
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 21797-76
Группа Д55
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШАЙБЫ ПРУЖИННЫЕ ДВУХВИТКОВЫЕ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Технические условия
Two-turn spring wasaers for railway track.
Technical specifications
ОКП 12 8600
Дата введения 1977-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения СССР
РАЗРАБОТЧИКИ
Н.Н.Елсаков, В.Л.Чапайкин, Ю.Н.Петров, А.К.Гучков, В.И.Гришина, В.Ф.Барабошин, В.Д.Черников, В.Ф.Афанасьев, П.С.Гайдамака
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 06.05.76 N 1091
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Oбозначение НТД, на который дана ссылка |
Номер пункта |
|
4.4 | |
|
2.1 | |
|
3.2 | |
|
5.2 |
4. Снято ограничение срока действия по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
5. ПЕРЕИЗДАНИЕ (октябрь 1994 г.) с Изменениями N 1, 2, утвержденными в июле 1979 г., июне 1987 г. (ИУС 8-79, 10-87)
Настоящий стандарт распространяется на двухвитковые пружинные шайбы класса точности С, предназначенные для применения с болтами диаметром 22 мм и с шурупами диаметром 24 мм в конструкциях верхнего строения пути железных дорог.
(Измененная редакция, Изм. N 2).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
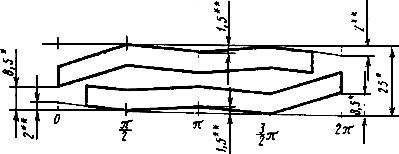
1.1. Конструкция и размеры пружинных шайб должны соответствовать указанным на черт.1.
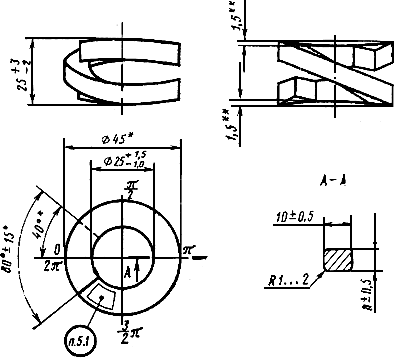
Развернутое положение для построения инструмента
__________
* Размеры для справок.
** Размеры обеспечиваются инструментом.
Черт.1
Чертеж 2 (Исключен, Изм. N 2).
Пример условного обозначения пружинной двухвитковой шайбы из стали марки 60С2А, без защитного покрытия:
Шайба двухвитковая 25 ГОСТ 21797-76
То же, покрытие цинковое с хроматированием толщиной 12 мкм:
Шайба двухвитковая 25.01.12 ГОСТ 21797-76
То же, из стали марки 60С2:
Шайба двухвитковая 25.60С2.01.12 ГОСТ 21797-76.
(Измененная редакция, Изм. N 2).
Примечание. Условное графическое обозначение двухвитковой шайбы в конструкторской документации должно соответствовать черт.3.
Черт.3
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пружинные двухвитковые шайбы должны быть изготовлены из стали марки 60С2А по ГОСТ 14959-79.
Допускается изготовлять шайбы из стали марки 60С2 по ГОСТ 14959-79 или из стали других марок с механическими свойствами не ниже стали указанной марки. В этом случае марку стали указывают в условном обозначении.
Примечание. Допускается изготовлять дружинные двухвитковые шайбы из стали марки 65Г по ГОСТ 14959-79.
(Измененная редакция, Изм. N 1, 2).
2.2. Шайбы должны быть изготовлены без металлического защитного покрытия.
По согласованию изготовителя с потребителем пружинные шайбы допускается изготовлять с цинковым покрытием с хроматированием. Водородная хрупкость шайб, возникшая в процессе начесения покрытия, должна быть снята.
2.3. На поверхности шайб не должно быть плен, трещин, раковин, расслоений и закатов. Наличие окалины на поверхности шайб и скрученность (пропеллерность витков) браковочными признаками не являются.
2.4. На поверхности шайб допускаются следы от подающего, навивочного и опрессовывающего инструмента в виде вмятин и задиров глубиной не более 0,5 и шириной до 5 мм.
2.5. На поверхности обрезанных концов допускаются сколы металла глубиной не более 1,5 мм и заусенцы высотой не более 1,5 мм.
2.6. Наружный диаметр шайбы в сжатом состоянии не должен превышать 49,5 мм.
2.7. Термообработанные двухвитковые пружинные шайбы должны иметь твердость 41,5 ... 51 HRC .
.
2.8. Каждая шайба после термической обработки должна быть подвергнута трехкратному обжатию до высоты (18±0,5) мм усилием 49000 Н.
После трexкpaтного обжатия высота шайб должна быть в пределах, указанных на черт.1.
2.9. При контрольной проверке пружинящих свойств шайб на длительный зажим высота шайбы (после выдержки трехкратно обжатых шайб в сжатом состоянии не менее 24 ч) не должна уменьшаться более чем на 1,8 мм.
За исходную принимают высоту шайб после трехкратного обжатия.
2.6-2.9. (Измененная редакция, Изм. N 2).
2.10. После трехкратного обжатия (п.2.8) и контрольной проверки пружинных свойств (п.2.9) шайбы не должны иметь изломов и трещин.
2.11. Масса (справочная) одной шайбы - 0,120 кг.
(Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия пружинных двухвитковых шайб требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
Испытаниям следует подвергать каждую партию двухвитковых пружинных шайб на соответствие требованиям пп.1.1, 2.1-2.10.
3.2. Двухвитковые пружинные шайбы следует предъявлять к приемке партиями по ГОСТ 17769-83 для изделий класса точности С.
Число шайб в партии не должно превышать 50000 шт.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Размеры двухвитковых пружинных шайб (пп.1.1 и 2.6) необходимо проверять калибрами и универсальными измерительными приборами. Конструкция и размеры калибров приведены в рекомендуемом приложении.
4.2. Внешний вид двухвитковых пружинных шайб (пп.2.2-2.5, 2.10) следует проверять визуально без применения увеличительных приборов.
4.3. При проверке наружного диаметра (п.2.6) шайбы сжимают до высоты (20±1,0) мм.
(Измененная редакция, Изм. N 2).
4.4. Твердость пружинных шайб (п.2.7) проверяют по ГОСТ 9013-59 после удаления поверхностного слоя в месте измерения на глубину не менее 0,2 мм.
4.5. Для испытания на длительный зажим (п.2.9) пружинные шайбы, отделенные друг от друга плоскими шайбами, надевают на стержень болта диаметром не менее 16 мм и сжимают до высоты (18,7±0,2) мм.
В таком состоянии шайбы фиксируют и выдерживают не менее 24 ч.
Допускается проводить испытание каждой шайбы отдельно.
(Измененная редакция, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА И ТРАНСПОРТИРОВАНИЕ
5.1. На каждой шайбе в месте, указанном на черт.1, должна быть нанесена маркировка, содержащая:
условное обозначение (цифровое и буквенное) или товарный знак предприятия-изготовителя;
год изготовления (две последние цифры).
Примечание. Допускается шайбы не маркировать, если их изготовляют на оборудовании, не предусматривающем ее нанесение.
(Измененная редакция, Изм. N 2).
5.2. Упаковка шайб и маркировка тары - по ГОСТ 18160-72.
Допускается упаковывать шайбы в тару массой нетто до 2,5 т.
По согласованию с потребителем допускается пружинные шайбы не упаковывать.
5.3. По согласованию с потребителем допускается транспортировать пружинные двухвитковые шайбы без упаковки любым транспортным средством, кроме железнодорожных платформ.
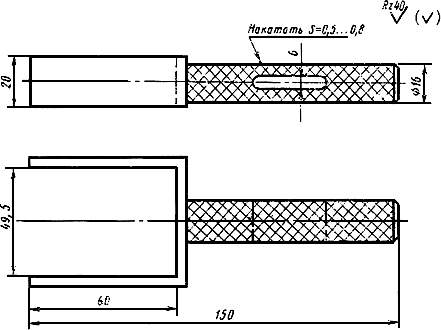
Калибр для проверки внутреннего диаметра двухвитковых шайб
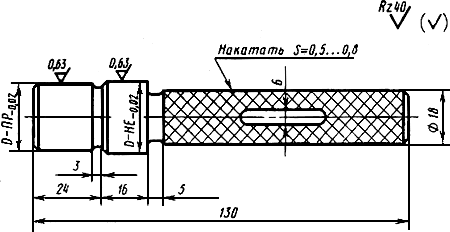
Черт.1
Неуказанные фаски 1 45°
45°
Маркировать D-ПР и D-HE
Термообработать 59...63 HRC
Сталь ХВГ или У10
мм
|
Внутренний диаметр шайб |
|
| |
|
Номин. |
Пред. откл. |
D-ПР |
D-HE |
|
25 |
+1,5 |
24,04 |
26,5 |
Приспособление для проверки высоты двухвитковых шайб и угла развода концов
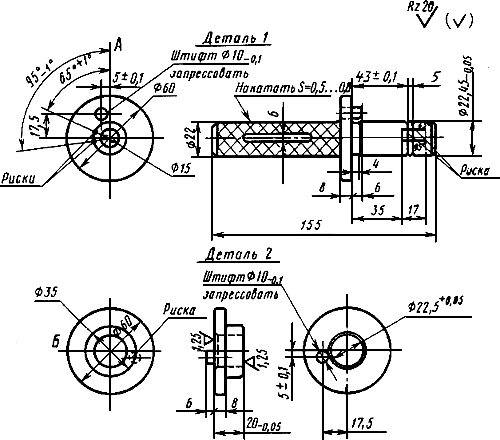
Черт.2
Неуказанные фаски 1,545°, неуказанные радиусы R 1...3 мм
Маркировать размер шайбы (810) и риски 95° и 65°
Осевые линии А и Б должны совпадать с образующей штифта
Термообработать 56...59 НRС
Сталь ХВГ или У10
Калибр для проверки наружного диаметра двухвитковых шайб
Черт.3
Неуказанные фаски 145°
Термообработать 59...63 HRC
Сталь ХВГ или У10
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1995
Личный кабинет:
доступно после авторизации «Я не смогла вовремя остановиться»: Новый день для Дарьи из...
«Я не смогла вовремя остановиться»: Новый день для Дарьи из...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке