
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
25
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 28192-89
Группа В59
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТХОДЫ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Методы отбора, подготовки проб и методы испытаний
Waste of non-ferrous metals and alloys.
Methods of sampling, Sample Preparation and Test Methods
ОКСТУ 1709
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.07.89 N 2395
3. ВЗАМЕН ОСТ 48-17-76, ОСТ 48-6-74
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
7.6 | |
|
7.3 | |
|
7.2 | |
|
7.3 | |
|
7.6 | |
|
7.3 | |
|
7.4 | |
|
7.6 | |
|
7.6 | |
|
7.6 | |
|
7.8 | |
|
7.3 | |
|
7.2 | |
|
7.8 | |
|
Вводная часть, 1.2, Приложение 6 | |
|
1.3, 2.3 | |
|
2.1, 2.3 | |
|
1.1 | |
|
1.1 | |
|
5.4, 6.3, Приложение 6 | |
|
2.3 | |
|
ТУ 23.2.2067-89 |
1.3, 2.3 |
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и серитификации (ИУС 11-95)
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт устанавливает методы отбора, подготовки проб и методы испытания отходов цветных металлов и сплавов класса Г ГОСТ 1639.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Термины и определения - по ГОСТ 15895,* ГОСТ 18978 и приложению 1.
_______________
* На территории Российской Федерации действуют ГОСТ Р 50779.10-2000, ГОСТ Р 50779.11-2000, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.2. Выбор определяемых показателей качества, методов отбора точечных проб, а также подготовки проб для анализа в каждом конкретном случае проводят с учетом технических требований ГОСТ 1639 и размера кусков в партии.
Определяемые металлы в отходах класса Г приведены в приложении 2.
1.3. Проверку однородности партии по крупности проводят рассевом пробы на ситах с плоскими решетными полотнами с круглыми отверстиями по ТУ 23.2.2067 или на ситах с сеткой из стальной рифленой проволоки с квадратными ячейками по ГОСТ 3306 (размер отверстий 100 мм, 20 мм).
Партию отходов считают однородной по крупности, если она содержит не менее 95% кусков одной фракции.
При неоднородности партии по крупности материал отходов делят на уменьшенные партии, которые опробуют раздельно.
1.4. Однородность партии отходов по химическому составу оценивают по коэффициенту вариации  показателя качества, который определяют в соответствии с приложением 3.
показателя качества, который определяют в соответствии с приложением 3.
Партию считают однородной по химическому составу, если коэффициент вариации показателя качества меньше 20%, неоднородной - от 20 до 50%, весьма неоднородной - более 50%.
Допускается партию считать однородной, если расхождение результатов анализа двух проб, отобранных от фракции плюс 0,3 мм, не превышают 10%.
2. ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ
2.1. Для ручного отбора проб применяют:
совки по ГОСТ 14180;
молоток массой 0,4-0,6 кг;
щуп с размерами щели не менее 2,5 максимальных размеров кусков опробуемого материала, обеспечивающий отбор проб по всей глубине его погружения;
стальные ложки диаметром 75, 100, 120 мм, глубиной 40-50 мм, укрепленные на длинной ручке.
2.2. В случае механизированного отбора проб разрабатываемое и применяемое оборудование должно обеспечивать условия отбора проб, отражающие средний химический состав опробуемой партии.
2.3. При подготовке проб применяют:
совки для сокращения проб - по ГОСТ 14180;
механические и ручные сократители. Рекомендуемый желобчатый сократитель и его размеры приведены в приложении 4;
валковые и щековые дробилки;
стержневые и шаровые мельницы;
вибрационный измельчитель;
дисковый истиратель;
тигли марок 20, 30, 40, 50;
чугунные, стальные или графитовые изложницы;
наборы сит с сетками по ГОСТ 3306 и полотнами по ТУ 23.2.2067.
Размеры отверстий на них должны соответствовать размерам кусков отходов, предусмотренным схемой подготовки проб;
лопаты;
металлическая крестовина;
плоский магнит;
сушильный шкаф, обеспечивающий нагрев до температуры 110 °С;
весы по ГОСТ 29329.
3. ПОДГОТОВКА К ОТБОРУ ТОЧЕЧНЫХ ПРОБ
3.1. Масса точечных проб
3.1.1. Минимальная масса точечной пробы должна соответствовать табл.1. За размер максимального куска принимают размер отверстий сита, на котором масса остатка пробы при рассеве меньше 5%.
Таблица 1
|
Размер максимального куска |
Минимальная масса точечной пробы |
|
1 и менее |
0,1 |
|
3 |
0,5 |
|
10 |
1 |
|
50 |
2 |
|
100 и более |
3,5 |
 , кг, не менее
, кг, не менее
3.1.2. Минимальная масса  точечной пробы для отходов промежуточной крупности может быть определена по формуле
точечной пробы для отходов промежуточной крупности может быть определена по формуле
 , (1)
, (1)
где  и
и  - минимальные массы точечной пробы по табл.1 для кусков с размерами, соответственно,
- минимальные массы точечной пробы по табл.1 для кусков с размерами, соответственно,  и
и  , ближайшими к размеру максимального куска
, ближайшими к размеру максимального куска  в опробуемой партии, кг.
в опробуемой партии, кг.
3.1.3. Расхождение точечных проб по массе не должно превышать 20%.
3.2. Количество точечных проб
3.2.1. Для партии массой более 3 т минимальное число точечных проб  вычисляют по формуле
вычисляют по формуле
 , (2)
, (2)
где - коэффициент вариации нормируемых показателей качества, %;
 - масса опробуемой партии отходов, т.
- масса опробуемой партии отходов, т.
3.2.2. Минимальное число точечных проб в зависимости от массы и однородности партии приведено в табл.2.
Таблица 2
|
Масса партии |
Минимальное число точечных проб от партии | ||
|
|
до 20 |
от 20 до 50 |
более 50 |
|
До 1 |
3 |
4 |
6 |
|
1-3 |
3 |
6 |
8 |
|
3-5 |
4 |
7 |
11 |
|
5-10 |
5 |
10 |
15 |
|
10-20 |
7 |
15 |
22 |
|
20-30 |
9 |
18 |
28 |
|
30-40 |
10 |
21 |
33 |
|
40-50 |
11 |
23 |
38 |
|
50-60 |
12 |
25 |
43 |
|
60-70 |
14 |
27 |
47 |
|
Более 70 |
16 |
32 |
51 |
4. ОТБОР ТОЧЕЧНЫХ ПРОБ
4.1. Отбор проб проводят от партии отходов, находящихся в местах хранения, в движении при разгрузке и в расплавленном состоянии.
4.2. Отбор точечных проб от партии, находящейся в движении
4.2.1. Отбор проб от партии отходов, находящихся в движении, проводят с ленты остановленного конвейера, на перепаде потока отходов.
При погрузке (разгрузке) отходов из мест хранения, если высота их складирования более 1,5 м, отбор проб проводят с поверхности, образующейся на участке отгрузки (погрузки) отходов.
Пробы отбирают через количество циклов  погрузочного механизма или время
погрузочного механизма или время  в минутах, которые вычисляют по формулам:
в минутах, которые вычисляют по формулам:
 , (3)
, (3)
 , (4)
, (4)
где - масса опробуемой партии отходов, т;
 - масса отходов, перемещаемых за один цикл погрузочного механизма, т;
- масса отходов, перемещаемых за один цикл погрузочного механизма, т;
 - производительность потока отходов, т/ч;
- производительность потока отходов, т/ч;
 - количество отбираемых точечных проб.
- количество отбираемых точечных проб.
Отбор проб от отходов, находящихся в вагонах (полувагонах), выполняют после их выгрузки.
4.2.2. Отбор проб от партии, отсыпаемой в форме конуса, проводят по мере наращивания конуса: после отсыпки одной трети партии отбирают одну треть проб, двух третей - еще одну треть, всей партии - оставшуюся треть проб. Точки отбора проб располагают у основания конуса и на высотах  и
и  образующих конуса, равномерно по его поверхности: по спирали на образующих, смещенных между собой под углом 120° и смещаемых на 40° по часовой стрелке при каждой стадии опробования (приложение 5).
образующих конуса, равномерно по его поверхности: по спирали на образующих, смещенных между собой под углом 120° и смещаемых на 40° по часовой стрелке при каждой стадии опробования (приложение 5).
После отсыпки в конус очередной части отходов начало отбора проб (расположение первой образующей) произвольное.
4.3. Отбор точечных проб от партии отходов, находящихся в состоянии покоя
4.3.1. Пробы с ленточного конвейера отбирают по всей ширине и толщине потока отходов.
4.3.2. При поставке партии отходов в упакованном виде или транспортными средствами различной грузоподъемности необходимое число точечных проб отбирают от каждой единицы упаковки (транспортного средства), пропорционально их объему. Точки отбора проб должны находиться не ближе 0,2 м от бортов единицы транспортного средства.
4.3.3. При расположении отходов равномерным слоем или в форме откоса пробы отбирают равномерно (в шахматном порядке) от всей поверхности отходов.
От отходов с размерами кусков менее 10 мм в намеченных точках выкапывают лунки глубиной 0,2-0,4 м. Вдоль стенки лунок снизу вверх совком в один-два приема отбирают пробу и ссыпают в закрывающуюся тару. Отбор проб можно проводить и щупом, если размер щели щупа больше размера кусков в 2,5 раза.
Не допускается брать пробу со дна лунки.
4.3.4. От отходов с размерами кусков до 100 мм пробы отбирают аналогично п.4.3.3, но из лунок глубиной не менее 0,4 м.
4.3.5. Отбор проб от кусков размерами более 100 мм выполняют сверлением или откалыванием кусков массой не более минимальной массы точечных проб от данной партии.
Если такие отходы неоднородны по крупности, отбор проб допускается проводить от каждой фракции с числом проб, пропорциональным массе фракций в партии.
4.4. Отбор точечных проб от партии отходов, находящихся в расплавленном состоянии
Точечные пробы отбирают ложкой, слегка подогретой и побеленной известью, путем двухкратного пересечения всей струи шлака в процессе его слива через равные промежутки времени. Масса отбираемой пробы не должна превышать емкости ложки.
5. ПОДГОТОВКА ПРОБ ДЛЯ ИСПЫТАНИЙ
5.1. Масса объединенной пробы равна сумме масс точечных проб.
5.2. Пробы для анализа готовят в три стадии в соответствии с черт.1.
Схема подготовки проб
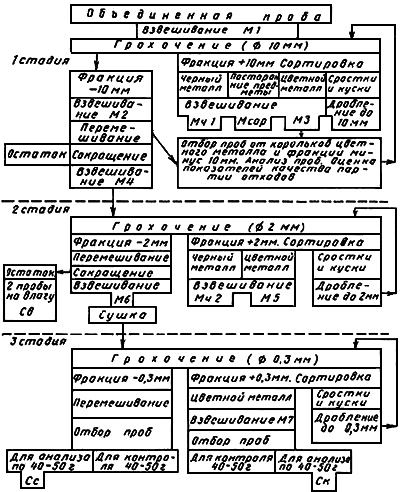
Черт.1
Число стадий зависит от крупности кусков в партии и определяемых показателей качества, например:
если определяют металлургический выход, то проводят только первую стадию;
если размер кусков меньше 10 мм, операции первой и второй стадии объединяют.
5.3. При дроблении проб используют дробилки, мельницы и истиратели. Допускается подготовка проб вручную.
Перед применением внутреннюю часть дробильного агрегата очищают, пропуская через него материал, по химическому составу аналогичный пробе, но не входящий в нее. После каждой операции дробления проводят проверочное грохочение и дробление кусков, оставшихся на сите.
5.4. Пробы, подготовленные для определения металлургического выхода, хранят в соответствии с требованиями ГОСТ 28053.
Контрольные и анализируемые пробы хранят в плотных пакетах, снабженных этикетками, содержащими номер партии и пробы, наименование материала, массу пробы.
Перечисленные данные допускается наносить непосредственно на пакеты.
На контрольных пробах должен быть указан также выход основного металла. Пробы хранят на случай разногласий результатов анализа с отгрузочными документами до момента снятия разногласий.
6. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
6.1. Однородность партии отходов по крупности и химическому составу определяют в соответствии с пп.1.3 и 1.4.
Допускается определять однородность партии по крупности и химическому составу визуально.
6.2. Для определения выбранных показателей качества испытания объединенной пробы проводят по схеме, приведенной на черт.1.
Перед каждой операцией сокращения пробу тщательно перемешивают (не менее трех раз для уменьшения ошибки за счет сокращения), предварительно очистив сократитель.
6.2.1. Перемешивание пробы может быть выполнено путем повторного грохочения через то же сито или вручную - методом кольца и конуса: материал пробы располагают на площадке в виде кольца. Совком или лопатой равномерно по внешней или внутренней окружности кольца забирают материал и ссыпают его в центре кольца на конус. Чтобы конус не отходил от своей оси, используют направляющую воронку или стержень. После пересыпки всего материала пробы конус движением стержня разворачивают и вновь образуют кольцо. Допускается первой выполнять операцию разворачивания конуса в кольцо.
6.2.2. Сокращение пробы может быть выполнено с применением желобчатого сократителя или вручную методом конуса с квартованием или методом квартования.
В случае применения желобчатого сократителя материал пробы высыпают из емкости при легком ее покачивании на середину желобов сократителя (под прямым углом к ним). Произвольно выбирают одну из двух частей пробы. Сокращение повторяют до получения массы не менее минимальной (табл.3). Размеры желобчатого сократителя выбирают в зависимости от размера кусков в сокращаемой пробе.
Таблица 3
|
Категория однородности отходов |
Значения коэффициентов |
Минимальная масса пробы после сокращения фракций | |||
|
|
|
|
|
Для химического анализа | |
|
Однородные |
До 20 |
0,08 |
0,7 |
0,08 |
0,04 |
|
Неоднородные |
20-50 |
0,20 |
1,8 |
0,20 |
0,04 |
|
Весьма неоднородные |
Более 50 |
0,35 |
3,2 |
0,35 |
0,04 |
 , кг, не менее
, кг, не менее
Сокращение пробы методом конуса с квартованием заключается в том, что конус, полученный после трех перемешиваний, стержнем или конусом лопаты разворачивают круговыми движениями от центра к краям так, чтобы он принял форму круга с одинаковой толщиной слоя. Центр круга должен совпадать с центром конуса. С помощью крестовины полученный круг делят на четыре части прямыми линиями, пересекающимися в центре круга и перпендикулярными друг к другу. Две диаметрально противоположные части материала пробы отбрасывают, остальное объединяют и, если необходимо, продолжают сокращение, начиная с тройного перемешивания.
Метод квадратования применим для сокращения пробы из перемешанного мелкозернистого материала, выложенного в виде слоя одинаковой толщины на гладкой площадке. С помощью линейки или решетки объем пробы делят на равные квадраты, из которых в шахматном порядке совком отбирают порции, обеспечивая захват всей толщины слоя. Эти порции объединяют в пробу массой не менее минимальной (табл.3). Если размеры кусков меньше 0,3 мм, перемешивание перед сокращением пробы можно выполнить методом перекатывания: пробу на клеенке или другой гибкой плотной подстилке перекатывают из одного угла в другой (не менее 25 раз), поочередно приподнимая углы клеенки.
6.3. Первая стадия испытаний
Взвешивают материал объединенной пробы  в килограммах и проводят ее грохочение на сите с отверстиями диаметром 10 мм.
в килограммах и проводят ее грохочение на сите с отверстиями диаметром 10 мм.
Надрешетный материал сортируют на составляющие:
куски черных металлов (ручным магнитом или на магнитном сепараторе с напряженностью магнитного поля 400-600 Э);
корольки основного цветного металла (вручную);
посторонние предметы - мусор, тряпки, дерево, бумага, строительные и упаковочные материалы (вручную);
сростки и куски.
Полученную четвертую составляющую (сростки и куски) дробят на валковых или щековых дробилках и возвращают на повторное грохочение и сортировку до фракции кусков минус 10 мм.
Взвешивают составляющие надрешетного и подрешетного материала в килограммах:
куски черных металлов  ;
;
посторонние предметы  ;
;
корольки основного цветного металла  ;
;
подрешетный материал  .
.
Подрешетный материал перемешивают, сокращают до минимальной массы, приведенной в табл.3  в килограммах, и вычисляют по формуле
в килограммах, и вычисляют по формуле
 , (5)
, (5)
где  - коэффициент (табл.3), зависящий от однородности отходов по химическому составу, кг/мм
- коэффициент (табл.3), зависящий от однородности отходов по химическому составу, кг/мм ;
;
- размер максимального куска в пробе, мм.
Взвешивают сокращенную пробу массой  в килограммах.
в килограммах.
В случае определения металлургического выхода металла или сплава отбирают по две пробы массой не менее 2 кг от фракций минус 10 мм и плюс 10 мм и их испытания проводят раздельно по ГОСТ 28053.
6.4. Вторая стадия испытаний
Проводят грохочение сокращенной пробы массой на сите с отверстиями 2 мм. Затем в соответствии с п.6.3 проводят сортировку, дробление, перемешивание и сокращение.
Взвешивают полученные составляющие в килограммах:
куски черных металлов  ;
;
корольки основного металла  ;
;
подрешетный материал после сокращения  .
.
Из остатка сокращенного подрешетного материала отбирают две пробы массой не менее 0,25 кг для определения влажности ( , %).
, %).
Если из-за повышенной влажности отходов грохочение на этой стадии затруднено, пробы на влажность отбирают из остатка массы , а материал массой подсушивают. Грохочение из-за повышенной влажности отходов затруднено обычно на третьей стадии. Поэтому в схеме подготовки проб предусмотрена сушка пробы массой .
6.5. Третья стадия испытаний
Проводят грохочение пробы массой (после ее сушки) на сите с отверстиями 0,3 мм и после сортировки, дробления, перемешивания фракции минус 0,3 мм (п.6.2) взвешивают корольки цветного металла массой  , кг.
, кг.
Из подрешетной фракции и корольков цветного металла отбирают по одной контрольной пробе и по две - для химического анализа.
6.6. Массовая доля основного металла или химического элемента сплава в партии  в процентах вычисляют по формуле
в процентах вычисляют по формуле
 , (6)
, (6)
где  и
и  - массовые доли основного цветного металла в процентах - результаты анализа проб от фракции минус 0,3 мм и плюс 0,3 мм или аналогичные данные, полученные на первой стадии испытаний для фракций минус 10 и плюс 10 мм (п.6.4);
- массовые доли основного цветного металла в процентах - результаты анализа проб от фракции минус 0,3 мм и плюс 0,3 мм или аналогичные данные, полученные на первой стадии испытаний для фракций минус 10 и плюс 10 мм (п.6.4);
 и
и  - массы соответствующих фракций в массе объединенной пробы, значение которых вычисляют по формулам:
- массы соответствующих фракций в массе объединенной пробы, значение которых вычисляют по формулам:
 , (7)
, (7)
 , (8)
, (8)
где все значения приведены относительно их содержания в массе объединенной пробы, в том числе определяемые по формулам:
 , (9)
, (9)
 , (10)
, (10)
где  - расчетная масса черных металлов, отсортированная на второй стадии;
- расчетная масса черных металлов, отсортированная на второй стадии;
 - расчетная масса корольков основного цветного металла, отсортированная на второй
- расчетная масса корольков основного цветного металла, отсортированная на второй  и третьей
и третьей  стадиях,
стадиях,
 , (11)
, (11)
 , (12)
, (12)
 , (13)
, (13)
где  - расчетная масса влаги;
- расчетная масса влаги;
- массовая доля влаги в процентах - результат анализа проб на влагу;
 и
и  - расчетные массы влажной и сухой части фракции минус 2 мм.
- расчетные массы влажной и сухой части фракции минус 2 мм.
Сумму определяемых компонентов в сплаве (табл.5) вычисляют как сумму показателей качества для этих элементов, определяемых аналогично формуле (6) с использованием значений и для этих компонентов.
6.7. Другие показатели качества: массовую долю влаги  , засоренность черными металлами
, засоренность черными металлами  и посторонними предметами
и посторонними предметами  в процентах вычисляют по формулам:
в процентах вычисляют по формулам:
 , (14)
, (14)
 , (15)
, (15)
 . (16)
. (16)
6.8. Погрешность определения показателей качества партии отходов равна сумме погрешностей отбора и подготовки проб, погрешности проведения испытаний и методов анализа. При доверительной вероятности 0,95 погрешность не должна превышать значений, приведенных в табл.4.
Таблица 4
|
Масса партии, т |
Допустимая относительная погрешность опробования | ||||
|
до 1 |
1-10 |
10-20 |
20-30 |
более 50 | |
|
До 3 |
10 |
9 |
8 |
8 |
6 |
|
3-5 |
9 |
8 |
7 |
6 |
6 |
|
5-10 |
8 |
7 |
6 |
6 |
5 |
|
10-40 |
7 |
6 |
6 |
6 |
5 |
|
40-70 |
6 |
6 |
5 |
5 |
5 |
|
Более 70 |
5 |
5 |
5 |
5 |
5 |
 , %,
, %,
Абсолютное значение погрешности отбора проб и проведения испытания  в процентах вычисляют по формуле
в процентах вычисляют по формуле
 , (17)
, (17)
где  - значение определяемого показателя качества, %.
- значение определяемого показателя качества, %.
Примеры опробования и проведения испытаний для различных партий отходов приведены в приложении 6.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. При отборе, подготовке и испытании проб должны соблюдаться правила безопасности для предприятий и организаций металлургической промышленности, утвержденные Главгосгортехнадзором.
7.2. Помещения, в которых проводят подготовку проб к химическому анализу, должны быть оборудованы приточно-вытяжной вентиляцией в соответствии с ГОСТ 12.4.021, обеспечивающей микроклиматические условия и содержание вредных веществ в воздухе рабочей зоны в соответствии с ГОСТ 12.1.005.
Контроль за содержанием вредных веществ в воздухе рабочей зоны необходимо проводить по методам, соответствующим ГОСТ 12.1.016.
7.3. Пожарная безопасность помещений и площадок, на которых проводят работы по отбору, подготовке и испытанию проб отходов цветных металлов, должна обеспечиваться в соответствии с требованиями ГОСТ 12.1.004.
Виды пожарной техники, ее размещение, количество и номенклатура должны соответствовать ГОСТ 12.4.009.
7.4. Электрооборудование должно соответствовать требованиям ГОСТ 12.2.007.0 и правилам безопасности при эксплуатации электроустановок, утвержденными Главгосэнергонадзором.
7.5. При отборе проб с откосов необходимо применять настилы. Крутизна откосов должна соответствовать углу естественного откоса материала. Отбор проб должен проводиться после полной остановки погрузочно-разгрузочных механизмов.
7.6. Рабочее место для подготовки проб должно соответствовать требованиям ГОСТ 12.2.032, ГОСТ 12.2.033 и ГОСТ 12.2.061, а значения шума и общей вибрации на нем не должны превышать уровни, установленные ГОСТ 12.1.003 и ГОСТ 12.1.012.
7.7. Дробление отходов цветных металлов необходимо проводить по нормативно-технической документации, утвержденной в установленном порядке.
7.8. Для защиты органов дыхания при отборе и подготовке проб необходимо пользоваться респиратором типа ШБ-1 по ГОСТ 12.4.028.
ПРИЛОЖЕНИЕ 1
Справочное
ТЕРМИНЫ, ПРИМЕНЯЕМЫЕ В СТАНДАРТЕ, И ИХ ОПРЕДЕЛЕНИЯ
|
Партия отходов |
- количество отходов одного вида, произведенное в одних и тех же условиях, единовременно отправляемое (получаемое) в один адрес и сопровождаемое одним документом о качестве. В случае поставки отходов, опробуемых в расплавленном состоянии (шлаки) партией считают отходы, сливаемые с одного и того же плавильного агрегата за время одной рабочей смены. |
|
Показатель качества, содержание металла |
- выраженное в процентах значение параметра (или параметров), подлежащее оплате на основании технических требований к отходам цветных металлов, выраженное в процентах отношение массы металла к массе отходов, в которых он содержится. |
|
Сростки |
- металлические корольки, механически связанные со шлаком. |
ПРИЛОЖЕНИЕ 2
ОПРЕДЕЛЯЕМЫЕ МЕТАЛЛЫ В ОТХОДАХ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Таблица 5
|
Показатели качества |
||||
|
Отходы на основе металлов |
Содержание основного металла (компонента сплава) |
Металлурги- |
Размеры кусков, |
Виды отходов |
|
1. Алюминий |
Алюминий |
Сплав |
Более 100 |
Шлаки, съемы и др. |
|
До 100 |
Зола, тировые земли, шлаки, отсевы и др. | |||
|
2. Вольфрам |
Вольфрам |
- |
10-100 |
Лом и кусковые отходы, шлаки и др. |
|
Вольфрам и кобальт |
- |
До 10 |
Пылевидные отходы | |
|
3. Магний |
Магний |
Сплав |
- |
Шлаки |
|
4. Медь |
Медь, цинк, свинец, олово |
Сплав |
- |
Шлаки, козлы, печные выломки, пропиловка, сор, пыль и др. |
|
5. Молибден |
Молибден |
- |
- |
Отходы проволоки, лом и др. |
|
6. Никель |
Никель, медь, кобальт |
- |
- |
Шлаки, съемы, печные выломки, подины печей, шламы, соли и др. |
|
7. Олово |
Олово |
- |
- |
Изгарь, съемы, шлаки, зола, порошки, шламы, скрап, пылевидные отходы |
|
8. Ртуть |
Ртуть |
- |
- |
Выломки полов, футеровка, детали оборудования, лампы с ртутным наполнением, растворы |
|
9. Свинец |
Свинец, сурьма |
- |
- |
Шлаки, съемы, изгарь, шламы, пыли, пасты, зола и др. |
|
10. Цинк |
Цинк |
- |
- |
Гартцинк, изгарь цинковая, шламы и др. |
ПРИЛОЖЕНИЕ 3
Справочное
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ВАРИАЦИИ ПОКАЗАТЕЛЯ
КАЧЕСТВА И МАССЫ ТОЧЕЧНОЙ ПРОБЫ
От партии отходов отбирают 10 объединенных проб серии а с числом и массой точечных проб заведомо большим, чем указано в табл.1 и 2. С тем же числом точечных проб, но несколько меньшей их массой отбирают такое же количество проб серии в.
Проводят испытание проб в соответствии со схемой черт. 1, вычисляют среднее значение показателя качества  , абсолютное значение различия
, абсолютное значение различия  показателей качества
показателей качества  и
и  для пар проб из серии а и в, среднее значение
для пар проб из серии а и в, среднее значение  этих различий и среднее квадратическое отклонение
этих различий и среднее квадратическое отклонение  для показателя качества по формулам
для показателя качества по формулам
|
| ||
|
|
| |
|
| ||
|
| ||
 ,
,
 ,
,  ,
,  ,
,
 ,
,
где  - количество пар проб, подготовленных для анализа.
- количество пар проб, подготовленных для анализа.
Определяют значение коэффициента вариации показателя качества в процентах и значение фактора  :
:
 ,
, .
.
Если значение примерно равно 2,26, значение массы для точечных проб серии в принимают равной значению минимальной массы точечных проб для данной партии отходов. Если оно больше 2,26, масса точечных проб недостаточна и должна быть увеличена.
ПРИЛОЖЕНИЕ 4
Рекомендуемое
Желобчатый сократитель
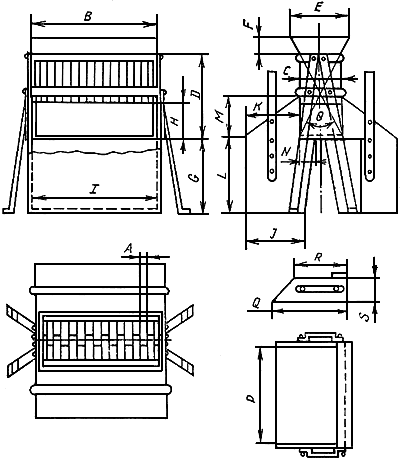
Черт.2
Таблица 6
|
Номер желобчатого сократителя | |||
|
Параметры |
20 |
10 |
6 |
|
|
Размеры, мм | ||
|
Количество желобов |
16 |
16 |
16 |
|
Обозначение размеров |
|||
|
|
20±1 |
10±1 |
6±0,5 |
|
|
346 |
171 |
112 |
|
|
105 |
55 |
40 |
|
|
210 |
110 |
80 |
|
|
135 |
75 |
60 |
|
|
30 |
20 |
20 |
|
|
210 |
110 |
80 |
|
|
85 |
45 |
30 |
|
|
360 |
184 |
120 |
|
|
140 |
65 |
55 |
|
|
140 |
65 |
55 |
|
|
210 |
110 |
80 |
|
|
105 |
55 |
40 |
|
|
35 |
20 |
15 |
|
|
210 |
110 |
80 |
|
|
300 |
150 |
100 |
|
|
200 |
120 |
80 |
|
|
135 |
70 |
45 |
|
|
105 |
50 |
35 |
















ПРИЛОЖЕНИЕ 5
Справочное
ПРИМЕР ОТБОРА ПРОБ ОТ КАЖДОЙ ТРЕТЬЕЙ ЧАСТИ КОНУСА,
КОГДА МИНИМАЛЬНОЕ ЧИСЛО ТОЧЕЧНЫХ ПРОБ ОТ ПАРТИИ РАВНО 51
Таблица 7
|
Место отбора проб |
Номера отбираемых точечных проб | |||||||
|
0° |
160° |
280° |
200° |
80° |
240° |
120° |
40° | |
|
Первая образующая, |
1 |
- |
- |
7 |
- |
- |
13 |
- |
|
Вторая образующая, |
2 |
4 |
- |
8 |
10 |
- |
14 |
16 |
|
Третья образующая, у основания конуса |
3 |
5 |
6 |
9 |
11 |
12 |
15 |
17 |
ПРИЛОЖЕНИЕ 6
Справочное
ПРИМЕРЫ ОПРОБОВАНИЯ ПАРТИИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ
Пример 1
1. Характеристика отходов (по сопроводительным документам и результатам испытаний по пп.1.2-1.4): вид отходов - алюминиевые шлаки массой 42 т, крупность кусков - 80 мм, шлаки неоднородны (коэффициент вариации показателя качества равен 40%), транспортная единица - полувагон.
2. Отбор точечных проб от отходов, поступивших в полувагоне, выполняют после их выгрузки в соответствии с пп.4.2.1 и 4.3.
Для неоднородных отходов массой 42 т при коэффициенте вариации показателя качества 40% и размерах максимального куска 80 мм минимальное количество и масса точечных проб (разд.3) равны
 ,
, кг,
кг,
где 2,0 и 3,5 - минимальные массы точечной пробы для отходов (табл.1) с размерами кусков 50 и 100 мм, ближайшими к размеру кусков 80 мм в партии, кг.
Следовательно, объединенная проба должна быть массой не менее =2,9·21=60,9 кг.
Взвешиваем пробу и записываем результат: =68 кг.
3. Выбор метода испытаний.
Для алюминиевых отходов регламентируемые показатели качества (или металлургический выход, или содержание одного из компонентов сплава, или содержание суммы ряда компонентов и др.) определяют с применением металлургического оборудования или с проведением испытаний по полной схеме подготовки проб (приложение 2 и черт.1). В первом случае испытания проводят по ГОСТ 28053 с проведением только первой стадии (п.6.3) и выполнением расчетов в соответствии с требованиями пп.6.6 и 6.7. Грохочение, дробление, перемешивание материала отходов необходимы для обеспечения нормативов точности (п.6.8) результатов испытаний.
4. Определение металлургического выхода.
От корольков цветного металла и фракции минус 10 мм, где также могут быть корольки цветного металла, после их взвешивания (=11 кг, =46 кг) и перемешивания отбираем пробы массой по 2 кг и испытываем их раздельно в соответствии с ГОСТ 28053. Если для фракций получены результаты измерений =43% и =95%, значение металлургического выхода для партии , согласно расчетов по формуле 6, без учета влаги составит:
 %,
%,
в данном случае масса равна  , а
, а  .
.
Значение  для показателя качества, т.е. значение абсолютной погрешности результатов (п.6.9) составит:
для показателя качества, т.е. значение абсолютной погрешности результатов (п.6.9) составит:
 %,
%,
где 5 - значение относительной погрешности, %, из табл.4 для партии массой 68 т при значении показателя качества, равном 44,5%.
Если основной задачей является определение одного из компонентов алюминиевого сплава, например меди, и содержание этого элемента в лабораторных пробах получено как =4% и =7%, для партии имеем:
 % при
% при  %.
%.
Если регламентируемые показатели качества в пределах погрешностей их определения не отличаются от значений, приведенных в сопроводительных документах на отходы, хранить контрольные пробы нет необходимости.
5. Определение показателей качества при испытаниях по полной схеме подготовки проб.
Записываем результаты взвешивания проб: =68 кг, =46 кг, =11 кг,  =6,5 кг,
=6,5 кг,  =4,5 кг.
=4,5 кг.
Проводим, в соответствии с требованиями п.6.2, перемешивание и сокращение пробы фракции минус 10 мм до массы, которая согласно табл.3 для неоднородных отходов (в примере коэффициент вариации равен 40%) должна быть не менее 1,8 кг. Удалив после первого сокращения половину массы пробы, повторяем циклы перемешивания и сокращения до 12, затем до 6 и 3 кг. Взвешиванием уточняем  =3,5 кг. Это почти вдвое больше 1,8 кг, но если на следующей стадии испытаний дробление кусков не связано с затруднениями, сокращение пробы лучше не продолжать: результаты испытаний проб с большей массой более точные.
=3,5 кг. Это почти вдвое больше 1,8 кг, но если на следующей стадии испытаний дробление кусков не связано с затруднениями, сокращение пробы лучше не продолжать: результаты испытаний проб с большей массой более точные.
Если на второй и третьей стадиях (пп.6.4 и 6.5) для соответствующих проб получены результаты:
 =1,1 кг,
=1,1 кг,  =0,4 кг,
=0,4 кг,  =0,63 кг,
=0,63 кг,  =0,06 кг,
=0,06 кг,
а лабораторные измерения проб на влагу и содержание металла в фракции минус 0,3 мм и плюс 0,3 мм показали результаты  =30%,
=30%,  =22% и
=22% и  =95%, для оценки показателей качества по формулам 6 и 14-17, а также п.6.8 необходимы значения для и . Определение этих значений выполним расчетным способом по формулам 7-13 в следующем порядке:
=95%, для оценки показателей качества по формулам 6 и 14-17, а также п.6.8 необходимы значения для и . Определение этих значений выполним расчетным способом по формулам 7-13 в следующем порядке:
 кг,
кг,
 кг,
кг,
 кг,
кг,
 ,
,  кг,
кг,
 кг,
кг,
 кг,
кг,
 кг,
кг,
 кг.
кг.
Для показателей качества партии отходов получаем:
|
|
|
|
|
|
|
|
|
|
|
|
 %,
%, %;
%;  %,
%,  %;
%;  %,
%, %;
%;  ,
,  %.
%.
Пример 2
1. Характеристика отходов: партия латунных шлаков массой 65,5 т, крупность кусков - до 50 мм, шлаки неоднородны (коэффициент вариации равен 40%), транспортная единица - полувагон.
2. Отбор объединенной пробы.
Для неоднородных отходов массой 65,5 т при коэффициенте вариации 40% и крупности кусков 50 мм минимальные масса и число точечных проб равны:
 ,
,
 кг.
кг.
Отбор точечных проб проводим в соответствии с пп.4.2.1 и 4.3.
Взвешиваем материал объединенной пробы =70 кг. Это достаточно, поскольку вес пробы больше минимального значения, равного
=2 кг·26 проб=52 кг.
3. Испытания проводим аналогично рассмотренному в примере 1. п.5.
Если в процессе испытаний на первой, второй и третьей стадиях подготовки проб получены следующие результаты путем взвешивания соответствующих проб в килограммах: =70,  =66,04,
=66,04,  =3,8, =0,16, =0, =3, =0,59, =0,2, =0,05, =0,10;
=3,8, =0,16, =0, =3, =0,59, =0,2, =0,05, =0,10;
лабораторного анализа проб на содержание влаги =0,6%;
расчетным способом в килограммах:  =1,1,
=1,1,  =13,
=13,  =51,94,
=51,94,  =0,31,
=0,31,  =51,63,
=51,63,  =2,58,
=2,58,  =19,4,
=19,4,  =49;
=49;
для оценки показателя качества отходов получаем выражение
 ,
,
где и - массовые доли показателя качества (содержание или компонента в латуни, или суммы регламентируемых компонентов в ней) - результаты химического анализа проб от корольков металла и фракции минус 0,3 мм;
- абсолютное значение погрешности испытаний согласно п.6.8.
Если показателем качества является сумма компонентов сплава, абсолютное значение погрешности испытаний вычисляют по формуле
 ,
,
где  - погрешности определения отдельных компонентов (показателей качества), регламентируемых ГОСТ 1639 для отходов латуни;
- погрешности определения отдельных компонентов (показателей качества), регламентируемых ГОСТ 1639 для отходов латуни;
 - количество регламентируемых компонентов (химических элементов).
- количество регламентируемых компонентов (химических элементов).
Другие показатели качества определяем по формулам 14-17 аналогично рассмотренному в примере 1 п.5.
4. Если корольки цветного металла в одной из фракций (минус 0,3 мм или плюс 0,3 мм) отсутствуют, в формуле 6 один из коэффициентов ( или ) равен нулю и расчеты существенно упрощаются.
 или
или  .
.
Личный кабинет:
доступно после авторизации Задержаны чиновники из донского Минтранса Виталий Кушнарев и Дмитрий...
Задержаны чиновники из донского Минтранса Виталий Кушнарев и Дмитрий...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке