
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ Р ЕН 818-1-2005
Группа Г15
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Цепи стальные из круглых коротких звеньев для подъема грузов
БЕЗОПАСНОСТЬ
Часть 1
Общие требования к приемке
Short link steel chains for lifting purposes. Safety. Part 1.
General requirements for acceptance
ОКС 53.020.30
ОКП 31 4830
Дата введения 2007-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ВНИИНМАШ) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 351 "Механические приводы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 декабря 2005 г. N 440-ст
4 Настоящий стандарт идентичен региональному стандарту ЕН 818-1:1996 "Цепи стальные из круглых коротких звеньев для подъема грузов. Безопасность. Часть 1. Общие требования к приемке" (EN 818-1:1996 "Short link chain for lifting purposes - Safety - Part 1: General conditions of acceptance").
При применении настоящего стандарта рекомендуется использовать вместо ссылочных региональных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении D
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет
Введение
В соответствии с требованиями комплекса стандартов ЕН 818 цепи подразделяют на следующие классы с соответствующими механическими свойствами.
|
Класс цепи |
Номинальное напряжение при минимальном разрывающем усилии, Н/мм | |
|
высокой точности |
нормальной точности |
|
|
М |
4 |
400 |
|
Р |
5 |
500 |
|
S |
6 |
630 |
|
Т |
8 |
800 |
|
V |
10 |
1000 |
|
Примечание - Напряжение в звене цепи распределяется неравномерно. На внешней стороне звена оно значительно превышает номинальное напряжение. Значения номинального напряжения рассчитывают исходя из того, что разрывающее усилие распределяется по всей площади сечения звена. | ||

1 Область применения
Настоящий стандарт устанавливает общие требования к приемке стальных цепей из круглых коротких звеньев с соотношением номинального шага к номинальной толщине, равным 3:1 (далее - цепи), предназначенных для подъема грузов, относящиеся к их безопасному применению.
Требования настоящего стандарта распространяются на цепи:
а) нормальной точности, применяемые в качестве стропальных или грузовых цепей;
б) высокой точности, применяемые с талями и другими аналогичными подъемными приспособлениями.
Опасности, которые учитываются при приемке, приведены в разделе 4.
Рекомендуемые условия договора между заказчиком и изготовителем о приемке цепей приведены в приложении С.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ЕН 292-1:1991 Безопасность машин. Основные термины и определения. Общие принципы конструкции. Часть 1. Основные понятия. Методика
ЕН 292-2:1991 Безопасность машин. Основные термины и определения. Общие принципы конструкции. Часть 2. Технические условия и спецификации
ЕН 292-2:1991/А1:1995 Безопасность машин. Основные термины и определения. Общие принципы конструкции. Часть 2. Технические условия и спецификации. (Изменение 1:1995)
ЕН 818-6:2000 Цепи стальные из круглых коротких звеньев для подъема грузов. Требования безопасности. Часть 6. Стропальные цепи. Инструкции по применению и техническому обслуживанию
ЕН 1050:1997 Безопасность машин. Оценка рисков
ЕН 10002-2:1996 Металлические материалы. Испытание на предел прочности при растяжении. Часть 2. Проверка устройств измерения нагрузки в машинах для испытания на растяжение
ЕН ИСО 9001:1994 Системы качества. Модель обеспечения качества. Проектирование, разработка производства, монтаж и обслуживание
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 номинальная толщина звена  : Номинальный диаметр стальной проволоки или прутка, из которого изготовлено звено.
: Номинальный диаметр стальной проволоки или прутка, из которого изготовлено звено.
3.2 фактическая толщина звена  : Фактический диаметр звена цепи.
: Фактический диаметр звена цепи.
3.3 толщина участка сварки  : Фактический диаметр участка сварки.
: Фактический диаметр участка сварки.
3.4 длина участка сварки  : Длина участка звена, на который оказала воздействие сварка по обе стороны от середины звена.
: Длина участка звена, на который оказала воздействие сварка по обе стороны от середины звена.
3.5 шаг  : Размер внутренней длины звена цепи.
: Размер внутренней длины звена цепи.
3.6 испытательное усилие  : Усилие, которым нагружают цепь при ее испытаниях на предприятии-изготовителе.
: Усилие, которым нагружают цепь при ее испытаниях на предприятии-изготовителе.
3.7 разрывающее усилие  : Максимальное усилие, которое цепь выдерживает в процессе статического испытания на растяжение до ее разрушения.
: Максимальное усилие, которое цепь выдерживает в процессе статического испытания на растяжение до ее разрушения.
3.8 грузоподъемность цепи  : Наибольшая масса, на подъем которой рассчитана вертикально расположенная цепь при обычных условиях эксплуатации.
: Наибольшая масса, на подъем которой рассчитана вертикально расположенная цепь при обычных условиях эксплуатации.
3.9 относительное удлинение при разрыве  : Отношение общего удлинения цепи при ее разрушении к исходной длине цепи.
: Отношение общего удлинения цепи при ее разрушении к исходной длине цепи.
3.10 последующая обработка: Обработка цепи после сварки: термообработка, чистая намотка, калибровка.
3.11 размер партии: Длина цепей, предъявляемых на приемку.
3.12 эксперт: Лицо, обладающее соответствующими знаниями, практическим опытом и квалификацией, которое может проводить необходимые испытания по соответствующим инструкциям.
4 Опасности, учитываемые при приемке
Падение грузов вследствие выхода из строя стропальных цепей представляет непосредственную опасность для людей, находящихся в зоне работы подъемных устройств.
Для того чтобы обеспечить необходимую прочность и долговечность цепей, в настоящем стандарте установлены требования к конструкции, выбору материалов и методам испытаний.
Если цепи, соответствующие требованиям настоящего стандарта, применяют для обычных операций подъема, то опасность разрушения вследствие усталостного износа не возникает. Так как выход цепей из строя может быть вызван неправильным выбором класса стропальных средств, настоящий стандарт устанавливает также требования к их маркировке. В настоящем стандарте рассмотрена также опасность повреждения цепей при их эксплуатации острыми кромками или шероховатыми поверхностями. Опасности, указанные в приложении A EN 1050, приведены в таблице 1.
Таблица 1 - Опасности по приложению А EN 1050
|
Опасности по приложению А EN 1050 |
Пункт приложения |
Раздел, подраздел настоящего стандарта | |
|
Номер пункта |
Наименование |
||
|
1.1.5 |
Механические опасности вследствие недостаточной прочности |
1.3.2, 4.1.2.3, |
5 |
|
4.2.4 |
6 | ||
|
1.7.3, 4.3.1 |
7 | ||
|
4.2.4 |
8 | ||
|
1.7.4 |
9 | ||
|
1.3.3 |
Опасность перерезания |
1.3.4 |
5.2 |
|
1.3.8 |
Опасности вследствие трения или истирания |
1.3.4 |
5.2 |
5 Требования безопасности
5.1 Размеры
Диаметр , шаг , внешняя  и внутренняя
и внутренняя  ширина звена цепи и длина
ширина звена цепи и длина  цепи (рисунок 1) должны соответствовать требованиям, установленным в соответствующем стандарте комплекса ЕН 818 для цепи соответствующего типа (высокой или нормальной точности) и класса цепи.
цепи (рисунок 1) должны соответствовать требованиям, установленным в соответствующем стандарте комплекса ЕН 818 для цепи соответствующего типа (высокой или нормальной точности) и класса цепи.
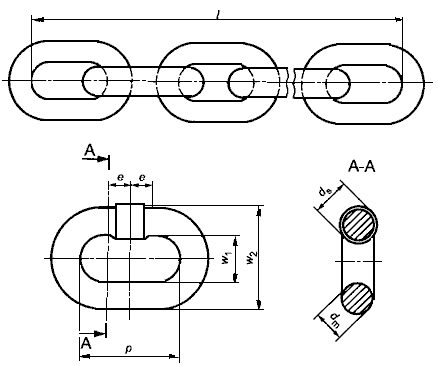
- длина цепи; - шаг; - фактическая толщина звена; - диаметр участка сварки;
- длина участка сварки; - внутренняя ширина напротив участка сварки;
- внешняя ширина напротив участка сварки
Рисунок 1 - Размеры звеньев и цепи
5.2 Материал, изготовление и термическая обработка
5.2.1 Материал
Материал должен соответствовать требованиям, установленным для конкретного типа и класса цепи. Изготовитель несет ответственность за качество стальной цепи. Механические свойства цепи должны соответствовать указанным в соответствующем стандарте комплекса ЕН 818. При необходимости проведения анализа цепи, образец материала должен быть взят по всему сечению звена. Допускается использовать образец материала, взятый из звена, прошедшего испытание на разрыв.
5.2.2 Сварка звеньев цепи и удаление грата
Сварку проводят методом стыковой сварки давлением или стыковой сварки оплавлением; место сварки - в середине звена (рисунок 1). Участок, подвергаемый сварке, должен соответствовать требованиям соответствующего стандарта комплекса ЕН 818. Место сварки должно быть чистым и без грата. Диаметр участка сварки не должен превышать значений, установленных в соответствующем стандарте комплекса ЕН 818. После удаления грата сечение звена не должно уменьшаться.
5.2.3 Термическая обработка
Перед воздействием испытательного усилия цепь должна пройти термическую обработку согласно требованиям соответствующего стандарта комплекса ЕН 818.
5.2.4 Требования к поверхности цепи
Поверхность цепи может быть с первичной окалиной, без окалины, гальванизированная или с покрытием.
5.2.5 Сварные звенья
В процессе изготовления звенья цепи, привариваемые дополнительно, должны быть обработаны тем же способом, что и вся цепь. Если звенья цепи приваривают после испытания по 5.3.1, то соответствующий отрезок цепи подвергают этому испытанию повторно.
5.3 Механические свойства
5.3.1 Испытательное усилие
После термообработки цепь подвергают воздействию испытательного усилия в соответствии с требованиями, установленными соответствующим стандартом комплекса ЕН 818 для соответствующего типа и класса цепи.
После испытания цепь должна быть проверена экспертом, а дефектные звенья должны быть заменены. После испытания звенья цепи не должны быть деформированы.
Примечание - Проверку цепей после испытания проводят в хорошо освещенном помещении.
Если при обработке цепи по 5.2.3 применяется технология, которая может вызвать изменение механических свойств материала, например, очистка кислотами или гальванизация, то после обработки цепь должна быть испытана повторно.
5.3.2 Разрывающее усилие и относительное удлинение при разрыве
Разрывающее усилие и относительное удлинение при разрыве цепи не должны быть менее минимальных значений, приведенных в соответствующем стандарте комплекса ЕН 818 для соответствующего типа и класса качества цепи.
5.3.3 Прогиб
Минимальное значение прогиба звеньев цепи должно соответствовать требованиям соответствующего стандарта комплекса ЕН 818 для соответствующего типа и класса цепи.
6 Методы контроля требований безопасности
6.1 Проверка фактической толщины звена
Фактическую толщину звена определяют как среднеарифметическое двух значений, измеренных в одной плоскости под прямым углом друг к другу. Измерения проводят рядом с местом сварки на прямом участке звена, чтобы избежать влияния изменения размеров в процессе сгибания звена.
6.2 Подготовка цепи к испытанию
Цепи, имеющие поверхность, указанную в 5.2.4, подвергают испытанию без предварительной подготовки, за исключением цепей, с которых необходимо удалить окалину. Образцы цепей должны быть чистыми, на них не должно быть следов жира и масел.
Примечание - Перед поставкой допускается покрывать цепи консервирующими средствами.
6.3 Отбор образцов цепей
При отборе образцов цепей следует соблюдать следующие условия:
a) образцы цепей отбирают методом случайной выборки;
b) для отбора образцов цепи подразделяют по числу цепей в партии. Размеры партий установлены в соответствующем стандарте комплекса ЕН 818 для соответствующего типа и класса цепи;
c) число образцов, отбираемых от каждой партии цепей или от ее части, должно соответствовать указанному в таблице 2.
Таблица 2 - Число образцов
|
Номинальная толщина |
Число образцов |
|
До 6 |
3 |
|
От 6 до 16 включ. |
2 |
|
Св. 16 |
1 |
6.4 Статическое испытание на разрыв
6.4.1 Испытательная установка
Испытания проводят с помощью установки, требования к которой установлены в приложении А.
6.4.2 Отбор образцов цепи для испытания на разрыв
Каждый образец цепи должен содержать не менее пяти звеньев. Если зажим нельзя осуществить захватом половины звена, то для зажима в испытательной установке используют образцы с двумя дополнительными звеньями, которые не учитывают при определении общего удлинения.
6.4.3 Метод испытания
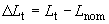
Испытательная установка должна быть оснащена прибором, обеспечивающим построение диаграммы "нагрузка - удлинение" (приложение А, рисунок А.1).
Образец зажимают таким образом, чтобы звенья цепи можно было подвергнуть нагружению. Конструкция зажимов не должна допускать проскальзывания звеньев. Нагружение проводят равномерно, без рывков.
После испытания цепь должна соответствовать требованиям 6.6 настоящего стандарта и требованиям соответствующего стандарта комплекса ЕН 818.
6.4.4 Относительное удлинение при разрыве
Относительное удлинение при разрыве определяют по общему удлинению  при разрыве образца, как показано на диаграмме "нагрузка-удлинение" (приложение А, рисунок А.1), и выражают в процентах относительно номинальной длины
при разрыве образца, как показано на диаграмме "нагрузка-удлинение" (приложение А, рисунок А.1), и выражают в процентах относительно номинальной длины  образца, если нет других указаний в соответствующем стандарте комплекса ЕН 818 для соответствующего типа и класса цепи. Номинальную длину образца определяют как сумму номинальных шагов звеньев образца. Минимальное относительное удлинение при разрыве должно соответствовать требованиям соответствующего стандарта комплекса ЕН 818 для соответствующего типа и класса цепи.
образца, если нет других указаний в соответствующем стандарте комплекса ЕН 818 для соответствующего типа и класса цепи. Номинальную длину образца определяют как сумму номинальных шагов звеньев образца. Минимальное относительное удлинение при разрыве должно соответствовать требованиям соответствующего стандарта комплекса ЕН 818 для соответствующего типа и класса цепи.
Относительное удлинение , %, вычисляют по следующей формуле
 ,
,
где - номинальная длина образца, мм;
 (
( - число звеньев образца; - номинальный шаг);
- число звеньев образца; - номинальный шаг);
- удлинение при разрыве, мм;
 (
( - длина образца при разрыве).
- длина образца при разрыве).
6.5 Испытание на изгиб
6.5.1 Испытательная установка
Испытания на изгиб проводят с помощью установки, требования к которой установлены в приложении В.
6.5.2 Метод испытания
Каждое звено образца устанавливают в испытательное устройство и подвергают испытанию согласно приложению В. После испытаний образец должен соответствовать требованиям 6.6 настоящего стандарта и требованиям соответствующего стандарта комплекса ЕН 818.
6.6 Критерии приемки
Если два или три испытуемых образца номинальной толщиной до 6 мм включительно после проверки трех образцов не соответствуют требованиям соответствующего стандарта комплекса ЕН 818, то всю партию бракуют. Если только один образец не соответствует требованиям соответствующего стандарта комплекса ЕН 818, то проводят повторные испытания по 6.7.
Если только один испытуемый образец номинальной толщиной от 6 до 16 мм не соответствует требованиям соответствующего стандарта комплекса ЕН 818, то проводят повторные испытания по 6.7.
6.7 Повторные испытания
Если только один испытуемый образец не соответствует требованиям соответствующего стандарта комплекса ЕН 818, то проводят повторные испытания двух образцов из этой же партии. Если оба образца выдержали испытания, то партию считают соответствующей требованиям соответствующего стандарта комплекса ЕН 818.
7 Маркировка
7.1 Маркировка класса цепи
Цепи высокой точности маркируют строчной буквой, а цепи нормальной точности - цифрой. Маркировка должна быть хорошо различима. Маркировку проводят методом штамповки или чеканки на каждом 20-м звене цепи или на звеньях цепи, находящихся друг от друга на расстоянии 1 м, в зависимости от того, какое расстояние меньше. Высота маркировки должна быть 2 мм или 25% номинальной толщины звена, в зависимости от того, какое значение больше. При маркировке методом штамповки штампы должны иметь вогнутую поверхность. Оттиск должен быть без острых кромок, чтобы не уменьшалась прочность звеньев.
7.2 Знак изготовителя
Знак изготовителя или его символ наносят тем же методом и на таком же расстоянии, что и маркировку класса цепи (7.1).
7.3 Дополнительная маркировка
На цепи допускается наносить дополнительную маркировку, которая должна соответствовать следующим требованиям: маркировка должна быть хорошо различима и нанесена на таком же расстоянии и тем же методом, что и маркировка класса цепи (7.1).
8 Протокол испытаний
В комплект поставки цепей должен входить протокол испытаний, подтверждающий их соответствие требованиям соответствующего стандарта комплекса ЕН 818.
Протокол испытаний должен содержать следующие данные:
a) наименование и адрес предприятия-изготовителя или его полномочного представителя, дату составления протокола и подпись ответственного лица;
b) обозначение стандарта, на соответствие требованиям которого проводились испытания;
c) число и описание цепей, на которые распространяются результаты испытаний;
d) обозначение цепей, на которые распространяются результаты испытаний;
e) номинальную толщину звена, мм;
f) испытательное усилие, кН;
g) разрывающее усилие, кН;
h) относительное удлинение при разрыве, %.
Приложение А
(обязательное)
Установка для испытания на разрыв
Перемещение подвижной части испытательной установки должно обеспечивать достижение разрывающего усилия за одно растяжение.
Испытательная установка должна быть аттестована и сертифицирована в соответствии с требованиями EN 10000-2 и соответствовать классу точности 1.
Испытательная установка для проведения испытания на растяжение по 6.4 должна быть оснащена записывающим устройством, обеспечивающим построение диаграммы "нагрузка - удлинение", изображенной на рисунке А.1.
- разрывающее усилие;  - установленное минимальное разрывающее усилие; - испытательное усилие; - грузоподъемность; - общее удлинение при разрыве
- установленное минимальное разрывающее усилие; - испытательное усилие; - грузоподъемность; - общее удлинение при разрыве
Рисунок А.1 - Диаграмма "нагрузка - удлинение"
Приложение В
(обязательное)
Установка для испытания на изгиб
Установка для испытания на изгиб должна соответствовать изображенной на рисунке В.1: угол испытательной призмы должен быть равен 90°, а диаметр гибочного дорна должен быть в два раза больше номинальной толщины звена испытуемой цепи.
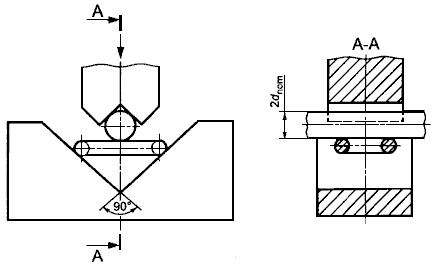
Рисунок В.1 - Установка для испытания на изгиб
Приложение С
(рекомендуемое)
Условия договора о приемке
С.1 Общие положения
В данном приложении указаны рекомендуемые условия приемки, а также специальные условия приемки и необходимость проведения анализа стали при выплавке, если они должны быть отражены в договоре.
С.2 Приемка заказчиком
Предлагаемый текст:
"Если условия приемки определяются заказчиком, то ему или его полномочным представителям должен быть обеспечен постоянный доступ на предприятие-изготовитель для присутствия при проведении соответствующих испытаний, а также для проверки испытательного оборудования и методов испытаний. После приемки изготовитель обязан выдать копии документов с результатами всех испытаний уполномоченному представителю заказчика".
С.3 Отметка о приемке
Предлагаемый текст, если приемка осуществляется в соответствии с С.2:
"Уполномоченный представитель заказчика имеет право нанести соответствующую маркировку на последние звенья цепи(ей), из которых были взяты образцы, но не непосредственно рядом с местом сварки".
С.4 Анализ стали при выплавке
Предлагаемый текст:
"По требованию заказчика изготовитель обязан предоставить ему копию анализа стали при выплавке".
Приложение D
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации
ссылочным региональным стандартам
Таблица D.1
|
Обозначение ссылочного регионального стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
ЕН 292-1:1991 |
* |
|
EH 292-2:1991 |
* |
|
EH 292-2:1991/A1:1995 |
* |
|
EH 818-6:2000 |
* |
|
EH 1050:1997 |
* |
|
EN 10002-2:1996 |
* |
|
EN ISO 9001:1994 |
* |
|
________________ | |
Текст документа сверен по:
официальное издание
М.: Стандартинформ, 2006
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке