-80 Изделия электронной техники. Требования к упаковке, транспортированию и методы испытаний
3 Определения
Термины, применяемые в настоящем стандарте, и их определения - по ГОСТ 2.314 и ГОСТ 17527.
4 Требования
4.1 Общие требования
4.1.1 Общие требования к маркировке изделий
4.1.1.1 Маркировка должна быть нанесена на поверхность изделия, доступную для осмотра. Место маркирования и расположения маркировочных данных устанавливают в конструкторской документации на изделия.
4.1.1.2 Маркировка может быть нанесена любым способом: краской, гравированием, травлением, литьем или другим способом, обеспечивающим ее разборчивость, прочность и не влияющим на параметры изделия.
Способ нанесения маркировки указывают в конструкторской документации на изделия конкретного типа.
4.1.1.3 Маркировочные данные, за исключением товарного знака и знаков, необходимых для монтажа и эксплуатации, а также кодированных обозначений, должны быть указаны буквами русского алфавита и арабскими цифрами.
4.1.1.4 Маркировку или ее часть допускается обозначать посредством цветовых кодов (точек или полосок), буквенно-цветовых или буквенно-цифровых кодов, штриховых кодов, устанавливаемых в стандартах и технических условиях (далее - ТУ) на изделия конкретного типа.
При применении кодированного обозначения значений электрических параметров, их допускаемых отклонений, групп по температурной стабильности, даты изготовления и т.п. допускается использовать буквы латинского алфавита.
При необходимости применения кодов для маркирования двух или более маркируемых данных в стандартах и ТУ на изделия конкретного типа должен быть установлен определенный порядок их размещения.
4.1.1.5 Высота шрифтов, применяемых для маркирования, должна быть не менее 1,5 мм.
Для изделий, на которых невозможно выполнить маркировку указанным шрифтом, допускается применять шрифты высотой не менее 0,6 мм.
4.1.1.6 Размеры цветовых кодов должны соответствовать следующим:
- диаметр точки не менее 0,3 мм;
- ширина полоски не менее 0,1 мм.
4.1.2 Общие требования к маркировке тары
4.1.2.1 Маркировку следует наносить непосредственно на тару или упаковочный материал, которым оклеивают тару, или на ярлык, приклеиваемый к таре.
4.1.2.2 На потребительской (индивидуальной или групповой) и дополнительной таре маркировку следует наносить на крышку или стенки. При использовании тары, изготовленной из прозрачных полимерных материалов, через которые видны маркировочные знаки и надписи, маркировку следует наносить на ярлык, вкладываемый в тару.
Если изделия в потребительской таре с нанесенной на нее маркировкой упакованы, кроме того, в пакет из прозрачной полимерной пленки, то в этом случае ярлык в пакет не вкладывают.
Необходимость и состав маркировки потребительской и дополнительной тары при поставке изделий для комплектации радиоэлектронной аппаратуры устанавливаются по согласованию с потребителем.
4.1.2.3 Маркировку следует наносить типографским (литографским) способом или с помощью штемпеля.
4.1.2.4 Часть маркировочных данных, содержащих наименование и условное обозначение изделий, их количество, месяц (или неделю) и год изготовления, обозначение стандартов и ТУ на изделия конкретных типов, может быть сделаны от руки.
4.1.2.5 Для обеспечения возможности автоматизированного учета при хранении и складировании допускается буквенно-цифровые маркировочные данные наносить в виде штрихового кода.
4.1.2.6 На потребительскую тару допускается наносить рисунки рекламного характера.
4.1.2.7 Маркировка транспортной тары должна быть выполнена в соответствии с ГОСТ 14192.
4.1.2.8 На почтовые посылки и бандероли маркировку наносят в соответствии с действующими правилами для почтовых отправлений.
4.1.3 Маркировка изделий, поставляемых на экспорт, и их тары должна соответствовать требованиям стандартов или ТУ на эти изделия, а также условиям договора на поставку изделий.
4.1.4 Цвет маркировочных знаков, нанесенных краской, должен быть контрастен с цветом изделия. Предпочтительна маркировка темного цвета на светлом фоне (прямой контраст).
4.1.5 Маркировка не должна ухудшать эстетического вида изделия и тары.
4.2 Требования к содержанию маркировки изделий
4.2.1 Маркировка изделий должна содержать:
товарный знак или код предприятия-изготовителя;
дату изготовления;
обозначение типа (типономинала, типоразмера) или вида изделия;
значения основных параметров;
климатическое исполнение (только всеклиматическое или тропическое для изделий, выпускаемых в различных исполнениях);
индивидуальный номер, если он присвоен изделию;
знаки, необходимые для монтажа и эксплуатации изделия.
Допускается устанавливать сокращенный состав маркировки, а также при необходимости его дополнять.
Состав маркировки устанавливают в стандартах и ТУ на изделия конкретного типа.
4.2.2 Для изделий, на которые невозможно или нецелесообразно наносить маркировку, указание о ее отсутствии должно быть приведено в стандартах и ТУ на изделия конкретного типа. В этих случаях маркировку следует наносить на потребительскую тару в соответствии с 4.3 настоящего стандарта или приводить в эксплуатационной документации.
4.2.3 Дату изготовления следует обозначать четырехзначным числом без разрыва - год и месяц (или неделя). Содержание обозначения даты изготовления устанавливают в стандартах и ТУ на изделия конкретного типа. Год и месяц изготовления допускается обозначать кодом.
В технически обоснованных случаях допускается маркировать дату с разрывом между цифрами, обозначающими год и месяц (или неделю).
4.2.4 При обозначении года и месяца сначала указывают год изготовления (две последние цифры года), затем месяц - двумя цифрами. Если месяц обозначен одной цифрой, то перед ней ставят нуль. Например: 9509 (1995 год, сентябрь).
4.2.5 Для изделий, габаритные размеры которых не позволяют обозначать год и месяц изготовления в соответствии с 4.2.4, следует использовать коды, приведенные в таблицах 1 и 2.
Таблица 1
|
Год |
Код |
|
1983 |
R |
|
1984 |
S |
|
1985 |
Т |
|
1986 |
U |
|
1987 |
V |
|
1988 |
W |
|
1989 |
X |
|
1990 |
A |
|
1991 |
В |
|
1992 |
С |
|
1993 |
D |
|
1994 |
Е |
|
1995 |
F |
|
1996 |
Н |
|
1997 |
I |
|
1998 |
К |
|
1999 |
L |
|
2000 |
M |
|
2001 |
N |
|
2002 |
Р |
|
2003 |
R |
|
2004 |
S |
|
2005 |
Т |
|
2006 |
U |
|
2007 |
V |
|
2008 |
W |
|
2009 |
X |
Таблица 2
|
Месяц |
Код |
|
Январь |
1 |
|
Февраль |
2 |
|
Март |
3 |
|
Апрель |
4 |
|
Май |
5 |
|
Июнь |
6 |
|
Июль |
7 |
|
Август |
8 |
|
Сентябрь |
9 |
|
Октябрь |
0 |
|
Ноябрь |
N |
|
Декабрь |
D |
Пример - А9 (1990 год, сентябрь)
4.2.6 При обозначении года и недели сначала указывают год изготовления (две последние цифры года), затем неделю - двумя цифрами.
Первой неделей года считают ту, на которую приходится первый четверг года. Если для обозначения недели требуется одна цифра, то перед этой цифрой ставят нуль.
4.2.7 Число значений основных параметров, указываемых в составе маркировки, должно быть минимальным, но достаточным для распознавания типономинала (типоразмера) изделия.
4.2.8 Знаки, необходимые для монтажа и эксплуатации (знаки полярности, направления вращения, нумерация или обозначения выводов и т. д.), допускается на изделие не наносить, если они определены его внешними конструктивными признаками.
4.3 Требования к содержанию маркировки тары
4.3.1 На потребительскую индивидуальную тару наносят следующие данные:
- товарный знак или код предприятия-изготовителя;
- наименование и обозначение типа (типономинала, типоразмера) или вида изделия;
- год и месяц (или неделя) изготовления изделия;
- штамп - номер упаковщика;
- штамп службы технического контроля;
- штамп представителя заказчика (если он принимает изделия).
На возвратную индивидуальную тару маркировку не наносят.
4.3.2 На потребительскую индивидуальную тару при наличии дополнительной тары наносят следующие данные:
товарный знак или код предприятия-изготовителя;
наименование и обозначение типа (типономинала, типоразмера) или вида изделия.
4.3.3 На потребительскую групповую и на дополнительную тару наносят следующие данные:
- товарный знак или код предприятия-изготовителя;
- наименование и обозначение типа (типономинала, типоразмера) или вида изделия;
- количество изделий в таре;
- год и месяц (или неделя) изготовления изделия;
- штамп - номер упаковщика;
- штамп службы технического контроля;
- штамп представителя заказчика (если он принимает изделие).
4.3.4 Для приборов СВЧ данные, наносимые на потребительскую тару, при необходимости следует устанавливать в стандартах или ТУ на конкретный тип прибора.
4.3.5 На потребительской таре изделий, имеющих одинаковое обозначение и выпускаемых по разным стандартам или ТУ, следует указывать наименование документа (стандарта или ТУ), по которому выпускается изделие.
4.3.6 Дату изготовления следует обозначать четырехзначным числом без разрыва - год и месяц (или неделя). Содержание обозначения даты изготовления устанавливают в стандартах и ТУ на изделия конкретного типа. Год указывают двумя последними цифрами года изготовления. Если для обозначения месяца или недели требуется одна цифра, то перед этой цифрой ставят нуль. Первой неделей года считают ту, на которую приходится первый четверг года.
Примеры
1 9503 (1995 год, март)
2 9514 (1995 год, неделя 14)
4.4 Требования к качеству маркировки
4.4.1 Требования к качеству маркировки изделий
4.4.1.1 Маркировка должна быть разборчивой и соответствовать образцам внешнего вида изделий (при их наличии), а также стандартам, ТУ и конструкторской документации на изделия конкретного типа.
4.4.1.2 Маркировка должна быть прочной.
4.4.1.3 Маркировка должна быть стойкой к воздействию очищающих растворителей, если это требование установлено в стандартах или ТУ на изделия конкретного типа.
4.4.1.4 Маркировка должна оставаться разборчивой и прочной при эксплуатации, транспортировании и хранении изделий в режимах и условиях, устанавливаемых в стандартах и ТУ на изделия конкретного типа.
4.4.2 Требования к качеству маркировки тары
4.4.2.1 Маркировка, наносимая на тару, должна быть разборчивой, четкой и соответствовать по содержанию требованиям, установленным в стандартах и ТУ на изделия конкретного типа.
4.4.2.2 Маркировка, наносимая на тару, должна быть устойчивой к внешним воздействующим факторам при транспортировании и хранении упакованных изделий в условиях, установленных в стандартах или ТУ.
5 Методы контроля качества маркировки изделий
5.1 Общие положения
5.1.1 Качество маркировки следует контролировать на готовых изделиях в составе испытаний, установленных в стандартах и ТУ на изделия конкретного типа.
5.1.2 Качество маркировки следует проверять визуальным или техническим осмотром в нормальных климатических условиях, установленных ГОСТ 20.57.406.
Маркировку, наносимую шрифтом высотой 1,5 мм и более, цветовыми точками размером 0,8 мм и более и цветовыми полосками размером 0,3 мм и более, проверяют визуальным осмотром.
Маркировку, наносимую шрифтом высотой менее 1,5 мм, цветовыми точками размером менее 0,8 мм и цветовыми полосками размером менее 0,3 мм, контролируют техническим осмотром с применением оптических средств с увеличением 4 .
.
Визуальный осмотр должен проводить контролер с нормальной остротой зрения и нормальным цветоощущением при освещенности 50-100 лк.
5.1.3 Визуальный или технический осмотр следует проводить до начала и после окончания испытаний на соответствие требованиям 4.4.1.2-4.4.1.4.
5.1.4 Контроль качества маркировки протиркой выполняют с усилием (5±0,5) Н [(0,510±0,051) кгс] на площадь, равную 1 см , и с частотой два перемещения в секунду.
, и с частотой два перемещения в секунду.
Примечания
1 Для обеспечения объективности и воспроизводимости результатов контроля протирку целесообразно выполнять при помощи устройства, обеспечивающего заданное усилие. Одна из возможных конструкций устройства для контроля качества маркировки приведена в приложении А.
2 В технически обоснованных случаях допускается проводить контроль ручной протиркой.
5.1.5 Прочность маркировки (4.4.1.2) не контролируют, если в стандартах и ТУ на изделия конкретного типа предусмотрена проверка стойкости маркировки к воздействию очищающих растворителей методом 407-3.
Примечание - Номера методов испытаний контроля качества маркировки приведены в соответствии с таблицей 1 и приложением 4 ГОСТ 20.57.406.
5.1.6 Качество маркировки негерметичных изделий на соответствие 4.4.1.3 контролируют методом, установленным в 5.4.2.
5.1.7 Маркировку, выполненную без применения маркировочных красок (гравированием, травлением, литьем и т. п.), на соответствие требованиям 4.4.1.2-4.4.1.4 не контролируют.
5.1.8 Маркировку считают выдержавшей испытание (контроль), если после испытания (контроля) она разборчива, соответствует образцам внешнего вида (при их наличии) и стандартам, ТУ и конструкторской документации на изделия конкретного типа.
5.2 Контроль разборчивости и содержания маркировки
5.2.1 Разборчивость и содержание маркировки (4.4.1.1) контролируют методом 407-1.
5.2.2 Метод 407-1
5.2.2.1 Метод испытания заключается в проверке соответствия разборчивости и содержания маркировки требованиям стандартов, ТУ, конструкторской документации, а также в сопоставлении с образцами внешнего вида (при их наличии).
5.2.2.2 Контроль следует проводить с учетом требований 5.1.2.
5.2.2.3 Оценка результатов - в соответствии с 5.1.8.
5.3 Контроль прочности маркировки
5.3.1 Прочность маркировки (4.4.1.2) контролируют методом 407-2.
5.3.2 Метод 407-2
5.3.2.1 Метод испытания заключается в протирке поверхности, на которую нанесена маркировка, тампоном из ваты, увлажненным водой при температуре (25±10) °С.
5.3.2.2 Маркировку протирают три раза в двух противоположных направлениях тампоном из ваты, увлажненным водой.
5.3.2.3 Контроль следует проводить с учетом требований 5.1.2-5.1.5 и 5.1.7.
5.3.2.4 Оценка результатов - в соответствии с 5.1.8.
5.4 Контроль стойкости маркировки к воздействию очищающих растворителей
5.4.1 Стойкость маркировки к воздействию очищающих растворителей (4.4.1.3) контролируют:
для изделий, допускающих при очистке от флюсов погружение в очищающие растворители, методами 411-1, 411-2, 411-3 по ГОСТ 20.57.406;
для изделий, не допускающих погружение в очищающие растворители, методом 407-3.
Конкретный метод (методы) испытаний устанавливают в стандартах и ТУ на изделия конкретного типа.
5.4.2 Метод 407-3
5.4.2.1 Метод испытания заключается в протирке поверхности, на которую нанесена маркировка, тампоном из ваты, смоченным в растворителе (спирто-бензиновой смеси) при температуре (25±10) °С.
5.4.2.2 Для приготовления растворителя смешивают спирт по ГОСТ 17299 или ГОСТ 18300 с бензином по нормативным документам в соотношении 1:1 по объему.
5.4.2.3 Маркировку протирают 10 раз в двух противоположных направлениях (пять раз в одном, пять раз в другом направлении).
5.4.2.4 Контроль следует проводить с учетом требований 5.1.2-5.1.5 и 5.1.7.
5.4.2.5 Оценка результатов - в соответствии с 5.1.
5.5 Контроль маркировки на сохранение разборчивости и прочности при эксплуатации, транспортировании и хранении
5.5.1 Сохранение прочности и разборчивости маркировки (4.4.1.4) контролируют на изделиях, прошедших испытания на воздействие повышенной влажности воздуха и испытания на воздействие повышенной рабочей температуры (только для изделий, в стандартах и ТУ на которые рабочая температура превышает 125 °С), методами 407-1 и 407-2.
5.5.2 Контроль следует проводить с учетом требований 5.1.2-5.1.5 и 5.1.7.
5.5.3 Необходимость контроля маркировки после испытаний на воздействие соляного тумана, солнечного излучения и других климатических факторов устанавливают в стандартах и ТУ на изделия конкретного типа.
5.5.4 Оценка результатов - в соответствии с 5.1.8.
6 Методы контроля качества маркировки тары
6.1 Проверку качества маркировки тары (4.4.2) следует проводить в составе испытаний упаковки с изделиями, установленных стандартами и ТУ на изделия конкретного типа в соответствии с требованиями ГОСТ 23088.
6.2 Разборчивость, четкость и содержание маркировки тары (4.4.2.1) контролируют визуальным или техническим осмотром с учетом требований 5.1.1.2.
6.3 Проверку разборчивости и содержания маркировки тары необходимо проводить одновременно с проведением испытания методом 404-2 по ГОСТ 23088, если проведение соответствующего испытания установлено в стандартах и ТУ на изделия конкретного типа.
6.4 Устойчивость маркировки тары к внешним воздействующим факторам при транспортировании и хранении (4.4.2.2) контролируют в соответствии с требованиями 5.2.2 на упаковке, прошедшей весь состав испытаний, установленных в стандартах и ТУ на изделия конкретного типа в соответствии с требованиями ГОСТ 23088.
7 Требования безопасности
7.1 При проведении испытаний могут возникнуть следующие виды опасности: пожароопасность, опасность токсического воздействия и электроопасность.
7.2 Источниками опасности являются органические растворители и электронагревательные приборы.
7.3 Для предотвращения пожароопасности необходимо:
- соблюдать основные требования и мероприятия, указанные в ГОСТ 12.1.004;
- хранить и транспортировать легковоспламеняющиеся жидкости (ЛВЖ) и их отходы в специальной таре с плотно закрывающимися крышками из небьющегося и неискрообразующего материала с четкой надписью "Огнеопасно" и названием содержимого;
- иметь запас ЛВЖ на рабочих местах, не превышающий сменной потребности.
7.4 Для предотвращения опасности токсического воздействия необходимо:
- соблюдать основные требования, установленные ГОСТ 12.1.007;
- приготовлять растворители в вытяжном шкафу;
- контролировать содержание в воздухе вредных веществ в пределах, не превышающих установленных ГОСТ 12.1.005;
- предусмотреть наличие приточно-вытяжной вентиляции, местных вытяжек в лабораторных шкафах и на местах приготовления очищающих растворителей, соответствующих требованиям ГОСТ 12.4.021;
- хранить растворители при комнатной температуре в вытяжных шкафах и использовать в течение полугода с момента приготовления;
- обеспечить персонал хлопчатобумажными халатами и резиновыми перчатками, соответствующими требованиям ГОСТ 12.4.011.
7.5 Для предотвращения электроопасности необходимо:
- проводить систематический контроль качества изоляции электронагревательных приборов;
- применять электронагревательные приборы с устойчивым креплением и закрытой спиралью нагрева. Контроль приборов - по ГОСТ 12.2.007.0 и ГОСТ 12.3.019.
7.6 К проведению испытаний по определению стойкости маркировки изделий к воздействию очищающих растворителей допускаются лица, обученные правилам работы с химическими веществами и электронагревательными приборами и прошедшие инструктаж по технике безопасности в соответствии с требованиями ГОСТ 12.0.004.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Устройство для контроля качества маркировки изделий
Для контроля качества маркировки плоских изделий может быть использовано устройство, приведенное на рисунке А.1.
Корпус 4 устройства закрыт пробкой 2 с клапаном 1, предназначенным для периодического сообщения полости корпуса с атмосферой. Пробка уплотнена прокладкой 3. Необходимое усилие (5±0,5) Н на площади 1 см создается при помощи съемных грузов 5, надеваемых на корпус. Корпус установлен в направляющей ручке 6 и имеет свободное перемещение в вертикальном направлении, что обеспечивает необходимое усилие на маркируемую поверхность изделия.
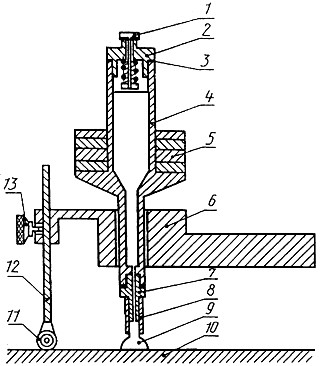
1 - клапан; 2 - пробка; 3 - прокладка; 4 - корпус; 5 - съемные грузы; 6 - направляющая ручка; 7 - ниппель;
8 - хлорвиниловая трубка; 9 - ватный тампон; 10 - плата с пазами для крепления изделий;
11 - ролик; 12 - шток; 13 - винт
Рисунок А.1
В нижней части корпуса закреплен ниппель 7 с капилляром, предназначенный для равномерного смачивания ватного тампона 9.
Для смачивания ватного тампона в металлический корпус, выполненный пустотелым, заливают необходимый растворитель. Ватный тампон закреплен в съемной хлорвиниловой трубке 8, сечение которой определяет его площадь, и упирается в поверхность платы 10 с пазами для крепления испытуемого изделия (изделий).
При контроле качества маркировки устройство перемещают вдоль поверхности платы за направляющую ручку 6, закрепленную винтом 13 на штоке 12 с роликом 11.
Устройство, приведенное на рисунке А.2, снабжено дополнительными приспособлениями и может быть использовано для контроля качества маркировки изделий цилиндрической формы.
К направляющей ручке 13, служащей для закрепления устройства к столу, крепят съемную плату 8 с желобом, размер которого соответствует радиусу испытуемого изделия 9. Изделие размещается на плате 8 и закрепляется в держателе 6. В зависимости от размера испытуемого изделия держатель может перемещаться по вертикали в струбцине 7 и закрепляться в нужном положении.
Вращением держателя осуществляется вращательное движение испытуемого цилиндрического изделия. При этом ватный тампон с усилием (5±0,5) Н на площади 1  протирает маркируемую поверхность.
протирает маркируемую поверхность.
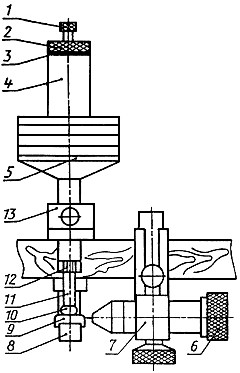
1 - клапан; 2 - пробка; 3 - прокладка; 4 - корпус; 5 - съемные грузы; 6 - держатель; 7 - струбцина;
8 - плата с желобом; 9 - изделие; 10 - ватный тампон; 11 - хлоривиниловая трубка;
12 - ниппель; 13 - направляющая ручка
Рисунок А.2
Для малогабаритных изделий площадь поверхности ватного тампона (сечение хлорвиниловой трубки) может быть уменьшена и пропорционально должно быть уменьшено прилагаемое усилие.
Примеры конструкций устройств, приведенные на рисунках А.1 и А.2, могут быть доработаны с учетом особенностей конструкции изделий конкретного типа и условий их производства.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2001
Личный кабинет:
доступно после авторизации Беспилотники ВСУ вновь атаковали Ростов
Беспилотники ВСУ вновь атаковали Ростов  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке