
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 25483-95
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕЙКИ САДОВО-ОГОРОДНЫЕ
Технические условия
Garden watering-pots. Specifications
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 284 "Машины для растениеводства"
ВНЕСЕН Госстандартом Российской Федерации
2 Принят Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 7-95 от 26 апреля 1995 г.)
За принятие стандарта проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Белстандарт |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Казгосстандарт |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастанддрт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Туркменгосстандарт |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 31 августа 1995 г. N 460 межгосударственный стандарт 25483-95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 25483-82
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на садово-огородные лейки, далее - лейки, предназначенные для полива садово-огородных и цветочных культур, а также других насаждений.
Стандарт не распространяется на пластмассовые лейки.
Требования настоящего стандарта в части 3.3, 4.1.2, 4.1.4, 4.1.5, 4.1.6, 4.1.9, 4.2.1, 4.2.2, 4.3.4, 4.3.5, 4.3.6, разделов 5, 6, 7, 8 являются обязательными.
Обязательные требования к лейкам, направленные на обеспечение их безопасности для жизни, здоровья населения, охраны окружающей среды, изложены в разделе 5, а также 4.1.2, 4.1.4, 4.1.5, 4.1.6.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы следующие стандарты:
|
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения | ||
|
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Методы контроля | ||
|
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием | ||
|
_________________ * На территории Российской Федерации действует ГОСТ 9.402-2004., здесь и далее. - Примечание . | ||
|
Эмали ПФ-115. Технические условия | ||
|
Картон коробочный. Технические условия | ||
|
Бумага оберточная. Технические условия | ||
|
Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия | ||
|
Бумага парафинированная. Технические условия | ||
|
Шпатлевка. Технические условия | ||
|
Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия | ||
|
ГОСТ 14192-77* |
Маркировка грузов | |
|
________________ | ||
|
Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия | ||
|
Материалы лакокрасочные. Методы определения адгезии | ||
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды | ||
|
Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение | ||
|
_________________ * На территории Российской Федерации действует ГОСТ 15846-2002, здесь и далее. - Примечание . | ||
|
Полиэтилен низкого давления. Технические условия | ||
|
ГОСТ 16523-89* |
Прокат тонколистовой из углеродистой стали, качественной и обыкновенного назначения. Технические условия | |
|
_________________ | ||
|
Эмали МЛ-152. Технические условия | ||
|
Эмали АС-182. Технические условия | ||
|
Грунтовка ГФ-0119. Технические условия | ||
|
ГОСТ 24784-81 |
Эмали ПФ-188. Технические условия | |
|
Грунтовка ГФ-021. Технические условия | ||
3 ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
3.1 Типы леек приведены на рисунках 1, 2.
3.2 По форме, габаритам и расположению элементов лейки могут быть различных исполнений.
3.3 Основные размеры леек должны соответствовать указанным на рисунках 1, 2 и в таблицах 1, 2.
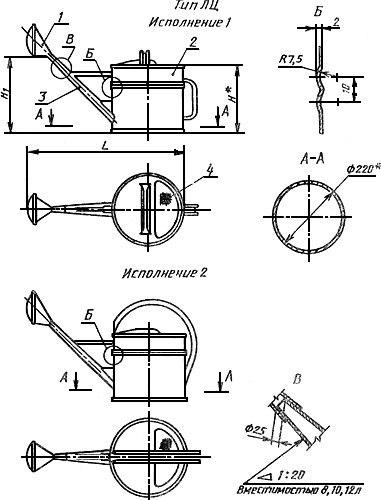
_________________
* Размеры для справок.
1 - рассекатель; 2 - корпус; 3 - патрубок; 4 - фильтр
Примечание - Для леек вместимостью 4 л диаметр корпуса - 170 мм.
Рисунок 1
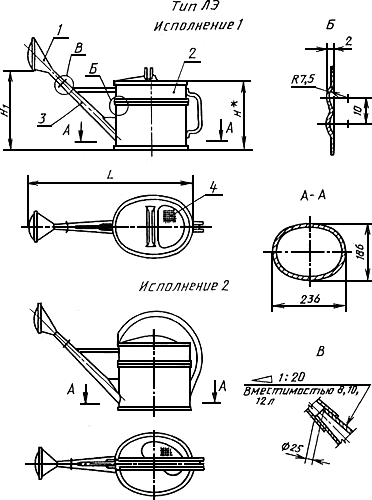
________________
* Размеры для справок.
1 - рассекатель; 2 - корпус; 3 - патрубок; 4 - фильтр
Рисунок 2
Таблица 1 - Основные размеры цилиндрических леек
Размеры в миллиметрах
|
Вместимость, л, ±4% |
|
|
|
Масса, кг, не более |
|
4 |
190 |
210-220 |
400-420 |
1,6 |
|
6 |
165 |
175-195 |
560-580 |
1,9 |
|
8 |
215 |
235-275 |
420- 500 |
2,2 |
|
10 |
270 |
290-360 |
410-540 |
2,5 |
|
12 |
320 |
340-380 |
420-580 |
2,8 |



Таблица 2 - Основные размеры эллипсных леек
Размеры в миллиметрах
|
Вместимость, л, ±4% |
|
|
|
Масса, кг, не более |
|
4 |
120 |
200-220 |
610-630 |
1,6 |
|
6 |
180 |
225-270 |
550-730 |
1,9 |
|
8 |
240 |
250-310 |
450-550 |
2,2 |
|
10 |
300 |
320-380 |
500-600 |
2,5 |
|
12 |
360 |
390-450 |
550-650 |
2,8 |
Пример условного обозначения лейки цилиндрической окрашенной вместимостью 8 л:
Лейка ЛЦО-8 ГОСТ 25483-95
То же, оцинкованной вместимостью 8 л:
Лейка ЛЦЦ-8 ГОСТ 25483-95
То же, из черной жести вместимостью 8 л:
Лейка ЛЦЖ-8 ГОСТ 25483-95
То же, эллипсной окрашенной вместимостью 8 л:
Лейка ЛЭО-8 ГОСТ 25483-95
То же, оцинкованной вместимостью 8 л:
Лейка ЛЭЦ-8 ГОСТ 25483-95
То же, из черной жести вместимостью 8 л:
4 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Лейки следует изготавливать в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
4.1 Характеристики
4.1.1 Корпус, патрубок, рассекатель леек следует изготавливать из тонколистовой оцинкованной стали по ГОСТ 14918 или тонколистовой углеродистой стали III или IV группы отделки поверхности листа по ГОСТ 16523, или тонколистового кровельного проката или черной жести по нормативной документации на них.
Толщина листа 0,5-0,7 мм.
Допускается по согласованию с потребителем применять другие материалы, не снижающие прочность характеристики леек.
Допускается рассекатель изготавливать из полиэтилена низкого давления по ГОСТ 16338 или других пластмасс, физико-механические свойства которых не ниже указанных.
4.1.2 На поверхности металлических деталей леек не должно быть трещин, вмятин, следов коррозии, заусенцев, острых кромок. Допускаются следы от инструмента.
4.1.3 На поверхности пластмассовых деталей трещины, пузыри, вздутия, грат более 0,5 мм в местах разъема формы, следы выталкивателей и литника более 0,2 мм по глубине и более 0,5 мм по высоте, инородные включения в количествах, больше допустимых по нормам на сырье и материалы, не допускаются.
4.1.4 Швы леек должны быть ровными, обеспечивающими прочное и герметичное соединение.
4.1.5 Паяные швы не должны иметь неспай, непропай и наплывов.
4.1.6 Соединение патрубка с рассекателем должно быть плотным.
Допускаются отдельные капли воды при использовании леек.
Самопроизводное разъединение патрубка с рассекателем при эксплуатации леек не допускается.
4.1.7 В сварных соединениях не должно быть непроваров и прожогов.
4.1.8 Заклепочные соединения должны быть прочными, головки заклепок должны быть без смещения и надрывов.
4.1.9 Рассекатель или сетка рассекателя лейки должны быть съемными. Отверстия в сетке рассекателя должны быть расположены равномерно.
Диаметр отверстий должен быть (1,5±0,2) мм. Допускается изготавливать отверстия в сетке рассекателя другой формы при той же площади отверстия.
Отношение суммы площадей отверстий сетки к площади отверстий рассекателя в наиболее узкой его части должно быть 0,6-0,8.
4.1.10 Допуск симметричности корпуса лейки, патрубка и ручки не должен быть более 5 мм.
4.1.11 Высота отбортовки дна корпуса лейки - не менее 4 мм.
4.1.12 Допуск плоскостности отбортовки нижней части корпуса лейки не должен быть более 3 мм.
4.1.13 Корпус лейки вместимостью 12 л, изготовленной из стали толщиной 0,5 мм, должен иметь ребра жесткости, расположенные по всей длине или периметру без видимых перекосов (рисунки 1, 2).
4.1.14 Подготовка металлических поверхностей леек перед окрашиванием - по ГОСТ 9.402.
При наличии неровностей шва допускается выравнивать его шпатлевкой по ГОСТ 10277.
4.1.15 Наружные и внутренние поверхности леек (кроме изготовленных из тонколистовой оцинкованной стали и из черной жести) должны быть покрыты одной из грунтовок ГФ-0119 ГОСТ 23343, ГФ-021 ГОСТ 25129, ГФ-017, ГФ-0195 по нормативно-технической документации на них с последующим покрытием эмалями ПФ-115 ГОСТ 6465 или АС-182 ГОСТ 19024, или ПФ-188 ГОСТ 24784, или МЛ-152 ГОСТ 18099 толщиной комплексного покрытия не менее 35 мкм.
Цвет эмали любой, кроме черного.
Допускается покрывать лейки цинком, нанесенным горячим способом.
Допускается наносить декоративный рисунок.
4.1.16 Цинковое покрытие леек, нанесенное горячим способом, должно быть светлым, плотным, иметь прочное сцепление с основным металлом равномерным по всей поверхности, без трещин, пузырей, отслоений и обнажения основного металла. Толщина покрытия - 12 мкм.
4.1.17 Лакокрасочное покрытие леек - по V классу ГОСТ 9.032. Допускается лакокрасочное покрытие внутренних поверхностей леек - по VII классу ГОСТ 9.032.
4.1.18 По согласованию с потребителем допускается укомплектовывать лейки фильтром с ячейками размером 1,25-1,6 мм.
4.1.19 Срок службы оцинкованных леек - 5 лет, окрашенных - 4 года.
4.2 Маркировка
4.2.1 На видном месте каждой лейки должны быть четко нанесены методом штамповки или декалькомании, или несмываемой краской:
- товарный знак или наименование предприятия-изготовителя;
- вместимость.
Допускается по согласованию с потребителем наносить маркировку другими методами, обеспечивающими четкое и ясное изображение в течение всего срока эксплуатации лейки.
4.2.2 Лейки, прошедшие сертификацию, маркируют знаком соответствия путем нанесения его на каждую единицу продукции, тару, упаковку.
4.3 Упаковка
4.3.1 Рассекатель и фильтр должны быть упакованы в оберточную бумагу по ГОСТ 8273 или парафинированную бумагу по ГОСТ 9569 и вложены в корпус лейки.
Допускается рассекатель, изготовленный из пластмассы, в бумагу не упаковывать.
4.3.2 Лейки одного типа должны быть упакованы в обрешетки по ГОСТ 12082.
Лейки должны быть отделены друг от друга оберточной бумагой по ГОСТ 8273 или водонепроницаемой бумагой по ГОСТ 8828, или картоном по ГОСТ 7933.
Допускается другая упаковка леек, обеспечивающая их сохранность вo время транспортирования и хранения.
4.3.3 Упаковка леек, отгружаемых в районы Крайнего Севера и другие отдаленные районы, - по ГОСТ 15846.
4.3.4 Масса брутто - не более 35 кг.
4.3.5 В каждую обрешетку должен быть вложен упаковочный лист с указаниями:
- товарного знака и наименования предприятия-изготовителя;
- наименования изделия;
- количества изделий;
- артикула;
- обозначения настоящего стандарта;
- даты упаковывания, штампа ОТК.
4.3.6 К одной из торцевых стенок обрешетки должен быть прикреплен ярлык с указанием:
- номера обрешетки (по требованию потребителя);
- условного обозначения изделия;
- артикула;
- количества изделий в обрешетки;
- массы брутто.
4.3.7 Транспортная маркировка - маркировка, характеризующая тару, место и способы ее нанесения, - по ГОСТ 14192.
5 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1 Ручки должны быть прочно прикреплены к корпусу лейки.
5.2 Кромки ручек должны быть отбортованы. Окно для заливки воды должно быть отбортовано и обжато.
Допускается в местах крепления ручки отбортовку не производить.
5.3 Конструкция лейки должна обеспечивать устойчивое ее положение и не должна опрокидываться как в заполненном, так и в не заполненном водой состоянии.
6 ПРИЕМКА
6.1 Изготовитель гарантирует соответствие качества изготовления леек требованиям настоящего стандарта, устанавливает правила их приемки, виды контроля и периодичность его проведения.
7 МЕТОДЫ КОНТРОЛЯ
7.1 Внешний вид леек (4.1.2, 4.1.3, 4.1.5-4.1.8, 5.2, 4.1.13, 4.1.15 (в части наличия покрытия), 4.1.16 (в части наличия покрытия), 4.1.17) проверяют сравнением с образцом-эталоном.
7.2 Основные размеры леек (3.3, 4.1.9-4.1.12) проверяют универсальным измерительным инструментом.
7.3 Проверка прочности сцепления лакокрасочного покрытия с металлом (4.1.15) - по ГОСТ 15140, при этом адгезия пленки должна быть не более 2 баллов.
7.4 Испытания на прочность цинкового покрытия леек, нанесенного горячим способом (4.1.15, 4.1.16), проводят обстукиванием деревянным молотком массой 250 г ударами, не оставляющими вмятин. При этом цинковое покрытие не должно отслаиваться.
Проверка толщины покрытия - по ГОСТ 9.302.
7.5 Прочность крепления ручек к корпусу (5.1) проверяют приложением к ручке усилия, превышающего в 1,5 раза создаваемое массой воды, равной вместимости лейки, в течение 5 мин.
После снятия нагрузки корпус и ручки лейки не должны иметь остаточных деформаций.
7.6 Герметичность швов леек (4.1.4) проверяют заполнением лейки водой. Время выдержки - не менее 5 мин. Просачивание воды в швах не допускается.
7.7 Проверку устойчивости лейки (5.3) проводят при установке ее на плоскость, при этом лейка не должна опрокидываться как в заполненном, так и в не заполненном водой состояниях.
7.8 Проверка срока службы леек (4.1.19) проводится по статистическим данным и по результатам подконтрольной эксплуатации потребителем.
8 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1 Лейки транспортируют транспортом любого вида в закрытых транспортных средствах или контейнерах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
Транспортирование в части климатических факторов - в условиях 5 (ОЖ4) ГОСТ 15150.
8.2 Хранение леек на складах предприятия-изготовителя и потребителя - в условиях 2 (С) ГОСТ 15150.
9 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1 Изготовитель гарантирует соответствие леек требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
9.2 Гарантийный срок эксплуатации - 18 мес со дня продажи через розничную торговлю, а для леек внерыночного потребления - с момента получения потребителем.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1995
Личный кабинет:
доступно после авторизации "Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...
"Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке