
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
марта
14
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 28771-90
(ИСО 7129-89)
Группа Г45
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Машины землеройные
ТРАКТОРЫ С БУЛЬДОЗЕРНЫМ ОБОРУДОВАНИЕМ,
АВТОГРЕЙДЕРЫ, САМОХОДНЫЕ СКРЕПЕРЫ. НОЖИ
Основные формы и размеры
Earth-moving machinery. Tractors with dozer, graders,
tractor scrapers. Cutting edges. Principal shapes and basic dimensions
ОКП 48 1200, 48 1310, 48 1410
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Министерством тяжелого машиностроения СССР.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 06.12.90 N 3056
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 7129-89 "Машины землеройные. Тракторы с бульдозерным оборудованием, автогрейдеры, самоходные скреперы. Ножи" и полностью ему соответствует.
1. НАЗНАЧЕНИЕ
Стандарт устанавливает основные формы и размеры поперечного сечения ножей, а также расположение, формы и размеры отверстий под болты крепления ножей, используемых для тракторов с бульдозерным оборудованием, автогрейдеров и самоходных скреперов по ГОСТ 28764 с учетом их взаимозаменяемости.
Требования настоящего стандарта являются обязательными.
2. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Ссылочные документы приведены в приложении В.
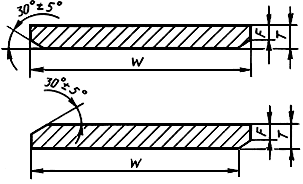
3. НОЖИ. ПОПЕРЕЧНЫЕ СЕЧЕНИЯ. ОСНОВНЫЕ ФОРМЫ И РАЗМЕРЫ
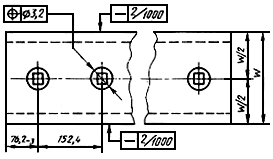
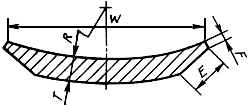
Основные формы и размеры поперечных сечений ножей должны соответствовать приведенным в табл.1 и 2 и на черт.1.
Таблица 1
Размеры, мм
|
Рекомендуемое применение |
Ширина |
Толщина |
Скос | ||||
|
Трактор с бульдозерным оборудованием |
Самоходный скрепер |
Номин. |
Допуск |
Номин. |
Допуск |
Не более |
Не менее |
|
Х |
153 |
±3 |
12,7 |
Для литых ножей
Для других ножей |
8 |
4,0 | |
|
X |
153 |
10 |
10 |
||||
|
X |
153 |
19 |
12 |
||||
|
X |
165 |
+1,5 |
16 |
10 |
|||
|
X |
204 |
16 |
10 |
||||
|
X |
204 |
19 |
12 |
||||
|
X |
204 |
22 |
13 |
||||
|
X |
204 |
25,4 |
14 |
||||
|
X |
X |
254 |
19 |
12 |
|||
|
|
X |
254 |
22 |
13 |
|||
|
X |
X |
254 |
25,4 |
14 |
|||
|
X |
254 |
32 |
20 |
||||
|
|
X |
254 |
41 |
25 |
|||
|
|
X |
305 |
19 |
12 |
|||
|
|
X |
305 |
22 |
13 |
|||
|
X |
305 |
25,4 |
14 |
||||
|
X |
305 |
28,6 |
18 |
||||
|
X |
305 |
32 |
20 |
||||
|
|
X |
305 |
38 |
23 |
|||
|
|
X |
330 |
19 |
12 |
|||
|
|
X |
330 |
22 |
13 |
|||
|
|
X |
330 |
25,4 |
14 |
|||
|
X |
X |
330 |
28,6 |
18 |
|||
|
X |
330 |
32 |
20 |
||||
|
X |
X |
330 |
35 |
21 |
|||
|
|
X |
330 |
38 |
23 |
|||
|
|
X |
330 |
41 |
25 |
|||
|
|
X |
330 |
44,5 |
27 |
|||
|
|
X |
360 |
19 |
12 |
|||
|
|
X |
360 |
22 |
13 |
|||
|
|
X |
360 |
25,4 |
14 |
|||
|
X |
360 |
28,6 |
18 |
||||
|
X |
360 |
32 |
20 |
||||
|
X |
360 |
35 |
21 |
||||
|
|
X |
406 |
22 |
13 |
|||
|
|
X |
406 |
25,4 |
14 |
|||
|
X |
406 |
28,6 |
|
18 |
|||
|
|
XX |
406 |
32 |
20 |
|||
|
X |
X |
406 |
35 |
21 |
|||
|
X |
406 |
З8 |
23 |
||||
|
X |
406 |
41 |
25 |
||||
|
|
X |
406 |
44,5 |
27 |
|||
|
|
X |
482 |
28,6 |
18 |
|||
|
|
X |
482 |
32 |
20 |
|||
|
|
X |
482 |
35 |
21 |
|||
|
|
X |
482 |
38 |
23 |
|||
|
|
X |
482 |
41 |
25 |
|||
|
|
X |
482 |
44,5 |
27 |
|||


Примечание. Формы и размеры ножей с шагом отверстий 140 мм приведены в приложении А.
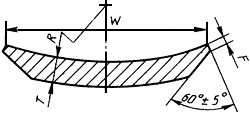
Таблица 2
мм
|
Ширина |
Толщина |
Радиус закругления |
Скос | ||||
|
Номин. |
Допуск |
Номин. |
Допуск |
Номин. |
Допуск |
|
|
|
152 |
+3 |
13 |
±0,6 |
280 |
±10 |
30 |
2,5 |
|
152 |
16 |
||||||
|
152 |
19 |
||||||
|
204 |
16 |
||||||
|
204 |
19 |
||||||

Примечание. Формы и размеры ножей с шагом отверстий 140 мм и 280 мм приведены в приложении А.
Трактор с бульдозерным оборудованием и самоходный скрепер

4. БОЛТЫ КРЕПЛЕНИЯ. РАСПОЛОЖЕНИЕ ОТВЕРСТИЙ
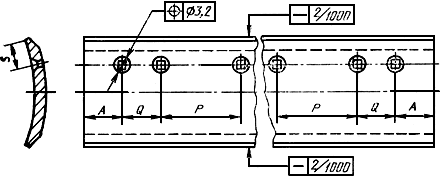
4.1. Расположение отверстий под болты крепления ножей должно соответствовать требованиям табл.3, 4 и черт.2, 3.
Таблица 3
Трактор с бульдозерным оборудованием и самоходный скрепер
мм
|
Ширина |
Расположение отверстий |
|
330 и менее |
|
|
330 и более |
|

Примечание. Формы и размеры ножей с шагом отверстий 140 мм приведены в приложении А.
Таблица 4
мм
|
Шаг отверстий |
Расстояние от конца | ||||
|
Средняя часть |
По бокам |
|
| ||
|
Номин. |
Допуск |
Номин. |
Допуск | ||
|
152,4 |
76,2 |
76,2 |
-3 |
42 |
-2 |
|
250 |
62,5 |
62,5 |
|
||
|
304,8 |
76,2 |
76,2 |
|||

 *
* 
______________
* Допускается не указывать для малогабаритных машин.
Примечание. Формы и размеры ножей с шагом отверстий 140 мм и 280 мм приведены в приложении А.
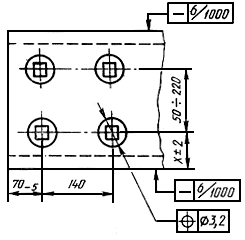
Автогрейдер
Черт.2
Автогрейдер
Черт.3
4.2. Центр зенковки должен находиться в пределах круговой зоны допуска диаметром 3,2 мм, очерченной вокруг точки, соответствующей геометрически правильному положению.
4.3. Кривизна ножа не должна превышать 2 мм/м.
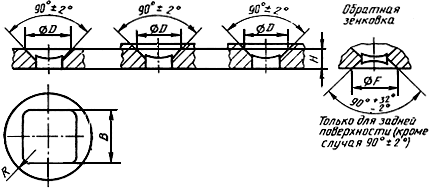
5. ОТВЕРСТИЯ ПОД БОЛТЫ КРЕПЛЕНИЯ. ФОРМЫ И РАЗМЕРЫ
5.1. Формы и размеры отверстий под болты крепления должны соответствовать указанным в табл.5 и черт.4.
Таблица 5
|
|
24,5 |
29,3 |
33,3 |
38,8 |
46,6 |
58,7 | |
|
|
Номин. |
14,3 |
17,5 |
20,6 |
24,2 |
27,4 |
34,0 |
|
|
Допуск |
+0,8 |
+1,5 |
+1,6 |
+2,0 |
+2,4 |
+2,9 |
|
|
С обратной зенковкой |
12,7 |
16 |
19 |
25,4 |
28,6 | |
|
Без обратной зенковки |
12,7 |
16 |
19 |
25,4 | |||
|
|
2,5 |
3 | |||||
|
|
18 |
22 |
26,5 |
31 |
36 |
45 | |
|
|
Номин. |
27 |
32 |
37 |
41 |
47 |
56 |
|
|
Допуск |
±0,8 | |||||
|
Размер болта (справочный) |
12,7 |
15,88 |
19,05 |
22,22 |
25,4 |
31,75 | |

Примечание. Формы и размеры отверстий под болты крепления ножей с шагом отверстий 140 и (или) 280 мм приведены в приложении А.
Отверстия под болты крепления
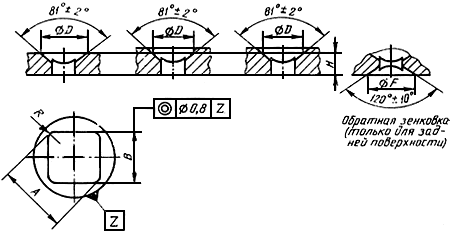
 - диаметр обратной зенковки для эффективной толщины
- диаметр обратной зенковки для эффективной толщины 
 - ширина между гранями квадратного
- ширина между гранями квадратного
отверстия;  - минимальная эффективная толщина;
- минимальная эффективная толщина;  - радиус закругления квадратного отверстия;
- радиус закругления квадратного отверстия; - размер по диагонали квадратного отверстия;
- размер по диагонали квадратного отверстия;  - диаметр обратной зенковки квадратного отверстия
- диаметр обратной зенковки квадратного отверстия
Черт.4
5.2. Несоосность квадратного отверстия с зенковочным конусом не должна превышать 0,8 мм.
ПРИЛОЖЕНИЕ А
Обязательное
ОСНОВНЫЕ ФОРМЫ И РАЗМЕРЫ НОЖЕЙ С ШАГОМ ОТВЕРСТИЙ 140 и 280 мм
А.1. Область применения
Настоящее приложение предназначено для применения в странах, в которых используют ножи с шагом отверстий под болты крепления 140 и 280 мм.
А.2. Ножи. Поперечные сечения. Основные формы и размеры
Основные формы и размеры поперечного сечения ножей должны соответствовать табл.А 1, А 2 и черт.5, 6.
Таблица А 1
мм
|
Ширина |
Толщина |
Скос | |||
|
Номии. |
Допуск |
Номин. |
Допуск |
Не более |
Не менее |
|
150 |
+2 |
12 |
+1 |
8 |
4 |
|
160 |
16 |
10 |
|||
|
180 |
12 |
8 |
|||
|
180 |
16 |
10 |
|||
|
250 |
18 |
12 |
|||
|
300 |
18 |
12 |
|||
|
300 |
25 |
+1,5 |
16 |
||
|
360 |
25 |
16 |
|||
|
400 |
25 |
16 |
|||
|
470 |
+2,5 |
30 |
20 |
||
Таблица А 2
|
Ширина |
Толщина |
Радиус закругления |
Скос | |||
|
Номин. |
Допуск |
Номин. |
Допуск |
Номин. |
Допуск |
Не менее |
|
180 |
+2,5 |
12 |
±1 |
350; 440 |
±30 |
2 |
|
180 |
-4,5 |
18 |
||||
Трактор с бульдозерным оборудованием
Автогрейдер
Черт.6
А.3. Болты крепления. Расположение отверстий
А.3.1. Расположение отверстий под болты крепления ножей должно соответствовать требованиям табл.А 3, А 4, А 5 и черт.7-9.
Таблица A 3
Трактор с бульдозерным оборудованием
мм
|
Число рядов |
Расположение отверстий |
|
1 |
|
|
2 |
|
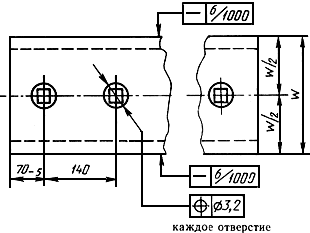
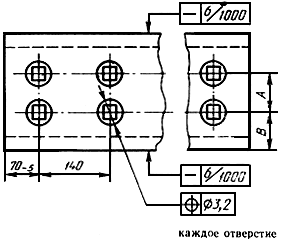
Таблица А 4
мм
|
|
26 |
34 |
36 |
44 |
48 |
66 | ||||
|
|
62 |
77 |
58 |
72 |
107 |
132 |
128 |
156 |
176 |
202 |
Таблица А 5
мм
|
Шаг отверстий |
Расстояние от конца | ||||
|
Средняя часть |
По бокам |
|
| ||
|
|
Номин. |
Допуск |
Номин. |
Допуск | |
|
140 |
70 |
70 |
5 |
40; 75 |
-5 |
|
280 |
50; 60; 70 |
||||
 *
* _______________
* Для вспомогательных отверстий, которые можно выполнять без зенковки, допускается не указывать.
Автогрейдер

Черт.7
Самоходный скрепер
Черт.8
Примечание. Число рядов отверстий определяет заказчик.
Отверстия под болты крепления
- диаметр зенковки для эффективной толщины ; - ширина между гранями квадратного отверстия; - минимальная эффективная толщина; - радиус закругления квадратного отверстия; - диаметр обратной зенковки квадратного отверстия
Черт.9
А.3.2. Центр зенковки должен находиться в пределах круговой зоны допуска диаметром 3,2 мм, очерченной вокруг точки, соответствующей геометрически правильному положению.
А.3.3. Кривизна ножа не должна превышать 6 мм/м.
А.4. Отверстия под болты крепления. Формы и размеры
Формы и размеры отверстий под болты крепления должны соответствовать указанным в табл.А 6 и черт.9.
Таблица А 6
мм
|
|
24 |
29 |
36 |
44 |
65 | |
|
|
Номин. |
14 |
18 |
22 |
26 |
38 |
|
|
Допуск |
+0,8 |
+1,5 |
+2 |
+2,4 |
+3,6 |
|
|
С обратной зенковкой |
12 |
16 |
18 |
25 |
30 |
|
Без обратной зенковки |
12 |
12 |
12 |
18 |
18 | |
|
|
2,5 |
2,5 |
3 |
3 |
3 | |
|
|
24 |
29 |
36 |
44 |
65 | |

ПРИЛОЖЕНИЕ В
Справочное
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Раздел, подраздел, пункт, в котором приведена ссылка |
Обозначение соответствующего стандарта |
Обозначение отечественного нормативно-технического документа, на который дана ссылка |
|
1 |
ИСО 6165-87 |
ГОСТ 28764-90* |
______________
* На территории Российской Федерации действует ГОСТ Р ИСО 6165-99. - Примечание .
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1991
Личный кабинет:
доступно после авторизации На заседании краевой трехсторонней комиссии в Краснодаре обсудили зарплаты...
На заседании краевой трехсторонней комиссии в Краснодаре обсудили зарплаты...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке