
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
26
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ Р 50779.73-99
(ИСО 2859.3-91)
Группа Т59
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАТИСТИЧЕСКИЕ МЕТОДЫ
ПРОЦЕДУРЫ ВЫБОРОЧНОГО КОНТРОЛЯ ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ
Часть 3. Планы выборочного контроля с пропуском партий
Statistical methods. Sampling procedures for inspection by attributes.
Part 3. Skip-lot sampling procedures
ОКС 03.120.30
ОКСТУ 0011
Дата введения 2000-07-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Статистические методы в управлении качеством продукции"
АО "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД")
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 декабря 1999 г. N 688-ст
3 Настоящий стандарт, за исключением раздела 1 приложения D, представляет собой аутентичный текст международного стандарта ИСО 2859.3-91 "Процедуры выборочного контроля по альтернативному признаку. Часть 3. Процедуры выборочного контроля с пропуском партий"
4 ВВЕДЕН ВПЕРВЫЕ
Введение
В настоящем стандарте изложена процедура сокращения объемов контроля продукции, поставляемой изготовителем, способным стабильно производить качественную продукцию при эффективных методах управления качеством. Процедура контроля с пропуском партий предназначена для непрерывной серии партий. При такой процедуре некоторые партии из серии могут быть приняты без контроля при условии, что результаты контроля для указанного числа партий отвечают заданным требованиям. Партии выбирают случайным образом с заданной частотой, называемой "частотой контроля с пропуском партий".
Процедуры с пропуском партий предназначены для использования совместно с планами для последовательных партий по ГОСТ Р 50779.71.
1 Область применения
1.1 Настоящий стандарт устанавливает общие процедуры выборочного контроля по альтернативному признаку с пропуском партий для сокращения затрат на контроль, если поставщик продемонстрировал свою способность эффективно управлять всеми аспектами качества и систематически производить партии, соответствующие установленным требованиям. Сокращение затрат на контроль достигается путем отбора из предъявляемых на контроль партий по случайному признаку с заданной вероятностью партий, которые пройдут с контролем или без него. Принцип отбора по случайному признаку по ГОСТ Р 50779.71 в отношении единиц, составляющих партию, распространяется на отбор партий.
Контроль проводят у поставщика или потребителя, или на стыке между операциями производственного процесса. Процедуры с пропуском партий предназначены для использования совместно с планами для последовательных партий, описанными в ГОСТ Р 50779.71.
1.2 Условия и характеристики производства продукции должны быть установлены поставщиком и потребителем и соответствовать специальным требованиям. Все эти условия должны быть оговорены в письменной форме (приложение А).
Эти процедуры предназначены, но не ограничены контролем:
a) готовых изделий, например законченных узлов или комплектующих;
b) компонентов и сырья;
c) услуг;
d) материалов в процессе обработки;
e) складированных поставок;
f) информации и данных;
g) административных процедур.
Эти процедуры предназначены только для непрерывных серий партий. Предполагается, что все партии в серии будут одинакового качества и нет оснований полагать, что непроверенные партии иного качества, чем проверенные.
Настоящий стандарт применяют только для характеристик, контролируемых по альтернативному признаку, как определено в ГОСТ Р 50779.71. При контроле продукции по нескольким параметрам процедуры с пропуском партий организуют по тем же принципам, что и процедуры ГОСТ Р 50779.71.
Процедуры с пропуском партий применимы только в тех случаях, когда процедуры ГОСТ Р 50779.71 находятся в режиме нормального или ослабленного контроля, или комбинации нормального и ослабленного контроля с общими уровнями контроля I, II и III.
Многоступенчатые планы контроля могут применяться только при нормальном контроле. Не рекомендуется использовать в настоящем стандарте одноступенчатые выборочные планы с приемочным числом Ас=0 (8.1 и В.4).
Примечания
1 Ослабленный контроль - предмет ГОСТ Р 50779.71, который допускает меньшие объемы выборки, чем при нормальном контроле.
2 Ослабленный контроль используют при контроле последовательных партий продукции. Он не может быть использован при контроле с пропуском партий или при прерывании контроля с пропуском партий.
3 Контроль с пропуском партий используют вместо ослабленного контроля (приложение С), когда это экономически целесообразно.
1.3 По требованию потребителя (покупателя) ссылки на настоящий стандарт возможны в контракте на закупки, технических условиях, методике контроля или других контрактных документах. Один из этих документов устанавливает уполномоченную сторону и сторону, проводящую контроль. Последняя может быть уполномоченной стороной или организацией, которой поручено проводить процедуры контроля.
1.4 Процедуры контроля с пропуском партий не применяют для характеристик продукции, влияющих на безопасность работников.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 50779.71-99 (ИСО 2859-1-89) Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL
ГОСТ Р 50779.11-2000 Статистика. Словарь и условные обозначения. Часть 2. Статистическое управление качеством
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р 50779.52-95 Статистические методы. Приемочный контроль качества по альтернативному признаку
ГОСТ Р ИСО 9001-96 Системы качества. Модель обеспечения качества при проектировании, разработке, производстве, монтаже и обслуживании
ГОСТ Р ИСО 9002-96 Системы качества. Модель обеспечения качества при производстве, монтаже и обслуживании
ГОСТ Р ИСО 9003-96 Системы качества. Модель обеспечения качества при окончательном контроле и испытаниях
3 Определения
В настоящем стандарте применяют термины с соответствующими определениями по ГОСТ Р 50779.71 и ГОСТ Р 50779.11, а также следующие:
3.1 контроль с пропуском партий: Процедура статистического приемочного контроля, при котором некоторое число партий в серии принимают без контроля, если результаты выборочного контроля установленного числа ближайших последних партий соответствуют установленным требованиям.
Примечание - Партии для проверки выбирают случайным образом с заданной периодичностью, известной как "частота проверок с пропуском партий". Например, частота с пропуском одной партии из двух предъявленных означает, что за длительный период средняя доля контролируемых партий составляет 50%.
3.2 контроль последовательных партий: Контроль продукции, предъявленной в сериях последовательных партий.
Примечание - Выборку берут из каждой контролируемой партии и проверяют с использованием процедур выборочного контроля для приемлемого уровня качества по альтернативному признаку по ГОСТ Р 50779.71.
3.3 установившееся производство: Производство, которое находится в постоянном режиме.
Примечание - Производство рассматривают как установившееся, если не менее одной партии продукции поставляют на контроль с частотой, согласованной с поставщиком и уполномоченной стороной. Если эта частота не установлена, то должно быть поставлено не менее одной партии, например, каждый месяц. Частота производства должна быть согласована между поставщиком и уполномоченной стороной. По взаимному соглашению устанавливается, должна ли продукция, поставляемая другим сторонам, или продукция аналогичного характера рассматриваться при определении установившегося производства.
4 Одобрение поставщика и продукции
4.1 Одобрение поставщика
Поставщик должен:
a) иметь внедренную и поддерживаемую документированную систему управления качеством продукции и изменений конструкции (например по ГОСТ Р ИСО 9001, ГОСТ Р ИСО 9002 или ГОСТ Р ИСО 9003). Предполагается, что эта система включает контроль поставщиком каждой партии и регистрацию результатов контроля;
b) установить систему, позволяющую выявлять и корректировать отклонения уровней качества и контролировать изменения процесса, которые могут негативно влиять на качество. Персонал поставщика, отвечающий за применение системы, должен быть соответствующей квалификации;
c) не иметь организационных изменений, негативно влияющих на качество.
4.2 Одобрение продукции
Продукция должна:
a) соответствовать техническим требованиям;
b) быть изготовлена в одинаковых условиях за период времени, согласованный поставщиком и уполномоченной стороной. Если этот период не согласован, то он должен составлять 6 месяцев. Если производство задерживается до утверждения образца, требуется включать только время после утверждения и возобновления производства.
Примечание - Установившееся производство рассматривается как стабилизирующий фактор процесса сборки и изготовления.
c) пройти нормальный или ослабленный контроль или комбинацию нормального и ослабленного контроля на общих уровнях контроля I, II и III (ГОСТ Р 50779.71) во время периода одобрения. Продукция, которая прошла усиленный контроль в период одобрения, не подлежит контролю с пропуском партий;
d) поддерживаться на уровне AQL или лучше (ГОСТ Р 50779.71) в течение периода стабильности, оговоренного поставщиком и уполномоченной стороной. Если такой период не оговорен, он составляет 6 месяцев;
e) качество продукции должно быть следующим:
1) приняты не менее 10 последних партий*;
______________
* Потребуется более 10 партий, если требования к суммарным объемам выборки в таблице 1 не были выполнены.
2) требованиям таблицы 1 удовлетворяют не менее 10 последних партий;
3) требованиям таблицы 2 удовлетворяют 2 последние партии.
При двух- и многоступенчатом контроле* условия 2) и 3) проверяют только для первой выборки.
______________
* Многоступенчатый контроль допускается на протяжении всего периода стабильности, оговоренного поставщиком и уполномоченной стороной.
Таблица 1 - Минимальный суммарный объем выборки для начала контроля с пропуском партий
|
Несоответству- ющие единицы |
Минимальный суммарный объем выборки при приемлемом AQL и проценте несоответствующих единиц* или числе несоответствий на 100 единиц продукции | ||||||||||||
|
0,1 |
0,15 |
0,25 |
0,4 |
0,65 |
1 |
1,5 |
2,5 |
4 |
6,5 |
10 |
15 |
25 | |
|
0 |
2600 |
1740 |
1040 |
650 |
400 |
260 |
174 |
104 |
65 |
40 |
26 |
17 |
10 |
|
1 |
4250 |
2840 |
1700 |
1070 |
654 |
425 |
284 |
170 |
107 |
65 |
43 |
28 |
17 |
|
2 |
5740 |
3830 |
2300 |
2300 |
883 |
574 |
383 |
230 |
144 |
88 |
57 |
38 |
23 |
|
3 |
7140 |
4760 |
2860 |
2860 |
1098 |
714 |
476 |
286 |
179 |
110 |
71 |
48 |
29 |
|
4 |
8490 |
5660 |
3400 |
3400 |
1306 |
849 |
566 |
340 |
212 |
131 |
85 |
57 |
34 |
|
5 |
9800 |
6530 |
3920 |
3920 |
1508 |
980 |
653 |
392 |
245 |
151 |
98 |
65 |
39 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
11090 |
7390 |
4440 |
2770 |
1706 |
1109 |
739 |
444 |
277 |
171 |
111 |
74 |
44 |
|
7 |
12360 |
8240 |
4940 |
3090 |
1902 |
1236 |
824 |
494 |
309 |
190 |
124 |
82 |
49 |
|
8 |
13610 |
9070 |
5440 |
3400 |
2094 |
1361 |
907 |
544 |
340 |
209 |
136 |
91 |
54 |
|
9 |
14850 |
9900 |
5940 |
3710 |
2285 |
1485 |
990 |
594 |
371 |
229 |
149 |
99 |
59 |
|
10 |
16080 |
10720 |
6430 |
4020 |
2474 |
1608 |
1072 |
643 |
402 |
247 |
161 |
107 |
64 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
17290 |
11530 |
6920 |
4320 |
2660 |
1729 |
1153 |
692 |
432 |
266 |
173 |
115 |
69 |
|
12 |
18500 |
12330 |
7400 |
4630 |
2846 |
1850 |
1233 |
740 |
463 |
285 |
185 |
123 |
74 |
|
13 |
19700 |
13130 |
7880 |
4930 |
3031 |
1970 |
1313 |
788 |
493 |
303 |
197 |
131 |
79 |
|
14 |
20890 |
13930 |
8360 |
5220 |
3214 |
2089 |
1393 |
836 |
522 |
321 |
209 |
139 |
84 |
|
15 |
22080 |
14720 |
8830 |
5520 |
3397 |
2208 |
1472 |
883 |
552 |
340 |
221 |
147 |
88 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
23260 |
15500 |
9300 |
5820 |
3578 |
2326 |
1550 |
930 |
582 |
358 |
233 |
155 |
93 |
|
17 |
24430 |
16290 |
9770 |
6110 |
3758 |
2443 |
1629 |
977 |
611 |
376 |
244 |
163 |
98 |
|
18 |
25600 |
17070 |
10240 |
6400 |
3938 |
2560 |
1707 |
1024 |
640 |
394 |
256 |
171 |
102 |
|
19 |
26760 |
17840 |
10700 |
6690 |
4117 |
2676 |
1784 |
1070 |
669 |
412 |
268 |
178 |
107 |
|
20 |
27930 |
18620 |
11170 |
6980 |
4297 |
2793 |
1862 |
1117 |
698 |
430 |
279 |
186 |
112 |
|
n** |
1170 |
780 |
470 |
290 |
180 |
117 |
78 |
47 |
29 |
18 |
12 |
8 |
5 |
|
| |||||||||||||
|
** Для каждой дополнительной несоответствующей единицы или несоответствия сверх 20 минимальный суммарный объем выборки увеличивается на n. Например, при установленном AQL = 1% обнаружено 22 несоответствующих единицы или несоответствия. Минимальный суммарный объем выборки вычисляют следующим образом:
2793 + 2 х 117=3027. | |||||||||||||
Таблица 2 - Специальные приемочные числа для начала, продолжения или возобновления процедур контроля с пропуском партий
|
Объем выбор- ки |
Приемочные числа при приемлемом уровне качества AQL* и проценте несоответствующих единиц** или числе несоответствий на 100 единиц | ||||||||||||
|
|
0,1 |
0,15 |
0,25 |
0,4 |
0,65 |
1 |
1,5 |
2,5 |
4 |
6,5 |
10 |
15 |
25 |
|
2 |
|
|
|
|
|
|
|
|
|
0 |
|
0 |
1 |
|
3 |
|
|
|
|
|
|
|
|
0 |
|
0 |
1 |
1 |
|
5 |
|
|
|
|
|
|
|
0 |
|
0 |
1 |
1 |
2 |
|
8 |
|
|
|
|
|
|
0 |
|
0 |
1 |
1 |
2 |
3 |
|
13 |
|
|
|
|
|
0 |
|
0 |
1 |
1 |
2 |
3 |
5 |
|
20 |
|
|
|
|
0 |
|
0 |
1 |
1 |
2 |
3 |
5 |
7 |
|
32 |
|
|
|
0 |
|
0 |
1 |
1 |
2 |
3 |
5 |
7 |
11 |
|
50 |
|
|
0 |
|
0 |
1 |
1 |
2 |
3 |
5 |
7 |
11 |
17 |
|
80 |
|
0 |
|
0 |
1 |
1 |
2 |
3 |
5 |
7 |
11 |
17 |
|
|
125 |
0 |
|
0 |
1 |
1 |
2 |
3 |
5 |
7 |
11 |
17 |
|
|
|
200 |
|
0 |
1 |
1 |
2 |
3 |
5 |
7 |
11 |
17 |
|
|
|
|
315 |
0 |
1 |
1 |
2 |
3 |
5 |
7 |
11 |
17 |
|
|
|
|
|
500 |
1 |
1 |
2 |
3 |
5 |
7 |
11 |
17 |
|
|
|
|
|
|
800 |
1 |
2 |
3 |
5 |
7 |
11 |
17 |
|
|
|
|
|
|
|
1250 |
2 |
3 |
5 |
7 |
11 |
17 |
|
|
|
|
|
|
|
|
2000 |
3 |
5 |
7 |
11 |
17 |
|
|
|
|
|
|
|
|
|
| |||||||||||||

4.3 Пример одобрения продукции
Допустим, одобренный поставщик производит конденсаторы, отвечающие требованиям 4.2, перечисления а) - d). Кроме того, принимают, что продукция контролируется с уровнем AQL, равным 0,65%, 10 последовательных партий приняты с общим объемом выборки 1400 единиц, и четыре несоответствующие единицы продукции обнаружены в 10 партиях. Из таблицы 1 видно, что наименьший суммарный объем выборки для четырех несоответствующих единиц составляет 1306 изделий. Общий объем выборки 1400 выше этого минимального объема, что соответствует критериям таблицы 1. Допустим, для каждой из двух последних партий объем выборки был по 125 единиц продукции с одним несоответствующим изделием в каждой выборке. Это соответствует требованиям таблицы 2, которые допускают одно несоответствующее изделие для выборки 125. Таким образом продукция отвечает требованиям 4.2 е) и может быть одобрена для контроля с пропуском партий.
5 Процедуры контроля с пропуском партий
Продукция, соответствующая требованиям 4.2, и изготовляемая поставщиком, отвечающим требованиям 4.1, может контролироваться с пропуском партий.
Структура процедуры контроля с пропуском партий приведена на рисунке 1. Процедура контроля имеет три базовых состояния:
1 - контроль последовательных партий;
2 - контроль с пропуском партий;
3 - прерывание контроля с пропуском партий.
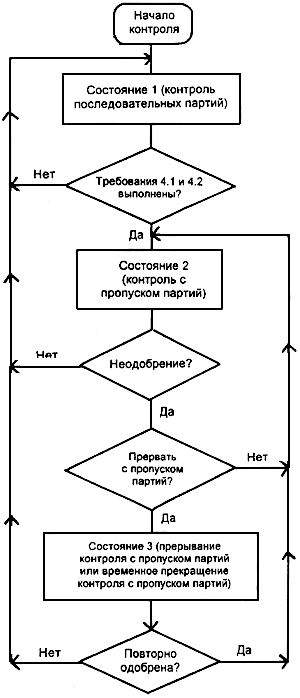
Рисунок 1 - Общая структура процедур с пропуском партий
Процедура проверки продукции начинается с состояния 1 - контроля последовательных партий. Когда поставщик и продукция начинают соответствовать условиям для контроля с пропуском партий (4.1 и 4.2), процедура контроля переходит в состояние 2. Проверка с пропуском партий может быть прервана на время (5.5), что заканчивается переходом к состоянию 3. В состоянии 3 продукция может быть повторно одобрена при менее жестких условиях с возвращением процедуры в состояние 2 (5.6). Если продукцию оценивают неподходящей для контроля с пропуском партий (не одобрена) в состоянии 2 или 3, процедура контроля переходит в состояние 1 до удовлетворения требованиям 4.1 и 4.2.
Для состояний 1-3 процедур с пропуском партий критерии приемки и отклонения, применяемые к отдельным партиям, приведены в таблице II-А (одноступенчатый выборочный контроль) или в таблице III (двухступенчатый выборочный контроль) в ГОСТ Р 50779.71 для соответствующих комбинаций AQL и объемов выборки при нормальном контроле.
5.1 Определение начальной частоты контроля партий
На рисунке 2 приведен общий алгоритм для определения начальной частоты. Следует учитывать не менее десяти последних партий. Эти данные включают регистрацию чисел контролируемых единиц продукции несоответствующих единиц продукции или несоответствий, выявленных в каждой выборке. Может потребоваться более 10 партий, соответствующих приведенным ниже условиям, если объемы выборок не соответствуют указанным в таблице 1.

Рисунок 2 - Определение начальной частоты контроля с пропуском партий
Установленные начальные частоты:
a) проверяют одну из двух предъявляемых партий (1 из 2);
b) проверяют одну из трех предъявляемых партий (1 из 3);
c) проверяют одну из четырех предъявляемых партий (1 из 4).
Если для одобрения требуется более 20 партий, используют частоту "одна из двух".
Если для одобрения требуется 20 и менее партий, и все из этих партий соответствуют требованиям таблицы 2, то контроль проводят с частотой 1 из 4.
Если для одобрения требуется не более 20 партий, а одна или несколько из них не соответствуют требованиям таблицы 2, должна быть использована начальная частота 1 из 3.
Начальная частота должна быть согласована с уполномоченной стороной.
5.2 Примеры определения начальной частоты
5.2.1 Пример 1
Одобрение продукции проводят по первым 10 партиям объема от 1250 до 9500. В каждой из этих партий объем выборки составляет 125 или 200 единиц, а число несоответствующих единиц в каждой выборке всегда 1 или 0. При AQL, равном 0,65, все 10 партий соответствуют требованиям таблицы 2, поэтому начальная частота составляет 1 из 4.
5.2.2 Пример 2
В первой-партии выборка объема 125 содержит две несоответствующие единицы продукции. Критерии таблицы 2 для этой партии не выполняются. Предположим, что продукция одобрена, тогда начальная частота составляет 1 из 3.
5.2.3 Пример 3
Отклонены партии 3 и 11, но продукция одобрена по 21 партию. Так как более 20 партий потребовалось для одобрения, начальная частота равна 1 из 2.
5.3 Сокращение частоты контроля
5.3.1 Устанавливают следующие частоты контроля предъявленных партий:
a) 1 из 2;
b) 1 из 3;
c) 1 из 4;
d) 1 из 5.
Частота 1 из 5 не используется в качестве начальной.
5.3.2 Частота контроля может быть сокращена (например, с 1 из 3 до 1 из 4), если выполняются следующие условия:
a) результаты контроля последних 10 или более последовательных партий, которые прошли проверку и были приняты в текущем состоянии 2 (контроль с пропуском партий), соответствуют или превышают требования таблицы 1;
b) уполномоченная сторона одобряет изменение частоты.
При двухступенчатом плане выборочного контроля в вычислениях используют только данные первой выборки.
Рисунок 3 представляет собой схему процесса, которая отражает процедуры с пропуском партий. Она иллюстрирует, как одобряется продукция (4.3), как определяется начальная частота контроля (5.1) и как может изменяться частота контроля (5.3). На рисунке также показаны процедуры прерывания контроля с пропуском партий (5.5), повторного одобрения (5.6) и неодобрения (5.7).
Рисунок 3
5.3.3 Продолжим пример из 4.3 и 5.2. Допустим, что пример 1 имеет место при начальной частоте контроля 1 из 4, и следующие 10 партий принимают с суммарным объемом выборки 1625 и общим количеством несоответствий 5. Тогда критерии таблицы 1 выполняются, поскольку наименьший суммарный объем выборки для пяти несоответствий и AQL = 0,65 равен 1508. Предположим также, что объемы выборки в последних двух партиях составляют соответственно 125 и 200, и в каждой имеется одно несоответствие. Тогда эти партии удовлетворяют требованиям таблицы 2, и частота может быть изменена до 1 из 5.
5.4 Процедуры отбора и контроля партий (состояния 2 и 3)
Партии, которые должны пройти проверку в состоянии 2 (контроль с пропуском партий), должны быть отобраны в соответствии с установленной организационной процедурой для отбора партий по случайному признаку (приложение В). Но хотя бы одна партия должна пройти контроль в период времени, согласованный поставщиком и уполномоченной стороной. Если такой период не оговорен, то он должен составлять 2 месяца. Средний объем партий, предъявляемых в состоянии 2 и 3, должен быть примерно таким же, как и средний объем партий в период одобрения. Необходимо использовать нормальный контроль с общими уровнями I, II и III в соответствии с ИСО 2859.1.
В состоянии 2 партии отбирают на контроль с вероятностью, равной рекомендуемой частоте контроля с пропуском партий. Важно, чтобы поставщик не знал, какие из партий пройдут контроль до того момента, пока партии не будут предъявлены контролирующей организации.
Предполагается, что система качества поставщика включает контроль каждой производимой партии и регистрацию результатов контроля. Эти результаты для всех изготовляемых партий (включая непроверенные контролирующей организацией) должны быть доступны для контролирующей организации.
Число контролируемых единиц продукции и число несоответствующих единиц продукции или несоответствий, выявленных в каждой выборке во всех партиях, проверенных в состояниях 2 и 3, должно быть зарегистрировано в журнале для контроля с пропуском партий.
Приемка или отклонение партий, определенных поставщиком как несоответствующие (вместо представления на приемочный контроль), не должны влиять на статус контроля с пропуском партий. Например, уполномоченная сторона может решить признать партию как несоответствующую без приемочного контроля для выполнения требования графика. Такую партию следует рассматривать как несуществующую. Тем не менее, если партия проверена контролирующей организацией и признана как несоответствующая уполномоченной стороной, необходимо использовать результаты этого контроля.
5.5 Прерывание контроля с пропуском партий
Процедуры контроля с пропуском партий должны быть прерваны и контроль последовательных партий возобновлен в одной из двух или обеих следующих ситуациях:
a) не выполнены критерии таблицы 2 с использованием данных, полученных из последней проверенной партии (примечание); и/или
b) при использовании двухступенчатого выборочного плана требуется взятие второй выборки, что эквивалентно ситуации а) для двухступенчатых планов.
Примечание - Если эти данные не соответствуют также критериям приемки по ГОСТ Р 50779.71, партию отклоняют.
При двухступенчатом контроле в вычислениях учитывают только первую выборку.
5.6 Процедуры повторного одобрения
5.6.1 Если контроль с пропуском партий прерван (5.5), он может быть возобновлен, если четыре последовательных партии приняты в состоянии 3 (кроме повторно предъявленных партий) и соответствуют требованиям таблицы 2 для последних двух последовательных партий. При двухступенчатом выборочном контроле в вычислениях следует учитывать только первую выборку. Если частота контроля до его прерывания не была 1 из 2, то требуется увеличить частоту до следующего более высокого уровня (в частности, от 1 из 4 до 1 из 3). В противном случае должна быть восстановлена частота 1 из 2.
5.6.2 Рассмотрим пример из 4.3, 5.2 и 5.3.3. Допустим, что после достижения частоты 1 из 5, партию отклоняют. Тогда, поскольку отклоненная партия не удовлетворяет требованиям таблицы 2 (5.5), контроль с пропуском партий прерывают. Теперь предположим, что первые четыре партии, проверенные в состоянии 3, приняты и последние две партии проверены с объемами выборок по 125 единиц и с одним несоответствием. Продукция получает повторное одобрение для контроля с пропуском партий с частотой 1 из 4.
5.7 Неодобрение
5.7.1 Продукция не должна быть одобрена для контроля с пропуском партий в следующих случаях:
a) партию отклоняют в состоянии 3, или
b) на протяжении 10 партий не произошло повторного одобрения, или
c) продукция не изготовлялась в период времени, оговоренный поставщиком и уполномоченной стороной (если период времени не оговорен, он составляет 2 месяца), или
d) поставщик не выполняет письменные и утвержденные процедуры контроля качества или не соответствует требованиям 4.1 или 4.2; или
e) уполномоченная сторона желает вернуться к контролю последовательных партий (например, получена и подтверждена претензия потребителя, которая может серьезно сказаться на качестве продукции или услуг, или происходит частое переключение процедуры из состояния 2 в состояние 3 в короткий промежуток времени).
Для неодобрения требуются документированные основания.
В этих случаях следует возобновить процедуры контроля.
Если введен контроль последовательных партий, то для одобрения процедур контроля с пропуском партий должны быть применены требования 4.1 и 4.2.
5.7.2 Рассмотрим пример из 4.3, 5.2, 5.3.3 и 5.6.2. Допустим, что во время состояния 3 первые три партии принимают, а четвертую отклоняют. Тогда процедуры контроля переходят в состояние 1.
6 Ответственность поставщика
Поставщик должен информировать контролирующую организацию об изменениях метода изготовления или контроля, инструментов, системы измерений или материалов, относящихся к производству продукции, или введении изменений в технические условия.
Поставщик должен незамедлительно известить контролирующую организацию при выявлении несоответствующих партий и необходимости проведения подготовительных мероприятий в соответствии с установленными организационными процедурами. Приемка партии уполномоченной стороной должна соответствовать установленным организационным процедурам. Принятые по этим процедурам партии вместо проверки контролирующей организацией должны рассматриваться как несуществующие для процедур с пропуском партий (5.4).
Поставщик должен информировать контролирующую организацию во всех случаях, когда продукция была произведена в первый раз, по новому номеру чертежа или техническим условиям.
Поставщик должен предоставить контролирующей организации данные по всем предъявленным партиям, включая партии, не проверенные контролирующей организацией.
Поставщик должен предоставлять контролирующей организации перечень, содержащий номер технических условий, чертежа, контракта или заказа, наименование потребителя, пункта назначения и поставляемых объемов. Для партий, отгруженных без проверки контролирующей организацией, поставщик должен записать даты отправления и поставить печать, удостоверяющую, что продукция была поставлена по процедурам контроля с пропуском партий без контроля организацией, проводящей контроль.
7 Ответственность организации, проводящей контроль, и уполномоченной стороны
Организация, проводящая контроль, должна проанализировать все факторы производства, контроля и дефектности продукции для определения того, является ли контроль с пропуском партий более эффективным, чем ослабленный контроль в соответствии с ГОСТ Р 50779.71. В приложении С рассмотрены факторы, которые благоприятствуют введению контроля с пропуском партий вместо ослабленного контроля по ГОСТ Р 50779.71. Когда принимается решение, что контроль с пропуском партий наиболее эффективен и выполнены условия 4.1 и 4.2, контролирующая организация должна в письменной форме дать извещение уполномоченной стороне, рекомендующее контроль продукции с пропуском партий. Должна быть включена следующая информация:
a) история качества;
b) период изготовления;
c) копия текущих процедур управления качеством поставщика и заключение о способности поставщика соблюдать эти процедуры. Особое внимание должно быть уделено оценке методов контроля и испытаний у поставщика, его способности управлять всеми характеристиками;
d) дата, планируемая для введения контроля с пропуском партий;
e) планируемая частота начального контроля.
Уполномоченная сторона должна проанализировать конечное применение готовой продукции, аспекты безопасности, определить пригодность продукции для контроля с пропуском партий, изучить полученную информацию и определить адекватность управления поставщиком всеми аспектами качества продукции (4.1). Уполномоченная сторона должна принять решение о начальной дате контроля с пропуском партий.
Контролирующая организация должна проверять (обследовать) систему качества поставщика с периодичностью, одобренной поставщиком и уполномоченной стороной. Если периодичность не оговорена, анализ системы проводят каждые 6 месяцев. Цель анализа состоит в подтверждении того, что поставщик продолжает понимать и следовать процедурам контроля. Если имеются недостатки, уполномоченная сторона должна быть проинформирована через организационные каналы. Она же должна принимать решение о прерывании контроля с пропуском.
В процессе производства контроль периодически проводит контролирующая организация.
8 Характеристики процедур с пропуском партий
8.1 Процедуры с пропуском партий предназначены для защиты от принятия значительного числа несоответствующей продукции. Для одобрения контроля с пропуском партий среднее качество процесса на уровне или лучше половины AQL. Статистические характеристики процедур описаны в 8.2; они исключают выборочные планы с приемочным числом ноль.
8.2 Если качество на уровне или хуже AQL, имеется не более чем 7,5 шансов из 100, что будет получено одобрение по первым 10 партиям. До принятия решения о контроле с пропуском партий ожидаемое число проверенных партий с качеством на уровне или хуже значения AQL существенно выше, чем для партий с качеством 0,5 AQL. Для заданного значения AQL ожидаемое число партий, проверенных до перехода на следующую частоту, то же, что и ожидаемое число партий до принятия решений о переходе на контроль с пропуском партий.
Если процедура контроля находится в состоянии 2 (контроль с пропуском партий) и качество вдвое хуже AQL, то не более четырех дополнительных партий (в среднем) пройдут контроль до прерывания контроля с пропуском партий. Если реальная доля несоответствующих единиц продукции составляет половину AQL, то не менее 15 партий (в среднем) будут проверены до прерывания контроля с пропуском партий.
Если качество на уровне или лучше 0,5 (50%) AQL, имеется, по меньшей мере, 90%-ная вероятность возобновления контроля с пропуском партий из состояния 3 (прерывание), а для планов контроля с приемочным числом 2 или более, вероятность не менее 97%. Если качество 2AQL, вероятность возобновления контроля с пропуском партий менее 30%. Если качество 3AQL, то вероятность возобновления контроля составляет не более 10%.
Оперативные характеристики планов нормального контроля (ИСО 2859.1) применимы для всех отдельных партий, отобранных для контроля в состояниях 2 и 3. Средняя доля принимаемых партий хорошо аппроксимируется кривыми ОХ соответствующих планов нормального контроля.
ПРИЛОЖЕНИЕ A
(обязательное)
Условия и характеристики производства, требующие согласования
A.1 Установившееся производство - частота контроля (3.3):
"Не менее одной партии должно быть предъявлено на контроль каждые ... месяцев".
А.2 Установившееся производство - включение в рассмотрение продукции, поставленной другим сторонам или продукции аналогичного характера (3.3):
"Продукция, поставленная другим сторонам или аналогичного характера, должна (не должна) рассматриваться при определении состояния установившегося производства (зачеркните одно из выделенных утверждений)".
А.3 Одобрение продукции - период установившегося производства (4.2):
"Продукция должна быть изготовлена в постоянных условиях в течение... месяцев".
А.4 Одобрение продукции - поддержание уровня качества равного или лучше AQL (4.2):
"Продукция должна быть изготовлена на уровне равном или лучше AQL в течение ... месяцев".
А.5 Отбор партии - максимальный период времени между контролем партий (5.4):
"Каждые ... месяцев должно быть проверено не менее одной партии".
А.6 Неодобрение - период бездействия (5.7):
"Продукция должна быть признана неодобренной для контроля с пропуском партий и должны быть введены процедуры последовательного контроля без активного производства в течение ... месяцев".
А.7 Ответственность контролирующей организации - анализ системы качества поставщика (раздел 7):
"Контролирующая организация должна проводить анализ системы качества поставщика каждые ... месяцев".
ПРИЛОЖЕНИЕ В
(обязательное)
Процедуры для случайного отбора с установленной частотой контроля
B.1 Установленные частоты контроля:
a) проверяют одну из двух предъявленных партий (1 из 2);
b) проверяют одну из трех предъявленных партий (1 из 3);
c) проверяют одну из четырех предъявленных партий (1 из 4);
d) проверяют одну из пяти предъявленных партий (1 из 5).
В.2 Отбор с использованием шестигранного кубика
В.2.1 Частота контроля 1 из 2
Если выпадает нечетное число очков, партию предъявляют на контроль.
Если выпадает четное число очков, партию принимают без контроля.
В.2.2 Частота контроля 1 из 3
Если выпадает 1 или 2 очка, партию предъявляют на контроль.
В иных случаях партию принимают без контроля.
В.2.3 Частота контроля 1 из 4
Если выпало 1 очко, партию предъявляют на контроль.
Если выпало 2, 3 или 4 очка, партию принимают без контроля.
Если выпало 5 или 6 очков, повторяйте бросание кубика до тех пор, пока не выпадет 1, 2, 3 или 4 очка (решение см. выше).
В.2.4 Частота контроля 1 из 5
Если выпало 1 очко, партию предъявляют на контроль.
Если выпало 2, 3, 4 или 5 очков, партию принимают без контроля.
Если выпало 6 очков, повторяйте бросание кубика до тех пор, пока не выпадет 1, 2, 3, 4 или 5 очков (решение см. выше).
В.2.5 Выбор частоты контроля 1 из  с помощью таблиц случайных чисел
с помощью таблиц случайных чисел
Имеется ряд опубликованных таблиц случайных чисел и многочисленных компьютерных программ для генерации случайных чисел. Предположим, что есть множество пятизначных случайных чисел в диапазоне от 00000 до 99999. Разделите любое случайное число на , и если остаток равен 1, партия контролируется. Это подходит для = 2, 3, 4 и 5.
Ранее взятые случайные числа из таблиц в дальнейшем не рассматриваются.
ПРИЛОЖЕНИЕ С
(справочное)
Факторы, используемые при выборе контроля с пропуском партий (ГОСТ Р 50779.73) или ослабленного контроля (ГОСТ Р 50779.71)
C.1 При выборе контроля с пропуском партий или ослабленного контроля учитывают три основных фактора:
a) отношения между поставщиком и потребителем;
b) соотношение фиксированных затрат на контроль и стоимости контроля отдельных единиц;
c) приемочное число выборочных планов при контроле последовательных партий.
С.2 При выборе процедур с пропуском партий первый фактор, включающий отношения между поставщиком и потребителем, предполагает полное взаимопонимание и доверие между сторонами. Это важно, поскольку некоторые партии будут поставлены без контроля. Если поставщик действует безответственно, затраты обеих сторон могут быть очень большими.
С.3 Второй фактор - зависимость между фиксированными затратами на контроль и стоимостью контроля отдельных изделий носит экономический характер. Фиксированные затраты могут включать стоимость на установку испытательного оборудования, расходы на командировку инспектора, на хранение партии на складе и на страховку. Если фиксированные затраты превышают экономию от сокращения числа проверенных изделий, предпочтительны процедуры с пропуском партий.
С.4 Действует третий фактор приемочного числа выборочных планов, используемом в состояниях 2 и 3. Согласно пункту C.1 не рекомендуется использовать планы с приемочным числом 0. Причина тому - плохие статистические свойства этих планов. Например, при использовании этих планов, если процедуры проводятся в состоянии с пропуском партий (состояние 2) и доля несоответствующих единиц продукции вдвое превышает AQL, то не менее четырех партий (в среднем) будут проверены до прерывания; если в это время реальная доля несоответствующих единиц составляет половину AQL, значение будет равно примерно 16 (в среднем). Эти значения составляют соответственно 2 и 40 практически для всех планов с ненулевыми приемочными числами. Также, в состоянии прерывания контроля (состояние 3), когда реальная доля несоответствующих единиц составляет половину AQL, имеется только 78% вероятности возвращения в состояние 2; если в это время реальная доля несоответствующих единиц продукции вдвое больше AQL, эта вероятность составит 37%. В результате такого анализа для планов с приемочным числом ноль прерывание при плохих уровнях качества будет происходить не так быстро как практически для всех планов с большими приемочными числами. И во время состояния 3 (состояния прерывания) вероятность возвращения к состоянию 2 (контроль с пропуском) при плохом уровне качества будет значительно выше, чем для всех других планов, в то время как вероятность неодобрения хороших уровней качества будет намного выше, чем для других планов.
С.5 Даже если эти рекомендации выполнены и используют планы с приемочным числом больше нуля в состояниях 2 и 3, может быть более оправдан контроль в ослабленном режиме, а не с пропуском партий. Тот, кто принимает решение, должен изучить различия между объемами выборок планов с ненулевым приемочным числом и планов ослабленного контроля.
ПРИЛОЖЕНИЕ D
(обязательное)
Взаимосвязь настоящего стандарта с ГОСТ Р 50779.30, ГОСТ Р 50779.52
Настоящий стандарт основан на концепции AQL при выборе планов контроля в отличие от выборочной системы ГОСТ Р 50779.30, основанной на групповом показателе качества партии продукции NQL.
Если при заключении контракта стороны (поставщик, потребитель, уполномоченная (третья) сторона) приняли решение о проведении статистического приемочного контроля по ГОСТ Р 50779.30, то область применения настоящего стандарта необходимо ограничить следующими условиями:
1) выборочный контроль проводит только одна сторона (потребитель или его представитель на территории поставщика);
2) контролируется непрерывная серия партий из продолжительного устойчивого производственного процесса;
3) контроль партий следует проводить в порядке их изготовления;
4) если установлен NQL, то в качестве AQL в настоящем стандарте следует использовать значение NQL.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2000
Личный кабинет:
доступно после авторизации Володин: Школьники массово жалуются на усталость от учебы
Володин: Школьники массово жалуются на усталость от учебы  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке