
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
18
:
46
апреля
25
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 3496-74*
Группа Г94
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИЖИМЫ НОЖА И ПРОКЛАДКИ РЕЖУЩИХ АППАРАТОВ
СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН
Технические условия
Knife clips and adjusting plates for cutter bars of agricultural machines.
Specifications
ОКП 47 9171
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 13 мая 1974 г. N 1129 срок введения установлен с 01.01.75
Постановлением Госстандарта от 19.12.83 N 6686 срок действия продлен до 01.01.89**
________________
** Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 5/6, 1993 год). - Примечание изготовителя базы данных.
ВЗАМЕН ГОСТ 3496-67
* ПЕРЕИЗДАНИЕ (август 1985 г.) с Изменениями N 1, 2, утвержденными в ноябре 1980 г., июне 1984 г. (ИУС N 1-81, 9-84).
ВНЕСЕНО Изменение N 3, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 01.12.86 N 3649 с 01.10.86
Изменение N 3 внесено изготовителем базы данных по тексту ИУС N 2, 1987 год
Настоящий стандарт распространяется на прижимы ножа и прокладки режущих аппаратов сельскохозяйственных машин.
Стандарт не распространяется на регулируемые прижимы, прижимы и прокладки, сопрягаемые с ножевой головкой, прижимы беспальцевых режущих аппаратов и прижимы комбайнов ручьевого типа.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Прижимы ножа должны изготовляться следующих типов:
1 - для косилок, жаток зернобобовых и семенников овощных (корнеплодных) культур;
2 - для жаток зерновых культур (Исполнения 1 и 2);
3 - для жаток грубостебельных культур;
4 - унифицированный для косилок, сменного режущего аппарата силосоуборочных комбайнов и жаток кормоуборочных комбайнов.
(Измененная редакция, Изм. N 1).
1.2. Прокладки режущих аппаратов должны изготовляться следующих типов:
1 - для косилок, сменного режущего аппарата силосоуборочных комбайнов, жаток зерновых, зернобобовых и семенников овощных (корнеплодных) культур;
2 - для жаток грубостебельных культур.
1.3. Допускается изменять применяемость прижимов ножа и прокладок.
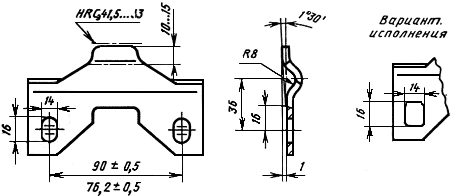
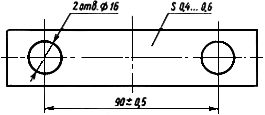
1.4. Основные размеры прижимов ножа и прокладок должны соответствовать указанным на черт.1-5. Чертежи не определяют конструкцию прижимов ножа и прокладок.
Тип 1
Исполнение 1
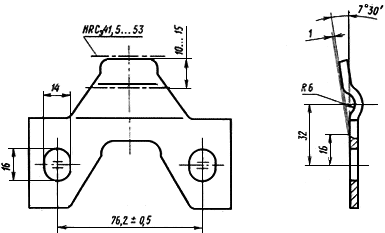
Исполнение 2
Черт.1
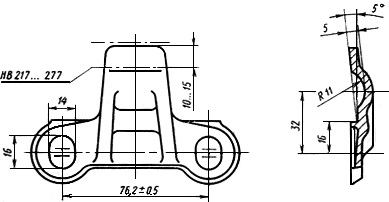
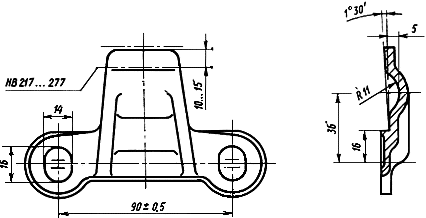
Тип 2
Исполнение 1
Исполнение 2
Черт.2
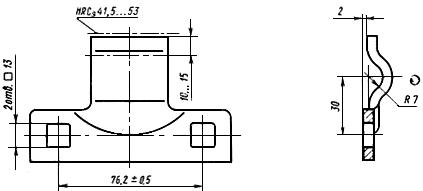
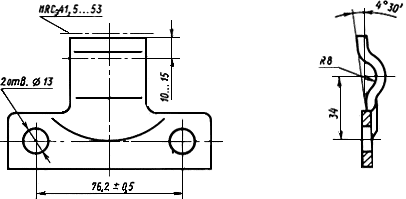
Тип 3
Исполнение 1
Исполнение 2
Черт.3
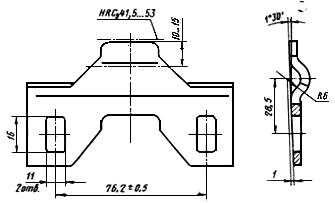
Тип 4
Черт. 4
Пример условного обозначения прижима типа 3, исполнения 2:
Прижим 3-2 ГОСТ 3496-74
Прокладки режущих аппаратов
Тип 1
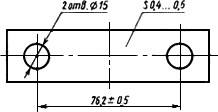
Тип 2
Примечание. Допускается изготовление прокладок толщиной 3 мм.
Черт.5
Условное обозначение прокладки типа 2:
Прокладка 2 ГОСТ 3496-74
(Измененная редакция, Изм. N 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Прижимы ножа и прокладки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Прижимы ножа типов 1 и 3 исполнения 2 должны изготовляться из ковкого чугуна не ниже марки КЧ 33-8 по ГОСТ 1215-79, а прижимы ножа всех остальных типов - из стали с физико-механическими свойствами не ниже марки 35 по ГОСТ 1050-74*.
________________
* Действует ГОСТ 1050-88, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.3. Прокладки должны изготовляться из стали по ГОСТ 380-71 или ГОСТ 1050-74.
2.4. Стальные прижимы ножа и носики чугунных прижимов должны подвергаться термической обработке в зонах, указанных на черт.1-4.
2.5. Трущиеся и опорные поверхности прижимов ножа должны быть без приливов, расслоений, заусенцев и трещин.
2.6. На опорных поверхностях прокладок заусенцы не допускаются.
2.7. Окраска прижимов ножа типов 1, 3 и 4 - по ГОСТ 25112-82*, типа 2 - по ГОСТ 5282-82*.
______________
* Действует ГОСТ 6572-91. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
2.8. Допускается изменение конструкций прижимов ножа и прокладок при условии обеспечения взаимозаменяемости.
2.9. Полный ресурс прижимов ножа при работе на полях, соответствующих агротребованиям уборочных работ, кроме засоренных (камнями и другими предметами), должен быть в среднем для чугунных - 20 га/шт., для стальных - 30 га/шт.
(Измененная редакция, Изм. N 1, 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия прижимов ножа и прокладок режущих аппаратов сельскохозяйственных машин требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания в соответствии с отраслевой нормативно-технической и технической документацией.
Раздел 3. (Измененная редакция, Изм. N 3).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Проверка размеров прижимов ножа и прокладок должна производиться универсальными или специальными измерительными инструментами и приспособлениями с точностью измерения до 0,1 мм.
4.2. Проверку твердости прижимов ножа производить по ГОСТ 9013-59 и ГОСТ 9012-59 не менее чем в двух точках.
4.3. Полный ресурс прижимов ножа проверяют при проведении эксплуатационных испытаний режущих аппаратов.
4.2, 4.3. (Измененная редакция, Изм. N 2).
4.4. Эксплуатационные испытания деталей должны проводиться в условиях, соответствующих правилам эксплуатации, предусмотренным нормативно-технической документацией на машины конкретных марок, на которых установлены проверяемые детали.
(Введен дополнительно, Изм. N 1).
4.5. Полный ресурс проверяют при проведении приемочных и типовых испытаний.
(Введен дополнительно, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Прижимы ножа и прокладки, транспортируемые отдельно от машин, должны быть упакованы в ящики по ГОСТ 15841-77* или другую тару, предохраняющую детали от повреждений.
______________
* Действует ГОСТ 15841-88. - Примечание изготовителя базы данных.
Масса упаковочного места не должна быть более 80 кг.
Допускается транспортирование прижимов транспортными пакетами в соответствии с требованиями ГОСТ 21929-76 и использованием многооборотных специализированных поддонов или других средств пакетирования.
(Измененная редакция, Изм. N 2).
5.2. Маркировка упаковочных мест - по ГОСТ 14192-77*.
______________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание изготовителя базы данных.
На каждом упаковочном месте или на прикрепляемой к нему бирке несмываемой краской должно быть нанесено:
наименование или товарный знак предприятия-изготовителя;
количество деталей;
обозначение деталей.
5.3. Транспортирование прижимов ножа и прокладок, отправляемых отдельно от машин, допускается любым видом транспорта с обеспечением их защиты от повреждений.
5.4. Каждая партия прижимов ножа и прокладок должна сопровождаться документом, содержащим следующие данные:
наименование или товарный знак предприятия-изготовителя;
количество или дату выпуска;
обозначение деталей;
обозначение настоящего стандарта.
5.5. Прижимы ножа и прокладки должны храниться по ГОСТ 7751-85 в закрытых помещениях или под навесами.
(Измененная редакция, Изм. N 3).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие прижимов требованиям настоящего стандарта при условии соблюдения правил транспортирования, хранения и эксплуатации.
6.2. Гарантийная наработка для чугунных прижимов - 10 га/шт., для стальных - 15 га/шт. со дня их ввода в эксплуатацию.
Разд.6. (Введен дополнительно, Изм. N 1).
Личный кабинет:
доступно после авторизации Юрий Стоянов, Олег Меньшиков, Дмитрий Дибров и другие звёзды поздравят...
Юрий Стоянов, Олег Меньшиков, Дмитрий Дибров и другие звёзды поздравят...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке