
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
25
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ Р 52327-2005
Группа Д 91
Д 92
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТАРА СТЕКЛЯННАЯ ДЛЯ ПРОДУКТОВ ДЕТСКОГО ПИТАНИЯ
Технические условия
Glass containers for children's food. Specifications
ОКС 55.100
ОКП 59 8611
59 8726
Дата введения 2006-01-01
Предисловие
Задачи, основные принципы и правила проведения работ по государственной стандартизации в Российской Федерации установлены ГОСТ Р 1.0-92* "Государственная система стандартизации Российской Федерации. Основные положения" и ГОСТ Р 1.2-92** "Государственная система стандартизации Российской Федерации. Порядок разработки государственных стандартов"
__________________
* На территории Российской Федерации действует ГОСТ Р 1.0-2004.
** На территории Российской Федерации действует ГОСТ Р 1.2-2004. - Примечание изготовителя базы данных.
Сведения о стандарте
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 74 "Стеклянная тара"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 апреля 2005 г. N 75-ст
3 ВВЕДЕН ВПЕРВЫЕ
4 ИЗДАНИЕ с Поправкой (ИУС 6-2006)
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст этих изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
1 Область применения
Настоящий стандарт распространяется на стеклянную тару круглой формы - банки и бутылки (далее - изделия), используемую в промышленном производстве продуктов детского питания (соков и консервов), при их транспортировании и хранении.
Стандарт устанавливает основные параметры и размеры изделий, требования к качеству, правилам приемки, методам контроля, упаковке, маркировке, транспортированию, хранению и условиям эксплуатации.
Стандарт не распространяется на банки под рыбные консервы для детского питания.
Основные требования к изделиям - по 4.5; 5.1.4.1-5.1.4.5; 5.1.7; 5.1.15-5.1.17, 5.1.22 и соответствуют ГОСТ 30288.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 2603-79 Ацетон. Технические условия
ГОСТ 3118-77 Кислота соляная. Технические условия
ГОСТ 6968-76 Кислота уксусная лесохимическая. Технические условия
ГОСТ 10117.2-2001 Бутылки стеклянные для пищевых жидкостей. Типы, параметры и основные размеры
ГОСТ 10134.1-82 Стекло неорганическое и стеклокристаллические материалы. Методы определения водостойкости при 98 °С
ГОСТ 12601-76 Порошок цинковый. Технические условия
ГОСТ 13903-2005 Тара стеклянная. Методы контроля термической стойкости
ГОСТ 13904-2005 Тара стеклянная. Методы контроля сопротивления внутреннему гидростатическому давлению
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17527-2003 Упаковка. Термины и определения
ГОСТ 23932-90 Посуда и оборудование лабораторные стеклянные. Общие технические условия
ГОСТ 24980-2005 Тара стеклянная. Методы контроля параметров
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 30005-93 Тара стеклянная. Термины и определения дефектов
ГОСТ 30288-95 Тара стеклянная. Общие положения по безопасности, маркировке и ресурсосбережению
ГОСТ Р 52022-2003 Тара стеклянная для пищевой и парфюмерно-косметической продукции. Марки стекла
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 продукты детского питания: Продукты для питания детей до трех лет включительно.
3.2 изделия круглой формы: Изделия, имеющие круг в основании и в поперечном сечении корпуса.
3.3 номинальная вместимость: Вместимость тары, определяющая заданный объем жидкости, который используется для маркировки тары.
3.4 полная вместимость: Вместимость тары, определяющая объем жидкости, помещенной до верхней плоскости торца венчика горловины.
3.5 номинальный размер (общая высота, диаметр): По ГОСТ 17527.
3.6 предельные размеры: По ГОСТ 17527.
3.7 предельное отклонение: Разность между предельным и номинальным размерами.
Термины и определения дефектов - по ГОСТ 30005.
4 Основные параметры и размеры
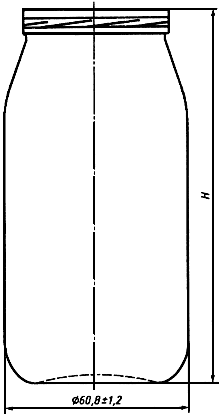
4.1 Основные параметры и размеры изделий приведены на рисунках 1-7 и в таблицах 1-3.

Таблица 1
|
Вместимость, см |
Тип венчика горловины |
Общая высота банки |
Диаметр цилиндрической части | |
|
номинальная |
полная |
|
||
|
250 |
280±10 |
I-58, III-53, III-58, III-63, III-66, III-66-1 |
99,0±1,0 |
70,0±1,3 |
|
350 |
385±10 |
124,0±1,1 |
71,0±1,3 | |
Венчики горловины: тип II-51 при  =(118,5±1,5) мм;
=(118,5±1,5) мм;
тип III-53 при =(124,8±1,5) мм.
Номинальная вместимость, см , - 230.
, - 230.
Полная вместимость, см, - 250±10.
Рисунок 2 - Банка типа II

Венчик горловины - тип III-58.
Номинальная вместимость, см, - 250.
Полная вместимость, см, - 270±8.
Рисунок 3 - Банка типа III

Таблица 2
|
Вместимость, см |
Тип венчика горловины |
Общая высота банки |
Диаметр цилиндрической части | |
|
номинальная |
полная |
|
||
|
100 |
118,0±3,5 |
II-51, |
67,7±0,8; |
55,0±1,2 |
|
III-53 |
74,0±0,8 |
|||
|
130 |
148,0±4,0 |
II-51, |
73,0±0,8; |
60,0±1,2 |
|
III-53 |
79,3±0,8 |
|||
Рисунок 4 - Банка типа IV

Венчик горловины - тип В-28Д.
Номинальная вместимость, см, - 200.
Полная вместимость, см, - 215±6.

Венчик горловины - тип В-28Д.
Номинальная вместимость, см, - 200.
Полная вместимость, см, - 220±6.
Рисунок 6 - Бутылка типа II
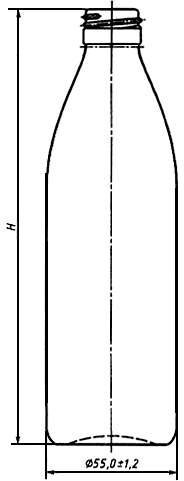
Таблица 3
|
Вместимость, см |
Тип венчика горловины |
Общая высота бутылки | |
|
номинальная |
полная |
|
|
|
250 |
265±6 |
В-28Д |
180,9±1,2 |
|
250 |
265±6 |
КП (ГОСТ 10117.2) |
184,0±1,2 |
Рисунок 7 - Бутылка типа III
Допускается, по согласованию с потребителем изготовлять банки и бутылки других типов при условии соответствия их основным требованиям настоящего стандарта.
4.2 Контролируемые параметры и размеры изделий: общая высота , наружный диаметр корпуса  , полная вместимость.
, полная вместимость.
4.3 В зависимости от вида укупорки венчики горловин подразделяют на следующие типы:
- обкатной (рисунок 8);
- обжимной (рисунок 9);
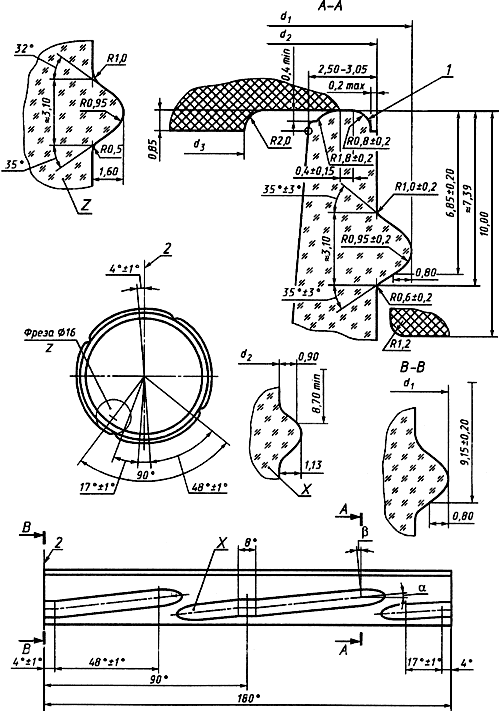
- резьбовой (рисунки 10-13).
4.4 Условные обозначения и размеры венчиков горловин приведены на рисунках 8-13 и в таблицах 4, 5.
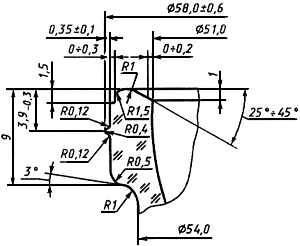
Рисунок 8 - Венчик типа I-58

Рисунок 9 - Венчик типа II-51

1 - точка подъема; 2 - плоскость разъема горлового кольца;
3 - горизонтальный участок; 4 - поверхность укупорки; 5 - усиливающее кольцо
Таблица 4
В миллиметрах
|
Тип венчика горловины |
|
|
|
Шаг резьбы |
Угол захода резьбы |
Угол выступа |
|
III-53 |
51,95±0,40 |
48,8±0,4 |
42,25 |
44,45 |
5°14' |
10° |
|
III-58 |
55,85±0,40 |
52,7±0,4 |
46,15 |
44,45 |
4°52' |
10° |





Рисунок 10 - Венчик типа III
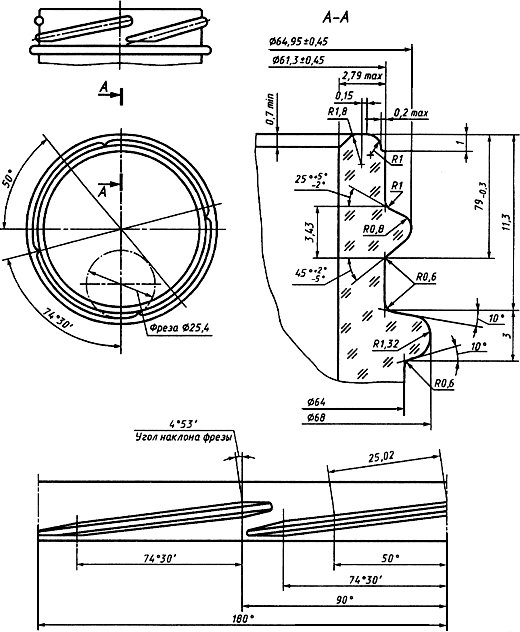
Рисунок 11 - Венчик типа III-66
1 - поверхность укупорки; 2 - плоскость разъема горлового кольца
Таблица 5
В миллиметрах
|
Тип венчика горловины |
|
|
|
Шаг резьбы |
Угол захода резьбы |
Угол выступа |
|
III-63 |
62,05±0,45 |
58,90±0,45 |
52,35 |
38,1 |
5°06' |
|
|
III-66-1 |
64,95±0,45 |
61,80±0,45 |
55,25 |
38,1 |
4°52' |
|


Рисунок 12 - Венчик типа III
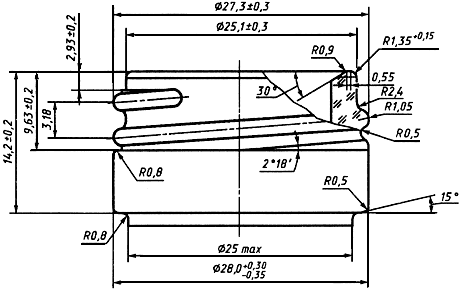
Рисунок 13 - Венчик типа В-28Д
(Поправка).
4.5 Наружный диаметр резьбы и диаметр укупорочного кольца венчиков горловин являются котролируемыми.
Остальные размеры венчиков горловин изделий даны для изготовления формокомплектов.
4.6 На нижней части корпуса, плечиках и дне изделий допускается наносить фактурное оформление - насечки, точки и т.п.
Высота цилиндрической части изделий должна быть достаточной для размещения этикеток, размеры которых оговаривают при оформлении заказов.
4.7 На корпусе изделий допускаются углубления под этикетку до 0,5 мм.
4.8 Условное обозначение банки и бутылки включает: обозначение типа изделия, номер венчика горловины, номинальную вместимость, индекс ДП (детское питание) и обозначение настоящего стандарта.
Примеры условных обозначений:
Банка типа IV, с венчиком горловины 51, номинальной вместимостью 100 см:
Банка IV-51-100-ДП ГОСТ Р 52327-2005
Бутылка типа I, с венчиком горловины В-28Д, номинальной вместимостью 200 см:
Бутылка I-В-28Д-200 ДП ГОСТ Р 52327-2005
4.9 При разработке новых типов изделий предельные отклонения по высоте изделий  рассчитывают по формуле
рассчитывают по формуле
 , (1)
, (1)
где - номинальная высота изделия, мм.
Предельные отклонения по диаметру изделий  рассчитывают по формуле
рассчитывают по формуле
 , (2)
, (2)
где - номинальный диаметр корпуса, мм.
5 Технические требования
5.1 Характеристики
5.1.1 Изделия должны соответствовать требованиям настоящего стандарта.
5.1.2 Изделия изготовляют из бесцветного стекла по ГОСТ Р 52022.
Допускается, по согласованию с потребителем, изготовлять изделия из полубелого стекла по ГОСТ Р 52022.
Водостойкость стекла, из которого изготовляют изделия, должна быть не ниже класса 3/98 по ГОСТ 10134.1.
5.1.3 На наружную поверхность изделий наносят защитно-упрочняющее покрытие, допущенное органами здравоохранения для контакта с пищевыми продуктами.
На изделиях с оксидно-металлическим покрытием допускается иризация.
5.1.4 На изделиях не допускаются:
5.1.4.1 Прилипы стекла, стеклянные нити и пыль внутри изделий.
5.1.4.2 Сквозные посечки, сколы.
5.1.4.3 Острые швы.
5.1.4.4 Инородные включения, имеющие вокруг себя трещины и посечки.
5.1.4.5 Открытые пузыри на внутренней поверхности.
5.1.4.6 Закрытые пузыри, открытые пузыри на наружной поверхности и инородные включения в количестве и размером более указанных в таблице 6.
Таблица 6
|
Размер*, мм |
Количество, шт. | ||
|
пузыря |
инородного включения |
пузырей |
инородных включений |
|
Св. 1,0 до 1,5 включ. |
До 0,5 вкпюч. |
4 |
2 |
|
* Для круглых пузырей - диаметр; для овальных - половина суммы длины и ширины. | |||
5.1.4.7 Резко выраженные складки, морщины, след отреза ножницами, кованость, двойные швы.
5.1.4.8 Шлиры и свили, резко выраженные и/или сопровождаемые внутренними напряжениями, соответствующими удельной разности хода лучей поляриметра более 110 нм/см, что соответствует следующим цветам в поле зрения полярископа: оранжевому, светло-желтому, желтому, белому, голубовато-зеленому, зеленому, желто-зеленому.
5.1.4.9 Потертость поверхности со сколами.
5.1.4.10 Несмываемые загрязнения.
5.1.5 На изделиях не допускаются поверхностные посечки длиной и в количестве более указанных в таблице 7.
Таблица 7
|
Место расположения посечек |
Длина посечек, мм |
Количество, шт. |
|
На торцевой и боковой поверхностях венчика горловины |
Не допускаются | |
|
На горловине |
1 |
2 |
|
На корпусе, плечиках и дне |
3 (суммарная) |
Не нормируется |
5.1.6 Допускаются закрытые пузыри (мошка) размером не более 1,0 мм, редко расположенные и/или в виде отдельных скоплений.
5.1.7 Толщина стенок и дна изделий приведена в таблице 8.
Таблица 8
|
Вид изделий |
Номинальная вместимость, см |
Толщина, мм, не менее | |
|
стенок |
дна | ||
|
Банки с венчиками обжимного и резьбового типов |
100, 130, 230 |
1,1 |
1,2 |
|
Банки с венчиками обкатного и резьбового типов |
250, 350 |
1,4 |
2,0 |
|
Бутылки |
200, 250 |
1,1 |
1,6 |
5.1.8 Овальность горловины и корпуса изделий не должна превышать предельных отклонений на диаметр.
5.1.9 Непараллельность торца венчика горловины плоскости дна изделий не должна превышать: 0,5 мм - для банок; 0,8 мм - для бутылок.
5.1.10 Отклонение от перпендикулярности вертикальной оси бутылок относительно плоскости дна не должно превышать 1% общей высоты бутылок.
5.1.11 Отклонение вертикальной оси горловины относительно вертикальной оси корпуса банок не должно превышать 0,5 мм.
5.1.12 Вогнутость торца венчика горловины не должна превышать:
- 0,25 мм - для банок с венчиками обжимного и резьбового типов;
- 0,4 мм - для банок с венчиком обкатного типа.
5.1.13 Переход торца венчика горловины к внутренней полости изделий должен быть закруглен.
5.1.14 Высота швов на шейке горловины, корпусе и дне изделий не должна превышать 0,3 мм.
На боковой поверхности и торце венчика горловины изделий высота швов не должна превышать 0,2 мм.
Высота притупленных уголков на сопряжении швов по корпусу не должна превышать 1,0 мм.
5.1.15 Изделия должны быть термически стойкими при перепаде температур не менее 50 °С.
5.1.16 Банки должны выдерживать без разрушения усилие сжатия не менее 2500 (250) Н (кгс) в направлении вертикальной оси.
5.1.17 Бутылки должны выдерживать без разрушения в течение 60 с внутреннее гидростатическое давление не менее 0,78 (8) МПа (кгс/см ).
).
5.1.18 Банки вместимостью 100, 130, 230 см должны выдерживать без разрушения ударную нагрузку не менее 0,15 Дж.
5.1.19 Изделия должны быть устойчивыми к абразивному износу. На поверхности изделий не должны появляться царапины при взаимном трении с усилием, равным 20 кгс.
5.1.20 Защитно-упрочняющие покрытия на поверхности изделий должны обеспечивать их соскальзывание в процессе испытания, при этом угол наклона образцов к горизонтальной плоскости не может превышать 15°.
5.1.21 Удельная разность хода лучей полярископа-поляриметра при контроле отжига изделий не должна превышать 110 нм/см.
Не допускаются в поле зрения полярископа цвета: оранжевый, светло-желтый, желтый, белый, голубовато-зеленый, зеленый, желто-зеленый.
5.1.22 Изделия должны быть кислотостойкими. После контроля изделий на кислотостойкость поверхность стекла не должна иметь признаков разъедания и помутнения.
5.2 Маркировка
5.2.1 Маркировка изделий должна содержать:
- товарный знак предприятия-изготовителя;
- номинальную вместимость в литрах (л);
- дату изготовления (год - две последние цифры);
- обозначение ДП.
Допускается после цифрового обозначения года наносить точки, указывающие увеличение даты изготовления изделий на соответствующее количеству лет по числу точек, при условии неиспользования ресурса формы в год ее изготовления.
Для изделий вместимостью до 200 см включительно допускается не наносить дату изготовления.
Маркировка может иметь дополнительную информацию о номере формы.
5.2.2 Маркировку наносят в виде оттиска на дно или нижнюю часть корпуса изделий.
Обозначение ДП наносят после обозначения вместимости изделия. Допускается наносить маркировку частично на дно и частично на нижнюю часть корпуса изделия.
При нанесении маркировки на нижнюю часть корпуса изделия толщина маркировочных знаков должна выходить за размеры наружного диаметра корпуса, а при нанесении на дно - ниже кольцевой опорной площадки дна.
Размеры маркировочных знаков - по ГОСТ 30288.
5.2.3 Для сертифицированных изделий национальный знак соответствия проставляют в документах о качестве и/или на упаковке, и/или в товаросопроводительной документации.
5.2.4 Транспортная маркировка грузов - по ГОСТ 14192 с нанесением манипуляционного знака "Хрупкое. Осторожно".
Допускается наносить дополнительно другие манипуляционные знаки по ГОСТ 14192 с учетом вида упаковки, условий транспортирования и с указанием их в договоре (контракте) на поставку.
5.3 Упаковка
Конкретные виды и типы тары и упаковки, обеспечивающие сохранность изделий при транспортировании и хранении, согласовываются между изготовителем и потребителем и указываются в договоре (контракте) на поставку.
6 Правила приемки
6.1 Партией считают количество изделий одного типа, одной марки стекла, оформленное одним документом с указанием:
- наименования страны-изготовителя;
- наименования предприятия-изготовителя и/или товарного знака;
- юридического адреса предприятия-изготовителя;
- наименования и условного обозначения изделия;
- цвета стекла;
- основных показателей качества изделий;
- количества изделий в партии;
- даты отправки;
- знака соответствия для сертифицированных изделий;
- обозначения настоящего стандарта.
Размер партии согласовывают изготовитель и потребитель.
6.2 При приемке партии изделия проверяют на соответствие требованиям настоящего стандарта согласно правилам, указанным в 6.3-6.9.
6.3 Контроль изделий проводят по двухступенчатому нормальному плану контроля по группам показателей, указанным в таблице 9.
Таблица 9
|
Номер группы |
Номер пункта, контролируемый показатель |
|
1 |
5.1.4.1; 5.1.4.2 |
|
2 |
5.1.4.3 - 5.1.4.5 |
|
3 |
5.1.4.6 - 5.1.4.10; 5.1.5; 5.1.6; 5.1.14 |
|
4 |
5.1.15 - 5.1.17; 5.1.18 |
|
5 |
5.1.7; 5.1.8, основные размеры изделий и венчиков горловины |
|
6 |
5.1.9-5.1.12; 5.1.19; 5.1.20 |
|
7 |
5.1.21, полная вместимость |
|
8 |
5.1.3; 5.1.22 |
6.4 Для контроля качества изделий из разных мест партии, в зависимости от объема партии, отбирают выборки в соответствии с таблицей 10.
Таблица 10
|
Объем партии, шт. |
Выборка |
Объем выборки, шт. |
Общий объем выборки, шт. |
|
От 501 до 10000 включ. |
I |
125 |
125 |
|
II |
125 |
250 | |
|
" 10001 " 35000 " |
I |
200 |
200 |
|
II |
200 |
400 | |
|
" 35001 " 150000 " |
I |
315 |
315 |
|
|
II |
315 |
630 |
Изделия со сколами и бой в выборку для контроля не включают.
6.3, 6.4 (Поправка).
6.5 По показателям групп 1-3 контролируют всю выборку в соответствии с таблицей 11.
Таблица 11
|
Выборка |
Объем выборки, шт. |
Общий объем выборки, шт. |
Группа 1 |
Группа 2 |
Группа 3 | |||
|
|
Прие- мочное число |
Брако- вочное число |
Прие- мочное число |
Брако- вочное число |
Прие- мочное число |
Брако- вочное число | ||
|
I |
125 |
125 |
0 |
2 |
0 |
3 |
3 |
7 |
|
II |
125 |
250 |
1 |
2 |
3 |
4 |
8 |
9 |
|
I |
200 |
200 |
0 |
2 |
1 |
4 |
5 |
9 |
|
II |
200 |
400 |
1 |
2 |
4 |
5 |
12 |
13 |
|
I |
315 |
315 |
0 |
3 |
2 |
5 |
7 |
11 |
|
II |
315 |
630 |
3 |
4 |
6 |
7 |
18 |
19 |
6.6 По показателям групп 4-7 контролируют образцы, взятые из выборки по 6.4 в соответствии с таблицей 12.
Таблица 12
|
Вы- борка |
Объем выборки, шт. |
Общий объем выборки, шт. |
Группа 4 |
Группа 5 |
Группа 6 |
Группа 7 | ||||
|
|
Прие- мочное число |
Брако- вочное число |
Прие- мочное число |
Брако- вочное число |
Прие- мочное число |
Брако- вочное число |
Прие- мочное число |
Брако- вочное число | ||
|
I |
32 |
32 |
0 |
3 |
0 |
3 |
0 |
2 |
1 |
4 |
|
II |
32 |
64 |
3 |
4 |
3 |
4 |
1 |
2 |
4 |
5 |
|
I |
50 |
50 |
1 |
4 |
1 |
4 |
0 |
3 |
2 |
5 |
|
II |
50 |
100 |
4 |
5 |
4 |
5 |
3 |
4 |
6 |
7 |
|
I |
80 |
80 |
2 |
5 |
2 |
5 |
1 |
4 |
3 |
7 |
|
II |
80 |
160 |
6 |
7 |
6 |
7 |
4 |
5 |
8 |
9 |
|
Примечание - Для контроля показателей термической стойкости (5.1.15), сопротивления внутреннему гидростатическому давлению (5.1.17), сопротивления усилию сжатия (5.1.16) и сопротивления ударным нагрузкам (5.1.18) отбирают отдельные выборки, каждая в объеме, указанном для группы 4. | ||||||||||
6.7 Для контроля показателей группы 8 от выборки отбирают:
один образец - по 5.1.22;
15 образцов - по 5.1.3.
6.8 Решение о партии
6.8.1 Партию принимают, если количество дефектных изделий в первой выборке по каждому показателю меньше или равно приемочному числу, указанному в таблицах 11 и 12.
Партию бракуют, если количество дефектных изделий хотя бы по одному из показателей равно или больше браковочного числа.
6.8.2 Если количество дефектных изделий по какому-либо показателю в первой выборке больше приемочного числа и меньше браковочного числа, то отбирают вторую выборку от той же партии для контроля этого показателя.
Партию принимают, если суммарное количество дефектных изделий первой и второй выборок меньше или равно приемочному числу, и бракуют, если суммарное количество дефектных изделий равно браковочному числу или больше браковочного числа хотя бы по одному из показателей.
6.8.3 При несоответствии показателей группы 8 требованиям 5.1.3 и 5.1.22 и группы 1 (наличию прилипов стекла, сколов, стеклянных нитей и пыли) требованиям 5.1.4.1 и 5.1.4.2 партию бракуют, независимо от результатов контроля по остальным показателям.
6.9 Контроль качества изделий изготовитель проводит по технологическим регламентам.
6.10 При сертификационных испытаниях изделий по требованиям безопасности применяют правила, указанные в 6.11-6.16.
6.11 Для сертификационных испытаний из разных мест партии отбирают выборку образцов в количестве 80 шт. изделий.
Изделия со сколами и бой в выборку образцов для испытаний не включают.
6.12 Контроль качества при сертификационных испытаниях проводят согласно таблице 13.
Таблица 13
|
Номер пункта, наименование показателя |
Объем выборки, шт. |
Число дефектных изделий | |
|
приемочное |
браковочное | ||
|
5.1.4.1, 5.1.4.2 |
80 |
1 |
2 |
|
5.1.4.3-5.1.4.5 |
80 |
2 |
3 |
|
5.1.15-5.1.17 |
20 |
1 |
2 |
|
5.1.7, размеры венчика горловины |
32 |
2 |
3 |
|
Примечание - Термическую стойкость, сопротивление внутреннему гидростатическому давлению и сопротивление усилию сжатия контролируют на отдельных выборках образцов по 6.11. | |||
6.13 Выборку образцов для контроля по 5.1.3 и 5.1.22 проводят по 6.7.
6.14 Выборку образцов изделий считают соответствующей требованиям безопасности настоящего стандарта, если количество образцов с дефектами по каждому показателю равно приемочному числу, указанному в таблице 13.
6.15 Выборку образцов изделий считают не соответствующей требованиям безопасности настоящего стандарта, если количество образцов с дефектами равно или больше браковочного числа хотя бы по одному из показателей.
6.16 При несоответствии показателей группы 8 требованиям 5.1.3 и 5.1.22 и группы 1 (наличию прилипов стекла, сколов, стеклянных нитей и пыли) требованиям 5.1.4.1 и 5.1.4.2 всю выборку образцов считают не соответствующей требованиям безопасности настоящего стандарта, независимо от результатов контроля по остальным показателям.
7 Методы контроля
7.1 Внешний вид, цвет, качество стекла и выработки изделий контролируют визуально.
Дефекты, размеры которых не могут быть измерены, допускается согласовывать по образцам дефектов, согласованным с потребителем изделий или разработчиком настоящего стандарта.
7.2 Размеры изделий контролируют в соответствии с требованиями ГОСТ 24980 калибрами или другими средствами измерений, обеспечивающими заданную точность.
7.3 Размеры пузырей, инородных включений и длину посечек определяют измерительной лупой по ГОСТ 25706 или другими средствами измерений, обеспечивающими заданную точность.
7.4 Непараллельность торца венчика горловины плоскости дна изделий контролируют в соответствии с требованиями ГОСТ 24980 штангенрейсмасом по ГОСТ 164 или другими средствами измерений, обеспечивающими заданную точность.
7.5 Отклонение вертикальной оси горловины относительно вертикальной оси корпуса банки измеряют штангенрейсмасом по ГОСТ 164, индикатором часового типа по ГОСТ 577 или другими средствами измерений, обеспечивающими заданную точность. Банку помещают в горизонтальное положение на призматическую подставку. Мерительную головку штангенрейсмаса или индикаторную головку приводят в соприкосновение с наружной поверхностью венчика горловины, вращая банку на 360°; находят максимальный и минимальный размеры.
Отклонение вертикальной оси горловины относительно вертикальной оси корпуса банки  , мм, вычисляют по формуле
, мм, вычисляют по формуле
 , (3)
, (3)
где  ,
,  - максимальное и минимальное показания счетного устройства средства измерения, мм.
- максимальное и минимальное показания счетного устройства средства измерения, мм.
7.6 Отклонение от перпендикулярности вертикальной оси бутылок относительно плоскости дна контролируют в соответствии с требованиями ГОСТ 24980.
Отклонение от перпендикулярности вертикальной оси бутылок относительно плоскости дна  , мм, вычисляют по формуле
, мм, вычисляют по формуле
 , (4)
, (4)
где  - разность между максимальным и минимальным показаниями отсчетного устройства средства измерения, мм.
- разность между максимальным и минимальным показаниями отсчетного устройства средства измерения, мм.
7.7 Толщину стенок и дна изделий контролируют по ГОСТ 24980.
7.8 Высоту швов и уголков на изделиях контролируют по ГОСТ 24980.
7.9 Полную вместимость изделий контролируют по ГОСТ 24980.
7.10 Контроль термостойкости изделий - по ГОСТ 13903. При этом температура воды в резервуаре для охлаждения должна быть (45±1) °С.
7.11 Контроль изделий на сопротивление усилию сжатия в направлении вертикальной ocи корпуса
7.11.1 Для контроля применяют устройство, обеспечивающее: усилие сжатия, соответствующее значениям, указанным в 5.1.16, с погрешностью не более 2%; возможность плотного зажатия изделия между двумя опорными пластинами.
Для компенсации непараллельности контролируемых плоскостей изделий одна из плит должна быть жестко закреплена, а другая - иметь опору, допускающую возможность ее поворота в вертикальном направлении до 5°.
7.11.2 Контроль проводят на образцах банок, не подвергавшихся контролю на термическую стойкость и сопротивление внутреннему давлению.
7.11.3 Проведение контроля
Банку устанавливают в центре нижней опорной плиты, предварительно изолировав ее с двух сторон прокладкой (резиновой, картонной и т.п.) толщиной до 5 мм. Нагрузка должна возрастать до значения, установленного в 5.1.16. После достижения заданной нагрузки ее сбрасывают.
7.11.4 Обработка результатов
Банки считают выдержавшими контроль на механическую прочность, если они не разрушились при нагрузках, установленных в 5.1.16.
7.12 Контроль изделий на сопротивление внутреннему давлению - по ГОСТ 13904.
7.13 Контроль изделий на устойчивость к ударной нагрузке проводят на маятниковом копре.
Контролируемое изделие устанавливают на подставку вплотную к призме.
При контроле маятник отклоняют на угол, соответствующий заданной в 5.1.18 энергии, и наносят удар. Изделия считают выдержавшими испытания, если они не разрушались и на их поверхности нет следов удара (трещин, сколов), видимых невооруженным глазом.
7.14 Контроль изделий на сопротивление усилию царапанья
Для контроля отбирают образцы изделий, не подвергавшихся испытанию на механическую прочность и термостойкость.
Два образца закрепляют в установке взаимно перпендикулярно, прижимают друг к другу с усилием по 5.1.19 и перемещают один из них под углом 45° к осям.
Изделия считают выдержавшими контроль, если на их поверхности нет следов царапин, видимых невооруженным глазом.
7.15 Контроль изделий на соскальзывание по 5.1.20 проводится следующим образом.
Два изделия закрепляют на горизонтальной плите, третье - накладывают на них и наклоняют плиту, фиксируя угол, при котором наступает соскальзывание.
7.16 Контроль изделий на кислотостойкость
7.16.1 Аппаратура и реактивы
Шкаф сушильный (термостат) с терморегулятором по нормативному документу.
Сосуд из химико-лабораторного стекла по ГОСТ 23932.
Кислота уксусная по ГОСТ 6968, 10%-ный раствор.
7.16.2 Проведение контроля
Изделия разбивают и образцы, тщательно промытые проточной водой, погружают в сосуд с приготовленным раствором, который помещают в термостат. Образцы выдерживают в термостате в течение 24 ч при температуре (40±2) °С.
Образцы считают кислотостойкими, если поверхность стекла не имеет признаков разъедания и помутнения.
7.17 Свиль и качество отжига изделий контролируют полярископом или полярископом-поляриметром.
При контроле отжига изделий окраска поля зрения полярископа должна соответствовать требованиям 5.1.21.
Качество отжига полярископом-поляриметром контролируют в соответствии с приложением А.
7.18 Контроль изделий на наличие оксидно-металлического покрытия
7.18.1 Средства контроля
Кислота соляная концентрированная по ГОСТ 3118.
Ацетон по ГОСТ 2603.
Лак любой марки.
Цинковый порошок по ГОСТ 12601.
7.18.2 Проведение контроля
На боковой поверхности изделий лаком наносят три окружности диаметром 15-20 мм на высоте 15, 80, 140 мм от дна. В центре каждой окружности отмечают лаком точку диаметром 3-5 мм. На свободную поверхность между окружностью и точкой наносят порошок цинка и пять капель концентрированной соляной кислоты. Через 5 мин после нанесения цинкового порошка и соляной кислоты протравленную поверхность очищают тампоном, лак снимают ацетоном. Появление вытравленного пятна на поверхности изделий свидетельствует о наличии оксидно-металлического покрытия.
7.19 Допускается проводить контроль защитно-упрочняющего покрытия другими методами.
7.20 Вогнутость торца венчика горловины контролируют по ГОСТ 24980.
(Поправка).
8 Транспортирование и хранение
8.1 Изделия транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
8.2 Хранение изделий по группе 2 (закрытые помещения) по ГОСТ 15150 - не более 6 мес.
Допускается хранение тары на открытых площадках или под навесами не более 2 мес.
9 Условия эксплуатации
Условия эксплуатации - по ГОСТ 30288.
Приложение А
(справочное)
Контроль качества отжига
А.1 Контроль отжига полярископом-поляриметром
А.1.1 Для контроля отбирают изделия в соответствии с требованиями настоящего стандарта.
А.1.2 Аппаратура, материалы
Полярископы-поляриметры типов ПКС-125, ПКС-250 или других типов.
Прибор для измерения толщины стенок и дна изделий.
Хлопчатобумажная ткань для протирания оптических деталей.
А.1.3 Подготовка к проведению контроля
Полярископ-поляриметр должен быть установлен в затемненном помещении при температуре окружающей среды от 10 °С до 45 °С и относительной влажности не более 80%.
Образцы перед испытанием выдерживают в помещении не менее 30 мин.
A.1.4 Проведение контроля
При просмотре изделие ориентируют так, чтобы просматриваемый участок был перпендикулярен к направлению распространения света полярископа-поляриметра.
При применении полярископа-поляриметра типов ПКС-125 и ПКС-250 переключатель компенсатора должен находиться в положении  , а лимб анализатора компенсатора - в нулевом положении. При вращении изделия находят участки с максимальным напряжением по цветовой окраске. Вводят чувствительную пластинку
, а лимб анализатора компенсатора - в нулевом положении. При вращении изделия находят участки с максимальным напряжением по цветовой окраске. Вводят чувствительную пластинку  , для чего переключатель анализатора выводят из положения в положение , и зеленый светофильтр. Участку с максимальным напряжением соответствует максимальное просветление темного поля полярископа-поляриметра.
, для чего переключатель анализатора выводят из положения в положение , и зеленый светофильтр. Участку с максимальным напряжением соответствует максимальное просветление темного поля полярископа-поляриметра.
Участок с максимальным напряжением устанавливают в центре поля зрения полярископа-поляриметра.
Поворачивая головку анализатора, добиваются сведения темных полос в центре до потемнения просветленного участка. Списывают с лимба анализатора показания углов поворота. Измерения для слабоокрашенных изделий проводят три раза, а для интенсивно окрашенных - шесть раз (при выведенном зеленом светофильтре).
Измеряют толщину контролируемого участка  . Для полых изделий значение равно двойной толщине стенки при просмотре перпендикулярно к оси изделия. При просмотре дна изделия равно его толщине.
. Для полых изделий значение равно двойной толщине стенки при просмотре перпендикулярно к оси изделия. При просмотре дна изделия равно его толщине.
А.1.5 Обработка результатов
Удельную разность хода лучей  вычисляют по формуле
вычисляют по формуле
 , (А.1)
, (А.1)
где  - угол поворота лимба анализатора, нм;
- угол поворота лимба анализатора, нм;
- толщина просматриваемого участка изделий (толщина двух стенок), см.
За окончательный результат принимают среднеарифметическое значение результатов трех определений - для слабоокрашенных изделий при введенном зеленом светофильтре и среднеарифметическое значение результатов шести определений - для интенсивно окрашенных изделий при выведенном светофильтре. Удельную разность хода лучей сравнивают с требованиями 5.1.21.
А.2 Контроль отжига полярископом
А.2.1 Контроль отжига проводят полярископом с применением ступенчатых клиньев или без них.
А.2.2 Для контроля отбирают изделия в соответствии с требованиями настоящего стандарта.
А.2.3 Аппаратура, материалы
Полярископы типов ПКС-500, ПКС-50 или других типов.
Ступенчатые клинья типов СТК-1, СТК-2, СТК-3.
Хлопчатобумажная ткань для протирания оптических деталей.
А.2.4 Подготовка к проведению контроля
Полярископ должен быть установлен в затемненном помещении при температуре окружающей среды от 10 °С до 45 °С и относительной влажности не более 80%. Образцы перед испытанием выдерживают в помещении не менее 30 мин.
А.2.5 Проведение контроля с применением ступенчатых клиньев
При просмотре изделие располагают так, чтобы просматриваемый участок был перпендикулярен к направлению распространения поляризованного света.
Ступенчатый клин располагают по диагоналям поля зрения полярископа рядом с изделием так, чтобы интерференционные цвета в клине и изделии имели одинаковую последовательность.
Разность хода лучей в контролируемом изделии определяют путем сравнения интерференционного цвета контролируемого участка изделия с интерференцией цветов различных ступеней клина при вращении изделия.
Если цвет одной из ступеней клина ближе или совпадает с цветом контролируемого участка изделия, то разность хода лучей в изделии принимают равной разности хода лучей этой ступени клина.
Если цвет контролируемого участка изделия окажется промежуточным между двумя соседними ступенями клина, то разность хода лучей принимают равной полусумме разностей хода лучей этих ступеней.
Измеряют толщину контролируемого участка .
А.2.5.1 Обработка результатов
Удельную разность хода лучей вычисляют по формуле
 , (A.2)
, (A.2)
где  - значение разности хода лучей, определенное методом сравнения, нм;
- значение разности хода лучей, определенное методом сравнения, нм;
- толщина просматриваемого участка, см.
Удельную разность хода лучей сравнивают с требованиями 5.1.21.
А.2.6 Проведение контроля без ступенчатых клиньев
Изделие помещают перед анализатором и постепенно поворачивают на 360° в плоскости, перпендикулярной к направлению поляризованного света.
Наблюдаемую окраску поля зрения полярископа сравнивают с требованиями 5.1.21.
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке