
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
17
09
апреля
26
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ПРАВИЛА ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ
МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ МАРТЕНОВСКИХ ЦЕХОВ
УТВЕРЖДЕНЫ Начальником Черметремонта Минчермета СССР 21 марта 1977 г. Н.А.Рыженко
Правила подготовлены Всесоюзным научно-исследовательским институтом механизации труда в черной металлургии и ремонтно-механических работ (ВНИИмехчермет).
Работу выполнили: В.И.Дубов (ответственный исполнитель), В.М.Натыкин.
Графические и копировальные работы выполняли: М.С.Серышева, Л.А.Крючкова, З.А.Брауде, Ж.Н.Суббот.
Большую помощь и содействие при разработке Правил технической эксплуатации (ПТЭ) оказали работники металлургических предприятий: Днепровского завода им. Дзержинского - Портной И.Р., Ждановского завода им. Ильича - Минковский Я.М., ММК - Волков А.П., Криворожстали - Галюк В.П., Минчермета СССР - Гринберг Е.И., Томашев Л.А., Калиничев И.А., Криволапов Н.С.
В правилах рассмотрены конструктивные особенности и принцип действия механического оборудования, приведены общие положения и даны правила по технической эксплуатации машин, механизмов и устройств мартеновских цехов. Для каждого вида оборудования, в том числе типовых деталей и узлов, правила содержат указания, которые необходимо выполнять ремонтному и эксплуатационному персоналу при проведении профилактических осмотров, уходе и надзоре за оборудованием во время его эксплуатации, а также при проведении ревизии и ремонтов. Приведен большой иллюстративный материал.
АННОТАЦИЯ
Рассмотрены общие положения и приведены правила по технической эксплуатации механического оборудования мартеновских цехов, в том числе типовых деталей и узлов механического оборудования. Внедрение настоящих Правил на металлургических заводах будет способствовать правильной эксплуатации и улучшению ухода за оборудованием, повышению качества ревизий и ремонтов и сокращению внеплановых простоев оборудования. В процессе подготовки Правил учтены замечания ряда металлургических предприятий.
Всесоюзный научно-исследовательский проектно-конструкторский институт механизации труда в черной металлургии и ремонтно-механических работ (ВНИИмехчермет) 1979 г.
ВВЕДЕНИЕ
Важной задачей в неуклонном повышении производительности труда и увеличении объема производства во всех отраслях народного хозяйства является обеспечение нормальной и бесперебойной работы действующего оборудования.
Это достигается при условии правильной эксплуатации оборудования, тщательного регламентированного надзора и ухода за агрегатами и механизмами, а также своевременного и качественного проведения планово-предупредительных ремонтов.
Настоящие Правила, переработанные и дополненные, определяют круг работ инженерно-технических работников, рабочих технологического, дежурного и ремонтного персонала, осуществляющих эксплуатацию, надзор, уход и ремонты механического оборудования мартеновских цехов.
Для каждого вида оборудования в Правилах даются соответствующие указания по проведению:
а) эксплуатации и обслуживания машин и механизмов в период их работы;
б) профилактических осмотров при приемке смены;
в) периодических осмотров, осуществляемых инженерно-техническими работниками;
г) плановых ревизий и ремонтов оборудования.
В Правилах рассматривается современное напольное оборудование, получившее широкое распространение в мартеновских цехах с печами большой емкости 400-900 т.
Правила технической эксплуатации наиболее часто встречающихся в оборудовании мартеновских цехов типовых механизмов (редукторов, тормозов), узлов (подшипников, соединительных муфт, уравнительных блоков) и деталей (крепежных, шпоночных соединений) выделены в отдельный раздел во избежание повторения и для облегчения пользования Правилами.
Положения и указания по приемке смен, надзору, уходу, эксплуатации и ремонтам оборудования, являющиеся общими для всех машин и механизмов, а также положения, определяющие порядок пользования и ответственность за соблюдение настоящих Правил, сведены в раздел "Общие положения".
В Правилах не рассматриваются вопросы эксплуатации электромостовых грузоподъемных кранов и оборудования централизованных систем смазки, так как они приведены в специальных книгах "Правила технической эксплуатации подъемных кранов" (Металлургиздат, 1957) и "Правила технической эксплуатации централизованных систем густой и жидкой смазки" (Металлургиздат, 1959).
Правила разработаны на основе опыта передовых металлургических заводов с использованием ранее выпущенных ПТЭ, инструкций по эксплуатации и чертежей заводов-изготовителей, материалов НИИАчермет по обследованию и анализу уровня эксплуатации и проведения ремонтов механического оборудования на различных заводах отрасли, а также данных научно-технической литературы.
I. ОБЩИЕ ПОЛОЖЕНИЯ
§ 1. Правила технической эксплуатации механического оборудования мартеновских цехов обязательны для всего эксплуатационного, дежурного, ремонтного и инженерно-технического персонала, связанного с эксплуатацией, уходом, надзором и ремонтом оборудования этих цехов.
§ 2. Каждый работник металлургического предприятия, осуществляющий эксплуатацию, уход, надзор и ремонт механического оборудования мартеновских цехов обязан изучить данные Правила, беспрекословно и четко выполнять их.
§ 3. За нарушение настоящих Правил и невыполнение их требований на виновных в зависимости от характера нарушений накладываются взыскания.
§ 4. Ответственность за строгое соблюдение Правил и исправное содержание оборудования несут:
а) начальник цеха и его заместитель по технологии, начальники смен, помощник (заместитель) начальника цеха по оборудованию, механик цеха - за состояние всего оборудования цеха;
б) производственные мастера, мастера по ремонту оборудования и механики (старшие мастера) участков, бригадиры дежурных слесарей - за оборудование на участке цеха, за который они отвечают;
в) дежурные и ремонтные слесари, машинисты, операторы, сталевары, разливщики, газовщики, водопроводчики и другие лица, осуществляющие эксплуатацию, уход, надзор и ремонт оборудования - за оборудование и участки, на которых они работают или которые они обслуживают.
§ 5. Контроль за соблюдением настоящих Правил и содержанием оборудования в надлежащем состоянии возлагается на директора, главного инженера и главного механика предприятия, начальника цеха, его помощника (заместителя) по оборудованию и механика цеха.
§ 6. Наряду с соблюдением Правил технической эксплуатации механического оборудования весь персонал, обслуживающий и ремонтирующий оборудование, обязан знать и выполнять действующие правила по технике безопасности и охране труда, промышленной санитарии и противопожарной технике.
§ 7. Все вновь разрабатываемые инструкции и другие руководящие указания, относящиеся к эксплуатации, уходу, надзору и ремонтам оборудования должны строго соответствовать требованиям настоящих Правил.
§ 8. К управлению механизмами, а также к работе по уходу, надзору, обслуживанию и ремонту оборудования могут быть допущены лица:
а) в возрасте не менее 18 лет и признанные медицинской комиссией годными для выполнения данной работы;
б) имеющие образование не менее восьми классов средней школы и обладающие необходимыми знаниями и производственными навыками по выполнению данной работы;
в) усвоившие производственно-технические инструкции и правила технической эксплуатации обслуживаемых ими механизмов;
г) имеющие удостоверение на право работы по данной профессии;
д) прошедшие инструктаж и усвоившие правила по технике безопасности и противопожарной технике.
§ 9. Знание Правил технической эксплуатации инженерно-техническим, эксплуатационным, дежурным и ремонтным персоналом ежегодно проверяется специальной комиссией, а также всякий раз при переходе на другую работу.
§ 10. Для содержания оборудования в исправном и работоспособном состоянии необходимо:
а) тщательно осматривать оборудование при передаче смен и устранять обнаруженные при этом дефекты и неисправности.
Для осмотров оборудования должно отводиться время, определенное в приказах по цеху;
б) обслуживать оборудование в течение смены;
в) инженерно-техническому персоналу ремонтной службы и руководству ремонтной службы цеха периодически проверять состояние оборудования;
г) периодически проводить ревизии и ремонты оборудования.
§ 11. Осматривать оборудование при передаче смен обязаны сталевары, машинисты, операторы, миксеровые, разливщики и другие лица эксплуатационного персонала, а также дежурные и ремонтные слесари по закрепленным за ними распоряжением по цеху участкам.
§ 12. Передача смен должна проходить в следующем порядке:
а) по окончании смены, рабочий, сдающий смену, обязан записать в журнал приемки-сдачи смен данные о состоянии обслуживаемого оборудования, всех работах, выполненных в течение смены, неисправностях, которые были обнаружены, продолжительности и характере простоев оборудования и мерах, принятых для их устранения, нарушениях настоящих Правил;
б) каждый принимающий смену вместе со сдающим осматривает обслуживаемое оборудование, устраняя обнаруженные неисправности, после чего докладывает своему мастеру (бригадиру) о том, что смена принята и в каком состоянии находится оборудование;
в) неисправности, обнаруженные при приемке смены и не записанные в журнале сдающим смену, записывает рабочий, принимающий смену.
В случае обнаружения неисправностей, при которых работа оборудования запрещается, рабочий, принимающий смену, сообщает об этом механику цеха и начальнику смены, а в ночное время - начальнику смены (оборудование может быть допущено в работу только после полного устранения неисправностей и получения разрешения бригадира на пуск);
г) при передаче смен следует выделять основное технологическое оборудование, которое осматривается ежесменно как эксплуатационным, так и дежурным ремонтным персоналом, и вспомогательное, которое осматривается периодически, но не реже одного раза в неделю.
К основному технологическому оборудованию относятся: мартеновские печи, установка испарительного охлаждения, миксер, напольно-завалочная машина, заправочная машина, бункера для подсыпки порогов, оборудование шлакоуборки под печами, переводные устройства, вентилятор дутьевой, сталеразливочные ковши, шлаковозы, механизмы дистанционного управления стопорами сталеразливочных ковшей, машины для скачивания шлака, машины чистки и смазки изложниц, стационарные машины для выталкивания слитков.
К вспомогательному оборудованию относятся: торкрет-машина, установка для подачи ферросплавов в сталеразливочный ковш, толкатель реечный, конвейеры ленточные, отдельно стоящие смесители, растворомешалки, лебедки для подъема заслонок и фурм (осматривается дежурными слесарями и электриками);
д) передача смены подтверждается в журнале приемки-сдачи смен подписями лиц, принимающих и сдающих смену, после чего смена считается принятой.
§ 13. При осмотрах оборудования во время передачи смен необходимо:
а) проверять состояние деталей, узлов и механизмов, в работе которых в предыдущую смену были обнаружены неисправности (обнаруженные неисправности по возможности устранить);
б) определять нет ли ударов в муфтах, возникающих в результате выработки деталей (в конце предыдущей смены); состояние пальцев и колец (резиновых или кожаных) втулочно-пальцевых муфт; в зубчатые муфты при повышенном нагреве их - залить масло;
в) определять по характеру шума состояние ответственных зубчатых зацеплений и редукторов, а также наличие ненормальных вибраций и толчков в элементах привода;
г) проверять исправность смазочных устройств, наличие в них смазочного материала;
уровень смазки в редукторах и ответственных зубчатых зацеплениях;
отсутствие утечек масла;
д) проверять крепление муфт, редукторов, станин, опорных подшипников, рычагов на валах, оседержателей, контргрузов, звездочек, шестерен открытых передач, уравнительных блоков и других деталей и узлов, обратив особое внимание на крепление узлов и деталей, ослабление которых при работе может вызвать остановку или аварию оборудования;
е) убедиться в исправности действия пусковых, блокировочных устройств, систем сигнализации (при необходимости произвести их регулировку);
ж) проверять чистоту оборудования и рабочего места (очистить оборудование от окалины и грязи);
з) проверять наличие и исправность инструмента и приспособлений, наличие запасных деталей (там, где они должны быть) и исправность защитных ограждений.
§ 14. Механик цеха (участка) и мастер-технолог обязаны ежесуточно проверять записи в журналах приемки и сдачи смен и принимать меры по устранению неисправностей оборудования.
§ 15. Эксплуатационный и дежурный персонал обязан вести ежесменное текущее обслуживание агрегатов и механизмов в определенной последовательности, установленной помощником (заместителем) начальника цеха по оборудованию и утвержденной начальником цеха.
§ 16. Эксплуатационный и дежурный персонал в течение смены обязан:
а) содержать оборудование и рабочие места в чистоте (очистку оборудования обязан проводить эксплуатационный персонал);
б) контролировать поступление смазочных материалов к узлам трения механизмов, оборудованных централизованными системами густой и жидкой смазки;
смазывать узлы трения, оборудованные индивидуальными приборами, смазочными материалами назначенного сорта по установленному режиму;
в) следить за непрерывным поступлением воды, пара для охлаждения деталей и сжатого воздуха или масла к исполнительным цилиндрам (или к другим рабочим органам);
г) вести систематическое наблюдение за работой механизмов в течение смены, проверяя при этом показания контрольно-измерительных приборов, степень нагрева узлов трения машин, характер шума, наличие масла в ваннах картерных систем;
д) проверять надежность болтовых, шпоночных, клиновых заклепочных и других видов соединений и креплений деталей (узлов);
е) осматривать стальные канаты, цепи, проверять и регулировать их натяжение, следить за наличием и исправностью ограждений;
ж) устранять неисправности и неполадки, обнаруженные в работе оборудования, используя для этой цели всякого рода остановки;
з) подготавливать запасные узлы и детали для обслуживаемого оборудования.
§ 17. Рабочие эксплуатационного персонала обязаны выполнять ремонтные работы по устранению неисправностей, появляющихся при работе обслуживаемого ими оборудования, для чего необходимо иметь нужный инструмент и запасные части. В том случае, если работники эксплуатационного персонала не в состоянии самостоятельно ликвидировать неисправность, следует вызвать для этой цели бригадира дежурных слесарей или дежурного слесаря участка. При обнаружении неисправности, которая может повлечь за собой длительный простой агрегата, машины, необходимо поставить в известность об этом механика цеха (участка), а в его отсутствие - начальника смены; агрегат или машину остановить и устранить неисправность.
§ 18. Ремонтный персонал, кроме проведения ремонтов, обязан в соответствии с графиками периодически осматривать оборудование закрепленного за ним участка. Обнаруженные при осмотре дефекты и неисправности, которые нарушают нормальную работу оборудования или могут вызвать его остановку, должны быть устранены.
§ 19. Инженерно-технический персонал ремонтной службы цеха обязан периодически проверять техническое состояние оборудования. Проверку проводить согласно графику, утвержденному главным механиком (инженером) завода.
Оборудование должны осматривать:
а) помощник (заместитель) начальника цеха по оборудованию - не реже одного раза в месяц;
б) механик цеха - не реже двух раз в месяц;
в) механик участка, мастер - еженедельно.
При этом результаты проверки необходимо записывать в агрегатные журналы с указанием обнаруженных дефектов и неисправностей со сроком их устранения.
§ 20. Ревизии и ремонты оборудования необходимо производить в сроки, предусмотренные графиком планово-предупредительных ремонтов, утвержденным главным инженером завода.
При проведении ревизий и планово-предупредительных ремонтов оборудования необходимо:
а) проводить частичную или полную разборку механизмов и их отдельных узлов в соответствии с установленной периодичностью;
б) очищать, промывать и протирать масляные ванны и детали разбираемых узлов;
в) устанавливать степень износа деталей, способы и сроки их ремонта или замены;
г) проводить проверку геометрических осей разбираемых основных механизмов и машин;
д) прочищать смазочные канавки, сопла и маслораспределительные коллекторы;
е) проверять состояние уплотнений и заменять негодные;
ж) проверять состояние трубопроводов и шланговых соединений магистралей воды, пара, смазки и сжатого воздуха; негодные трубы, соединительные детали и шланги заменять;
з) проверять состояние сварных швов; дефектные места их расчищать и заваривать;
и) осуществлять проверку состояния и ремонт тормозов, зубчатых передач, редукторов, муфт, пневматических цилиндров, подшипников скольжения и качения, болтовых и шпоночных соединений в соответствии с Правилами технической эксплуатации типовых деталей и узлов (см. раздел III);
к) добавлять и заменять смазочные материалы в емкостных системах;
л) после сборки узлов и механизмов проводить регулировку и опробование их;
м) персонал, проводивший ревизию или ремонт оборудования, обязан после окончания ремонтных работ очистить оборудование и рабочие площадки от мусора и грязи, убрать инструмент, детали и другие посторонние предметы.
§ 21. Эксплуатационный, дежурный и ремонтный персонал должен содержать контрольно-измерительную аппаратуру в соответствии с действующими инструкциями цеха контрольно-измерительных приборов (КИП). Обслуживание и ремонт электроконтактных термометров, осциллографов и других приборов осуществляются цехом КИП.
§ 22. При передаче смен, текущем обслуживании, периодических осмотрах, ревизиях и ремонтах оборудования необходимо соблюдать действующие на заводе бирочную систему и систему нарядов-допусков.
§ 23. Запрещается работа агрегатов, механизмов и машин, у которых износ деталей превышает величину, допустимую настоящими Правилами.
§ 24. Перед остановкой агрегатов на ремонт эксплуатационный персонал обязан подготовить агрегат по чистоте и сдать его ремонтному персоналу.
§ 25. Приемка оборудования в ремонт, проведение ремонта и сдача в эксплуатацию после окончания ремонтных работ производится в соответствии с Положением о ППР (ВНИИОчермет, г.Харьков. 1973 г.).
МИКСЕР
Миксер служит для временного хранения запаса жидкого чугуна, а также для выравнивания его химического состава, температуры и частичного удаления вредных примесей.
Выдача жидкого чугуна из миксера (рис.1а, б) осуществляется поворотом его вокруг горизонтальной оси. При этом кольца 1 миксера перекатываются по роликам 2, передающим нагрузку дугообразным опорам 4, которые установлены на фундаменте. Оси роликов закреплены в щеках 3 оседержателями, а щеки соединены между собой распорными болтами.
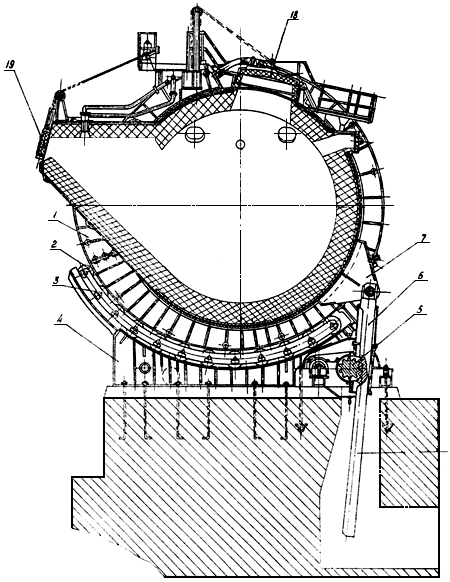
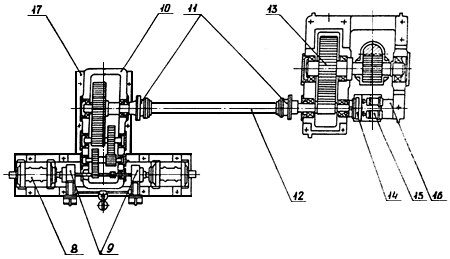
Рис.1б. Механизм поворота миксера
Механизм поворота состоит из зубчатой рейки 6, шарнирно соединенной с проушиной 7 миксера и приводимой в движение при помощи шестерни 5 цилиндрической зубчатой передачи 13, редуктора 10 и электродвигателей 8, один из которых резервный. Редуктор соединен с электродвигателями муфтами с тормозным шкивом для колодочных тормозов 9. Выходной вал редуктора и вал малой шестерни зубчатой передачи соединены с промежуточным валом 12 зубчатыми муфтами 11.
Командоаппарат 15 соединен с валом малой шестерни через кинематический редуктор 14. Вал зубчатой передачи на вал шестерни, входящей в зацепление с рейкой, опираются на подшипники скольжения, корпуса которых установлены на раме 16. Электродвигатель и редуктор смонтированы на раме 17.
Механизм поворота миксера снабжен устройством для ручного растормаживания тормозов на случай аварийного отключения напряжения.
Открывание и закрывание крышек 18, 19 заливочного отверстия и носка осуществляется с помощью специальных механизмов, один из которых установлен на уровне фундамента привода миксера, а другой - на площадке на верху миксера.
Механизм открывания крышки заливочного отверстия состоит из электродвигателя, червячного редуктора, тормоза и барабана с канатом. Электродвигатель соединен с редуктором зубчатой муфтой с тормозным шкивом для колодочного тормоза. На выходном валу редуктора насажена малая шестерня зубчатой передачи. Колесо этой передачи закреплено на барабане, вал которого опирается на подшипники качения.
Канат одним концом закреплен на барабане, а другим соединен через систему блоков с цепью, которая прикреплена к крышке. Путевой выключатель соединен с выходным валом редуктора через кинематический редуктор.
Механизм открывания крышки носка состоит из электродвигателя, соединенного с цилиндрическо-червячным редуктором муфтой, полумуфта которой служит тормозным шкивом колодочного тормоза. На выходном валу редуктора насажен барабан для каната, соединенного через систему блоков с цепью, которая крепится к крышке. Путевой выключатель соединяется с выходным валом редуктора.
Для подачи воздуха к газовым горелкам обогрева миксера установлен вентилятор.
Смазка редукторов и зубчатых муфт - жидкая, заливаемая в картеры; подшипников зубчатой передачи и шестерни рейки, а также шарнира, направляющей рейки и подшипников вентилятора - густая, от системы централизованной смазки.
Уход, надзор за механизмами поворота миксера и открывания крышек
§ 26. Приемку смены проводить согласно указаниям §§ 11-13 "Общих положений".
§ 27. Кроме того, при приемке смены проверить:
а) состояние тормозов и их регулировку, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III);
б) нет ли застывших капель чугуна и шлака на деталях механизмов поворота и открывания крышек; при наличии застывших капель удалить их;
в) крепление подшипников механизма поворота и их нагрев; обнаруженные дефекты устранить;
г) нет ли посторонних предметов на поверхности катания роликов опоры миксера;
д) не замусорен ли приямок рейки;
е) состояние и наличие предохранительных кожухов и ограждений; имеющиеся недостатки устранить;
ж) исправность работы командоаппарата и путевых выключателей; пользоваться механизмами при неисправных командоаппарате и путевых выключателях запрещается.
§ 28. В течение смены:
а) проверять обеспеченность смазкой роликов опор, подшипников и рейки механизма поворота и при необходимости добавлять смазку;
б) проверять уровень масла в редукторах, ваннах зубчатых передач и при необходимости доливать его;
в) своевременно очищать механизм поворота от загрязнений и застывших капель чугуна и шлака;
г) проверять действие тормозов и осуществлять регулировку их;
д) проверять состояние рейки и шестерни, сопрягающейся с ней, а также шарнирное соединение рейки (нет ли повреждений на зубьях, зашплинтована ли ось шарнира и др.);
е) не реже одного раза в неделю тщательно продувать и очищать от пыли и грязи роликовую опору, ролики и приямок рейки;
ж) не реже одного раза в неделю тщательно проверять состояние и степень затяжки болтов крепления крышек бочки и заслонок миксера;
з) осуществлять уход и надзор за муфтами, подшипниками, зубчатыми передачами, болтовыми и шпоночными соединениями согласно указаниям ПТЭ типовых деталей и узлов (раздел III).
§ 29. Периодические осмотры миксера производить в соответствии с §§ 16-19.
Ревизия и ремонт механизмов поворота миксера и открывания крышек
§ 30. Ревизию и ремонт механизма поворота миксера проводить не реже одного раза в три месяца; ревизию и ремонт с полной разборкой узлов производить при замене футеровки, но не реже одного раза в год.
§ 31. При ревизии:
а) проверить состояние шарнирного соединения рейки с проушиной; ось шарнира, изношенную более чем на 5% по диаметру, заменить;
б) проверить состояние рейки и шестерни, сопрягающейся с ней: не погнута ли рейка, нет ли трещин и задиров на ее направляющих.
При наличии на зубьях рейки или шестерни трещин, отколов или износа их по толщине более чем на 30% (считая по начальной окружности) рейку и шестерню заменить;
в) проверить износ втулок и осей опорных роликов; при износе втулок свыше 25-30% по толщине и осей на 5-7% по диаметру втулки и оси заменить;
г) проверить состояние опорных роликов, распорных болтов и щек обоймы роликов; имеющиеся дефектные распорные болты заменить, ролики должны иметь одинаковый размер по диаметру;
д) осмотреть барабаны, блоки, канаты, цепи механизмов открывания крышек.
Барабаны и блоки подлежат замене: при уменьшении толщины стенки ручьев блоков более чем на 30-35% первоначальной толщины;
при уменьшении толщины стенки барабана более чем на 20% номинальной толщины;
при износе поверхности ручья (желоба) по оси блока на величину свыше 25% диаметра каната;
при обнаружении трещин по цилиндрической поверхности или ступицах барабана и блоков;
при частичном изломе реборды;
канаты менять по износу, предусмотренному нормами Госгортехнадзора для кранов общего назначения;
цепи менять при износе звеньев в местах соединения свыше 10-15% первоначального размера;
е) проверить редукторы, соединительные муфты, тормоза, зубчатые передачи, подшипники, болтовые и шпоночные соединения, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III);
ж) проверить состояние смазочной системы; имеющиеся дефекты устранить;
з) проверить исправность командоаппарата и путевых выключателей.
ЧУГУНОВОЗ
Чугуновозы предназначены для перевозки жидкого чугуна от доменных печей в мартеновский цех, а в пределах цеха - от миксера к печам.
Чугуновоз (рис.2) состоит из ковша 1, рамы 2 и двух ходовых тележек 4. Ковш выполнен в виде сварного кожуха 7, футерованного внутри огнеупорным кирпичом. К кожуху приварены две стальные щеки 8. Каждая щека имеет три цапфы и две лапы. Нижние цапфы 11 служат опорой ковша на раме, а верхние цапфы 9 предназначены для подъема ковша краном. Лапы 10 служат опорой ковша при опрокидывании его на стенде разливочной машины. К нижней части корпуса ковша крепятся проушины 12 для валика, за который цепляется крюк заливочного крана или крюк кантовального устройства. Рама чугуновоза состоит из двух лафетов 6, жестко соединенных изогнутыми балками 5, и оборудована автосцепкой 3.
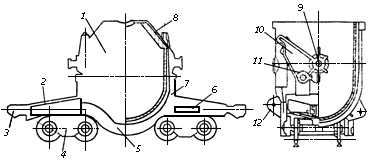
Рис.2. Чугуновоз
Тележки чугуновоза (рис.3) - двухосные. Каждая тележка состоит из двух боковых балок 3, соединенных шкворневой балкой 4, опирающейся на комплект спиральных пружин 6, установленных на боковых балках. Оси скатов вращаются на подшипниках качения 8, буксы 7 которых герметически закрыты. Рама чугуновоза двумя подпятниками 1, опирается на подпятники 2, закрепленные на шкворневых балках. Секторы 5 служат дополнительными опорами для рамы при движении на закругленных участках пути.
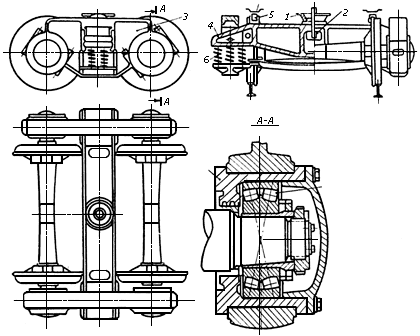
Рис.3. Тележка чугуновоза
Смазка букс тележки чугуновоза - густая консистентная, подпятников и секторов - жидкая.
Уход и надзор за чугуновозами при эксплуатации
§ 32. Чугуновозы, находящиеся в работе, подлежат ежесуточному осмотру.
§ 33. Запрещается пускать в работу чугуновозы, если при осмотре обнаружен один из следующих дефектов:
а) трещины в сварочных швах кожуха ковша и на лапах щек;
б) срезанные или ослабленные заклепки в креплении щек и проушин к кожуху;
в) усталостные трещины или задиры на цапфах ковша, а также износ цапф сверх допустимого;
г) поврежденная футеровка (вспучивание, выпадание кирпичей) или чрезмерный износ ее;
д) настыли в горловине ковша или на поверхности кожуха;
е) изгиб проушины или валика кантовочного устройства;
ж) сквозная трещина или надлом на изогнутых бочках рамы, на шкворневой балке или на боковых балках тележек;
з) отклонение зазора между скользунами тележки и рамой от предельных значений (менее 4 мм и более 10 мм);
и) неисправность автосцепки;
к) трещины на поверхности катания, ступице, диске или гребнях ходовых колес, отколы на гребне; износ ходовых колес по поверхности катания свыше допустимой нормы;
л) повреждение букс и рессорных пружин;
м) настыли и брызги чугуна или шлака на лафетах или раме чугуновоза.
§ 34. При эксплуатации ковшей соблюдать следующие правила:
а) подавать под налив только сухие ковши, очищенные от мусора;
б) устанавливать ковш под налив так, чтобы струя жидкого чугуна была направлена в центр днища ковша;
в) при наполнении чугуном ковш не доливать на 200-300 мм до верхней кромки;
г) после наполнения ковша забрасывать коксик на поверхность чугуна;
д) после каждого слива чугуна освобождать ковш от остатков чугуна и графита и тщательно очищать горловину ковша от настылей, а кожух, раму тележки - от застывших брызг; проверять состояние футеровки ковша, при неудовлетворительном состоянии футеровки ковш к эксплуатации не допускать.
§ 35. Не реже одного раза в месяц добавлять смазку в буксы осей тележек, снабженных подшипниками качения, и не менее двух раз в неделю - в буксы с подшипниками скольжения.
§ 36. Скорость движения чугуновозов с жидким чугуном у печей на переездах и стрелочных переводах не должна превышать 5 км/час, а на других участках 10-15 км/час. Допускаемую скорость движения устанавливает в указанных пределах каждый завод в зависимости от сложности эксплуатационной схемы путевого развития.
§ 37. Не допускается резкое торможение при остановках состава чугуновозов.
§ 38. Не допускается подъезд для сцепления с чугуновозом, наполненным жидким чугуном, со скоростью более 3 км/час.
§ 39. Не допускается передвижение чугуновозов с жидким чугуном при отсутствии сопровождающего лица.
§ 40. Уход и надзор за муфтами, зубчатыми передачами, редукторами и шпоночными соединениями выполнять согласно указаний ПТЭ типовых деталей и узлов (раздел III).
Ревизия и ремонт чугуновозов
§ 41. Ревизию ковша проводить при ремонте футеровки; ревизию тележек осуществлять один раз в 3-6 месяцев.
При ревизии необходимо проверять:
а) нет ли трещин в сварных швах кожуха, повреждений в соединениях кожуха с щеками, состояние и крепление проушин к кожуху ковша. При наличии указанных дефектов ковш эксплуатировать запрещается;
б) состояние цапф и лап ковша для выявления усталостных трещин. Проверку цапф проводить ультразвуковым дефектоскопом не реже 1 раза в год, для проверки лап применять промывку керосином с последующим просушиванием и окраской раствором мела в воде.
При замене втулок вместе с ультразвуковой дефектоскопией обязательно проводить цветную дефектоскопию опасного сечения цапф (раствором каолина в воде);
в) не реже 2-х раз в год замерять диаметр цапф под крюк крана. Результаты замера заносить в агрегатный журнал. Эксплуатация ковшей с износом цапф по диаметру свыше 10% первоначального размера запрещается.
§ 42. При ревизии рамы и тележек проверить:
а) нет ли трещин в балках рамы и ее креплении к лафетам, исправность лафетов;
б) нет ли повреждений и трещин в боковых и шкворневых балках тележек;
в) нет ли лопнувших и осевших пружин амортизационного устройства; дефектные детали отремонтировать или заменить;
г) замерить зазор между скользунами и рамой и при необходимости провести регулировку (см. § 33, п."з").
§ 43. Раскрыть крышки букс, проверить состояние букс, уплотнений, зажимных втулок подшипников и в случае необходимости отремонтировать дефектные детали или заменить их. Смазку подшипников заменить. Ревизию подшипников тележек проводить в соответствии с указаниями ПТЭ типовых деталей и узлов.
§ 44. При ревизии автосцепки проверить шаблоном положение головки автосцепки, проверить автосцепку по центрам, отрегулировать замки; проверить нет ли трещин в загибах большого и малого зубьев, в маятниковых подвесках центрирующего прибора, в тяговом хомуте и в стаканах фрикционного аппарата; нет ли излома пружин фрикционного аппарата. Имеющиеся дефекты устранить.
§ 45. При ревизиях колесных пар необходимо проверить шаблоном износ гребня и поверхности катания, а также состояние колес и осей.
Колесные пары подлежат замене, если имеется хотя бы одна из следующих неисправностей:
а) поперечная трещина в любой части оси;
б) задиры на шейке оси (при подшипниках скольжения);
в) протертый участок глубиной 2,5 мм и более на оси;
г) трещина в бандаже или ободе, диске, ступице колеса;
д) ослабление бандажа на ободе или оси, в ступице колеса;
е) раковина на поверхности катания бандажа или цельнокатанного колеса;
ж) выщербина на поверхности катания колеса или бандажа длиной больше, чем это установлено МПС;
з) износ по поверхности катания более 9 мм;
и) сработка гребня до толщины менее 22 мм, измеренной на расстоянии 18 мм от вершины гребня;
к) износ обода цельнокатанного колеса допускается до толщины 30 мм.
§ 46. Зубчатые передачи, редукторы, муфты, тормоза, подшипники, болтовые и шпоночные соединения проверять, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III).
ЭЛЕКТРОВОЗ
Электровоз в мартеновских цехах служит для транспортировки чугуновозов от миксера к мартеновским печам.
Электровоз (рис.4.) состоит из кузова и ходовой части. Кузов выполнен сварным и включает кабину 1 для машиниста и два отделения 2, в которых расположена электрическая аппаратура и вспомогательное оборудование. Ходовая часть состоит из двухосных тележек 3. Рама кузова снабжена автосцепками 4 и буферными устройствами.
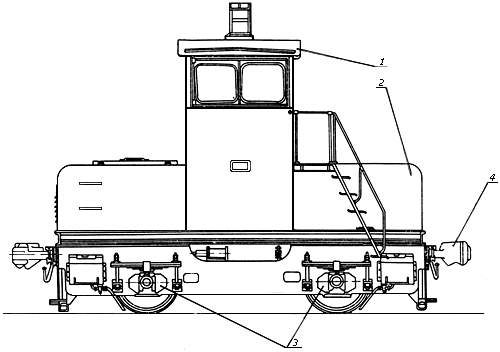
Рис.4. Электровоз
Электровоз оборудован четырьмя тяговыми электродвигателями; передача мощности от каждого из них осуществляется через двухступенчатый редуктор. Для охлаждения электродвигателей установлено два вентилятора. Оси ходовых тележек снабжены односторонними тормозными колодками с пневматическим приводом, а одна из тележек также ручным тормозом. Подача воздуха осуществляется одноступенчатыми поршневыми компрессорами с автоматическим включением от регуляторов давления. Буксовые опоры осей выполнены на роликоподшипниках.
Уход и надзор за электровозом при эксплуатации
§ 47. Приемку смены производить согласно указаний § 11-13.
§ 48. При приемке смены:
а) проверить давление воздуха в магистралях и состояние тормозной системы (нет ли поврежденных колодок, плотность их прилегания, нет ли утечек воздуха);
б) проверить состояние и исправность автосцепных устройств;
в) проверить, не греются ли подшипники компрессоров, вентиляторов и редукторов;
г) опробовать электровоз вхолостую, следя за тем, чтобы при работе не было стука, необычного шума, вибраций.
§ 49. В течение смены:
а) проверять уровень масла в редукторах приводов и картерах компрессоров, своевременно смазывать узлы трения электровоза;
б) следить за давлением воздуха в тормозной системе, не допуская падения давления ниже 2 ати; частое включение компрессора (даже при стоянке электровоза) указывает на наличие утечки воздуха;
в) не реже двух раз в смену продувать воздухосборники и водоотделители;
г) следить за состоянием ходовых колес электровоза; нет ли отколов, трещин, ослабления посадки колес;
д) проверять, не нагреваются ли чрезмерно узлы трения электровоза;
е) уход и надзор за болтовыми и шпоночными соединениями, подшипниками, редукторами, муфтами электровоза производить согласно указаниям ПТЭ типовых узлов и деталей.
§ 50. При движении следить, чтобы по пути следования состава не было людей и посторонних предметов; при трогании с места давать предупредительный сигнал.
§ 51. Не допускается подъезд для сцепления к чугуновозам с жидким чугуном со скоростью, превышающей 3 км/час. Передвижение состава и остановку его производить плавно, без толчков.
§ 54*. Не допускается переключение на обратный ход до полной остановки электровоза.
________________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
§ 53. При движении состава соблюдать ПТЭ железнодорожного транспорта и местные инструкции по движению внутрицехового или внутризаводского транспорта.
§ 54. Не допускается эксплуатация электровозов при наличии одного из следующих видов неисправностей или повреждений:
а) отсутствие или неисправность манометра, показывающего давление воздуха в тормозной системе;
б) наличие стука или необычного шума при работе;
в) неисправность автосцепного устройства;
г) отсутствие или повреждения звукового воздушного сигнала;
д) неисправность ходовой части - ослабление посадки бандажа или колеса на оси; откол на гребне ходового колеса; наличие трещин на поверхности катания, гребне либо ступице одного из ходовых колес, повреждение одной из букс;
е) повреждение или неисправность тормозного устройства.
§ 55. Периодические осмотры электровозов производить в соответствии с указаниями §§ 17, 18, 19.
Ревизия и ремонт электровозов
§ 56. Ревизию и ремонт электровозов производить согласно указаниям § 20 один раз в 6-8 месяцев.
§ 57. При ревизии:
а) проверить тормозную систему; заменить затвердевшие, обуглившиеся и изношенные сальниковые уплотнения и манжеты; ликвидировать утечку воздуха в воздухоподводящей сети; тормозные колодки, изношенные по толщине более чем на 50% по сравнению с первоначальным размером, заменить;
б) проверить по шаблону правильность установки горловины и замкодержателя автосцепки, осмотреть, нет ли трещин в собачке, загибах зубьев и маятниковых подвесках центрирующего прибора;
в) проверить по шаблону положение головки автосцепки, отклонение по высоте не должно превышать 50 мм на сторону;
г) проверить по шаблону износ гребня и поверхности катания ходовых колес; не допускаются к эксплуатации электровозы при наличии хотя бы в одном из ходовых колес износа бандажа или обода более 7 мм, сработке гребня до толщины менее 22 мм на расстоянии 18 мм от вершины гребня; откола части гребня, ослаблении посадки бандажа на центре или оси в ступице одного из колес; наличии трещин в бандаже (ободе), диске или ступице одного из колес;
д) провести ревизию и ремонт компрессорных установок электровоза;
е) проверить состояние роторов вентиляторов, крепление лопастей, погнутые и поврежденные лопасти, а также лопасти, у которых имеются трещины, - заменить; после ремонта роторы вентиляторов подвергать статической балансировке;
ж) ревизию и ремонт муфт, редукторов, зубчатых зацеплений, подшипников, болтовых и шпоночных соединений производить согласно ПТЭ типовых узлов и деталей.
§ 58. Кроме того, при ревизии и ремонте электровоза пользоваться инструкциями по эксплуатации и ремонту заводов-изготовителей.
НАПОЛЬНО-ЗАВАЛОЧНАЯ МАШИНА
Напольно-завалочная машина предназначена для загрузки в мартеновские печи шихтовых и добавочных материалов и для передвижения вдоль фронта печей состава тележек с мульдами. Кроме того, машина может использоваться при ремонтах печей, откачке шлака из печи, присадке флюсов, разравнивании шихты в ванне печи.
В современных мартеновских цехах эксплуатируются машины грузоподъемностью 7,5, 10, 15 т различных заводов-изготовителей. При подготовке настоящих Правил за основу взята машина производства Электростальского завода тяжелого машиностроения.
Устройство и принцип действия
Напольно-завалочная машина (рис.5а) состоит из моста 1 с порталом главного токосъемника 2, механизма передвижения 3 и тележки 4 с хоботом 5, передвигающейся по рельсам вдоль моста.
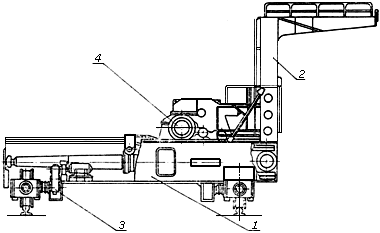
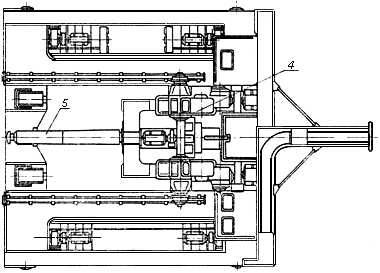
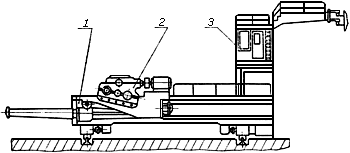
Рис.5б. Напольно-завалочная машина с дистанционным управлением
Мост напольно-завалочной машины (рис.6) состоит из двух главных балок сварной конструкции коробчатого сечения 1 и двух сварных концевых балок 2, соединенных между собой болтовым соединением. На передней и задней концевых балках установлено по два пружинных буфера, ограничивающих ход движения тележки.
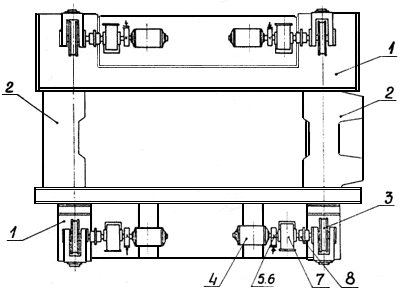
Рис.6. Мост напольно-завалочной машины
В последние годы на ряде металлургических заводов применяются напольно-завалочные машины с дистанционным управлением (рис.5б). Отличие этой машины от предшествующей состоит в том, что кабина машиниста 3 оборудована кондиционером и установлена не на тележке 2, а стационарно на торцевой задней балке металлоконструкции моста 1 под порталом.
При таком расположении кабины уменьшаются динамические нагрузки на электрооборудование и механизмы машины, создаются более благоприятные условия для управления и технического обслуживания машины.
Механизм передвижения моста
Мост машины (рис.6) опирается на четыре ходовых колеса 3. Каждое колесо имеет индивидуальный привод, состоящий из электродвигателя 4, тормоза 5, цилиндрического редуктора 7, соединенного с электродвигателем зубчатой муфтой с тормозным шкивом 6. Ось колеса соединяется с редуктором зубчатой муфтой 8. Приводы колес расположены на главных балках моста попарно с каждой стороны. Механизм передвижения моста в машинах старых конструкций представляет собой так называемую быстроходную трансмиссию (рис.7), т.е. механизм, у которого электродвигатель 1 непосредственно соединен муфтами 2 с трансмиссионным валом 3, снабженным тормозом 6. От трансмиссионного вала вращающий момент передается через цилиндрический редуктор 4 с помощью муфт на ходовые колеса 5.
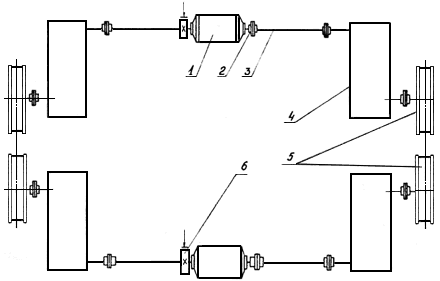
Рис.7. Механизм передвижения
Кроме того, некоторые машины имеют механизм передвижения с двумя редукторами (рис.8), где 1 - электродвигатель, 2 - тормоз, 3, 5 - муфты, 4, 6 - редукторы, 7 - ходовые колеса.
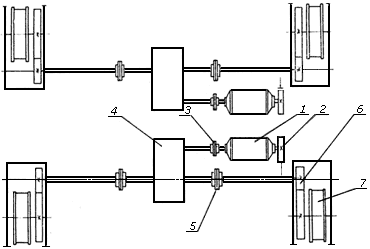
Рис.8. Механизм передвижения
Тележка
На стальной сварно-литой раме 1 тележки (рис.9), состоящей из двух сварных балок коробчатого сечения, жестко соединенных поперечными связями, смонтированы следующие механизмы:
механизм передвижения тележки 2, механизм качания хобота 3, стопорное устройство мульды с гидравлическим приводом 4, механизм вращения хобота 5.
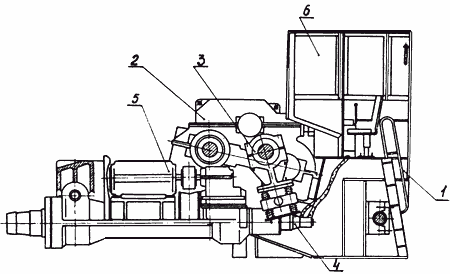
Рис.9. Тележка
На боковых сторонах рамы тележки установлены упоры, которые ограничивают смещение тележки от поперечных сил, возникающих при перевозке мульд.
На боковых сторонах рамы тележки укреплены два кронштейна, ограничивающие отрыв передних колес тележки от рельс при возникновении вертикальных сил. На верхней площадке рамы тележки располагается кабина и электрооборудование управления механизмами тележки 6.
Механизм передвижения тележки
Механизм передвижения тележки (рис.10) имеет четыре ходовых колеса, два из которых являются ведущими 1, а два - ведомыми 2. Ведущие колеса выполнены с ребордами, а ведомые - безребордные. Назначение ведомых (холостых) колес - удержание тележки от опрокидывания, для чего они заключены между верхними и нижними рельсами, смонтированными на раме моста. Ведущие колеса насажены на выходном валу редукторов механизма передвижения и механизма качания хобота. Ведущие колеса получают вращение от электродвигателя 3 и коническо-цилиндрического редуктора 4, соединенных между собой упругой муфтой 5 с тормозным шкивом 6.
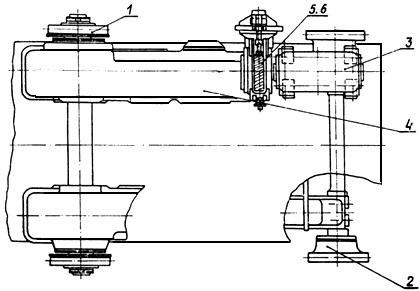
Рис.10. Механизм передвижения тележки
Механизм качания хобота
Для снятия мульды с мульдовой тележки и регулирования высоты подъема служит кривошипно-шатунный механизм качания хобота.
На рис.11 показана кинематическая схема механизма качания, который состоит из электродвигателя 1, соединенного с входным валом конического-цилиндрического редуктора 3 с помощью муфты 2. Зубчатое колесо 4 последней тихоходной пары насажено на коленчатом валу 5 кривошипно-шатунного механизма 6 качания хобота 7. Торможение или остановка осуществляется с помощью тормоза 8.
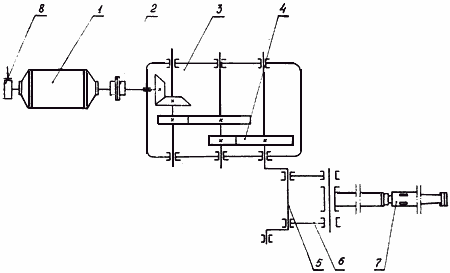
Рис.11. Механизм качания хобота
Механизм смонтирован на раме тележки завалочной машины (рис.12.). Коленчатый вал 2, получающий вращение от редуктора 1, соединен с шатуном 3 посредством разъемного корпуса. Колебания шатуна 3 передаются на раму мундштука хобота 6 с помощью эксцентриковой оси 4. Для гашения ударных нагрузок, возникающих при качании хобота, служат пружинные амортизаторы 5.
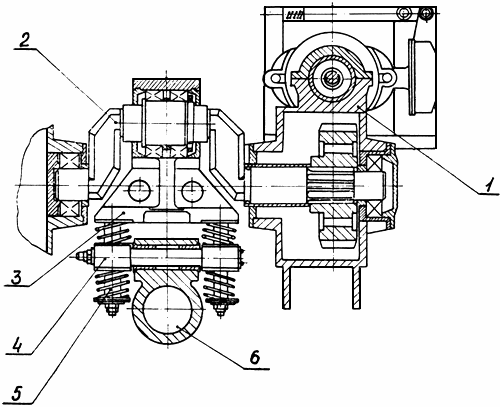
Рис.12. Рама тележки завалочной машины
Механизм вращения хобота
Хобот 1 (рис.13) связан клиновым соединением 2 с мундштуком 4, установленным в литом корпусе рамы 5 на конических роликоподшипниках 3 и 6.
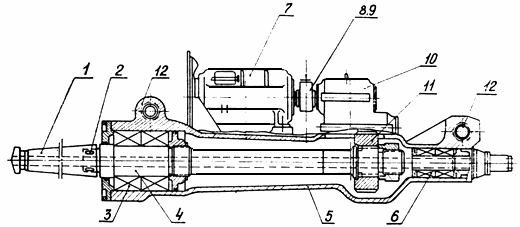
Рис.13. Механизм вращения хобота
Передняя опора 3 более нагружена, чем задняя 6, поэтому и размеры ее подшипников большие.
Мундштук получает вращение от электродвигателя 7 через упругую муфту 8 и цилиндрический редуктор 10, зубчатое колесо 11 выходной передачи которого смонтировано на мундштуке.
Торможение и остановка привода осуществляется с помощью тормоза 9.
Электродвигатель и редуктор укреплены на корпусе рамы качания подвешенной на шарнирах 12 к тележке рамы.
Механизм замыкания мульды
Замыкание мульды 8 (рис.14) на хоботе 1 производится стопором, шток 2 которого проходит по сквозному каналу в центре хобота и мундштука 3. Шток стопора соединен со штоком гидравлического цилиндра 5 с помощью пальца 4.
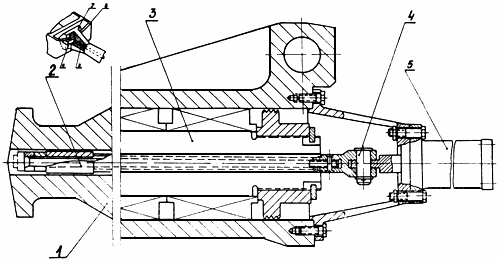
Рис.14. Механизм замыкания мульды
Цилиндр 5 специальным фланцем крепится к торцу рамы мундштука. Подвижный шток 2 имеет сухарь 6, перемещающийся в вырезе головки 7 хобота. Когда головка хобота заведена (опущена) в карман мульды 8, машинист сообщает штоку 2 движение вперед и сухарь 6 входит в вырез передней стенки кармана мульды, замыкая ее на головке 7 хобота.
Подвод масла к цилиндру осуществляется гибкими шлангами от гидропривода, смонтированного на площадке рамы тележки.
На рис.15. показана схема гидропривода (насосная станция) механизма замыкания мульды, состоящая из:
1 - электродвигатель, 2 - насос лопастной, 3 - резервуар, 4 - клапан предохранительный, 5 - манометр, 6 - золотник реверсивный, 7 - педаль управления, 8 - исполнительный цилиндр.
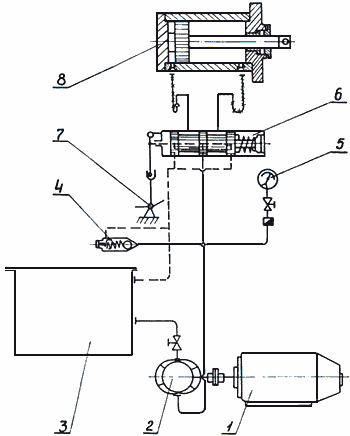
Рис.15. Схема гидропривода механизма замыкания мульды
В машинах старых конструкций (рис.16) замыкание мульды производится с помощью рычажного механизма с ручным приводом.
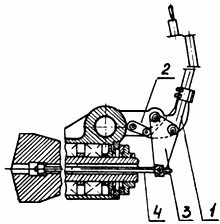
Рис.16. Механизм замыкания мульды рычажного типа
Рычажный механизм состоит из рукоятки 1, шарнирно соединенной с серьгой 2, и трехшарнирного рычага 3, посредством которого осуществляется движение штока 4.
Уход и надзор за напольно-завалочной машиной
§ 59. Смену принимать в соответствии с указаниями §§ 11-13 "Общих положений".
§ 60. Кроме того, при приемке смены:
а) проверить состояние рельсовых путей машины на рабочей площадке;
особенно внимательно это нужно проделать в районе ремонтируемой печи и после операций на завалке, заправке и заливке;
б) убедиться в надежности закрепления хобота на мундштуке, отсутствии трещин на хоботе, пригодности к работе его головки, проверить степень износа сухаря штока, а также надежность его соединения со штоком;
в) при прослаблении клинового соединения хобота с мундштуком подбить натяжные клинья;
г) проверить степень поджатия крепежных (резьбовых) соединений, а при необходимости во время приемки смены или в период пауз в процессе работы подтянуть;
д) проверить наличие и качество масла в ваннах редукторов, наличие смазки в зацеплении зубчатых передач редуктора механизма вращения хобота, во всех подшипниках качения и скольжения, убедиться в исправности централизованной системы смазки, проверить герметичность и надежность закрепления трубопроводов;
е) особое внимание обратить на надежность крепления крышки шатуна к его головке и шатуна к мундштуку механизма качания хобота (рис.11, 12);
ж) перед пуском завалочной машины в работу испытать в холостую действия всех механизмов, тормозов, электрооборудования, сигнала;
з) проверить состояние металлоконструкций рамы моста, портала и тележки, обратив внимание на надежность крепления тупиков (упоров), ограничивающих передвижение моста и тележки, кронштейнов, препятствующих отрыву ведущих колес тележки от рельсов;
и) обратить внимание на нагрев букс подшипников качения, температура которых не должна превышать свыше 15-20 °С температуру окружающего воздуха и состояние крепления крышек букс.
§ 61. При эксплуатации и текущем обслуживании напольно-завалочной машины руководствоваться указаниями §§ 10-19 "Общих положений".
§ 62. Во время работы машинист обязан:
а) следить, чтобы на пути движения машины и в зоне действия хобота не находились люди или какие-либо препятствия;
б) не допускать столкновений машин между собой и ударов рамы тележки о буфера (тупики) в крайних положениях;
в) следить за тем, чтобы двигатели насосов циркуляционной смазки редукторов механизмов, расположенных на тележке машины, были постоянно включены в период работы тележки;
г) не допускать задевания хоботом (мульдой) машины рамы печи или рамы завалочного окна в период загрузки металлолома;
д) следить за тем, чтобы хобот в печи не перегревался и не нагревался докрасна;
е) не допускать, чтобы вес состава тележек с мульдами, перемещаемого хоботом машины вдоль фронта печей, превышал 300 т для машин грузоподъемностью 7,5 и 10 т и 500 т для машин грузоподъемностью 15 т; в отдельных случаях разрешается перемещение перегруженного состава двумя машинами;
ж) не допускать пробуксовки колес моста и тележки, следить за наличием смазки на направляющих моста и тележки;
з) следить за тем, чтобы скорость передвижения состава с мульдами, перемещаемого при помощи хобота завалочной машины, не превышала 3 км/час.
§ 63. Запрещается эксплуатация машины при:
а) появлении значительных трещин на поверхности хобота и отколов на замковой (хвостовой) части хобота;
б) поломке запорного механизма мульды;
в) наличии зазора (одностороннего) между направляющей моста и упорами тележки более 17 мм (для машин грузоподъемностью 7,5 и 10 т) и более 25 мм (для машин грузоподъемностью 15 т);
г) неисправной централизованной системе подачи смазки к трущимся узлам машины;
д) поломке буферов (амортизаторов), ограничивающих ход машины и ход тележки;
е) весе мульды с металлоломом большим, чем указано в характеристике машины;
ж) при обнаружении нижеследующих неисправностей:
тормоза не производят торможения и остановки каких-либо механизмов;
у соединительных муфт отсутствуют болты (гайки) крепления, отсутствуют или изношены упругие пальцы из кожи или резины;
редукторы, тормозные шкивы, опорные подшипники и т.д. плохо закреплены и смещаются при работе механизмов;
появлении подозрительных шумов, стуков, вибраций в период работы механизмов.
§ 64. Запрещается использовать завалочную машину для выполнения работ, которые не соответствуют ее технологическому назначению, например:
а) для передвижения рядом работающей завалочной машины;
б) для подъема и установки на рельсы мульдовых тележек.
§ 65. Во время остановок (простоев) завалочной машины машинист совместно с дежурным персоналом механослужбы обязан проводить осмотр, техническое обслуживание и мелкий (предупредительный) ремонт: уборку и смазку механизмов и трущихся частей, подтяжку крепежных соединений.
Ревизия и ремонт
§ 66. Ревизию механизмов напольно-завалочной машины производить во время проведения текущих (периодичность 30-45 суток) и капитальных ремонтов (периодичность 6-10 лет) в соответствии с указаниями § 20 "Общих положений".
§ 67. Останавливать завалочную машину на ремонт необходимо между печами или в холостом пролете мартеновского цеха, согласно Правилам техники безопасности для сталеплавильных цехов.
§ 68. В период проведения ревизии и ремонта:
а) машинист обязан очистить машину от грязи, пыли, подтеков масла;
б) хобот, имеющий кривизну или значительные трещины, а также изношенный в головке (не плотно удерживающий мульду) заменить;
в) сухарь (замок) штока замыкания мульды с резко сбитыми гранями заменить;
г) натяжные клинья хобота, у которых на рабочих гранях образовались глубокие вмятины, заменить. При посадке хобота на мундштук хвостовую часть хобота подогреть до температуры 100-150 °С;
д) в составных хоботах, собранных из двух частей, необходимо проверить надежность места соединения. При ослаблении посадки хобот заменить. Биение головки хобота допускается не более 10 мм;
е) колеса механизмов хода моста и тележки подлежат замене, при износе реборд по толщине более 60%, по поверхности диаметры катания более 10%, ослаблении колес на осях; обнаружении трещин на осях и скатах, наличии на беговых дорожках колес выкрашиваний и отколов глубиной более 10 мм;
ж) параллельное смещение оси вновь смонтированного ходового колеса относительно оси рельса должно быть не более 0,5-1 мм;
з) перекос продольной оси ходового колеса относительно оси рельса не более ±0,5 мм на половину диаметра колеса;
и) после обеспечения соосности осей приводных колес необходимо проверить зацепление зубчатой пары привода колес. Пятно контакта должно быть: по длине - не менее 60%; по высоте - 40%;
к) монтажные зазоры после установки тележки на мосту должны быть следующими:
между головкой рельса и поверхностью катания задних колес - 4±1 мм (при наличии нагрузки на конце хобота задние колеса должны катиться по верхним рельсам, при отсутствии нагрузки - по нижним рельсам);
между направляющими главных балок моста и направляющими тележки - 3±1 мм с каждой стороны по всей длине хода тележки;
между кронштейнами тележки и верхними рельсами моста для задних ходовых колес тележки - 9±1 мм по всей длине рельсов;
л) направляющие тележки заменить при достижении износа, указанного в § 63, п."в";
м) втулку (рис.11) механизма качания хобота менять при износе по диаметру более 5 мм;
н) коленчатый вал механизма качания 2 (рис.12) менять при износе шлицев по ширине более чем на 30%;
о) пружинные амортизаторы 5 (рис.12) менять при наличии остаточной деформации, обнаружении трещин, отколов;
п) проверить состояние подшипников на мундштуке 4 (рис.13) механизма вращения хобота;
р) проверить посадку зубчатого колеса 11 на мундштуке (рис.13); при ослаблении посадки заменить зубчатое колесо или мундштук;
с) проверить состояние втулок, цапф и пальцев шарнирных соединений механизма замыкания мульд с рычажным (механическим) механизмом замыкания мульд; при пятикратном увеличении номинального зазора детали шарнирных соединений заменить или отремонтировать;
т) проверить состояние внутренней поверхности гидроцилиндра 5 (рис.14) механизма замыкания мульд с гидравлическим приводом по наличию задиров, царапин; сальниковые соединения, пропускающие масло, заменить; цилиндр и поршень заменять при износе свыше допустимого (согласно указаниям § 192);
ц) обратить внимание на крепление штока 2 (рис.14) к цилиндру посредством пальца 4; при возникновении радиального зазора в соединении свыше 1,5-2 мм необходимо произвести ремонт или замену деталей узла;
ф) проверять металлоконструкции, обращая внимание на трещины. При ослаблении сечения элемента не более чем на 5% трещина может быть заварена. При большем ослаблении сечения элемента трещина должна быть перекрыта накладками;
х) состояние редукторов, зубчатых передач, соединительных муфт, подшипников качения, тормозов, резьбовых крепежных соединений проверять в соответствии с ПТЭ типовых деталей и узлов (раздел III).
ТЕЛЕЖКА ДЛЯ МУЛЬД
Тележка служит для подачи мульд с шихтой и полировочными материалами к мартеновским печам. Тележка двухосная.
Тележка (рис.17) состоит из литой рамы 1, опирающейся на пружины 3, которые установлены на буксах 2, в буксы вмонтированы роликоподшипники 8.
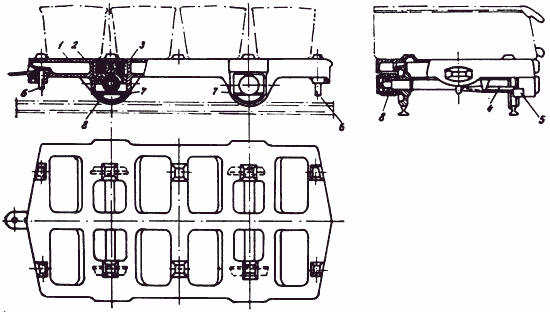
Рис.17. Тележка для мульды
Для предупреждения выпадания букс приболчены струнки 7. Тележка оборудована автосцепкой щеколдного типа. Щеколда 6 удерживается в поднятом положении рычагом 4, на котором укреплены грузы 5.
Уход и надзор за тележками для мульд
§ 69. Составы с тележками для мульд подлежат ежесменному наружному осмотру эксплуатационным персоналом и не реже одного раза в неделю детальному осмотру на железнодорожных путях.
При наружном осмотре проверить наличие и крепление струнок (подбуксовых пластин, поз.7) и осмотреть сцепное устройство.
При детальном осмотре:
а) проверить состояние колес тележек;
б) осмотреть, нет ли признаков, указывающих на повреждение или перегрев подшипников;
в) проверить состояние букс и буксовых крышек;
г) осмотреть пружины;
д) проверить состояние рам тележек и сцепных устройств.
§ 70. Запрещается включать в состав тележки, имеющие один из следующих видов дефектов или неисправностей:
а) наличие сквозной трещины в раме 1 или одной из букс;
б) отсутствие одной из рессорных пружин 3, либо наличие осевшей (деформированной) или лопнувшей пружины;
в) увеличение зазора между буксой и направляющими рамы 1 более 6 мм в сторону;
г) ослабление посадки одного из колес на оси, откол или наличие трещин в гребне, ободе либо ступице ходового колеса;
д) остроконечный накат гребня (независимо от толщины гребня);
е) повреждение одного из роликоподшипников;
ж) неисправность сцепных устройств - части их погнуты или имеют трещины;
з) заедание щеколды 6, вследствие чего поворот рычагов 4 требует большого усилия.
§ 71. Количество тележек для мульд в одном составе не должно превышать 12.
§ 72. Мульды устанавливать на тележку так, чтобы торцевые части мульд не выступали за раму тележки; перед установкой мульд тележки должны быть очищены от скрапа и мусора.
§ 73. Загрузку мульд производить плавно, без ударов; груз должен быть расположен равномерно и на обе колесные пары.
§ 74. Запрещается передвигать составы или отдельные тележки при помощи мостовых кранов.
§ 75. Запрещается передвигать составы с тележками для мульд со скоростью более 5 км/час. Запрещается производить резкое торможение при остановке состава и резкие удары при сцепке локомотива с составом.
§ 76. Запрещается устанавливать пластины между лобовыми частями сцепных устройств.
§ 77. Не реже одного раза в три месяца промывать роликоподшипники опор и заправлять свежей смазкой; в буксах тележек с подшипниками скольжения восполнять убыль масла не реже одного раза в 15 суток. Смазку производить только на специально отведенных участках; смазывать составы, находящиеся в движении или у печей, запрещается.
§ 78. Тележки для мульд, залитые во время разливки расплавленным металлом, очистить от металла, тщательно осмотреть и произвести отбраковку. Буксы тележек, признанных годными для работы, должны быть промыты и заправлены смазкой. В случае аварийного ремонта тележек на горячих путях работы разрешается производить только при отцепленном локомотиве.
Ревизия и ремонт тележек для мульд
§ 79. Ревизию и ремонт составов тележек для мульд производить не реже одного раза в 6 месяцев. Ремонт производить на ремонтной площадке.
При ревизии:
а) тщательно проверить раму тележки;
обнаруженные трещины разделать и заварить;
проверить износ направляющих букс; при увеличении зазора между ними и буксой свыше 6 мм направляющие отремонтировать;
б) проверить состояние букс, нет ли в них трещин либо других повреждений;
в) осмотреть рессорные пружины;
лопнувшие либо осевшие (деформированные) пружины подлежат замене;
г) проверить состояние сцепных устройств;
износ проушин щеколд допускается не более 10 мм на сторону;
детали сцепных устройств, погнутые или имеющие трещины, подлежат замене;
д) проверить уплотнение букс;
сработанные войлочные кольца заменить;
произвести промывку подбивочного материала и перезарядку букс с подшипниками скольжения;
е) осмотреть шарниры рычагов;
оси шарниров, изношенные по диаметру более чем на 20%, заменить;
ж) проверить по шаблону износ гребня и поверхностей катания ходовых колес.
Колесные пары подлежат ремонту или замене при наличии одного из следующих дефектов:
износ бандажа по диаметру катания более 9 мм;
сработка гребня до толщины менее 22 мм;
откол части гребня;
ослабление посадки колеса или бандажа;
поперечная трещина в любой части оси;
остроконечный накат гребня независимо от толщины гребня;
выбоина или раковина на поверхности катания;
трещины на поверхности катания глубиной более 3 мм и длиной более 25 мм;
вертикальный подрез гребня высотой более 18 мм (измеряется специальным шаблоном утвержденного МПС образца).
Износ обода цельнокатаного колеса допускается до толщины 30 мм.
§ 80. Ревизию болтовых соединений и подшипниковых букс производить в соответствии с указаниями ПТЭ типовых узлов и деталей (Раздел III).
ЗАПРАВОЧНАЯ МАШИНА
Заправочная машина служит для исправления (заправки) задних и передних стен, откосов и подины мартеновской печи.
Из всех типов заправочных машин наибольшее распространение в мартеновских цехах получили передвижные заправочные машины ленточного типа - наиболее простые по конструкции и удобные в эксплуатации.
Заправочная машина (рис.18) состоит из тележки 1 с механизмом передвижения 2, броскового механизма 4, установленного на раме 5, и бункера 3, снабженного цапфами 6 для транспортировки машины заливочным краном.
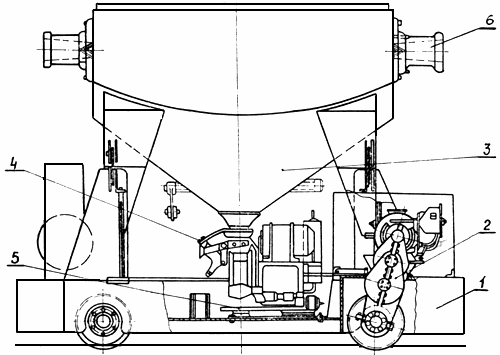
Рис.18. Заправочная машина
Механизм передвижения включает электродвигатель, полумуфту, тормоз и редуктор, зубчатое колесо которого насажено на ось ведущих скатов. Буксы тележки оборудованы подшипниками качения и снабжены пружинными амортизаторами.
Бросковый механизм (рис.19) приводится в движение от электродвигателя, соединенного муфтой с приводным роликом 1. Бесконечная лента 7 огибает ролик 1, натяжной ролик 2 и направляющий ролик 3 и прижимается к бортам барабана-питателя 5. Лопасти барабана служат для подачи материала на ленту. Регулировка ленты осуществляется натяжной станцией винтового типа.

Рис.19. Бросковый механизм
Заправочный материал подается из бункера в направляющую воронку. Подача материала в барабан регулируется секторным затвором, соединенным шарниром Гука с рукояткой 4.
Бросковый механизм смонтирован на станине, которая двумя роликами опирается на круговой рельс 6, в результате чего можно осуществлять поворот механизма, а, следовательно, и регулировку струи материала в горизонтальной плоскости. Изменение направления струи по вертикали осуществляется рукояткой 4 через специальную систему рычагов 8.
Уход и надзор за заправочной машиной
Уход и надзор за заправочной машиной обязан осуществлять технологический персонал.
§ 81. Приемку смены производить согласно указаниям §§ 11-13 "Общих положений".
§ 82. Кроме того, при приемке смены проверить:
а) крепление скатов и букс, надежность посадки скатов на оси;
б) крепление бункера к корпусу машины; нет ли трещин в сварных швах, зашплинтованы ли болтовые соединения;
в) состояние тормоза механизма передвижения и его регулировку;
г) состояние ленты броскового механизма, ее натяжение, нет ли обрывов, порезов, не перекошена ли она; опробовать действие натяжной станции и в случае необходимости отрегулировать натяжение ленты;
д) состояние питающего барабана 5 (рис.19), осмотреть зашплинтованы ли все валики барабана;
е) состояние рычажной системы и шарнира Гука ручного управления машиной;
ж) надежность работы секторного затвора подачи материала в барабан.
§ 83. В течение смены систематически выполнять указания, приведенные в § 16, и, кроме того:
а) не реже одного раза в сутки смазывать подшипники осей тележки и броскового механизма;
б) следить, не возникает ли при работе машины необычный шум, стук или вибрация, свидетельствующие о наличии неисправности;
в) после каждой заправки обдувать машину сжатым воздухом;
г) систематически проверять состояние кожухов, ограждений, щитков и надежность их крепления.
§ 84. Во время нахождения заправочной машины у окна печи лента должна непрерывно вращаться во избежание подгорания части ее, обращенной к печи.
§ 85. Не допускаются к эксплуатации заправочные машины, у которых:
а) обнаружены дефекты в креплении скатов к платформе или бункера к корпусу машины;
б) при работе происходит биение или рассеивание струи заправочного материала, связанные с неисправностью механизмов.
Ревизия и ремонт заправочной машины
§ 86. Ревизию и ремонт заправочной машины производить по графику, но не реже одного раза в месяц.
§ 87. При ревизии:
а) проверить состояние барабана 5 (поз.19); при износе стенок ручья или наружного обода барабана более чем на 40% первоначальной толщины барабана заменить;
б) проверить валики барабана; валики, изношенные по толщине более чем на 20%, подлежат замене;
в) осмотреть бункер 3 (рис.18), проверить состояние фланцевых креплений бункера, нет ли повреждений на ребрах жесткости и сварных швах; осмотреть, не повреждена ли сетка бункера;
г) проверить состояние и износ роликов 1, 2, 3 (рис.19); ролики, на рабочей поверхности которых обнаружены круговые риски и вмятины глубиной более 0,1 мм, подлежат проточке и шлифовке; при износе рабочей поверхности роликов по толщине более чем на 30% ролики заменить; оси роликов должны быть выставлены параллельно друг другу без бокового смещения;
д) проверить состояние ленты; лента не должна иметь порывов, глубоких порезов и иметь прочное соединение в месте стыка;
е) осмотреть детали шарнира Гука, проверить степень износа вилки, кардана и подшипников (рис.19);
ж) ревизию редуктора, зубчатых зацеплений, тормоза механизма передвижения, соединительных муфт, болтовых креплений и подшипниковых узлов заправочной машины производить согласно указаниям ПТЭ типовых узлов и деталей (раздел III).
ТОРКРЕТ-МАШИНА
В мартеновских цехах применяются торкрет-машины и установки различной конструкции и с разными способами торкретирования.
Наибольшее распространение получила машина ТМЗ, созданная на заводе "Запорожсталь". На ряде заводов применяется машина конструкции ПКТИ (г.Днепропетровск).
Торкрет-машина ТМЗ (рис.20) сконструирована на базе пневмонасоса (цемент-пушки) БМ-60 и предназначена для полусухого торкретирования вертикальных, наклонных стен и сводов мартеновских печей, а также корпусов миксеров.
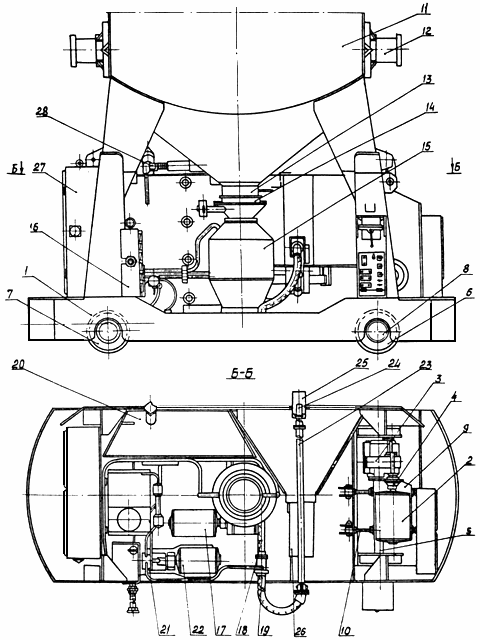
Рис.20. Торкрет-машина ТМЗ
Все узлы машины смонтированы на сварной раме 1 самоходной тележки. Механизм передвижения тележки состоит из электродвигателя 2, двухступенчастого редуктора 3, соединительной муфты 4, передаточного вала 5, двух ведущих 6 и двух ведомых 7 ходовых колес, опорных букс 8 с амортизирующими пружинами. Электродвигатель и редуктор крепятся на специальном основании 9, фиксируемом с помощью двух пружинных подвесок 10 и вкладышей на передаточном валу.
Съемный бункер 11 предназначен для хранения торкрет-порошка. Бункер имеет цапфы 12 для перевозки его или всей машины краном. В нижней части бункер снабжен секторным или плоским затвором 13 с ручным управлением, посредством которого производится засыпка материала в рабочую камеру пневмонасоса (бункера). Для классификации торкрет-порошка в горловине бункера 11 имеется сетка 14.
Камерный пневмонасос 15 представляет собой сосуд, находящийся под давлением сжатого воздуха и снабженный пневмосистемой 16 с манометром, предохранительным клапаном и ресивером. В верхней части бункера пневмонасоса смонтирована загрузочная воронка, отверстие которой закрывается конусным клапаном, управляемым снаружи рукояткой.
Равномерная подача порошков из пневмонасоса в материальный шланг 18 осуществляется тарельчатым дозатором, смонтированным в нижней части бункера и управляемым приводом 17, состоящим из электродвигателя, червячной и цилиндрической передачи.
По материальному шлангу взвешенный в струе воздуха порошок транспортируется к стволу и затем с большой скоростью выбрасывается из него, предварительно увлажняясь в смесителе 19 и образуя при этом торкрет-массу. Вода подается в смеситель из бака 20 центробежно-вихревым насосом 21 с индивидуальным электроприводом 22.
Ствол машины 23 - стальная труба диаметром  , на одном конце которой крепится смеситель 19 и материальный шланг 18, а на другом - сопло 24, расположенное соосно в рабочем органе-трубе. На рабочем конце сопла и торцевом фланце рабочего органа шарнирно закреплен отражатель 25, поворачивающийся на 90° при перемещении сопла относительно рабочего органа, что обеспечивает подачу торкрет-массы на элементы передней стенки печи.
, на одном конце которой крепится смеситель 19 и материальный шланг 18, а на другом - сопло 24, расположенное соосно в рабочем органе-трубе. На рабочем конце сопла и торцевом фланце рабочего органа шарнирно закреплен отражатель 25, поворачивающийся на 90° при перемещении сопла относительно рабочего органа, что обеспечивает подачу торкрет-массы на элементы передней стенки печи.
Система управления стволом в немеханизированном варианте выполнена в виде двухступенчатого шарнира, установленного на подъемной плите, шарнирно укрепленной в амбразуре оградительного щита, что дает возможность изменять высоту подъема ствола и поворачивать его в вертикальной плоскости.
При механизированном варианте ствол установлен в манипуляторе, который обеспечивает автоматическое колебание ствола с соплом в вертикальной и горизонтальной плоскостях, а также осуществляет его возвратно-поступательное движение с помощью роликовой каретки 26. Каретка шарнирно закреплена на оси, которая может вращаться во втулках подъемной рамы.
Принципиальная гидросхема манипулятора изображена на рис.21. Все движения сопла осуществляются с помощью лопастного насоса 1, приводимого во вращение электродвигателем 2. Масло из маслобака 3 поступает через предохранительный клапан 4, давление в котором контролируется манометром 5, регулировочные дроссели 6, золотники 7, исполнительные цилиндры 8, 9, 10, 11, 12. Цилиндр 8 предназначен для горизонтального качания ствола, 9 - поворота отражателя, 10 - поворота сопла, 11 - вертикального качания ствола, 12 - подача сопла. Гидроцилиндры могут работать совместно, обеспечивая качание сопла в двух плоскостях с одновременным вертикальным изменением угла наклона и горизонтальным перемещением сопла. Гидросистема управления манипулятором должна быть отрегулирована на давление 40 ати. Пульт управления механизмами манипулятора 27 (рис.20) вынесен на раму машины.
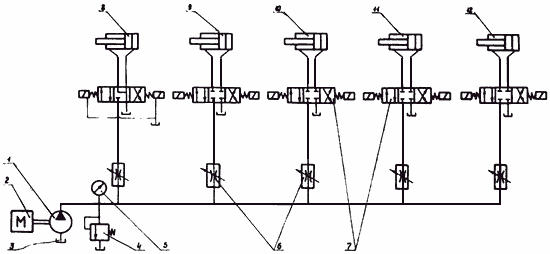
Рис.21. Принципиальная схема манипулятора
Торкрет-установка ПКТИ предназначена для горячего ремонта (торкретирования) внутренней поверхности кладки: задней и передней стенок, а также для заделки прогаров, щелей и отвалов огнеупорной кладки.
Установка состоит из машины для торкретирования, стационарной установки для приготовления торкрет-раствора и специальных переносных бункеров для транспортировки торкрет-раствора к машине и ее заправки. Переносные бункера оборудованы барботерами для поддержания раствора во взвешенном состоянии.
Наличие раздельной от машины установки приготовления торкрет-раствора на стационарной механизированной установке и сменных бункеров позволяет обеспечить приготовление торкрет-раствора требуемого качества и количества, также бесперебойную работу торкрет-машины.
Установка для приготовления раствора включает в себя трехячейковый бункер с секторными затворами и дозаторами-питателями на каждой ячейке, растворомешалку С-209, ленточный транспортер наклонного типа. Для выдачи готовой массы из растворомешалки в переносной бак применяется откидной лоток. Загрузка исходных материалов осуществляется с помощью специальной бадьи. На ячейках бункера смонтированы вибраторы и паровые обогреватели.
Торкрет-машина ПКТИ (рис.22) представляет собой самоходную тележку 1 с механизмом передвижения 2, на которой смонтированы: бак для торкрет-раствора 3, растворонасос С-317 Б-4, манипулятор 5, подвижной пульт управления 6.
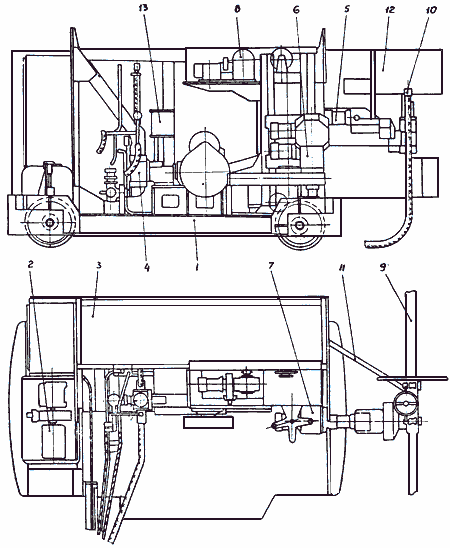
Рис.22. Торкрет-машина ПКТИ
В баке смонтирован барботер для перемешивания торкрет-раствора. Манипулятор шарнирно закреплен на подвижной каретке 7 и имеет электрический привод 8 из трех самостоятельных механизмов: наклона, поворота и подачи форсунки 9. Форсунка крепится на раме с прижимными роликами 10. Каждая форсунка имеет комплект сменных наконечников и сопел.
Манипулятор может фиксироваться на каретке в трех положениях: вдоль машины, поперек машины и во внутрь машины (при транспортном положении). Практика работы машины на одном из заводов показала, что привод манипулятора из-за деформирования трубы форсунки в процессе торкретирования оказался неработоспособным и в настоящее время управление работой форсунки оператор осуществляет вручную.
От действия излучения печи механизмы манипулятора защищены поворотным 11 и стационарным сетчатым экраном 12.
Для хранения небольшого количества воды с целью доливки в плунжерную камеру растворонасоса имеется бачок для воды 13.
Уход и надзор за торкрет-машиной*
________________
* Этот раздел разработан применительно к торкрет машине ТМЗ. При обслуживании торкрет-установки ПКТИ пользоваться инструкцией по ее эксплуатации.
Уход и надзор за торкрет-машиной обязан осуществлять технологический персонал.
§ 88. Проверка и подготовка торкрет-машины к работе производится в следующей последовательности:
а) проверить давление воздуха в цеховой магистрали; для обеспечения нормальной работы машины оно должно быть не ниже 4 ати;
б) проверить надежность затяжки основных крепежных и соединительных деталей;
в) проверить наружным осмотром исправность магистралей для подачи торкрет-массы и воздуха, контрольных приборов (манометров) пробковых кранов, дозаторов, секторных затворов, ствола машины (форсунки) и сопла, вихревого насоса, смесителя;
г) убедиться в надежности работы пневмосистемы и гидросистемы управления манипулятором кратковременным включением без нагрузки, при этом обратить внимание на плотность соединений, отсутствие утечек воздуха, воды, масла;
д) проверить наличие воды в баке;
е) перед постановкой на машину бункера с исходными материалами убедиться в надежной работе электровибратора, а также проверить и при необходимости очистить металлическую сетку для классификации торкрет-порошка;
ж) убедиться наружным осмотром в исправности механизма передвижения тележки, проверить уровень масла в редукторе.
§ 89. Во время работы торкрет-машины необходимо:
а) перед пуском машины в бункер с дозатором через металлическую сетку загрузочной воронки загрузить сухую смесь торкрет-порошка;
б) следить за показаниями манометра пневмосистемы; при пуске машины в момент образования торкрет-массы давление должно плавно повышаться, а затем стабилизироваться при величине 4-5 ати. Резкое повышение давления в системе свидетельствует об образовании "пробок" смеси в шланге, отводящем патрубке или стволе (сопле). При повышении давления свыше 5 ати машину необходимо остановить;
в) визуально определять скорость вылета массы из ствола; она должна находиться в пределах 50-70 м/сек;
г) следить за нормальным увлажнением смеси; торкрет-масса не должна "плыть", т.е. быть переувлажненной;
д) наносить слой на рабочую поверхность печи равномерно, тонким слоем. Задержка сопла на одном месте недопустима; максимальная толщина единовременно нанесенного слоя не должна превышать 20 мм;
е) следить за правильностью работы всех механизмов, насоса; пневмосистемы и гидросистемы управления манипулятора; при обнаружении неисправностей машину следует остановить;
ж) следить за отсутствием на рельсовом пути движения машины посторонних предметов; при необходимости произвести очистку путей;
з) запрещается перегибать под острым углом шланги, по которым транспортируется раствор и воздух; радиус изгиба шлангов не должен превышать 130 мм;
и) после окончания работы машины все используемые в работе шланги, трубы и ствол (кроме шлангов гидросистемы) должны быть продуты воздухом; при этом пробки из остатков раствора должны быть удалены.
§ 90. При текущем обслуживании и проведении ревизии торкрет-машины необходимо не реже одного раза в неделю:
а) разобрать смеситель, промыть все его детали и осмотреть;
б) проверить затяжку всех крепежных соединений, состояние букс и пружин;
в) проверить состояние и регулировку конечных выключателей;
г) очистить от крупных частиц и промыть сетку бункера пневмонасоса БМ-60;
д) проверить состояние металлоконструкций рамы самоходной тележки, переносного бункера; при обнаружении трещин произвести ремонт путем заварки или постановки накладок;
е) проверить состояние механизмов привода самоходной тележки, обратив особое внимание на крепление и центровку двигателя, редуктора и опорных подшипников;
ж) проверить состояние резьбовых соединений отдельных узлов и деталей пневмосистемы и гидросистемы. Резьба должна быть чистой и полной, смятие, срыв, выкрашивание резьбы допускается не более чем у 10% витков, при этом один виток не должен быть нарушен более чем на 1/3 длины по окружности. Дефекты резьбы на заходной части не допускаются. Трещины, вздутия и пропуски в переходных патрубках соединений шлангов со штуцерами не допускаются;
з) проверить уровень масла в сливном баке гидросистемы управления манипулятором; при необходимости дозаправить; опробовать вручную легкость вращения вала насоса; проверить включением движение штока и поршня гидроцилиндра, перекосы и заедания при этом не допускаются;
не реже одного раза в три дня:
и) проверить состояние шлангов и крепление их на штуцерах; эксплуатация шлангов с остаточным скручиванием, трещинами, механическими разрушениями (порывы, истирание изнутри) запрещена;
к) проверить состояние системы смазки; определить уровень масла и при необходимости дозаправить все смазываемые точки и редукторы;
л) рабочую жидкость в гидросистеме менять не реже одного раза в 6 месяцев. В качестве рабочей жидкости следует применять только чистое минеральное масло "индустриальное" 20 или 30, свободное от кислот и щелочей, воды, механических и химических примесей;
м) проверить состояние редукторов, тормозов, соединительных муфт, крепежных изделий, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III);
н) проверить состояние исполнительных гидроцилиндров согласно указаний § 192.
§ 91. Текущее обслуживание, ревизию и ремонт серийно выпускаемых пневмонасоса БМ-60, насосов общего назначения, гидро и пневмо-аппаратуры производить, руководствуясь инструкциями заводов-изготовителей.
§ 92. После окончания монтажа, замены шлангов, а также не реже одного раза в год все элементы и узлы торкрет-машины подвергаются гидравлическому испытанию давлением не менее 9 ати в течение 15 минут.
УСТАНОВКА ИСПАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ
Установкой испарительного охлаждения называется устройство, с помощью которого осуществляется необходимое по технологическим и конструктивным особенностям печей охлаждение их отдельных деталей кипящей водой с получением пара установленных параметров.
Испарительное охлаждение мартеновских печей осуществляется с помощью схем с естественной циркуляцией. Барабаны-сепараторы располагают между подкрановыми балками, на слябах печи, на подстропильных фермах, в галерее (на крыше цеха). Давление пара в системах испарительного охлаждения находится в пределах 3-15 ат.
В процессе разработки настоящих Правил использованы основные положения "Типовой инструкции по эксплуатации установок испарительного охлаждения мартеновских печей" института "ВНИПИчерметэнергоочистка" (г.Харьков) 1970 г. издания, "Временных Правил устройства и безопасной эксплуатации установок испарительного охлаждения металлургических печей" того же института, 1969 г., "Правил устройства и безопасной эксплуатации паровых и водогрейных котлов" - 1966 г.*
_______________
* На территории Российской Федерации действуют постановлением Госгортехнадзора России от 11.06.2003 N 88. - Примечание изготовителя базы данных.
Одна из наиболее распространенных схем испарительного охлаждения мартеновских печей с давлением пара выше 6 ат изображена на рис.23.
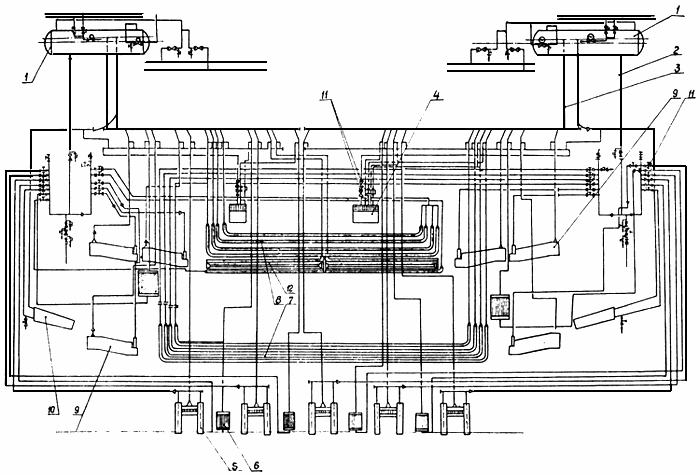
Рис.23. Схема испарительного охлаждения
Установка испарительного охлаждения состоит из следующих элементов:
охлаждаемых деталей печи, барабанов-сепараторов, коммуникаций (опускных, подъемных и сливных труб, питательных водоводов и паропроводов, продувочных, дренажных и конденсационных трубопроводов), запорной арматуры 11 (рис.23), предохранительных клапанов, контрольно-измерительных приборов, сигнализирующих устройств и оборудования автоматики. Кроме того, в некоторых схемах испарительного охлаждения могут быть включены питательные и циркуляционные насосы, приспособления для побуждения циркуляции при помощи компрессорного воздуха.
Каждая установка испарительного охлаждения оборудована одним или двумя барабанами-сепараторами 1. Барабан-сепаратор служит в качестве емкости для питательной воды и оборудован различными устройствами для осуществления сепарации (разделения) пароводяной смеси на пар и воду, непрерывной продувки, равномерного распределения и подогрева подпиточной воды. В днищах барабанов-сепараторов предусмотрены лазы для осмотра и ревизии агрегата.
Схемы подъемных охлаждаемых деталей могут быть индивидуальными или коллекторными. Схема опускных труб - всегда коллекторная.
Индивидуальные подъемные трубы выполняются в случаях, если барабан-сепаратор установлен на 6-10 м выше отметки верха охлаждаемых деталей. При размещении барабана на уровне, превышающем на 10 м уровень верха охлаждаемых деталей, обязательна коллекторная схема подъемных труб.
Разводка труб в представленной схеме (рис.23) принята коллекторная: по опускному коллектору 2 вода из барабана-сепаратора опускается до распределительной гребенки, а из гребенки по трубам поступает в каждую охлаждаемую деталь. От охлаждаемой детали нагретая вода в виде пароводяной смеси по подъемным трубам, а затем по подъемному коллектору 3 поступает в барабан-сепаратор, где происходит сепарация смеси. Вода, отделившаяся из пароводяной смеси, поступает на повторный цикл циркуляции, а отсепарированный пар поступает в паропровод для общезаводских нужд.
Трубы подъемного коллектора должны входить в барабан-сепаратор на 100-150 мм выше нормального уровня воды.
Удаление продувочной воды из системы осуществляется в сливные воронки (или барботер). Сливные баки 4 служат для перевода печей с испарительного охлаждения на охлаждение технической водой.
В представленной схеме УИО охлаждаются следующие детали: рама завалочного окна 5, экран столбиков 6, пятовые балки передней 7, задней 8 и пережимов 9, фурмы форсунок 10, а также кессоны газовых вертикалов.
Большинство охлаждаемых деталей в данной схеме - наиболее прогрессивной, трубчатой конструкции.
Кроме того, в современных мартеновских печах охлаждаются технической водой заслонки завалочных окон, перекидные и регулирующие устройства. На ряде мартеновских печей для защиты огнеупорной кладки устанавливают охлаждаемые экраны на задних и торцовых стенах, а также разгрузочные рамы вертикальных каналов.
В данной схеме предусматривается возможность перевода установки на охлаждение технической водой, причем одна половина печи может работать на охлаждении техводой, а вторая - с испарительным охлаждением.
Особенности конструкции отдельных элементов (деталей) испарительного охлаждения показаны на рис.24-30. Охлаждение кессонов газового пролета обеспечивает постоянство и настильность факела в мартеновской печи. Кессоны футеруют хромо-магнезитовым кирпичом с изоляцией из пено-шамота. Конструктивно кессоны могут быть полыми или трубчатыми (рис.24). Пятовые балки главного свода могут выполняться полыми или трубчатыми (рис.25, а, б). Кроме того, пятовые балки могут быть щелевыми. Пятовые балки пережимов также выполняются полыми или трубчатыми (рис.26) из труб такой же марки стали, что и пятовые балки главного свода.
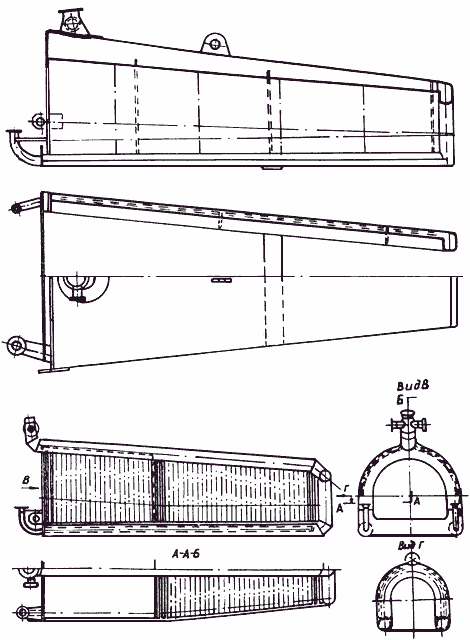
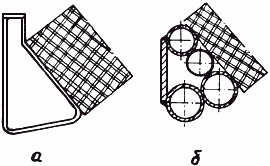
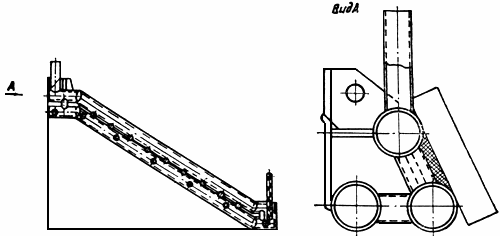
Рис.26
Охлаждаемые рамы завалочного окна защищают от выгорания слябы, а также кладку передней стенки от разрушения ее ударами мульд. Рамы завалочных окон изготовляются полыми и трубчатыми (рис.27). Охлаждение столбика передней стенки защищает кладку столбика и слябы от выгорания, что сокращает расход огнеупорного кирпича и набивных огнеупорных масс. В настоящее время получили широкое распространение экраны столбиков с заполнением межтрубного пространства жаропрочным бетоном (рис.28).
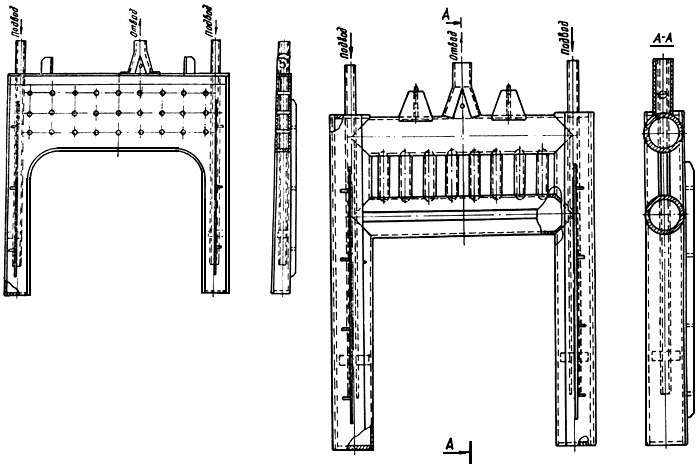
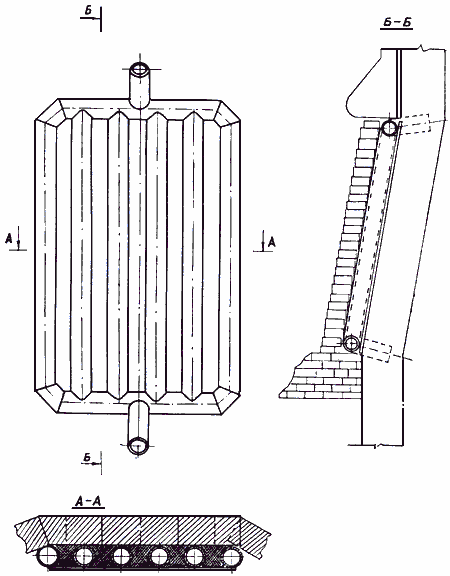
Рис.28. Экраны столбиков
Для охлаждения заслонок завалочных окон применяются конструкции полые и комбинированные (рис.29, а, б) с трубчатым экраном.
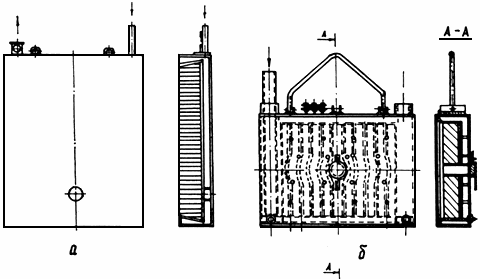
Рис.29. Заслонки завалочных окон
Фурмы, применяемые на печах с мазутным отоплением (рис.30), выполняются, как правило, из двух концентрично расположенных труб и поэтому они пригодны для работы при избыточном давлении до 20 ат.
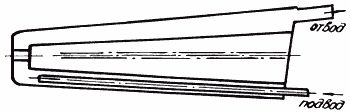
Рис.30. Фурма
Уход, надзор и эксплуатация установок испарительного охлаждения
§ 93. Технический надзор за установками испарительного охлаждения мартеновских печей осуществляют сотрудники института "ВНИПИчерметэнергоочистка".
§ 94. Контроль и ответственность за безопасность и надежность эксплуатации установок испарительного охлаждения возлагается на главного энергетика завода и начальника мартеновского цеха.
§ 95. Эксплуатацию установок испарительного охлаждения осуществляют круглосуточно. Запрещается привлекать работников, обслуживающих установку, к другим работам в цехе.
Обязанности обслуживающего персонала
§ 96. Дежурный слесарь по испарительному охлаждению обязан:
а) знать правила обслуживания установок водяного и испарительного охлаждения печи и соблюдать все предосторожности во время их работы;
б) наблюдать за сохранностью оборудования и контрольно-измерительных приборов;
в) следить за состоянием охлаждаемых деталей;
г) содержать установки в полном порядке, следить за исправностью и чистотой арматуры и приборов. При обнаружении неисправностей доложить об этом старшему дежурному слесарю (бригадиру, мастеру) и принять необходимые меры к их устранению;
д) не допускать посторонних лиц на рабочие места;
е) наблюдать за уровнем воды в барабанах-сепараторах, поддерживая его в установленных пределах, а также следить за звуковыми сигналами падения давления в водоводах питательной воды;
ж) следить за давлением пара в барабанах-сепараторах;
з) следить за работой циркуляционных насосов (если таковые имеются);
и) наблюдать за циркуляционным режимом;
к) по результатам анализа лаборатории, но не реже одного раза в неделю, осуществлять продувку из барабана-сепаратора через трубопровод периодической продувки;
л) отвечать за повреждение установок и несчастные случаи, происшедшие по его вине;
м) во время сдачи-приемки смены проверять состояние всех установок испарительного охлаждения. При этом продувать водоуказательные стекла, проверять исправность сигнализации (вместе с дежурным по КИП) предохранительных клапанов (путем их подрыва), запорной арматуры и оборудования;
н) по окончании смены дежурный слесарь не имеет права покинуть своего поста без сдачи его сменщику.
§ 97. В обязанности сталевара входит:
а) следить за состоянием охлаждаемых деталей и в случае прогара их немедленно сообщить начальнику смены цеха и вызвать на печь дежурного слесаря по испарительному охлаждению;
б) следить за световыми и звуковыми сигналами установки;
в) о появлении течи или выбивании пара в запорной арматуре немедленно сообщить дежурному слесарю по испарительному охлаждению и одновременно принять меры к установлению защитных листов и желобов для отвода воды или пара от печи, поставив об этом в известность начальника смены.
§ 98. Обязанности других лиц, ответственных за нормальную работу УИО (старшего дежурного слесаря или бригадира, мастера, начальника участка), изложены в "Типовой инструкции по эксплуатации УИО мартеновских печей" и в соответствующих заводских инструкциях.
Эксплуатация установок испарительного охлаждения
§ 99. Вновь смонтированную установку перед пуском ее на испарительном охлаждении, а также после холодного ремонта печи, если были сменены охлаждаемые детали, необходимо промыть водой и опробовать под гидравлическим давлением, указанным в проекте. Наполнение и пуск установки на испарительном охлаждении и охлаждении технической водой следует осуществлять при открытой задвижке на выхлопной трубе.
§ 100. Установки испарительного охлаждения включают в паровой коллектор только при установившемся режиме, нормальном уровне воды в барабане-сепараторе и равномерном постоянном выхлопе пара.
Предохранительные клапаны регулируют, прикрывая задвижки на выхлопной трубе, повышая давление в барабане-сепараторе, устанавливая грузы на рычаге при давлении, приведенном ниже:
|
Номинальное давление, ати |
Давление начала открытия предохранительных клапанов | |
|
контрольного |
рабочего | |
|
До 13 |
Рабочее +0,2 кГ/см |
Рабочее +0,3 кГ/см |
|
От 13 до 60 |
1,03 рабочего |
1,05 рабочего |
Грузы должны быть застопорены на рычагах, которые не позволяют их передвигать. Рычаги предохранительных клапанов должны быть оборудованы устройством для проверки работы клапанов. Работу клапанов проверяют в обязательном порядке при приемке смены (плотность закрытия и легкость подъема клапана).
§ 101. В качестве питательной воды для установки служит химически очищенная деаэрированная вода.
Для нормального питания установки через регулятор питания необходимо, чтобы давление питательной воды перед вводом в барабан-сепаратор превышало давление в нем на 2-2,5 ати.
§ 102. Нормальный уровень воды в барабане-сепараторе следует поддерживать на 100-150 мм выше уровня оси барабана-сепаратора (±50 мм).
Вентиль на прямом подводе воды в барабан-сепаратор должен быть закрыт. Если у вентилей имеется электропривод, его следует переключить на автоматический режим работы.
Пользоваться этим вентилем разрешается только при переключении печи с испарительного охлаждения на охлаждение технической водой и при неисправности регулятора питания.
§ 103. Охлаждение деталей технической водой допускают как временную меру, необходимую при пуске установки и ремонтных работах, а также в аварийных случаях.
§ 104. При перебоях в подаче питательной воды сверх 3 ч необходимо перевести печь на охлаждение технической водой.
§ 105. При возобновлении подачи питательной воды необходимо продуть установки через трубопровод периодической продувки, доведя качество котловой воды до установленной нормы.
§ 106. Прекращение подачи питательной воды в барабан-сепаратор обнаруживают:
а) по падению давления в водоводах (по показаниям манометров и сигналам падения давления);
б) по непрерывному снижению уровней воды во всех барабанах-сепараторах (по водоуказательным стеклам);
в) по сигнализаторам нижнего аварийного уровня.
§ 107. При обнаружении перебоев в подаче питательной воды необходимо принять меры к восстановлению питания (доложить об этом мастеру системы, диспетчеру мартеновского цеха).
Одновременно запросить насосную станцию о причинах и длительности прекращения подачи воды.
§ 108. Проверять уровни воды в барабане-сепараторе при работе регулятора питания через каждые 20 мин.
При подпитке барабана-сепаратора через прямой подвод за уровнями устанавливают постоянное наблюдение (по водоуказательным приборам).
Уход за водоуказательными приборами:
1) продувать водоуказательные приборы один раз в смену (при приемке смены дежурным);
2) при продувке водоуказательных приборов стекла очищать от грязи и пыли до полной прозрачности; если путем промывки и продувки загрязнения со стекол удалить не удается, то их нужно снять вместе с рамкой прибора и промыть 20%-ным раствором серной или соляной кислоты;
3) продувать водоуказательные приборы следует в таком порядке:
а) открыть продувочный кран;
б) закрыть водяной кран и продуть паром;
в) открыть водяной кран, закрыть паровой кран и продуть водой;
г) открыть паровой кран и закрыть продувочный.
Указанные операции повторить не менее двух раз.
§ 109. Проверять работу сигнализаторов предельных уровней или сигнализирующих устройств уровнемеров необходимо один раз в смену при приеме дежурным слесарем по испарительному охлаждению совместно с дежурным по КИП.
§ 110. Водный режим установки испарительного охлаждения поддерживают согласно инструкциям, разработанным предприятиями треста "Энергочермет" для каждого завода отдельно. Качество котловой воды в установках испарительного охлаждения определяют по предельным значениям прозрачности, щелочности, содержания солей и поддерживают продувкой.
Как правило, один раз в сутки необходимо анализировать воду из каждого барабана-сепаратора на щелочность, содержание солей и прозрачность.
§ 111. Проверку работы сигнализирующих устройств уровнемером производить один раз в смену при приеме ее дежурным слесарем по испарительному охлаждению. Один раз в десять дней производить проверку работы сигнализаторов аварийных уровней воды в барабанах-сепараторах путем снижения, повышения уровня воды в нем.
§ 112. В зимнее время года все коммуникации с застойными участками, запорная арматура и оборудование установки испарительного охлаждения (сливные трубы, указатели уровня, двухкамерные уравнительные сосуды, импульсные линии к приборам и пр.) должны быть тщательно утеплены.
Для предупреждения замерзания воды во время работы печи на испарительном охлаждении в трубопроводах прямого питания барабанов-сепараторов необходимо создать достаточный проток воды или утеплить их.
§ 113. В зимнее время необходимо вести постоянный надзор за состоянием и работой всех дренажных устройств, не допуская застаивания и замерзания воды в тупиковых участках труб.
§ 114. При выходе из строя охлаждаемых деталей или трубопроводов (прогар, трещины, механические повреждения) необходимо сообщить об этом начальнику участка испарительного охлаждения, мастеру (или начальнику смены) и, в зависимости от характера повреждения, снизить давление пара в барабане-сепараторе. В случае необходимости переключить установку на охлаждение технической водой, после чего производить ремонт.
§ 115. При повреждении контрольно-измерительных приборов, регулирующих устройств и запорной арматуры (неисправности регуляторов, уровня, поломке стекла водоуказателей уровня, неплотности запорной арматуры и предохранительных клапанов, течи во фланцевых соединениях и других мелких неполадок), ремонт производит обслуживающий персонал установки на ходу с переводом или без перевода ее на охлаждение технической водой.
§ 116. Если в нижнем водоуказательном стекле нет видимого уровня воды, то необходимо прежде всего закрыть кран на трубе, соединяющий водоуказатель с паровым объемом барабана-сепаратора (взять на подсос). При появлении воды в водоуказательном стекле подать питательную воду через прямой подвод.
В случае отсутствия воды в водоуказательном стекле (при взятии на подсос) немедленно сообщить сталевару для сокращения подачи топлива в печь, быстро проверить (визуально) состояние охлаждаемых элементов, наличие воды в охлаждаемых элементах, усиленно питать установку химочищенной водой через прямой подвод до появления воды в водоуказательных стеклах.
§ 117. При отсутствии воды в охлаждаемых элементах немедленно сообщить об этом начальнику смены и остановить печь.
§ 118. Если барабан-сепаратор переполнен, необходимо открыть вентиль на трубопроводе периодической продувки, снизить уровень воды до нормального, проверить и устранить причины переполнения барабана.
Пуск и переключение установки испарительного охлаждения.
Порядок включения водяного охлаждения деталей печи от технического водопровода (после холодного ремонта или монтажа).
§ 119. Перед пуском установки условно принять, что вся запорная арматура находится в закрытом положении, кроме арматуры ремонтного назначения.
С одного на другой вид охлаждения печь переключают только в присутствии мастера установки. В аварийных случаях переключение осуществляет дежурный слесарь самостоятельно.
§ 120. При пуске в указанной последовательности дежурный слесарь должен:
а) осмотреть сливные баки, очистить их от посторонних предметов;
б) открыть задвижки на выхлопных трубах;
в) проверить, закрыта ли задвижка на паропроводе (задвижка со стороны включения заводского паропровода - ремонтного назначения всегда открыта);
г) открыть вентили на сливных трубах от охлаждаемых деталей;
д) открыть задвижки на подводе технической воды к опускному коллектору;
е) проверить давление технической воды (по манометру) и поступление ее через дренаж;
ж) выполнить промывку установки, для чего открыть вентиль на опускной трубе охлаждаемой детали. После того, как из сливной трубы пойдет чистая вода, закрыть вентиль. В таком же порядке поочередно промыть все детали;
з) открыть все вентили на опускных трубах охлаждаемых деталей;
и) отрегулировать расход технической воды (температура воды, вытекающей из сливных труб охлаждаемых деталей, не должна превышать 40 °С).
Порядок переключения деталей печи с водяного охлаждения на испарительное
§ 121. При включении испарительного охлаждения необходимо:
а) проверить, открыты ли задвижки на выхлопных трубах и закрыта ли задвижка на паропроводе;
б) закрыть вентили на трубопроводе периодической продувки барабана-сепаратора;
в) включить в работу водоуказательные приборы и манометр барабана-сепаратора;
г) сообщить начальнику смены химводоочистки о переводе печи на испарительное охлаждение;
д) проверить давление питательной воды по манометру;
е) открыть вентили на прямом подводе питательной воды к барабану-сепаратору и на подводе к регулятору питания;
ж) закрыть вентили на сливных трубах охлаждаемых деталей (при наличии задвижки на опускном коллекторе - открыть ее);
з) после появления воды в нижнем стекле водоуказательного прибора закрыть задвижки на подводе технической воды к опускному коллектору и открыть дренаж между ними;
и) при нормальном уровне воды в барабане-сепараторе закрыть вентили на прямом подводе питательной воды и включить сигнализацию предельных уровней;
к) после установившегося равномерного выхлопа пара в атмосферу поднять давление в барабане-сепараторе до рабочего и отрегулировать предохранительные клапаны, прикрывая задвижку на выхлопной трубе;
л) закрыть крышку сливного бака (смотровой люк) и открыть вентиль на подводе воды в сливной бак;
м) продуть барабан-сепаратор через сливные трубы охлаждаемых деталей и трубопровод периодической продувки;
н) закрыть вентиль (задвижку) на подводе воды в сливной бак;
о) отрегулировать постоянную продувку по результатам анализа качества котловой воды.
§ 122. При включении установки в паровой коллектор необходимо:
а) получить устное разрешение начальника смены паросилового цеха, который должен зарегистрировать это в цеховом сменном журнале;
б) прогреть участок паропровода от общего паропровода до задвижки на барабане-сепараторе;
в) при давлении в барабане-сепараторе, равном давлению в паропроводе, закрыть задвижку на выхлопной трубе и открыть на паропроводе;
г) отрегулировать постоянную продувку по результатам анализа качества пара.
§ 123. При переключении с испарительного охлаждения на водяное необходимо:
а) сообщить начальнику смены паросилового цеха об исключении установки от паропровода;
б) открыть вентили на прямом подводе питательной воды и трубопроводе периодической продувки барабана-сепаратора для предотвращения резкого вскипания воды при снижении давления;
в) закрыть задвижку на паропроводе;
г) снизить давление в барабане-сепараторе до атмосферного, постепенно открывая задвижки на выхлопной трубе (свече);
д) открыть первую по ходу воды задвижку на водоводе технической воды в опускной коллектор;
е) проверить давление технической воды и поступление через дренаж. Дренаж после этого закрыть;
ж) открыть задвижку на водоводе технической воды в сливной бак (для конденсации пара);
з) открыть вторую задвижку на водоводе технической воды;
и) открыть вентили на сливных трубах охлаждаемых деталей;
к) закрыть вентили на регуляторе питания в прямом подводе воды;
л) закрыть задвижку на водоводе технической воды в сливной бак после того, как из сливных труб сойдет горячая вода;
м) открыть крышку сливного бака и отрегулировать поступление технической воды в него от деталей; отключить сигнализацию предельных уровней.
§ 124. Установка испарительного охлаждения должна переводиться на водяное охлаждение в следующих случаях:
а) если уровень воды в барабане-сепараторе быстро снижается, несмотря на усиленную подпитку (имеются трещины или разрывы в коммуникациях, арматуре, охлаждаемых деталях);
б) если на установке имеются течи, угрожающие жизни обслуживающего персонала;
в) при прекращении действия всех питательных устройств;
г) при прекращении действия всех водоуказательных приборов.
§ 125. При упуске воды подпитка барабанов-сепараторов установки категорически запрещается. В этом случае необходимо срочно снять тепловые нагрузки на охлаждаемых элементах.
Ревизия и ремонт деталей установки испарительного охлаждения
§ 126. Ревизии и ремонты деталей и элементов установок испарительного охлаждения проводятся, как правило, в период проведения текущих и капитальных ремонтов мартеновских печей.
§ 127. При выходе из строя охлаждаемых деталей (вследствие прогара, возникновения трещин, механических повреждений и пр.) необходимо в зависимости от характера повреждения сообщить об этом мастеру установки или начальнику смены и снизить давление пара в барабане-сепараторе.
§ 128. При ремонте и замене охлаждаемых деталей:
а) установка заглушек на подъемных, опускных и сливных трубах категорически запрещается;
б) перед ремонтом или заменой охлаждаемой детали следует печь (половину печи) переключить на охлаждение технической водой в соответствие с требованиями § 123;
в) расходы надо отрегулировать с помощью сигнальной трубы так, чтобы вода не поступала через подъемный коллектор в поврежденную деталь;
г) после окончания ремонта печь (половину печи) переключить на испарительное охлаждение согласно требованиям § 121.
§ 129. Сталевар мартеновской печи, на которой предстоит производить ремонт или замену охлаждаемого элемента, обязан:
а) подготовить рабочее место у ремонтируемой детали (свободный доступ к раме, очистить слябы от настылей, свод от грязи и пыли и т.д.);
б) во время ремонта следить за передвижением составов, завалочных машин, кранов с грузом и предупреждать ремонтный персонал;
в) перед ремонтом пятовых балок, рам и кессонов производится осмотр свода печи и в случае ненадежности его состояния произвести дополнительное крепление.
§ 130. После каждой кампании печи все охлаждаемые детали должны быть тщательно осмотрены. Детали с изьяном (утонение металла, подгар сварных швов, трещины, сильное оплавление и пр.) оставлять на следующую кампанию печи не разрешается.
§ 131. В период холодных ремонтов каждой печи необходимо производить ревизию всей запорной арматуры, дренажей, предохранительных клапанов, чистку и внутренний осмотр барабанов-сепараторов, а также гидравлическое испытание установки (с оформлением акта). После пуска печи в работу произвести регулировку предохранительных клапанов согласно § 100.
§ 132. В зимнее время в период холодных ремонтов печи, кроме того, необходимо:
а) установить достаточный проток питательной воды через прямой подвод и через регулятор питания; открыть вентиль на трубопроводе периодической продувки;
б) полностью открыть все задвижки, вентили и краны, а также дренажи, имеющиеся на циркуляционных трубопроводах установки и не связанные с отключением технической воды;
в) открыть на 0,5-1 оборот задвижку на паропроводе от барабана-сепаратора для прогрева установки паром во время охлаждения деталей печи технической водой.
§ 133. Замена и ремонт вышедших из строя охлаждаемых деталей осуществляется в строгой технологической последовательности, изложенной в "Типовой инструкции по эксплуатации УИО мартеновских печей" и в соответствующих заводских инструкциях.
УСТАНОВКА ДЛЯ ПОДАЧИ ФЕРРОСПЛАВОВ В СТАЛЕРАЗЛИВОЧНЫЙ КОВШ
Установка предназначена для подачи ферросплавов в сталеразливочный ковш для раскисления стали в ковше при выпуске ее из мартеновской печи.
На мартеновской печи емкостью 300 т располагается одна установка, а на мартеновской печи емкостью 600 т - две установки.
Установка для подачи ферросплавов (рис.31) состоит из трех дозаторов: правого 1, среднего 2 и левого 3, воронки промежуточной с лотком 4, привода лотка 5, привода затворов 6.
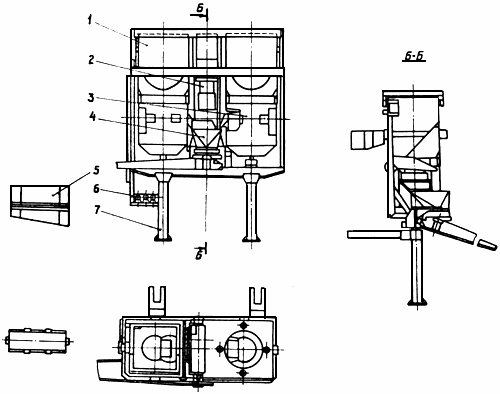
Рис.31. Установка для подачи ферросплавов
Установка смонтирована на металлической раме 7, стойки которой теплоизолированы от воздействия расплавленного металла.
Для автоматического взвешивания, записи и дозирования материалов имеется специальная электротензометрическая система с автоматическим показывающим и взвешивающим потенциометром, смонтированными в шкафу управления. Под каждым дозатором имеется датчик, установленный в специальном стакане с теплоизоляцией.
Дозаторы правый и левый - аналогичной конструкции, выполненные зеркально. Дозатор (рис.32) состоит из бункера 1, корпуса 2 и питателя. Питатель включает лоток 3 и закрепленный внутри торсионный электропривод 4. В бункере имеется заслонка 5 с приводом, состоящим из червячного редуктора 6 и рычажной передачи 7. На бункере закреплены кронштейны 8 с отверстиями, с помощью которых дозатор удерживается на центрирующих штырях. Питатель устанавливается в корпусе на 4-х резиновых амортизаторах 9. Корпус имеет окна, закрывающиеся крышками, для доступа к питателю и амортизаторам. Корпус выполнен с теплоизоляцией.

Рис.32. Дозатор правый (левый)
Средний дозатор (рис.33) состоит из бункера 1, питателя, системы подвески лотка и привода открывания лотка.
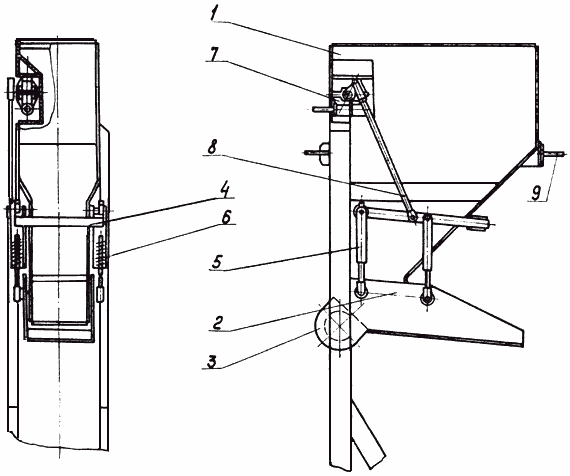
Рис.33. Средний дозатор
К бункеру для фиксации дозатора на установке закреплены кронштейны 9.
Питатель состоит из лотка 2 с вибратором 3, подвешенным к бункеру через рамку 4 на четырех тягах 5 с пружинами 6. Лоток опускается с помощью привода, состоящего из червячного редуктора 7 и рычажной передачи 8, связанной с рамкой.
Воронка промежуточная с лотком (рис.34а, б) состоит из корпуса воронки 1, течки 2, кронштейна для крепления всей системы 3 и лотка 4.
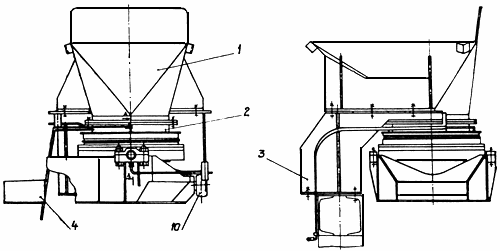
Рис.34а. Воронка промежуточная с лотком
Поворотная обойма закреплена на течке и состоит из опорного кольца 5, разъемного наружного кольца 6, шариков 7, сепаратора из двух полуколец 8. В наружное кольцо запрессованы цапфы 9. На цапфах шарнирно смонтирован лоток, опирающийся на сферический ролик 10. Воронка с течкой крепится к кронштейну, в котором имеется винтообразный копир. Ролик обкатывается по этому копиру все время прижимаясь к нему, посредством чего лоток поворачивается вокруг оси и перемещается в вертикальной плоскости.
К наружному кольцу поворотной обоймы крепится барабан 11, на котором намотаны две ветви каната 12, с помощью которых происходит поворот обоймы и вместе с ней лотка.
Привод лотка воронки промежуточной (рис.31. поз.5) состоит из электродвигателя, червячного редуктора, тормоза, командоаппарата, натяжного устройства, системы блоков и тросов.
На тихоходный вал редуктора насажен канатный барабан, на котором закреплены две ветви каната, идущие на барабан поворотной обоймы (рис.34б. поз.11). К тормозному шкиву привода крепится хвостовик, за который с помощью рукоятки можно вручную прокрутить привод. В систему блоков входит пять кронштейнов с парой блоков каждый. Два кронштейна с блоками закреплены на рабочей площадке, а три на металлоконструкциях установки.
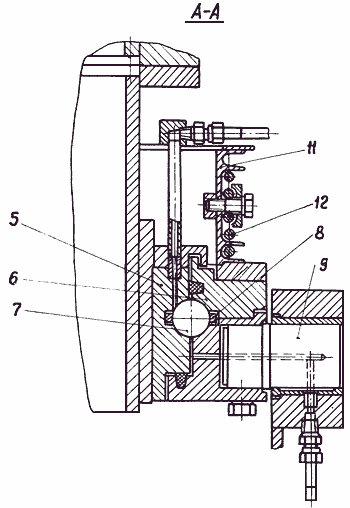
Рис.34б. Воронка промежуточная с лотком. Сечение А-А
Привод затворов дозаторов (рис.32 поз.6) служит для аварийной выдачи ферросплавов. Состоит из приводных барабанов, червячных редукторов, системы блоков и канатных передач. При вращении рукоятки приводных барабанов один канат наматывается, а другой сматывается, при этом открывается заслонка дозаторов.
Управление установкой для подачи ферросплавов может осуществляться в двух режимах: ручном и полуавтоматическом.
Уход и надзор за оборудованием установки для подачи ферросплавов в сталеразливочный ковш
§ 131. Приемку смены проводить в соответствии с указаниями §§ 11-13.
§ 132. Кроме того, при приемке смены необходимо:
а) убедиться в исправной работе привода поворота лотка промежуточной воронки, включив привод и повернув лоток в сторону ковша, а затем в исходное положение;
б) обратить внимание на исправность работы командоаппарата. При неисправности командоаппарата работа привода запрещается;
в) проверить работу дозаторов, включив и выключив вибраторы. При загруженных бункерах проверку действия вибраторов произвести быстрым включением и выключением, при этом незначительная часть ферросплавов высыпается на лоток;
г) проверить работу ручного привода затворов бункеров, обратив внимание на плавность открытия заслонок. Убедиться в исправности и надежном креплении рычажной системы привода затворов, при обнаружении неисправностей устранить их;
д) проверить состояние крепления дозаторов, воронки промежуточной с лотком, а также крепление установки на фундаменте. Убедиться в отсутствии трещин, отколов, вмятин на металлоконструкциях и корпусах бункеров лотков, питателей.
§ 133. Во время работы необходимо:
а) следить за тем, чтобы каждый дозатор загружался одним из видов ферросплавов;
б) повернуть и установить лоток промежуточной воронки под ковшом до начала выпуска стали с таким расчетом, чтобы ферросплавы попадали в струю металла;
в) следить за тем, чтобы первый дозатор включался и начинал выдавать компоненты после заполнения ковша сталью примерно на 1/5 объема;
г) производить регулировку производительности дозаторов в зависимости от скорости заполнения ковша сталью, которая контролируется визуально;
д) в случае отказа одного из виброприводов дозаторов ферросплавы подавать в ковш с помощью соответствующих ручных приводов.
§ 134. При текущем обслуживании и проведении осмотров, кроме выполнения пунктов §§ 10-19, необходимо:
а) ежесуточно осуществлять продувку всех механизмов установки воздухом, при этом обязательно прочищать зазоры между якорем и сердечником электровибрационных двигателей;
б) не реже одного раза в неделю:
производить подтяжку крепежных соединений, при этом особое внимание обратить на надежное крепление электровибраторов;
проверять состояние резиновых амортизаторов в правом и левом дозаторах и пружинных подвесок в среднем дозаторе;
производить регулировку тормозов и натяжения канатов привода лотка, при этом особое внимание обращать на состояние и крепление сферического ролика, проверять степень износа канатов и ручьев барабана и блоков;
проверять плавность и легкость работы механизмов привода ручного открывания затворов (при пустых дозаторах), обратив особое внимание на степень износа рычажной системы в шарнирах;
в) не реже одного раза в месяц производить проверку уровня и при необходимости дозаправку масляной ванны в редукторах;
г) не реже 1 раза в неделю производить дозаправку масла в узлы трения пресс-масленками согласно таблицы смазки;
д) текущее обслуживание редукторов, подшипников, тормозов, соединительных муфт, блоков производить, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III).
Ревизия и ремонт установки для подачи ферросплавов в сталеразливочный ковш
§ 135. Ревизию и ремонт установки для подачи ферросплавов проводить при остановке мартеновских печей на ремонт, но не реже одного раза в 45-60 дней.
§ 136. При ревизии необходимо проверить:
а) состояние металлоконструкций опорной рамы, защитной рамы и корпусов бункеров. При наличии видимых трещин или деформаций произвести ремонт;
б) состояние крепления и надежность установки дозаторов на центрирующих штырях и кронштейнах, нет ли трещин, деформаций, имеющиеся дефекты устранить;
в) состояние резиновых амортизаторов в правом и левом дозаторах и пружинных подвесок в среднем дозаторе, при этом резиновые амортизаторы, имеющие потерю упругости, заменить; пружины, имеющие осадку и трещины, отколы, заменить;
г) состояние стационарных и подвижных лотков (желобов), при утонении их стенок до 75-80% произвести ремонт или замену;
д) состояние барабана механизма привода лотка, барабан подлежит ремонту или замене при износе стенки барабана (в ручьях) более чем на 55-60% первоначальной толщины, а также при обнаружении трещин на цилиндрической поверхности или ступицах барабана;
е) состояние деталей рычажных систем, при этом валики и оси рольгангов, изношенные свыше 5% первоначального диаметра, либо с овальностью 0,5-0,7 мм, подлежат замене. Рычаги, тяги, имеющие износ в цапфах свыше 5% номинального диаметра, а также с видимыми трещинами и отколами подлежат ремонту или замене. Втулки с износом свыше 30% от первоначальной толщины подлежат замене;
ж) состояние тяговых канатов; канаты, изношенные более чем на 50% номинального диаметра, подлежат замене;
з) исправность командоаппаратов, системы автоматического взвешивания и дозирования, весоизмерительных приборов и аппаратуры управления, руководствуясь соответствующими инструкциями заводов-изготовителей;
и) исправность датчиков, установленных под дозаторами. Смену вышедших из строя датчиков производить с помощью винтовых домкратов или, в случае их отсутствия или неисправности, грузоподъемными средствами с предварительным ослаблением каната привода затворов дозаторов;
к) исправность системы смазки; имеющиеся дефекты устранить;
л) редукторы, подшипники, соединительные муфты, тормоза, болтовые и шпоночные соединения, блоки, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III).
ОБОРУДОВАНИЕ ШЛАКОУБОРКИ ПОД ПЕЧАМИ
Для уборки шлака из печи применяются, в основном, две системы, состоящие из:
а) тележки со шлаковой чашей, передвигаемой с помощью тяговых органов-тросов, цепей, лебедки и системы блоков по рельсовому пути, проложенному на настиле из плит или на специальной эстакаде;
б) выкатной тележки со шлаковой чашей, передвигаемой с помощью самоходной тележки с электромеханическим приводом (рис.36, а) по рельсовому пути, проложенному на удлиненной эстакаде.
На различных заводах тележки шлакоуборки имеют отличия в конструктивных особенностях, в ширине колеи, способах строповки тянущих органов. Например, применяются трехосные с двумя шлаковыми чашами.
Перестановка шлаковой чаши с тележками шлакоуборки на самоходные шлаковозы осуществляется с помощью разливочного крана.
Как правило, тележка шлакоуборки - двухосная и состоит из следующих узлов (рис.35): жесткой кольцевой рамы 1 с опорами для установки шлаковой чаши 2, продольной рамы 3, ходовых колес 4 с опорными подшипниками 5, установленными на оси 6.

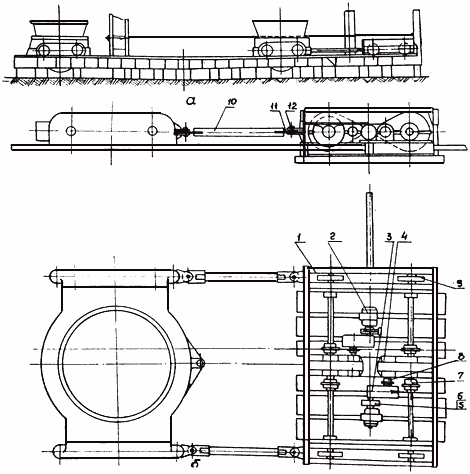
Рис.36. Выкатная тележка со шлаковой чашей
Привод самоходной тележки (рис.36, б) смонтирован на раме 1 и состоит из: электродвигателя 2, двух цилиндрических редукторов 3 и 4, тормоза 5, зубчатых муфт 6, 7, 8, ходовых колес 9. Обе пары колес имеют свой привод однотипной конструкции.
Соединение самоходной тележки с тележкой, на которой установлена шлаковая чаша, осуществляется с помощью тяги 10, проушин 11 и пальцев 12.
Уход и надзор за оборудованием шлакоуборки
§ 137. Смену принимать в соответствии с указаниями § 11-13 "Общих положений".
§ 138. Оборудование шлакоуборки подлежит ежесуточному осмотру.
§ 139. При осмотре необходимо проверить:
а) состояние колес тележки;
б) нет ли признаков повреждения или перегрева подшипников;
в) состояние букс и буксовых крышек;
г) состояние каната, равномерность его натяжения, крепление каната к барабану лебедки и к тележке со шлаковой чашей;
д) в механизмах с приводной тележкой состояние крепления самоходной тележки к тележке для установки шлаковой чаши;
е) состояние крепления и степень износа блоков для подвода каната;
ж) состояние металлоконструкций рам тележек, обратив особое внимание на опорные кронштейны для установки шлаковой чаши;
з) состояние путей шлакоуборки;
и) исправность привода, вначале наружным наблюдением, а затем включением;
к) состояние крепежных изделий, при необходимости произвести их подтяжку или замену.
§ 140. При эксплуатации оборудования шлакоуборки необходимо соблюдать следующие правила:
а) подавать под слив шлака только очищенные сухие чаши, покрытые слоем извести толщиной не менее 2 мм и посыпанные сухим мусором слоем 350-400 мм;
б) устанавливать шлаковую тележку так, чтобы струя жидкого шлака из печи была направлена в центр днища чаши;
в) после каждого слива очищать пути, металлоконструкции и механизмы от пролитого шлака; наружную и внутреннюю поверхность чаш очищать от застывшего шлака, тщательно проверяя состояние кожуха чаш; нет ли в них трещин, вспучиваний, покоробленных мест;
г) при наполнении шлака не доливать на 200-300 мм до верхней кромки;
д) механизмы приводной тележки и тяговые органы-канаты, цепи должны быть по возможности укрыты или защищены от попадания брызг расплавленного шлака;
е) проверку наличия смазки в опорных узлах ходовых колес, в механизмах самоходной тележки, осях направляющих блоков осуществлять ежесуточно; в случае необходимости производить добавку или замену смазки;
ж) перед скачиванием шлака под одним из колес тележки шлакоуборки устанавливать башмак;
з) шлаковые чаши ставить на шлаковозы разрешается только тогда, когда шлак осядет и успокоится, а на поверхности шлака образуется твердая корка.
Ревизия и ремонт оборудования шлакоуборки
§ 141. Ревизию механизмов шлакоуборки производить только в период холодных ремонтов печи.
§ 142. При ревизии, кроме вопросов, указанных в § 20, необходимо проверить:
а) состояние тросов; тросы, изношенные более чем на 50% по номинальному диаметру проволок, заменить;
б) состояние ходовых колес; при износе поверхности катания более 15-20% первоначальной толщины обода или при износе реборды более 50-60% первоначальной толщины, при наличии трещин на поверхности колес или частичном обломе реборды колеса заменить;
в) состояние металлоконструкций рам тележек и эстакады, при обнаружении трещин произвести ремонт путем заварки или постановки накладок;
г) состояние путей тележки, их крепление, искривленные рельсы отрихтовать или заменить;
д) состояние направляющих блоков, эксплуатация блоков с трещинами и отколами реборд недопустима, максимальный износ поверхности ручья (желоба) по оси блока - не более чем 25% от диаметра каната, уменьшение толщины стенки ручьев допускается не более чем на 15-20% первоначального размера;
е) состояние механизмов привода самоходной тележки, обратив особое внимание на крепление опорных подшипников, редукторов и др. механизмов;
ж) состояние смазочной системы; имеющиеся дефекты устранить;
з) соединение самоходной тележки со шлаковой (рис.36); при появлении зазора между пальцем, тягами и проушинами свыше 5 мм произвести замену деталей или их ремонт;
и) редуктора, подшипники, соединительные муфты, тормоза, крепежные и шпоночные соединения проверять, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III).
ПЕРЕВОДНЫЕ УСТРОЙСТВА
Переводные устройства служат для регулирования и распределения потоков газа, воздуха и продуктов сгорания в регенераторах и боровах мартеновских печей в строго определенной последовательности согласно графику.
К переводным устройствам предъявляют следующие требования: высокая герметичность, минимальная потеря напора, надежность конструкции, обеспечивающая длительную и бесперебойную работу всех элементов.
На рис.37 показана схема переводных устройств современной большегрузной одноканальной мартеновской печи. В состав системы входят шиберы дымовые 1, клапаны воздушные 2. Управление перемещением шиберов и клапанов осуществляется с помощью лебедок 3 и канатов 4, огибающих направляющие блоки 5. Все клапаны и шиберы подвешены на канатах.
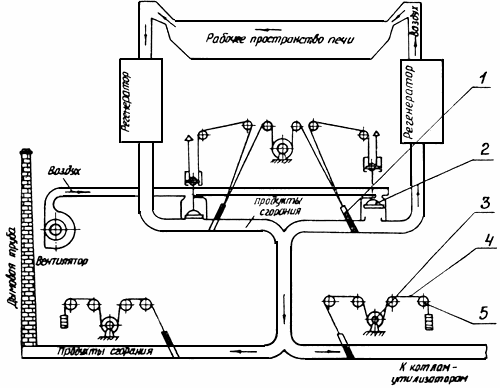
Рис.37. Схема переводных устройств
В схемах переводных устройств могут также применяться дроссели, дымовые клапаны. На некоторых заводах используются совмещенные конструкции дымового шибера и воздушного клапана с общим фундаментом и приводом.
Шибер дымовой перекидного устройства предназначен для отсечения воздушного борова от дымовой трубы при подаче воздуха в регенераторы. Шибер (рис.38) состоит из направляющей рамы 4, заслонки 1. На верхней части рамы установлены чугунный козырек 2 и сварной кожух 3, препятствующие проникновению продуктов горения в атмосферу. Для очистки задвижки от накапливающейся внутри грязи предусмотрена труба для подвода пара или сжатого воздуха. В задвижке расположена шарнирно укрепленная тяга 5, связанная канатом с лебедкой. Тяга снабжена амортизатором 6.
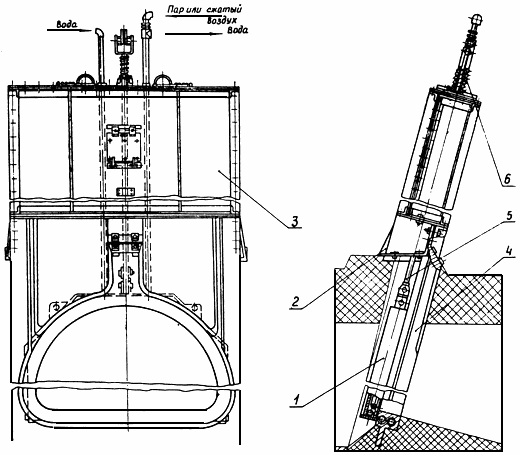
Рис.38. Дымовой шибер
Применяются дымовые шиберы, оснащенные индивидуальным приводом.
Воздушный тарельчатый клапан (рис.39) состоит из сварного кожуха 1 с крышкой 2, патрубка для подвода воздуха 6, привариваемого при монтаже к крышке (на рисунке не показан). Полый чугунный колокол 3 шарнирно подведен к штанге 4. Подъем колокола осуществляется с помощью блока 5. Отверстие в верхней крышке кожуха клапана, через которое проходит шток, уплотнено сальником с асбестовой набивкой.
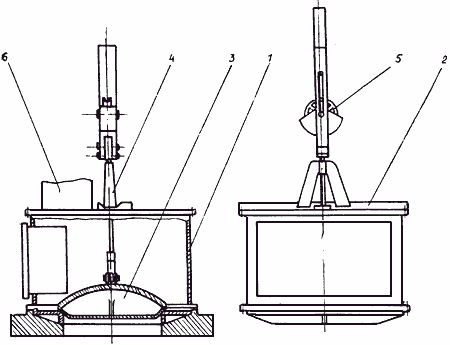
Рис.39. Воздушный тарельчатый клапан
Дымовой клапан (рис.40) служит для пропуска и отсечки продуктов сгорания по пути от мартеновской печи к дымовой трубе. Клапан состоит из литой чугунной чаши 9 с отверстием посередине для прохода продуктов сгорания, нижнего чугунного литого опорного кольца 8, опирающегося на внутренний прилив чаши. На кольцо опирается сварной кожух 5 с фланцем 1 и с предохранительным клапаном 6. К стенкам кожуха с внутренней стороны прикреплены болтами две чугунные направляющие 4 колокола, в тело которых залиты охлаждаемые водой трубы. Пустотелый охлаждаемый сварной колокол 7 подвешен на штанге, через которую подается вода. Штанга снабжена амортизатором 2. Для предупреждения утечек газа штанга пропущена через сальник с асбестовой набивкой 3.
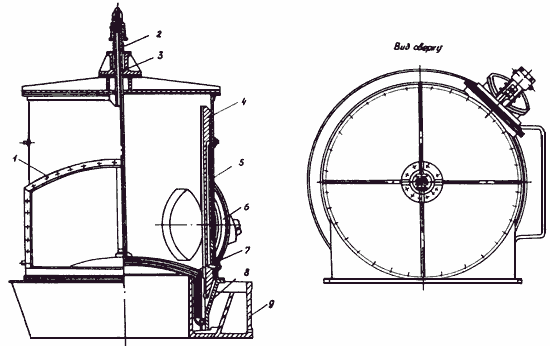
Рис.40. Дымовой клапан
Уход и надзор за переводными устройствами
§ 143. Приемку смены проводить в соответствии с указаниями §§ 11-13 "Общих положений".
§ 144. Кроме того, при приемке смены необходимо:
а) проверить исправность работы переводных устройств путем наблюдения за ходом перекидки;
б) осмотреть состояние тросов и их крепление, подвесных блоков, контргрузов;
в) особое внимание обратить на бесперебойность подачи и температуру охлаждающей воды; температура охлаждающей воды не должна превышать 70 °С.
§ 145. В период работы необходимо:
а) следить, чтобы заслонки шиберов и тарелки клапанов перемещались плавно, без заеданий;
б) следить, чтобы рабочий уход задвижек шиберов и тарелок канатов соответствовал предусмотренным отметкам;
в) обнаруживать и немедленно устранять течи охлаждающей воды в подводящей сети трубопроводов и в арматуре переводных устройств: при обнаружении утечек устранить их чеканкой, подтяжкой сальников или заменой сальниковой набивки;
д) следить за состоянием и креплением тросов, не допускать их износа, пережога, образования петель; не реже одного раза в неделю смазывать тросы тонким слоем густой смазки;
е) не реже одного раза в смену производить смазку осей блоков и других узлов трения механизмов перекидки;
ж) следить за состоянием и креплением кронштейнов подвесных блоков и контргрузов;
з) не реже одного раза в неделю во избежание накопления шлама, накипи, грязи продувать исполнительные органы переводных устройств паром и сжатым воздухом через специальные приспособления;
и) уход и надзор за болтовыми и шпоночными соединениями, муфтами, тормозами, подшипниками, блоками и редукторами производить согласно ПТЭ типовых деталей и узлов (см. раздел III).
Ревизия и ремонт переводных устройств
§ 146. Ревизию и ремонт переводных устройств и механизмов управления производить при текущих ремонтах печей, не реже одного раза в шесть месяцев. При ревизии:
а) промыть все заслонки шиберов и тарелки клапанов водой или продуть воздухом под давлением 3-4 ат до полного удаления осадков; тщательно очистить днища чаш клапанов и рам шиберов;
б) проверить состояние водопроводящих трубопроводов, фланцевых соединений и запорной арматуры; негодные участки труб, вентили, уплотнения заменить;
в) проверить состояние металлоконструкций в литой раме шибера, при обнаружении трещин произвести их ремонт или замену рамы;
г) определить состояние канатов; браковку канатов производить согласно норм Госгортехнадзора для кранов общего назначения;
д) проверить плотность прилегания рабочих поверхностей рамы и заслонки шибера; плотность прилегания рабочих поверхностей рамы и заслонки должна быть обеспечена в пределах не менее 60% рабочей поверхности, допускаются местные зазоры до 0,3 мм на длине 200 мм; заслонка при перемещении не должна отклоняться от плоскости рамы; при обнаружении вспучивания стенок шибера или значительной течи шибер заменить; допускается поворот шибера для работы второй (запасной) стороной;
е) проверить плотность прилегания клапана к седлу опорного кольца; при необходимости произвести пригонку рабочих поверхностей; максимально допустимый зазор между клапаном и седлом опорного кольца не должен превышать 0,3 мм.
ж) проверить состояние и регулировку амортизирующих пружин; лопнувшие, а также имеющие остаточную деформацию пружины заменить;
з) проверить состояние и крепление осей подшипников роликов; при пятикратном увеличении зазора между осью и втулкой (подшипником качения) ролика по сравнению с номинальным, изношенную деталь заменить;
и) при ревизии муфт, тормозов, подшипников, редукторов, блоков руководствоваться ПТЭ типовых узлов и деталей (раздел III);
к) по окончании ревизии и ремонта переводных устройств (во время сушки верхнего строения печи) опробовать шиберы, клапаны и механизмы всей системы перекидки на холостом ходу и отрегулировать их.
ЛЕБЕДКИ
Лебедка для подъема заслонок мартеновской печи.
Подъем и опускание заслонок загрузочных окон печей во время завалки осуществляется специальными лебедками (рис.41), канаты которых перекинуты через блоки 12, укрепленные на верхней балке мартеновской печи.
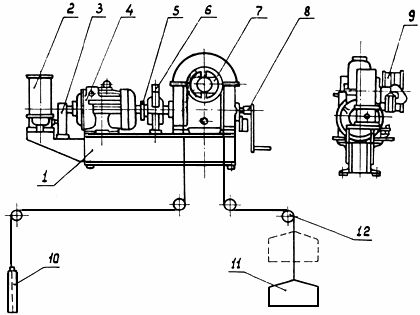
Рис.41. Лебедка для подъема заслонок мартеновских печей
Подъем и опускание заслонки происходит следующим образом. На барабане лебедки закреплены концы двух канатов - к заслонке 11 и противовесу 10. При наматывании каната на барабан (подъем) одновременно происходит сбегание с барабана каната, связанного с необходимой для подъема заслонки, уменьшается за счет противовеса. При опускании заслонки движение канатов обратное.
Лебедка (рис.41) состоит из рамы 1, узла блокировки рабочего хода 2, кинематического редуктора 3, электродвигателя 4, тормоза 6, муфты 5, редуктора 7, узла аварийного ручного привода 8 и барабана 9.
Лебедка для подъема фурм
Лебедка предназначена для подъема и опускания кислородной фурмы в момент продувания кислородом ванны мартеновской печи. Лебедка (рис.42) состоит из рамы 1, электродвигателя 2, муфты 3, тормоза 4, редуктора 5, барабана 6, командоаппарата 7.
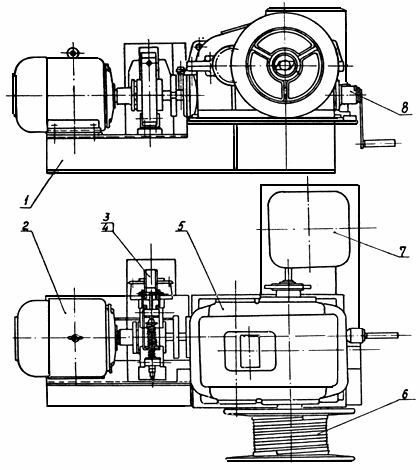
Рис.42. Лебедка для подъема фурм
Привод чугунного нарезанного барабана с однослойной навивкой каната осуществляется электродвигателем через цилиндрическо-червячный двухступенчатый редуктор, ведомый вал которого служит одновременно валом барабана. Лебедка снабжена аварийным ручным приводом 8 с автоматической блокировкой цепи электропривода.
Лебедка шлакоуборки
Служит для откачки шлаковых тележек от мартеновских печей. Лебедка (рис.43) состоит из жесткой рамы сварной конструкции и размещенных на ней барабана 1, электродвигателя 2, тормоза 3, редуктора 4 и упругой муфты 5.
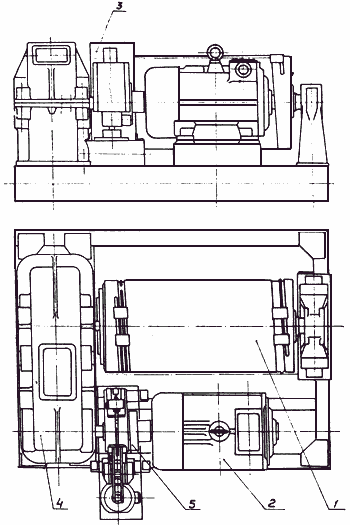
Рис.43. Лебедка шлакоуборки
Барабан представляет собой чугунную отливку с нарезанными по наружной поверхности канавками для каната. Ось барабана опирается на две опоры с роликовыми сферическими подшипниками. Одна из опор выполнена в виде отдельной чугунной стойки, а другой опорой служит специальное "гнездо" на выходном валу редуктора.
Лебедка перекидных устройств
Для перекидки воздушных и дымовых клапанов мартеновской печи служит лебедка, изображенная на рис.44. Она состоит из электродвигателя 1, редуктора 4, муфты 2 и тормоза 3, барабана 5. Для управления предусмотрен командоаппарат 6 с кинематическим редуктором. Скорость сматывания каната с барабана 0,5 м/сек. В случае необходимости привод барабана лебедки производится вручную включаемой рукояткой 7.
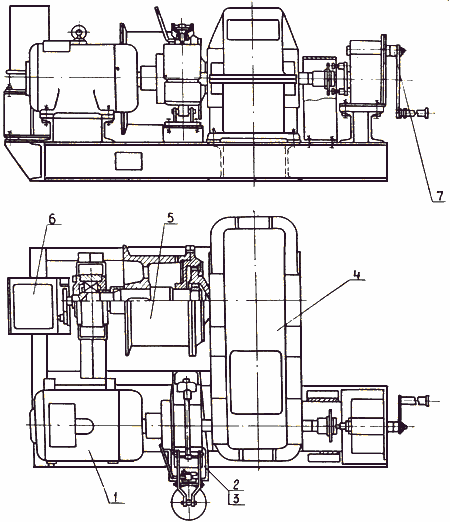
Рис.44. Лебедка перекидных устройств
Уход и надзор за лебедками
§ 147. Приемку смены производить согласно указаний § 11-13.
§ 148. Кроме того, при приемке смены проверить:
а) надежность крепления всех крепежных соединений;
б) правильность регулировки и работы тормозов;
в) состояние барабанов;
г) состояние тросов, равномерно ли они натянуты;
д) состояние ограждений;
е) наличие смазки в редукторах и при необходимости произвести дозаправку;
ж) наличие и состояние цепи, предохраняющей заслонку завалочного окна от падения при обрыве каната.
§ 149. В течение смены:
а) следить за износом и равномерностью натяжения тросов;
б) обеспечивать подачу смазочного материала к трущимся поверхностям осей барабана;
в) в случае появления в редукторе чрезмерного нагрева или шума лебедку остановить, произвести внеочередной осмотр и при необходимости устранить неисправности.
Ревизия и ремонт механизмов лебедки
§ 150. Ревизию механизмов лебедки производить при плановых ремонтах печи.
При ревизии:
а) проверить состояние втулок и осей барабана; при износе втулок 35-40% от первоначальной толщины и осей 5-10% номинального диаметра втулки и оси заменить;
б) при наличии трещин на цилиндрической поверхности или ступицах барабана необходимо произвести его ремонт или замену;
в) проверить толщину стенки барабана; при утонении стенки барабана в ручьях более чем на 40-50% первоначальной толщины его необходимо заменить;
г) проверив исправность зажимных устройств и крепление канатов;
д) канаты заменять, руководствуясь § 146, п."в";
е) запасовка канатов на барабане выполняется согласно схемы, данной в инструкции по эксплуатации лебедки. Рабочий интервал, соответствующий крайним положениям лебедки, должен быть выбран на витках барабана таким образом, чтобы в крайних положениях хода каната на барабане оставалось не менее 1,5 запасных витка;
ж) проверить редукторы, соединительные муфты, тормоза, подшипники, болтовые и шпоночные соединения, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III).
ВЕНТИЛЯТОР ДУТЬЕВОЙ
Принудительная подача воздуха в мартеновскую печь осуществляется центробежными лопастными вентиляторами.
Вентилятор (рис.45) состоит из рабочего колеса 3, улитки 1, направляющего аппарата 4, ходовой части 2, рамы 5. Электродвигатель 7 соединяется с ходовой частью с помощью муфты 6.
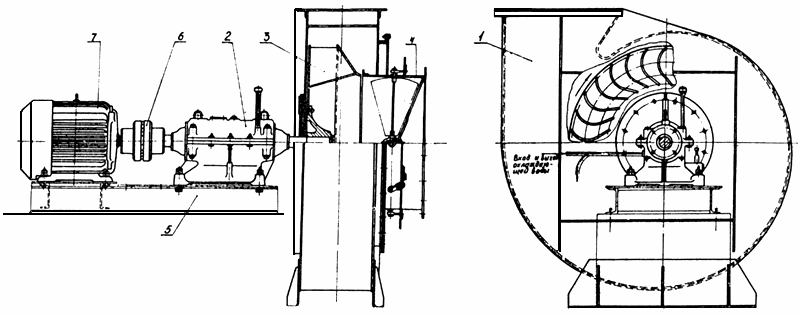
Рис.45. Вентилятор дутьевой
Рабочее колесо сварной конструкции состоит из коренного и покрывного дисков, расположенных между ними лопаток, ступицы, кольца уплотнительного.
Улитка состоит из нижней и верхней части, изготавливается из листовой стали и для жесткости усилена ребрами из полосовой стали 10х100. Для обеспечения демонтажа ротора на улитке предусмотрен съемный сектор.
Регулирование производительности и давления вентилятора производится осевым направляющим аппаратом, состоящим из цилиндрического корпуса, поворотных лопаток и механизма поворота лопаток.
Ходовая часть состоит из вала и подшипников качения, расположенных в разъемном корпусе.
Уход и надзор за вентилятором
§ 151. Приемку смены производить согласно § 11-13 "Общих положений".
§ 152. При приемке смены проверить:
а) крепление подшипников, нагрев их и достаточность смазки; температура нагрева подшипников не должна превышать температуру окружающей среды более чем на 60 °С;
б) состояние сетки на всосе, нет ли порывов или других повреждений;
в) надежность крепления электродвигателя и корпуса вентилятора к фундаментным плитам;
г) состояние болтовых и фланцевых соединений, деталей направляющего аппарата, ходовой части и других узлов и деталей вентилятора.
Особое внимание обращать на состояние коренного, покрывного дисков и лопастей рабочего колеса, а также на правильность расположения рычагов направляющего аппарата;
д) легкость вращения рабочего колеса вентилятора; он должен легко вращаться от руки, не иметь биения и не задевать кожуха.
В течение смены:
а) проверять характер шума во время работы вентилятора; при наличии необычного шума или стука вентилятор остановить для выяснения и устранения неисправностей;
б) проверять уровень вибрации; вибрация корпуса ходовой части в местах разъема не должна превышать 0,1 мм при скорости вращения 1000 об/мин;
в) наблюдать за величиной потребляемой мощности по величине тока; не допуская перегрузки электродвигателя;
г) следить за уровнем масла по маслоуказателю. В случае понижения уровня долить масло в ванну, выяснить причину понижения уровня и устранить ее;
д) не реже одного раза в сутки добавлять смазку в подшипники качения вентилятора;
е) проверять крепление электродвигателя и вентилятора.
§ 153. Вентилятор подлежит немедленной остановке в следующих случаях:
а) при обнаружении чрезмерного шума в подшипниках и резкого повышения температуры подшипников;
б) при обнаружении большой течи масла в корпусе подшипников;
в) при возникновении больших вибраций или стука в машине.
Ревизия и ремонт вентиляторов
§ 154. Ревизию вентилятора производить при холодных ремонтах печи.
§ 155. При ревизии:
а) проверить состояние лопастей ротора; погнутые лопасти, а также лопасти, у которых имеются трещины, заменить;
особое внимание обратить на состояние обшивки лопастей, сварных швов, заклепок. При износе лопасти более чем на половину толщины обшивки рабочее колесо необходимо заменить;
б) проверить по совпадению рисок плотность посадки втулки ротора на вал; щуп 0,05 мм в плоскость контакта не должен входить;
в) проверить состояние и крепление тяг ротора. Ослабленное крепление тяг переклепать;
г) осмотреть, не ослаблены ли заклепки крепления лопастей ротора;
д) проверить состояние втулки ротора; при наличии трещин на ступице или диске втулку заменить;
е) отбалансировать ротор (статической балансировкой); проверить работу вентилятора вхолостую.
Статическая неуравновешенность после балансировки, отнесенная к наружному диаметру рабочего колеса, не должна превышать 80-100 г. Для измерения величины вибрации и балансировки следует пользоваться специальными приборами, предназначенными для этой цели (2ВК, 3ВК, БИП-5, БИП-3, АБШМ).
§ 156. Ревизию соединительной муфты, болтовых и шпоночных соединений производить согласно указаниям ПТЭ типовых деталей и узлов (раздел III).
УСТАНОВКА ДЛЯ МЕХАНИЗИРОВАННОЙ НАБОРКИ
И СУШКИ СТОПОРОВ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ
Установка предназначена для механизированной наборки стопоров сталеразливочных ковшей, для передачи их со стола на конвейер сушила, для транспортировки в сушиле и выдачи из сушила.
Основными узлами установки являются: стеллажи, дозатор, стол для наборки стопоров с поворотным устройством, механизм подъема штанги стопора, передаточное устройство, копильник и цепной конвейер, транспортирующий набранные стопора в сушилке, механизированные откатные двери. Установка размещается в закрытом помещении (рис.46 а, б). Для создания необходимого запаса стопорные стержни (штанги) укладываются на стеллажи 1, выполненные с уклоном, благодаря которому стержни под действием собственного веса сползают к дозатору.
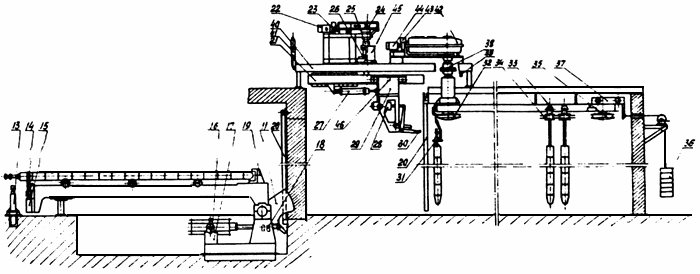
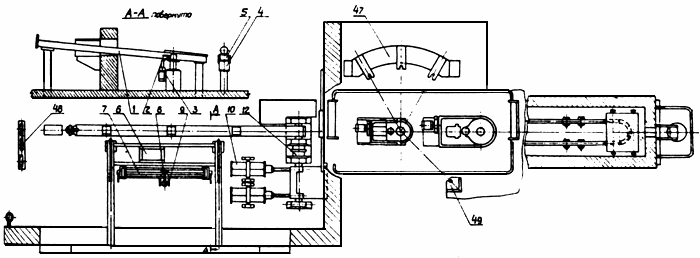
Рис.46б. Установка для механизированной наборки и сушки стопоров сталеразливочных ковшей
Подача стержней (по одному) на ролики 5 стола 4 осуществляется рычагами 2 дозатора, которые насажены на вал 7. На валу 7 укреплен рычаг 8, шарнирно соединенный со штоком пневматического цилиндра 3. Корпус цилиндра 3 поворачивается на цапфах, шарнирно соединенных с кронштейнами 9, смонтированными на раме дозатора.
Наборка стопоров осуществляется на столе 4 в горизонтальном положении. Подъем стержня для одевания керамических трубок при необходимости осуществляется пневматическим цилиндром 13, а прижим (захват) стопора после его наборки - крюком 14, шарнирно соединенным с вилкой штока пневматического цилиндра 15.
Ограничение движения исполнительных органов механизмов захвата и подъема стержня контролируется конечными выключателями.
По окончании наборки осуществляется кантовка стопора в вертикальное положение посредством включения пневматических цилиндров 10, штоки которых вилками шарнирно соединены с грузовым кривошипом 11, смонтированном на валу, соединенным муфтой 12 с валом стола 4. Цилиндры 10 шарнирно установлены на стойках 16, смонтированных на станине 17, на которой закреплены и корпуса опорных подшипников валов кривошипа и стола. Ограничение поворота стола в крайних положениях осуществляется конечными выключателями 18.
Специальная масса для обмазки керамических трубок при наборке стопоров хранится в коробе 6. Упор 19 при наборке удлиненных стопоров снимается. Поднятый в вертикальное положение стопор захватывается вилкой 30 передаточного поворотного устройства за верхнюю гайку, после чего устанавливается в гнездо копильника 47 или на каретку цепного конвейера сушила.
Передаточное устройство состоит из поворотной рамы 21, по направляющим балкам которой с помощью пневматического цилиндра 27 перемещается на роликах каретка 29 с установленным на ней механизмом захвата, в котором через систему рычагов и пневматический цилиндр 28 приводится в движение исполнительный орган - вилка 30.
Поворот рамы 21 осуществляется электродвигателем 22 через специальный редуктор 24, соединенный с двигателем муфтой, выполненной с тормозным шкивом для колодочного тормоза 23.
Выходной вал редуктора соединен муфтой 25 с валом, закрепленным на раме. Конечные выключатели 46 служат для ограничения движения каретки и вилки в крайних положениях.
Фиксированная остановка передаточного устройства в необходимых положениях осуществляется командоаппаратом 45, который соединен цепной передачей с кинематическим редуктором 26, связанным зубчатой передачей с валом рамы 21.
Установленный на каретку 31 стопор передвигается в сушиле на роликах по балке (монорельсу) рамы цепного конвейера.
Основным элементом цепного конвейера является бесконечная пластинчатая цепь 34, к звеньям которой прикреплены опорные валы роликов 33, приводной 32 и натяжной 35 звездочек, а также каретка 31 с крюками.
Ось натяжной звездочки 35 прикреплена также к подвижной раме 37, на которой закреплен канат, проходящий через систему блоков и соединений с грузом 36.
Вращение правой звездочки 32 осуществляется от электродвигателя 44, соединенного с коническо-цилиндрическим редуктором 42 муфтой с тормозным шкивом для колодочного тормоза 43. Выходной вал редуктора 42 соединен с валом звездочки муфтой 38. Конечный выключатель 39 соединен с валом редуктора зубчатой передачей и предназначен для фиксации остановок цепного конвейера в определенных положениях. Приводы цепного конвейера и поворотного устройства, а также электропневматический распределитель 41 смонтированы на раме 40.
Проемы для выдачи набранных стопоров в копильник, а затем в сушило перекрываются механизированными откатными дверьми 20, передвигающимися на роликах по направляющему угольнику с помощью канатов, соединенных через систему блоков с пневматическими цилиндрами.
Для ограждения движения дверей в крайних положениях предусмотрены конечные выключатели. Готовые к работе стопоры вынимаются из сушила краном при помощи скобы через гнездо специального стенда 49.
Смазка редукторов - жидкая, заливаемая в картеры, узлов трения дозатора, стола наборки стопоров, поворота стола и передаточного механизма - густая, централизованная от ручной смазочной станции 48.
Уход и надзор за установкой для механизированной наборки и сушки стопоров
сталеразливочных ковшей
§ 157. Приемку смены проводить в соответствии с указаниями § 11-13 "Общих положений".
§ 158. Кроме того, при приемке смены необходимо:
а) проверить включением исправность работы механизмов дозатора, поворота стола наборки, подъема и прижима стопора, обратив внимание на то, чтобы величины хода поршня пневматических цилиндров соответствовали технической характеристике изделия;
б) убедиться в исправности и надежном креплении рычажной системы деталей механизмов захвата, поворота стола, передаточного устройства и цепного конвейера; при обнаружении неисправностей - устранить их;
в) проверить включением работу цепного конвейера и механизированных откатных дверей, обратив внимание на плавность и легкость хода рабочих органов;
г) убедиться в исправности конечных выключателей и командоаппарата, при неисправных конечных выключателях и командоаппарате пользоваться механизмами запрещается;
д) произвести чистку механизмов от пыли, грязи, убрать посторонние предметы;
е) проверить обеспеченность узлов трения смазкой; при необходимости добавить смазки.
§ 159. При осмотрах и текущем обслуживании необходимо:
а) проверить состояние пневматических цилиндров установки - нет ли утечки воздуха через сальники и надежны ли шарнирные соединения; при пропуске воздуха подтянуть болты сальниковых уплотнений или заменить сальники; имеющиеся дефекты в шарнирных соединениях устранить;
б) проверить состояние роликов стола наборки стопоров - они должны легко проворачиваться от руки;
в) убедиться в надежной работе передаточного поворотного механизма - он должен обеспечить установку стопоров в гнездо копильника или на каретку цепного конвейера сушила;
г) следить за надежностью крепления стопоров на вилке передаточного механизма и на каретке цепного конвейера;
д) не допускать аварийного выхода из строя цепного конвейера сушила: следить за износом деталей цепи, за состоянием зубьев натяжной и приводной звездочек, не реже одного раза в неделю производить регулировку положения натяжной звездочки с таким расчетом, чтобы провисание цепи конвейера было в пределах 10-20 мм, следить за износом и надежным креплением опорных роликов, выявлять буксующие (непроворачивающиеся) ролики;
е) проводить обследование состояния крепежных деталей, особое внимание обратить на крепление приводов механизмов передаточного устройства и цепного конвейера сушила; ослабленные крепежные соединения подтянуть;
 обращать внимание на работу механизированных откатных дверей: они должны работать плавно и без перекосов, при появлении перекосов необходимо проверить состояние опорных катков и направляющих, по которым они катятся;
обращать внимание на работу механизированных откатных дверей: они должны работать плавно и без перекосов, при появлении перекосов необходимо проверить состояние опорных катков и направляющих, по которым они катятся;
ж) не реже одного раза в две недели проверить состояние металлоконструкций: при обнаружении дефектов по возможности произвести ремонт; в дальнейшем вести ежесуточное наблюдение за дефектными участками;
з) в централизованных системах густой смазки периодичность смазки - 1 раз в сутки, жидкая смазка в цилиндрических редукторах меняется один раз в 6 месяцев, густая смазка в подшипник механизма поворота блока натяжного устройства - не реже 1 раза в год, остальные подшипники набиваются смазкой при ревизиях и ремонтах согласно карты смазки;
и) ежесменно проверять давление воздуха в подводящей цеховой магистрали: оно должно быть в пределах 4-6 ат.
к) проверять зубчатые соединения и редукторы, муфты, тормоза, подшипники, крепежные и шпоночные соединения, пневмоцилиндры, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III).
Ревизия и ремонт оборудования установки для механизированной наборки
и сушки стопоров
§ 160. Ревизию оборудования установки проводить во время текущих и капитальных ремонтов оборудования, не реже одного раза в два-три месяца.
§ 161. При ревизии необходимо проверить:
а) состояние металлоконструкций стеллажей, дозатора, стола наборки, рамы поворотно-передаточного механизма, площадки приводов и рамы цепного конвейера, направляющих механизированных откатных дверей - нет ли сквозных трещин длиной более 10 мм, пораженных коррозией и деформированных участков, нарушенных сварных швов; при обнаружении дефектов произвести ремонт;
б) состояние и крепление рычажной системы механизмов захвата (прижима) и подъема стопора, передаточного устройства. Валики и оси рычагов, имеющие износ свыше 5-7% первоначального диаметра и овальность свыше 1,5 мм, а также трещины, подлежат замене. Тяги и рычаги, у которых в процессе работы отверстия для осей (валиков) износились свыше 5-7 первоначального диаметра, подлежат ремонту или замене. Втулки с износом более 25-30% первоначальной толщины подлежат замене;
в) состояние и крепление цепи, кареток, приводной и натяжной звездочек конвейера; при износе валиков и увеличении отверстий в пластинах цепи более чем на 5-7% первоначального диаметра заменить цепь; звездочки с износом зубьев до 30-35% их толщины (считая по начальной окружности) заменить;
г) состояние блоков и канатов, а также крепление канатов к грузу и подвижной раме натяжной звездочки цепного конвейера и к исполнительным органам механизированных откатных дверей; допустимый износ блоков по диаметру ручья не должен превышать 25% диаметра каната; предельный износ стенки ручьев блоков - не более 15-20% первоначальной толщины; замену каната производить по нормам износа, предусмотренным Правилам Госгортехнадзора для кранов общего назначения;
д) состояние роликов стола наборки, механизированных откатных дверей, цепного конвейера; ролики, имеющие люфт или буксующие, разобрать и устранить дефект; максимальный износ роликов не должен превышать 30% по поверхности диаметра катания и 50% по толщине реборды;
е) исправность смазочной системы, при необходимости произвести чистку подающей магистрали и замену смазки в редукторах и подшипниковых опорах согласно карты смазки;
ж) работу конечных выключателей и командоаппарата, имеющиеся недостатки устранить;
з) редуктора, соединительные муфты, тормоза, подшипники, крепежные и шпоночные соединения, пневмоцилиндры, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III).
ТЕЛЕЖКА ДЛЯ ИЗЛОЖНИЦ
Тележка для изложниц служит для подачи порожних изложниц под разливку и перевозки их с залитым металлом к месту раздевания слитков.
Тележка грузоподъемностью 230 т (рис.47) состоит из платформы 1, установленной на двух трехосных ходовых тележках. Каждая тележка состоит из шкворневой балки, опирающейся на боковые балки 2, закрепленные в надрессорных балках 5, а последние установлены на рессорные пружины 6. Усилие, воспринимаемое боковыми балками, передается через буксы 3 с подшипниками качения на оси холостых пар 4. Ходовые тележки центрируются с платформой при помощи шкворневого устройства. Тележка оборудована автосцепкой щеколдного типа 7. Применяются также тележки четырехосные грузоподъемностью 120 т.
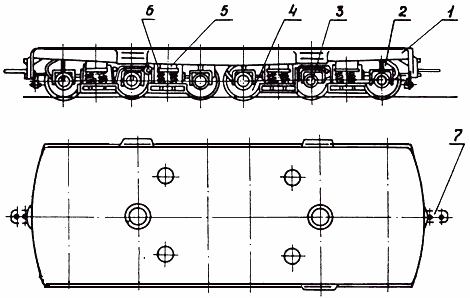
Рис.47. Тележка для изложниц
Уход и надзор за тележками для изложниц
§ 162. Составы с тележками для изложниц подлежат ежесменному наружному осмотру эксплуатационным персоналом и не реже одного раза в неделю - детальному осмотру на железнодорожных путях.
При наружном осмотре проверить наличие подбуксовых планок, состояние сцепных устройств, наличие и состояние пружин.
При детальном осмотре проверить:
а) состояние букс и крышек;
б) нет ли признаков, указывающих на повреждение или перегрев подшипников;
в) состояние сцепного устройства - нет ли погнутых или ослабленных рычагов, надежность крепления грузов, не закозлено ли сцепное устройство;
г) нет ли осевших и лопнувших пружин;
д) состояние колесных пар и рам тележек.
§ 163. Запрещается эксплуатация тележек для изложниц при наличии в них одного из следующих дефектов или неисправностей:
а) сквозной трещины на ребрах платформы, одной из балок или букс ходовой тележки;
б) ослабление посадки колеса на оси, откола или трещин на гребне, ободе либо ступице ходового колеса, остроконечном накате гребня колеса;
в) повреждение одного из рычагов сцепного устройства, отсутствии груза;
г) колесная пара не вращается либо при вращении одно из колес задевает за раму тележки;
д) увеличение зазора между буксой и боковой балкой более 6 мм на сторону;
е) части сцепных устройств согнуты, залиты металлом или имеют трещины;
ж) отсутствие подбуксовых планок;
з) лопнувшей либо осевшей пружины;
и) чрезмерного нагрева или повреждения подшипника одной из букс.
§ 164. Не разрешается загружать тележку более, чем это предусмотрено ее грузоподъемностью.
§ 165. При разливке стали в изложницы не допускать попадания жидкого металла на ходовую часть тележек.
§ 166. Поддоны и изложницы устанавливать на платформу осторожно, не допуская сильных ударов.
§ 167. При раздевании слитков не допускается падение изложниц или слитков. Высота падения слитка или изложниц не более 100 мм.
§ 168. Рычажная система щеколдовой автосцепки должна свободно вращаться на осях без заеданий и перекосов.
§ 169. Перед установкой поддонов или изложниц платформы тележек должны быть очищены от мусора и скрапа.
§ 170. Передвижение составов или отдельных тележек как с грузом, так и без груза при помощи мостовых кранов не допускается.
§ 171. Не допускается резкое трогание с места и торможение состава с изложницами, подъезд на сцепку должен быть плавным со скоростью не более 3 км/час.
§ 172. Не допускается передвижение состава с изложницами со скоростью более 12 км/час.
§ 173. Не реже одного раза в три месяца промывать роликоподшипники опор и заряжать свежей смазкой. Смазку букс тележек производить только на отведенных для этого участках пути.
§ 174. Запрещается смазывать буксы тележек, груженных горячим металлом или находящихся в движении.
§ 175. Тележки для изложниц, подвергшиеся заливке жидким металлом, после очистки подлежат осмотру и отбраковке. Буксы тележек, признанные годными для дальнейшей работы, должны быть промыты и заправлены свежей смазкой.
§ 176. Расцепку тележек разрешается производить только при полной остановке.
Ревизия и ремонт тележек для изложниц
§ 177. Ревизию и ремонт тележек для изложниц проводить не реже одного раза в 6 мес.
§ 178. При ревизии проверить:
а) платформу тележки, боковые, шкворневые и надрессорные балки, буксы колесных пар;
обнаруженные дефекты устранить;
б) рессорные пружины лопнувшие, а также осевшие заменить;
в) состояние сцепных устройств; износ проушин щеколд допускается до 10 мм на сторону; детали сцепных устройств, согнутые или имеющие трещины заменить;
г) состояние и уплотнение букс; поврежденные уплотнения заменить;
д) шарниры рычагов, оси шарниров, изношенные по диаметру более чем на 15-20%, заменить;
е) подшипники качения колесных пар в соответствии с указаниями ПТЭ типовых деталей и узлов;
ж) колесные пары подлежат замене при износе поверхности катания более чем на 9 мм, износе реборды до толщины менее 22 мм на расстоянии 18 мм от вершины ее, при образовании выбоин на поверхности катания глубиной более 3 мм и длиной более 25 мм, при отколе части реборды, ослаблении бандажа на центре или ступицы колеса на оси, при наличии поперечной трещины в любой части оси, бандажа или обода, при остаточной толщине обода менее 30 мм;
з) колеса с двумя ребордами подлежат замене при износе поверхности катания более 15-20% первоначальной толщины обода, при износе реборды более 50-60% первоначальной толщины, при наличии трещин на поверхности колес или частичном отломе реборды. Разность диаметров окружности катания у парных противолежащих ведущих ходовых колес не должна превышать 0,001 номинального диаметра; при наличии большего отклонения, вызывающего забегание одной стороны или проскальзывание, колеса отремонтировать или заменить.
СТАЛЕРАЗЛИВОЧНЫЙ КОВШ
Сталеразливочный ковш служит для приемки металла из мартеновской печи и разливки его по изложницам.
Сталеразливочный ковш (рис.48) состоит из сварного или клепанного корпуса 1, одного или двух стопорных устройств 2, кантовального устройства 3, носка для слива шлака 4. Корпус ковша состоит из нижней обечайки с днищем, верхней обечайки и средней обечайки с кольцами жесткости и цапфовыми узлами. Стальные кованые цапфы 5 запрессовываются в цапфовые плиты 6, приваренные к средней части кожуха и к кольцам жесткости.
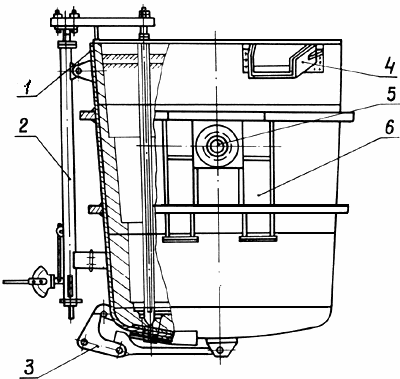
Рис.48. Сталеразливочный ковш
Стопорное устройство предназначено для открывания и закрывания отверстий разливочного стакана во время разливки стали. Управление стопором ручное, на нем предусмотрена установка гидроцилиндра, позволяющего осуществлять дистанционное управление. В нормальном положении стопор плотно закрывает отверстие разливочного стакана за счет веса движущихся деталей стопора и пружины регулирования усилия прижатия.
Стопорное устройство (рис.49) состоит из:
а) вилки стопора 1, служащей для передачи поступательного движения штанги стопора при открывании и закрывании отверстия разливочного стакана;
б) ползуна 2, жестко соединенного с вилкой стопора, получающего поступательное движение от рукоятки рычажного типа и расположенного внутри направляющей трубы. На нем крепится крюк 7 для установки гидроцилиндра 8;
в) трубы 3, служащей направляющей для ползуна при его движении. Крепление стопорного устройства к корпусу ковша - разъемное. Для фиксации положения стопора при закрытом отверстии разливочного стакана служит штурвал 4. Чтобы открыть отверстие стакана, необходимо, вращая штурвал, перевести его в нижнее положение и нажать рукоятку 5 вниз. При этом за счет поворота рукоятки относительно точки "а" второй конец рычага, шарнирно связанный с ползуном 2, поднимает ползун, вилку стопора 1 и футерованный стержень 6. Регулировка положения стопорного устройства осуществляется при помощи регулировочного винта 9.
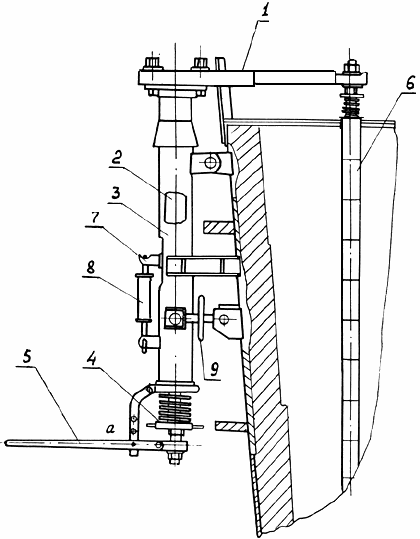
Рис.49. Стопорное устройство
Кантовательное устройство (рис.50) состоит из следующих основных узлов:
кронштейна 1, служащего для удержания петли кантователя в нормальном положении;
петли 2, служащей для зацепления крюком вспомогательного подъема крана и передачи усилия на шарнирно соединенную с ней тягу;
тяги 3, представляющей собой шарнирно закрепленный рычаг, служащий для передачи усилия кантователя на скобы, а также на днище в начальный момент кантования;
скоб 4, крепящихся к центру днища ковша и служащих для передачи усилия кантовки корпусу ковша.
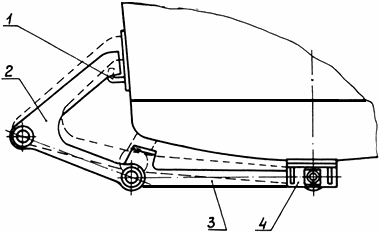
Рис.50. Кантовальное устройство
Уход и надзор за сталеразливочным ковшом
§ 179. Сталеразливочные ковши подлежат обязательному ежесуточному осмотру технологическим персоналом.
§ 180. При осмотре необходимо проверить:
а) состояние корпуса ковша - не залит ли металлом или шлаком;
б) состояние цапф - нет ли вмятин, задиров, проверить крепление их к корпусу - нет ли ослабленных или поврежденных заклепок или сварных швов;
в) действие стопорного устройства, крепление его, смазку шарниров и других узлов трения;
г) состояние футеровки ковша, состояние стакана, его крепление;
д) состояние кантовательного устройства - нет ли трещин; надежность крепления к корпусу ковша.
Не допускается ставить под налив ковши, у которых наблюдается хотя бы одно из следующих повреждений:
а) перегрев корпуса или днища ковша, трещины, вспучивание;
б) чрезмерный износ либо повреждение футеровки;
в) застывший металл на корпусе ковша; ослабленные заклепки или нарушенные сварные швы;
г) трещины, задиры на цапфах;
д) неисправность стопорного устройства.
§ 181. В течение смены лица, ответственные за эксплуатацию ковшей, обязаны:
а) не реже одного раза смазывать трущиеся поверхности стопорного устройства ковша;
б) перед каждым подъемом ковша проверить надежность крепления защитных втулок на цапфах, цапфы очистить от застывших брызг металла или шлака и смазать зев крюка разливочного крана;
в) при захвате ковша крюком не допускать резких ударов ими о цапфы, следить, чтобы при этом не повредить стопорное устройство;
г) под налив подавать только сухие прогретые ковши; разрешение на поставку ковша под прием плавки дается мастером разливки;
д) ковш устанавливать под печь так, чтобы струя металла не била в стенки ковша и в стопор. Во избежание выплесков шлака и металла ковш не должен доливаться до края на 150-200 мм;
е) после разливки очищать стенки ковша от металла и шлака и проверять состояние футеровки и днища выпускного отверстия; при прогаре его заменить;
ж) ковш устанавливать только на стенды, запрещается ставить ковши на днище или класть на бок.
§ 182. Периодически осматривать сталеразливочные ковши в соответствии с указаниями §§ 17-19 "Общих положений".
Ревизия и ремонт ковша
§ 183. Ревизию сталеразливочных ковшей проводить при ремонте футеровки, но не реже одного раза в 1,5-2 месяца.
§ 184. Не реже одного раза в год тщательно осматривать цапфы с проверкой их дефектоскопией и замером износа. При обнаружении в цапфах внутренних пороков пользование ковшом разрешается по заключению специальной комиссии. Данные о результатах осмотра оформить актом и занести в специальный журнал. Цапфы, изношенные по диаметру более чем на 10% первоначального размера, подлежат замене. Не допускается на цапфах волнообразный кольцевой износ с резкими переходами от изношенной к сохранившейся поверхности.
§ 185. При ревизии сталеразливочного ковша выполнять указания § 20 и, кроме того:
а) разобрать механизм стопорного устройства и проверить состояние всех деталей; рычаг и серьгу с выработанными отверстиями более 10% их первоначального диаметра и пальцы шарниров с износом на 5-7% их первоначального диаметра, а также винты и гайки с изношенной резьбой до 40-50% по толщине заменить;
б) проверить состояние стенок и днища ковша - нет ли трещин, ослабленных заклепок и нарушенных сварных швов и т.п.; при образовании значительных трещин, вспучиваний, ослабленных заклепок и сварных швов, нарушающих прочность ковша, ковш заменить.
§ 186. Запрещается выбивать футеровку и сбрасывать ее внутрь ковша, так как при этом можно повредить корпус и ослабить его соединения. Запрещается выдавливание стопорного стакана при наличии "козла" в ковше.
ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ СТОПОРАМИ СТАЛЕВОЗОЧНЫХ КОВШЕЙ
Дистанционное управление стопорами повышает надежность работы, позволяет строго соблюдать технологию разливки стали, облегчает труд и обеспечивает безопасность работы разливщика.
Наиболее широко применяют на практике дистанционное управление стопорным механизмом с помощью гидравлического привода. Схема гидропривода, выпускаемого серийно машиностроительными заводами, изображена на рис.51. Схема включает в себя насосную установку 1, пластинчатый фильтр 2, магнитный фильтр 12, предохранительный клапан 3, реверсивные золотники 5 (а, б, в), четырехходовой золотник 6, обратные клапаны 9, дросселя 8, напорные золотники 7. Для нагрева и слива рабочей жидкости в масляный бак встроены электронагревательные секции 14 и магнитная пробка 16. Контроль температуры рабочей жидкости осуществляется с помощью термосигнализатора 15, контроль давления - манометром 4. Для перекрытия магистралей служат вентили 10, 11, 13.
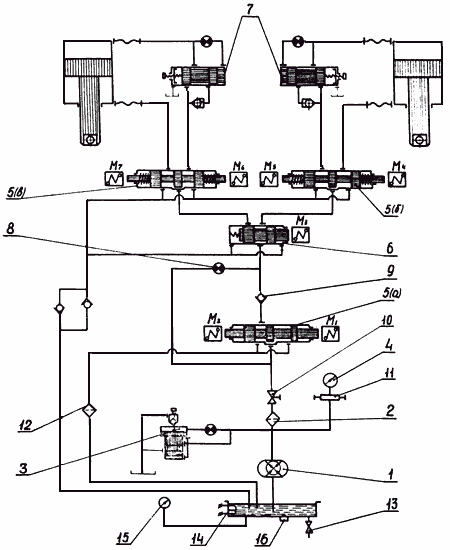
Рис.51. Схема гидропривода дистанционного управления стопорами разливочных ковшей
Подача рабочей жидкости к цилиндрам I и II осуществляется по рукавам высокого давления. Схема выполнена для ковша, имеющего два стопора.
Принцип работы гидропривода
Открытие (подъем) и закрытие (опускание) стопоров ковша осуществляется гидроцилиндрами. Открытие стопоров осуществляется путем подачи жидкости в верхнюю полость гидроцилиндров, закрытие - в нижнюю. Во избежание ударов при закрытии стопора на пути выхода жидкости из верхней полости установлен напорный золотник 7, создающий противодавление, компенсируя вес стопора.
Рабочие циклы
1. Исходное положение.
2. Медленное открытие.
3. Быстрое открытие.
4. Медленное закрытие.
5. Быстрое закрытие.
6. Возврат в исходное положение.
7. Аварийное закрытие.
1. Исходное положение.
Все электромагниты обесточены. Реверсивные золотники 5 (а, б, в) находятся в среднем положении. Нагнетательная магистраль и обе полости гидроцилиндров соединены со сливом.
2. Медленное открытие.
Включены электромагниты  и
и  . Напорная магистраль посредством золотника 5 (а) перекрывается. Часть рабочей жидкости от насоса 1 проходит через дроссель 8, четырехходовый золотник 6, реверсивный золотник 5 (б), напорный золотник 7 и поступает в верхнюю полость гидроцилиндра. Излишки масла сбрасываются через предохранительный клапан в маслобак. Осуществляется медленное открытие правого стопора.
. Напорная магистраль посредством золотника 5 (а) перекрывается. Часть рабочей жидкости от насоса 1 проходит через дроссель 8, четырехходовый золотник 6, реверсивный золотник 5 (б), напорный золотник 7 и поступает в верхнюю полость гидроцилиндра. Излишки масла сбрасываются через предохранительный клапан в маслобак. Осуществляется медленное открытие правого стопора.
3. Быстрое открытие.
Включены электромагниты  и . Жидкость от насоса 1 через фильтр 2, золотника 5 (а) и 5 (б), обратный клапан 9, золотник 6, напорный золотник 7 поступает в верхнюю полость гидроцилиндра - происходит быстрое открытие стопора.
и . Жидкость от насоса 1 через фильтр 2, золотника 5 (а) и 5 (б), обратный клапан 9, золотник 6, напорный золотник 7 поступает в верхнюю полость гидроцилиндра - происходит быстрое открытие стопора.
4. Медленное закрытие
Включены электромагниты и  . Жидкость от насоса 1 через дроссели 8, четырехходовый золотник 6, реверсивный золотник 5 (б) поступает в нижнюю полость гидроцилиндра. Происходит медленное закрытие стопора. Излишки масла сбрасываются через предохранительный клапан 3 в маслобак. Жидкость, вытесняющаяся из верхней полости гидроцилиндра, проходит через напорный золотник 7.
. Жидкость от насоса 1 через дроссели 8, четырехходовый золотник 6, реверсивный золотник 5 (б) поступает в нижнюю полость гидроцилиндра. Происходит медленное закрытие стопора. Излишки масла сбрасываются через предохранительный клапан 3 в маслобак. Жидкость, вытесняющаяся из верхней полости гидроцилиндра, проходит через напорный золотник 7.
5. Быстрое закрытие
Включены электромагниты и . Жидкость от насоса 1 через золотник 5 (а), обратный клапан 9, золотник 6 и золотник 5 (б) поступает в нижнюю полость гидроцилиндра. Осуществляется быстрое закрывание правого стопора.
6. Возврат в исходное положение
Все электромагниты обесточены. Под действием пружин реверсивные золотники 5 возвращаются в исходное (среднее) положение. Нагнетательная магистраль и обе полости гидроцилиндра соединяются со сливом.
7. Аварийное закрытие
Аварийное закрытие производится в тех случаях, когда требуется немедленно прекратить разливку, а гидропривод не срабатывает, например, при обесточивании системы. При этом реверсивные золотники 5 (а, б, в) находятся в среднем положении, а обе полости гидроцилиндра соединяются с баком. На сливной магистрали смонтированы два обратных клапана, которые создают возможность подсоса жидкости при движении поршня вверх или вниз.
Итак, чтобы прекратить разливку в случае отказа в работе гидропривода, необходимо стопор закрыть вручную, не отсоединяя гидроцилиндр, или, если это не удастся выполнить, отсоединить гидроцилиндр, выбив палец 5 (рис.52).
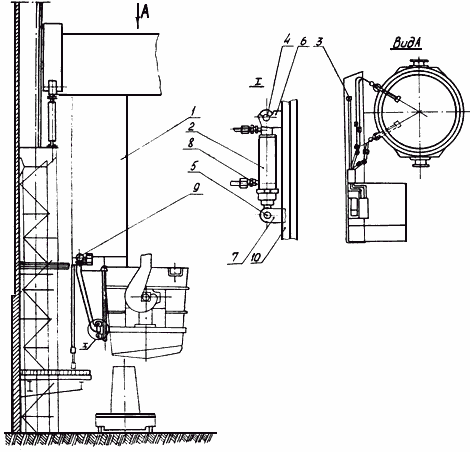
Рис.52. Размещение гидроаппаратуры дистанционного управления стопорами сталеразливочных ковшей
Одновременная работа двух стопоров в данной схеме не предусматривается. Открытие и закрытие левого стопора 1 производится аналогично правому II. При этом включается электромагнит  , а вместо электромагнитов и включаются
, а вместо электромагнитов и включаются  и
и  . Все электромагниты золотников работают на постоянном токе.
. Все электромагниты золотников работают на постоянном токе.
Размещение гидроаппаратуры показано на рис.52. Управление работой осуществляется разливщиком с помощью подвесного кнопочного пульта 3. На период разливки гидроцилиндр 2 устанавливают и закрепляют с помощью пальцев 4, 5 к кронштейнам 6, 7, приваренным к ползуну и направляющей 10 стопорного устройства. Остальная гидроаппаратура 9 смонтирована стационарно в кабине разливочного крана 1.
В периоды между разливками гидроцилиндры и рукава высокого давления крепятся в ящике, закрепленном снаружи на кабине крана, в удобном для доступа месте.
Сборка отдельных узлов и деталей гидропривода производится на конических резьбах 8.
Рабочий орган гидропривода - гидроцилиндр двухстороннего действия (рис.53) состоит из следующих основных деталей: корпуса 1, штока 2, поршня 3, втулки направляющей 4, гайки накидной 5, гайки накидной 6, втулки поджимной 7, манжет 8, кольца уплотнительного 9, манжет 10 с кольцами 11 и 12 и оси 13.
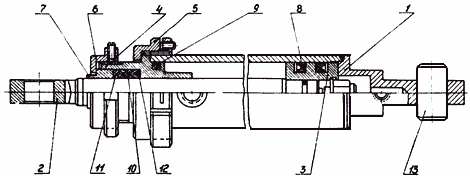
Рис.53. Гидроцилиндр двухстороннего действия
Уход и надзор за гидроприводом дистанционного управления стопорами сталеразливочных ковшей
§ 187. Смену принимать в соответствии с указаниями § 11-13 "Общих положений".
§ 188. Кроме того, при приеме смены разливщик и машинист разливочного крана обязаны:
а) внимательно осмотреть приборы и узлы управления, обратив особое внимание на плотность затяжки крепежных соединений и целостность рукавов.
При обнаружении течи соединения должны быть подтянуты, рукава отремонтированы;
б) проверить давление в системе, которое должно быть не ниже установленного при пуске 50 кг/см . В случае необходимости регулировку давления производить с помощью предохранительного клапана 3, при закрытом вентиле 10 (рис.51);
. В случае необходимости регулировку давления производить с помощью предохранительного клапана 3, при закрытом вентиле 10 (рис.51);
в) проверить уровень масла в баке насосной станции; он должен находиться в пределах между верхней и нижней отметками маслоуказателя. Вся гидросистема - трубопроводы, рукава, гидроцилиндры и полость насоса должна быть заполнена маслом;
г) проверить исправность сигнальных ламп на пульте управления; они должны гореть во время работы насосной установки и гаснуть при прекращении подачи электроэнергии;
д) опробовать вручную легкость вращения вала насоса;
е) проверить включением движение штока и поршня гидроцилиндров. Перекосы и заедания при этом не допускаются.
§ 189. В период работы и при текущем обслуживании необходимо:
а) перед проведением разливки произвести несколько включений гидропривода на медленное и быстрое открытие и закрытие стопоров. Установка должна работать плавно, без заеданий, бесшумно, отклонения от работы циклов не допускаются;
б) следить за тем, чтобы температура масла в баке не снизилась ниже отметки 15 °С; в противном случае его необходимо подогреть с помощью электронагревательных секций 14 (рис.51);
в) рабочую жидкость в системе менять не реже одного раза в 3 месяца. Первую смену масла необходимо произвести после недели работы. В качестве рабочей жидкости следует применять только чистое минеральное масло "индустриальное" 20 или 30, свободное от кислот и щелочей, воды, механических и химических примесей;
г) избегать скручивания и резких изгибов рукавов; радиус изгиба рукавов должен быть не менее 130 мм;
д) при работе в запыленной атмосфере уделять особое внимание контролю фильтров. Пластинчатый фильтр 2 (рис.51) должен прочищаться не реже одного раза в смену путем поворота рукоятки фильтра по часовой стрелке (на 3-4 оборота).
Первую промывку фильтров произвести через 48 часов работы. В дальнейшем фильтры 2, 12 и магнитную пробку 16 (рис.51) промывать при каждой смене масла в системе;
е) включение насосной установки производить только после того, как гидроцилиндры будут прочно закреплены на стопорах сталеразливочного ковша, а сам ковш установлен строго над изложницей;
ж) движение сталеразливочного ковша с закрытыми стопорами производить только после выключения насосной установки;
з) всю гидроаппаратуру не реже одного раза в смену обдувать воздухом из цеховой магистрали.
§ 190. Кроме изложенного, при приемке смены, текущем обслуживании, в период работы необходимо руководствоваться Правилами технической эксплуатации каждого гидроаппарата.
Ревизия и ремонт гидропривода дистанционного управления стопорами сталеразливочных ковшей
§ 191. Ревизию, замену масла и ремонт гидропривода дистанционного управления стопорами сталеразливочных ковшей проводить по мере необходимости, но не реже одного раза в 3 месяца, в период остановок разливочных кранов на текущие и капитальные ремонты.
§ 192. При ревизии:
а) обратить особое внимание на состояние гибких рукавов высокого давления.
Остаточное скручивание, порывы, выступление масла на поверхности рукавов не допускаются. При обнаружении указанных недостатков необходимо произвести ремонт или замену дефектных участков рукавов;
б) проверить состояние резьбовых соединений отдельных узлов и деталей гидропривода. Резьба должна быть чистой и полной; смятие, срыв, выкрашивание резьбы допускается не более чем у 10% витков, при этом один виток не должен быть нарушен более чем на 1/3 длины по окружности.
Дефекты резьбы на заходной части не допускаются;
в) уплотнение гидроаппаратуры на распределительной плите производить только с помощью резиновых уплотнительных колец, расположенных в проточках гидроаппаратуры. Внутреннюю поверхность плиты перед монтажом аппаратуры необходимо тщательно продуть, промыть и смазать;
г) для удаления окалины и коррозии с внутренней поверхности трубопроводов их необходимо протравить 20% раствором серной или соляной кислоты. После этого трубы необходимо нейтрализовать 3-5% содовым или известковым раствором, промыть горячей водой, просушить сжатым воздухом и смазать любым минеральным маслом. Протравленными считаются трубы, внутренняя поверхность которых имеет сплошной светлостальной цвет. Трубопровод должен обеспечивать плотность соединений и при работе не давать течи. Все неплотности должны быть устранены без подмотки пеньки и подкрашивания суриком.
§ 193. При ревизии гидроцилиндра (рис.53) все детали должны быть тщательно промыты в уайт-спирите и смазаны минеральным маслом, а кольца 9, 11, 12 и манжеты 8, 10 - солидолом.
Корпус 1 подлежит расточке или замене при наличии эллиптичности или конусности внутренней поверхности величиной более 1% от номинального диаметра. Поршень 3 необходимо заменить при расточке цилиндра, а также при износе по наружному диаметру свыше 2%. Степень затяжки манжет 10 должна обеспечивать герметичность уплотнения штока. При правильной затяжке уплотнений шток при выдвижении должен быть покрыт тонким слоем масла.
§ 194. После окончания ревизии или ремонта гидросистемы необходимо отрегулировать давление в системе на 50 кг/см (с помощью предохранительного клапана) и, убедившись в легкости вращения вала насоса (вручную), произвести несколько включений гидроцилиндров на полный ход, проверив работу на всех режимах. Затем произвести осмотр всей системы с целью обнаружения и последующего устранения утечек и настроить золотники на минимальное давление, обеспечивающее надежное удержание стопора в верхнем положении.
Регулировка скорости перемещения гидроцилиндров производится дросселем 8 (рис.51) путем поворота лимба.
§ 195. Все операции, связанные с ремонтом, ревизией, заменой масла и регулировкой системы должны производиться в условиях, исключающих попадание пыли и грязи в гидросистему.
ШЛАКОВОЗ
Шлаковозы служат для транспортировки жидкого шлака от мартеновских печей на шлаковый отвал.
Шлаковоз (рис.54) состоит из рамы 1 с изогнутыми балками, ходовых тележек 2, опорного кольца 6 с цапфами, на котором насажены бегунки с зубчатыми секторами 5, ковша 7, механизма кантования ковша 8. На стойках 4 закреплены рельсы с рейками 10 для перекатывания и поворота ковша. От выпадания из кольца при кантовании ковш удерживается упорами 9. Рама оборудована автосцепкой 3. Для предохранения от опрокидывания шлаковоз снабжен захватами-клещами, прикрепляющимися к рельсам железнодорожного пути.
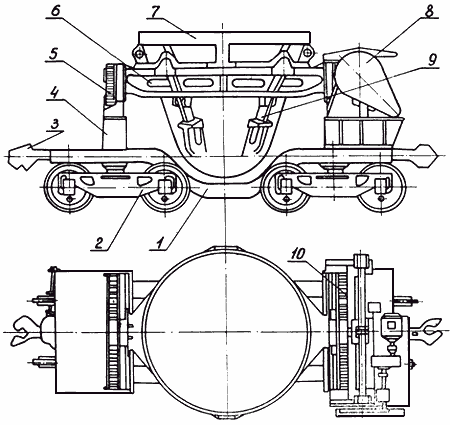
Рис.54. Шлаковоз
Механизм кантования (рис.55) состоит из электродвигателя 1, одноступенчатого цилиндрического редуктора 3, зубчатой передачи 5, колесо которой насажено на винтовой трансмиссионный вал 6, траверсы 7, жестко связанной с цапфой опорного кольца 8. Один вал редуктора соединен с электродвигателем втулочно-пальцевой муфтой 2, а другой - зубчатой муфтой 4 с валом малой шестерни зубчатой передачи 5. Перемещаясь вдоль винта, траверса (гайка-ползун) заставляет опорное кольцо вместе с ковшем 10 передвигаться по зубчатой рейке 9 и одновременно поворачиваться вокруг своей оси. Остановка электродвигателя осуществляется в конечных положениях ковша командоаппаратом.

Рис.55. Механизм кантования шлаковоза
Ходовая часть шлаковоза включает две двухосные тележки железнодорожного типа, каждая из которых состоит из двух колесных пар, связанных друг с другом двумя боковыми стальными литыми балками с буксами качения или скольжения, двух комплектов рессор, стальной литой надрессорной балки.
Для смазки узлов трения механизма шлаковоза применена централизованная система с ручной станцией, установленной на раме.
Уход и надзор за шлаковозами при эксплуатации
§ 196. Шлаковозы, находящиеся в работе, подлежат обязательному ежесуточному осмотру.
§ 197. Запрещается пускать в работу шлаковозы, в случае выявления одного из следующих дефектов:
а) сквозная трещина или прогар в боковой или донной части шлакового ковша;
б) застывший металл или шлак на наружной поверхности ковша, "закозление чаши";
в) откол одного из приливов ковша (упора), поддерживающего ковш от выпадания после кантования;
г) сквозные трещины в опорном кольце, а также несквозные, но имеющие тенденцию к развитию и переходу в сквозные;
д) ослабление или отсутствие болтов, крепящих зубчатые секторы к бегунам и рейкам к стойкам*;
________________
* Текст соответствует оригиналу. - Примечание изготовителя базы данных.
е) износ зубьев секторов и реек свыше 30% зуба (измерять толщину по дуге начальной окружности);
ж) изгиб винта или люфт между винтом и гайкой-ползуном;
з) износ деталей механизма кантования сверх допустимого Правилами технической эксплуатации для типовых деталей и узлов (раздел III);
и) неисправность командоаппарата;
к) отсутствие полного комплекта исправных захватов;
л) неисправность тормозной системы;
м) дефекты на раме и тележках, указанные в § 70.
§ 198. При эксплуатации шлаковозов необходимо соблюдать следующие правила:
а) не реже одного раза в сутки производить смазку ходовых винтов, зубчатой пары и проверять состояние упорных подшипников;
б) следить за креплением крышек подшипников, не допуская ослабления и отвинчивания гаек;
в) периодически проверять работу командоаппарата;
г) ковши, подаваемые под налив шлаком, должны быть покрыты слоем извести толщиной не менее 1,5-2 мм, просушены и засыпаны небольшим количеством шлакового мусора;
д) не допускается налив шлака в чаши, имеющие на дне воду, снег, сырой мусор, а также имеющие трещины и закозленные;
е) ковши, подаваемые под налив, должны устанавливаться так, чтобы струя жидкого шлака попадала в центр днища ковша;
ж) наполненные шлаком чаши следует немедленно отправлять на отвал, не допуская остывания шлака в чашах;
з) при наполнении шлаком ковшей не доливать на 200-300 мм до верхней кромки;
и) перед каждым сливом шлака прочищать рейки и зубья шестерен от мусора и шлака. Запрещается кантовать ковши шлаковозов, у которых рейки замусорены или залиты шлаком;
к) следить за креплением чаши к опорному кольцу и не допускать работу на неполном числе креплений;
л) при кантовании ковша обязательно закреплять шлаковоз за рельсы клещевыми захватами;
м) не допускать транспортировки шлаковозов, у которых ковши после заполнения прогрелись до красного цвета;
н) категорически запрещается выбивка застывшего шлака ударами копровой бабы;
о) колесные пары шлаковозов, на которые при сливе шлака по каким-либо причинам попал расплавленный шлак, подлежат замене;
п) вновь полученные шлаковозы подвергать обкатке без груза в составе поезда в течение часа при обычной скорости, обращая внимание на нагрев подшипников, скатов и исправность автосцепных устройств;
р) новые шлаковозы проверять на опрокидывание порожней чаши в обоих направлениях; движение опорного кольца при этом должно быть плавным, без рывков, толчков, заеданий и ударов.
§ 199. При передвижении составов со шлаковозами соблюдать правила:
а) скорость движения шлаковозов со шлаком в цехе на переездах и стрелочных переводах не должна превышать 5 км/час, а на других участках 15-20 км/час.
Допускаемая скорость движения устанавливается в этих пределах каждым заводом в зависимости от сложности эксплуатационной схемы путевого развития;
б) не допускается резкое торможение при остановках шлаковозов;
в) не допускается подъезд для сцепления шлаковозов со шлаком со скоростью более 3 км/час;
г) не допускается движение шлаковозов на отвал при отсутствии сопровождаемого лица.
Ревизия и ремонт шлаковозов
§ 200. Ревизию шлаковозов проводить не реже одного раза в 6 мес.
§ 201. При ревизии необходимо проверить:
а) состояние опорного кольца; при наличии сквозных трещин, отколов опор для пазов ковша и мест крепления к упорам, поддерживающим ковш от выпадания, произвести замену кольца;
б) состояние и крепление зубчатых секторов к бегункам и реек к стойкам; при износе до 30% толщины зубьев секторов и реек произвести их замену, ослабленные болты подтянуть или заменить;
в) поверхность катания бегунов и рельс; при наличии выработки бегунка и неровностей на рельсах осуществить их ремонт или замену. Диаметр бегунка должен равняться диаметру начальной окружности зубьев сектора;
г) состояние и величину износа винтов и гайки-ползуна; при износе резьбы по толщине витка у гайки на 40%, а у винта на 50% детали подлежат замене;
д) упорные подшипники винтов; подшипники с поврежденными кольцами или телами качения подлежат замене;
е) износ вилок гайки-ползуна, соприкасающейся с шипами цапфы опорного кольца; при люфте между шипами и вилками более 3 мм вилки заменить;
ж) исправность командоаппарата; имеющиеся дефекты устранить;
з) состояние централизованной смазочной системы; имеющиеся дефекты устранить;
и) состояние рамы, ходовых тележек, автосцепки и колесных пар, руководствуясь указаниями §§ 70, 79;
к) состояние механизма кантовки чаши, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III).
ШЛАКОВОЗ БЕЗВИНТОВОЙ
В последние годы широкое распространение получили шлаковозы с безвинтовым приводом, имеющие более высокую степень надежности, долговечности и ремонтопригодности по сравнению со шлаковозами старой конструкции.
Шлаковоз состоит из следующих основных частей (рис.56): чаша 1, опорное кольцо с напрессованными на цапфах катками с шестернями, зубчатым сектором 2, механизм опрокидывания чаш 3, рама шлаковоза с автосцепками 4, ходовая часть - из двухосных тележек 5.
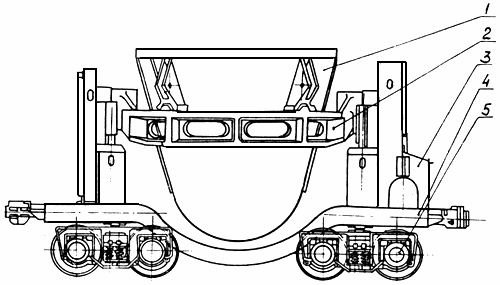
Рис.56. Шлаковоз безвинтовой
Чаша 1 представляет собой конусную со сферическим днищем отливку из углеродистой или легированной стали с поясом жесткости в верхней части.
На опорной поверхности чаши имеются по четыре углубления, с помощью которых чаша фиксируется при установке на шлаковоз.
Кинематическая схема механизма опрокидывания шлаковоза изображена на рис.57, где 1 - чаша, 2 - вал-шестерня, 3 - зубчатый сектор, 4 - зубчатый сегмент, 5 - шестерня, 6 - каток, 7 - электродвигатель, 8 - редуктор, 9 - опорное кольцо.
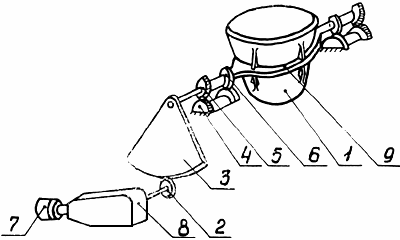
Рис.57. Кинематическая схема механизма опрокидывания шлаковоза безвинтового
Конструктивно механизм опрокидывания шлаковоза устроен следующим образом (рис.58). От электродвигателя 1 вращение передается через двухступенчатый редуктор 2 на вал-шестерню 3, смонтированный на выходном валу редуктора.
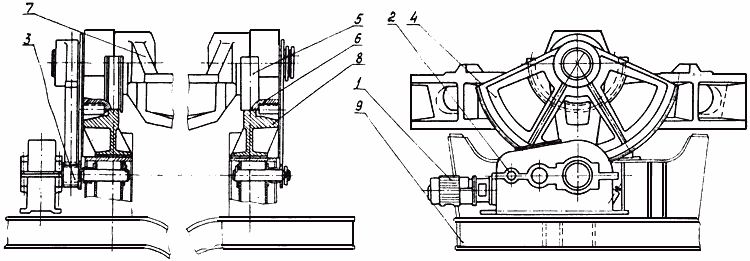
Рис.58. Механизм опрокидывания безвинтового шлаковоза
Вал-шестерня находится в зацеплении с зубчатым сектором 4, напрессованным на одной из цапф опорного кольца 7. На обеих цапфах опорного кольца напрессованы также катки 5, отлитые совместно с зубчатыми венцами 6. Зубчатые венцы входят в зацепление с зубчатыми сегментами 8, приваренными к стойкам рамы.
Нагрузка при опрокидывании чаши и опорного кольца через катки передается на раму шлаковоза 9.
Механизм опрокидывания чаши передает опорному кольцу 7, в котором закреплена чаша, вращательно-поступательное движение, в результате чего чаша может поворачиваться в обе стороны на угол до 180°. В крайних положениях поворот опорного кольца с чашей фиксируется с помощью конечных выключателей и упоров.
Уход и надзор за безвинтовыми шлаковозами при эксплуатации
§ 202. Шлаковозы, находящиеся в работе, подлежат ежесуточному осмотру ремонтным и эксплуатационным персоналом.
§ 203. Запрещается пускать в работу шлаковозы, у которых при осмотре обнаружены следующие дефекты:
а) сквозная трещина или прогар в боковой или донной части шлаковой чаши;
б) застывший металл или шлак на наружной поверхности чаши: "закозление" чаши;
в) откол одного из приливов чаши, в которые упираются клинья, поддерживающие чашу от выпадания при кантовании;
г) сквозные трещины в опорном кольце, а также несквозные трещины, но имеющие тенденцию к развитию и переходу в сквозные;
д) износ зубьев в открытых передачах свыше 30% (считая по диаметру начальной окружности);
е) нарушение прессовой посадки (обнаружение люфтов) зубчатого сектора 4 и катков 5 (рис.58), изготовленных совместно с зубчатыми венцами 6, на цапфы опорного кольца;
ж) износ других деталей и узлов механизма опрокидывания шлаковоза сверх допустимого ПТЭ типовых деталей и узлов (раздел III);
з) дефекты в раме и в ходовой части указаны в §§ 70, 79.
§ 204. При эксплуатации шлаковозов соблюдать следующие правила:
а) после каждого слива шлака тщательно очищать внутреннюю и наружную поверхности ковша от застывшего металла и шлака и проверять состояние ковша, очищать зубчатые секторы и рейки, а также рельсы катков 5 (рис.58) от загрязнения и посторонних предметов. Проверять крепление ковша к опорному кольцу;
б) не реже одного раза в семь дней производить смазку открытых зубчатых передач консистентной смазкой; заливку масла в редуктор производить не реже 1 раза в 6 месяцев;
в) чаши, подаваемые под налив шлаком, должны быть покрыты слоем извести толщиной не менее 1,5 мм, просушены и засыпаны небольшим слоем шлакового мусора глубиной 200-300 мм;
г) запрещается подавать под налив шлаком чаши влажные, со сквозными трещинами, без подсыпки шлаковым мусором, закозленные;
д) чаши, поданные под налив, должны устанавливаться так, чтобы струя жидкого шлака попадала в центр днища ковша;
е) при наполнении чаш жидким шлаком его уровень должен находиться не менее, чем 250 мм от верхней кромки чаши;
ж) не реже одного раза в месяц добавлять смазку в буксы осей тележек, снабженных подшипниками качения;
з) при кантовании ковша обязательно закреплять шлаковоз за рельсы клещевыми захватами;
и) не допускать транспортирование шлаковозов, у которых ковши после заполнения прогрелись до красного цвета;
к) запрещается опрокидывать чашу без использования рельсовых захватов;
л) категорически запрещается выбивка застывшего шлака ударами копровой бабы.
§ 205. При передвижении составов со шлаковозами соблюдать правила, указанные в § 198 и, кроме того:
а) скорость передвижения составов с груженными шлаковозами - не более 20 км/час;
б) расчетный состав поезда - 5 шлаковозов;
в) при проходе груженного состава по крестовинам, стрелкам и крутым поворотам скорость передвижения 5 км/час.
Ревизия и ремонты шлаковозов безвинтовых
§ 206. Ревизию и ремонт шлаковозов проводить не реже одного раза в 60-90 суток.
§ 207. При проведении ревизии и ремонта необходимо:
а) проверить состояние опорного кольца; при наличии сквозных трещин, отколов опор для чаши и мест крепления к упорам, поддерживающим ковш от выпадания, осуществить замену кольца;
б) состояние и крепление открытых зубчатых передач; при износе зубьев вал-шестерни 3, зубчатого сектора 4, зубчатого венца 5, зубчатого сегмента 8 (рис.58) свыше допустимых норм произвести их замену;
в) при обнаружении люфтов в прессовых посадках зубчатого сектора 4 и зубчатого венца 5 произвести замену опорного кольца в сборе;
г) износ реборд катков 5 (рис.58) допускается не свыше 50% от первоначальной толщины; диаметр поверхности катания катков должен быть не меньше диаметра начальной окружности зубчатого венца 6; в противном случае необходимо производить их ремонт или замену;
д) ревизию состояния рамы и ходовой части тележки проводить в соответствии с §§ 70, 79;
е) ревизию редуктора, крепежных соединений и др. типовых узлов и деталей проводить согласно раздела III настоящих Правил.
МАШИНА ДЛЯ СКАЧИВАНИЯ ШЛАКА ИЗ МИКСЕРА
Машину для скачивания шлака из миксера устанавливают на рабочей площадке миксера напротив сливного носка.
Машина может быть стационарного и передвижного типа.
Стационарная машина (рис.59а, б) состоит из следующих основных узлов: механизма качания, тележки, привода тележки и рамы.
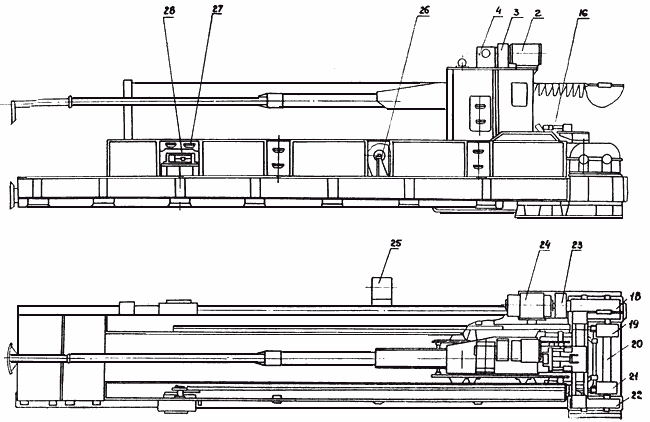
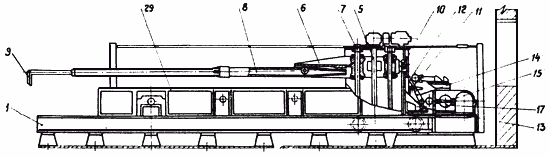
Рис.59б. Машина для скачивания шлака из миксера. Разрез
В передвижной машине, кроме упомянутых узлов, имеется также узел передвижения машины.
Механизм качания
Предназначен для сообщения поступательных движений траверсе и хоботу в вертикальной плоскости миксера в зависимости от изменения уровня чугуна и шлака в нем, а также для сообщения качательных движений с тем, чтобы при движении скребка в полость носка миксера он находился над уровнем шлака, а затем, в начале хода назад, погружался.
Механизм качания состоит из корпуса, сечение которого имеет коробчатую форму. На корпусе установлен электродвигатель 2, соединенный зубчатой муфтой 3 с червячным редуктором 4. Выходной вал редуктора, выполненный в виде ходового винта 5, через крестовину с гайкой соединен шарнирно с траверсой 6 и сообщает ей поступательное движение по направляющим стойкам 7. В траверсе установлены втулки и уплотнительные кольца, по которым скользят направляющие стойки, к траверсе также прикреплен шарнирно хоботок 8 со скребком 9. Ход траверсы в корпусе ограничивается конечными выключателями 10. Механизм качания поворачивается на цапфах, закрепленных на корпусе и опирающихся на подшипниках качения, корпуса которых прикреплены к щекам тележки.
Тележка
Предназначена для установки на ней механизма качания, а также ряда других узлов и деталей, осуществляющих поворот механизма качания и обеспечивающих его амортизацию при повороте. Тележка движется возвратно-поступательно по направляющим рамы машины.
В состав тележки входят: две щековины, соединенные между собой специальными стяжками, четыре ходовых колеса, вращающихся на подшипниках качения, два из которых закреплены в передней части на полуосях и два в задней на одной общей оси; кривошипный переключатель 11 с храповиком, предназначенным для поворота рычага 12 с пружинными амортизаторами и роликом 13, который является второй опорой механизма качания, две тяги 15 с пружинными амортизаторами и роликами 13, который является второй опорой механизма качания, две тяги 15 с пружинными амортизаторами, шарнирно соединенные с тележкой и приводными цепями 14.
Ролики, установленные на щеках тележки, предназначены для обеспечения точного направления хобота в полость носка миксера при возвратно-поступательном движении.
Привод тележки
Состоит из двух редукторов: червячно-цилиндрического 18 и цилиндрического 22, соединенных промежуточным валом 20 и зубчатыми муфтами 19 и 21. На выходных валах редуктора закреплены ведущие звездочки 17 для пластинчатых цепей. Амортизатор 16, установленный на раме привода, предназначен для обеспечения плавного поворота рычага тележки при ходе ее в крайнее положение к приводу. Редуктор червячно-цилиндрический соединен с электродвигателем 24 зубчатой муфтой 23.
Обеспечение определенного цикла регулирования скорости тележки в крайних положениях хода осуществляется командоаппаратом 25, соединенным кинематически с осью одной из поддерживающих звездочек 26.
Рама машины
Остовом рамы являются швеллеры, полки которых служат направляющими для колес тележки. К нижней части швеллеров приварены планки, предназначенные для крепления их к трубам миксерной площадки для машины стационарного типа или для крепления катков в случае машины передвижной конструкции.
На верхней части швеллеров приварены кронштейны для установки натяжных устройств 27 с ведомыми звездочками 28 и поддержки цепи звездочек 26, а также приварены ограждения 29, закрывающие с внешней стороны цепи. На одной из рам с внутренней стороны на планке ограждения установлены три ролика (упоры), предназначенные для поворота кривошипного переключателя и рычага тележки при начале ее передвижения от носка миксера к приводу.
Привод передвижения (только для машины передвижного типа)
Состоит из червячного редуктора, соединенного с электродвигателем муфтой; конической передачи, одна шестерня которой закреплена на выходном валу редуктора, а другая насажена на трансмиссионный вал ходовых колес; двух приводных колес с цилиндрической передачей и шести ведомых колес, на которые опирается машина.
Смазка редукторов и зубчатых муфт - жидкая, заливаемая в картеры; подшипников, гайки винта, втулок траверсы - густая, осуществляемая набивкой или с помощью колпачковых масленок.
Уход и надзор за машиной скачивания шлака из миксера
§ 208. Принимать смену согласно указаниям §§ 11-13.
§ 209. Кроме того, при приемке смены необходимо проверить:
а) состояние скребка и его крепление к хоботу - не подплавлена ли гребущая часть, нет ли недопустимого изгиба стержня и надежно ли крепление к хоботу; при наличии указанных дефектов скребок отремонтировать или заменить;
б) состояние и натяжение приводных цепей и в случае необходимости натянуть их.
Провисание цепи допустимо на 15-20 мм в ее средней части;
в) вращение ходового винта в крестовине и движение траверсы по направляющим стойкам - ее ход должен быть свободным, без заеданий;
г) состояние всех пружин амортизаторов тележки; пружины, имеющие трещины или потерявшие упругость, заменить;
д) исправность шарнирного соединения хобота с траверсой;
е) обеспеченность смазкой узлов трения и при необходимости добавить смазки;
ж) исправность узлов крепления тележки к цепям; имеющиеся дефекты устранить;
з) редукторы, соединительные муфты, подшипники, болтовые и шпоночные соединения, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III);
и) исправность работы командоаппарата и конечных выключателей.
§ 210. При эксплуатации машины необходимо:
а) при скачивании шлака из миксера закрепить машину распорными тягами к рельсу (для машины передвижной конструкции);
б) при скачивании шлака из миксера его наклонить так, чтобы при работе скребок не цеплялся за футеровку носка;
в) крышку носка миксера поднять в крайнее положение;
г) перед поворотом миксера хобот и скребок вывести из полости носка миксера;
д) при сливе чугуна в ковш струю жидкого металла направить так, чтобы не обливать хобот и скребок.
Для этого подвижная часть машины должна находиться в крайнем положении к приводу, а вылет длины стержня скребка должен быть отрегулирован при его закреплении к хоботу.
Ревизия и ремонт машины для скачивания шлака из миксера
§ 211. Ревизию машины проводить в период ремонта футеровки миксера, но не реже одного раза в год.
§ 212. При ревизии необходимо проверить:
а) состояние металлоконструкций рамы машины и корпуса механизма качания - нет ли трещин, деформированных элементов и нарушенных сварных соединений; обнаруженные дефекты устранить;
б) состояние приводных цепей; при износе и зазоре между валиками и втулками звеньев цепи до 1,5-2 мм цепи заменить;
в) состояние и крепление приводных, натяжных и поддерживающих звездочек; звездочки с износом зубьев до 25-30% их толщины (считая по начальной окружности) отремонтировать или заменить;
г) состояние натяжного устройства цепей; при выработке направляющих в станинах произвести их ремонт; винты и гайки с износом резьбы по толщине до 40-50% заменить;
д) состояние деталей механизма качения (винта, крестовины, траверсы, втулок и уплотнительных колец, направляющих стоек); обнаруженные дефекты устранить; винты с износом резьбы до 40% и гайки до 50% по толщине витка, а также втулки с износом до 25-30% первоначальной толщины подлежат замене;
е) состояние деталей: кривошипного переключателя, рычага, шарнирного соединения тележки с цепями и амортизаторов; имеющиеся дефекты устранить; оси, имеющие износ до 5-7% по диаметру, а также втулки с износом 25-30% по толщине подлежат замене.
Пружины амортизаторов с трещинами или потерявшие упругость заменить;
ж) состояние роликов, установленных на щеках тележки для точного направления хобота в полость носка; ролики с износом более 10% по диаметру подлежат замене;
з) состояние и крепление осей ходовых колес тележки, а также подшипниковых узлов поворота механизма качения; при обнаружении дефектов устранить их;
и) состояние редукторов, соединительных муфт, зубчатых передач, подшипников, болтовых и шпоночных соединений, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III);
к) исправность командоаппарата, конечных выключателей и системы смазки узлов трения машины.
МАШИНА ДЛЯ СКАЧИВАНИЯ ШЛАКА ИЗ ЧУГУНОВОЗНЫХ КОВШЕЙ
Машина для скачивания шлака из чугуновозных ковшей (рис.60) состоит из стрелы 6, по направляющим которой перемещается каретка 5 с шарнирно закрепленной штангой лопаты 1. Перемещение и подъем лопаты на определенный угол осуществляется канатами, наматываемыми на барабаны 19 и 20 лебедки 21.
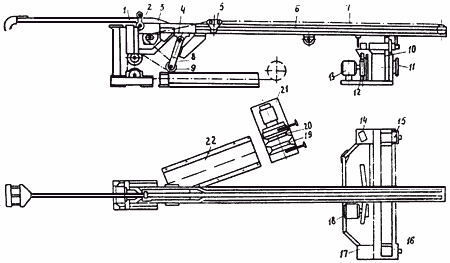
Рис.60. Машина для скачивания шлака из чугуновозных ковшей
При наматывании каната 7 на барабан каретка с лопатой перемещается до определенного места, затем начинается поворот рычага 8 с роликом 9 и дугообразного рычага 3, на котором закреплена серьга 2, через которую проходит штанга лопаты. Дугообразный рычаг и рычаг с роликами закреплены на общем валу, который вращается на подшипниках, корпуса 4 которых закреплены на стреле. По желобу 22 скользят канаты, наматываемые на барабан. Поворот стрелы вправо и влево на определенный угол осуществляется механизмом поворота, который состоит из электродвигателя 13, соединенного с цилиндрическим редуктором 10 муфтой, полумуфта которой служит тормозным шкивом колодочного тормоза 12. На выходном валу редуктора закреплен барабан 11 для каната, проходящего через ролики 15 и 16. Ограничение поворота стрелы в крайних положениях контролируется конечными выключателями 14 и 17. Механизм поворота установлен на раме 18.
Уход и надзор за машиной скачивания шлака из чугуновозных ковшей
§ 213. Приемку смены производить согласно указаниям §§ 11-13.
§ 214. При приемке смены необходимо проверить:
а) состояние канатов и их крепление к барабанам и каретке. Канаты менять согласно норм Госгортехнадзора;
б) состояние лопаты и ее крепление к каретке; лопату с изогнутой штангой, препятствующей нормальной работе по скачиванию шлака, отремонтировать или заменить;
в) исправность конечных выключателей; крепление осей роликов (блоков), а также крепление барабанов;
г) редуктор, муфты, тормоза, подшипники, болтовые и шпоночные соединения, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III);
д) обеспеченность смазкой узлов трения и при необходимости добавлять ее.
Ревизия и ремонт машины для скачивания шлака из чугуновозных ковшей
§ 215. Ревизию машины для скачивания шлака из чугуновозных ковшей производить ежемесячно.
§ 216. При ревизии проверить:
а) состояние металлоконструкций стрелы и рамы механизма поворота стрелы, обнаруженные дефекты устранить;
б) состояние лопаты, каретки, рычагов и их шарнирных соединений; лопаты с изогнутой штангой отремонтировать или заменить; дефекты рычагов и шарнирных соединений устранить;
в) состояние роликов (блоков); блоки подлежат замене при уменьшении толщины стенки ручьев на 15-20% первоначальной толщины и при износе поверхности ручья (желоба) по оси блока на величину свыше 25% диаметра каната. Оси и втулки роликов и барабанов подлежат замене при износе втулок на 30-40% номинальной толщины и осей на 10% первоначального диаметра;
г) состояние барабана и его крепление на валу.
Барабан подлежит замене при износе толщины стенки (гребня) ручья барабанов более чем на 30% номинальной толщины или при обнаружении трещин на цилиндрической поверхности или ступицах;
д) редукторы, соединительные муфты, тормоза, подшипники, болтовые и шпоночные соединения, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III);
е) исправность конечных выключателей и смазочной системы.
ТОЛКАТЕЛЬ РЕЕЧНЫЙ
Толкатель реечный предназначен для передвижения составов тележек с изложницами при разливке стали через промежуточные ковши, а также при чистке и смазке изложниц. По конструктивному исполнению толкатели могут быть также винтовыми.
Реечный толкатель (рис.61) состоит из следующих основных узлов: рамы 7, механизма передвижения каретки (рейки), каретки с приводом выдвижения захвата (вилки).
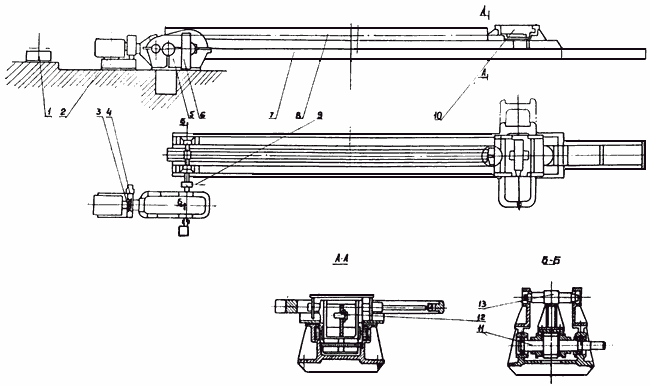
Рис.61. Толкатель реечный
Рабочей частью толкателя является зубчатая рейка 8, представляющая собой сборную балку коробчатого сечения. В нижней части рейка получает движение через зубчатую передачу от вала-шестерни 11, приводимого во вращение реверсивным приводом. Привод состоит из электродвигателя 2, двухступенчатого цилиндрического (коническо-цилиндрического) редуктора 5, соединенного с электродвигателем зубчатой (втулочно-пальцевой) муфтой 3, полумуфта которой является тормозным шкивом колодочного тормоза 4. Выходной вал редуктора соединен с валом-шестерней 11 также посредством зубчатой муфты 9. Свободный конец выходного вала связан с командоаппаратом 6. В горизонтальном положении подвижная зубчатая рейка удерживается роликом 13. Для предохранения рейки от прогиба при выдвижении ее из рамы установлен опорный ролик 1. К зубчатой рейке шарнирно, с помощью пальца 12 прикреплена каретка (рис.62), которая перемещается в направляющих рамы на четырех опорных роликах 1. Во избежание перекосов движущейся системы "рейка-каретка" предусмотрены два ограничительных ролика 2.
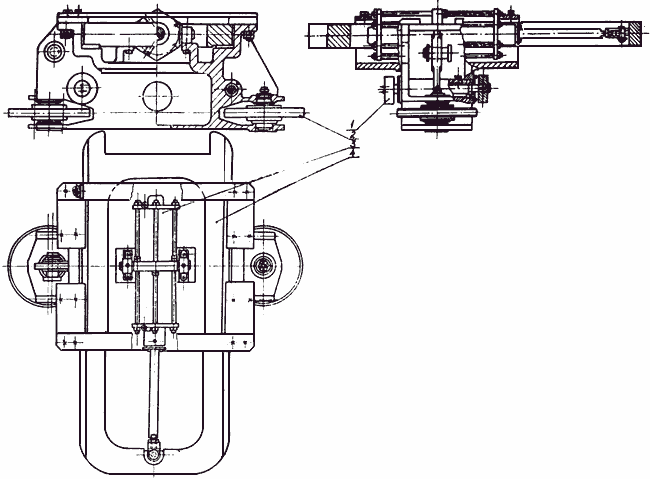
Рис.62. Каретка толкателя
В современных конструкциях все ролики толкателя смонтированы на подшипниках качения.
Привод механизма выдвижения захвата (вилки) состоит из пневматического цилиндра 3, подающего захват (вилку) 4 в зацепление с выступом платформы тележки. После каждого включения электродвигателя механизма передвижения "рейки-каретки" происходит проталкивание состава тележек с изложницами. Смазка редуктора и зубчатых муфт - жидкая, подшипников - густая с помощью масленок.
Уход и надзор за толкателем при эксплуатации
§ 217. Смену принимать в соответствии с указаниями §§ 11-13 "Общих положений".
§ 218. При приемке смены:
а) проверить наличие смазки в узлах трения механизмов толкателя и в подшипниках, при необходимости добавить ее;
б) проверить правильность сцепления вилки (захвата) толкателя с тележкой изложниц и шарнирного соединения рейки с кареткой; при наличии дефектов устранить их;
в) произвести чистку машины и электрооборудования от пыли, грязи, убрать посторонние предметы и детали;
г) проверить давление воздуха в подводящей магистрали: оно должно быть не ниже 4-х ат.
§ 219. В период эксплуатации запрещается оставлять работающий толкатель без надзора.
§ 220. При ежесуточных периодических осмотрах:
а) проверить исправность шарнирного соединения рейки с кареткой и штока поршня пневмоцилиндра с вилкой (захватом), механизмов передвижения каретки (рейки) и пневмоцилиндра выдвижения захвата;
б) проверить состояние крепления рамы, электродвигателя, редуктора, пневмоцилиндра, опорных и ограничительных роликов.
Ослабленные крепежные элементы (болты, винты) подтянуть, негодные заменить;
в) проверить работу толкателя вхолостую; убедиться в отсутствии перекосов, вибраций и стука в реечном зацеплении, в плавности хода вилки пневмоцилиндра и рейки с кареткой;
г) обратить внимание на отсутствие пробуксовки опорных и ограничительных роликов.
Ревизия и ремонт реечного толкателя
§ 221. Ремонт (ревизию) толкателя проводить не реже одного раза в 30-45 дней продолжительностью 8-16 часов.
§ 222. При ревизии:
а) проверить состояние крепежных и шпоночных соединений, редукторов, муфт, тормоза, подшипников, руководствуясь указаниями ПТЭ типовых деталей и узлов (раздел III);
б) проверить состояние металлоконструкций рамы, рейки, каретки с вилкой (захватом); при обнаружении трещин произвести ремонт; определить степень износа трущихся поверхностей каретки, рейки, вилки;
в) при износе зубчатого зацепления рейки и вала-шестерни свыше 30% толщины зубьев (по дуге начальной окружности) или при наличии трещин у ножки зубьев произвести замену;
г) определить степень износа и крепление пальца шарнирного соединения рейки с кареткой; палец с износом свыше 10% номинального диаметра заменить; отверстия, имеющие износ 10% номинального диаметра отремонтировать;
д) проверить степень износа роликов и их крепление на осях; опорные ролики с износом свыше 20% первоначального диаметра заменить; ограничительные ролики с износом свыше 5% первоначального диаметра заменить. Проверить вручную легкость проворачивания роликов;
е) проверить степень износа поршня пневмоцилиндра, убедиться в исправности сальниковой набивки; при необходимости заменить или отремонтировать;
ж) проверить систему смазки, обнаруженные дефекты устранить.
МАШИНЫ ЧИСТКИ И СМАЗКИ ИЗЛОЖНИЦ
Для чистки и смазки изложниц используют передвижные (кранового или консольного типа) или стационарные машины. Чистку изложниц осуществляют следующими способами: механическим, гидравлическим (водой давлением свыше 50 ати), дробеструйным. Наибольшее распространение получили (подвижные) машины кранового типа с механическим способом очистки - щетками (рис.63). Машина состоит из следующих основных частей: моста 1, двух тележек 2, перемещающихся по мосту. На мосту установлены ограничители хода тележки 3, хода моста 7, подвески кабеля 5 и шкафы электроаппаратуры 6. С обеих сторон машины установлены буфера 4. Привод передвижения моста 8 - обычного типа и состоит из электродвигателя, соединительных муфт, редуктора, тормоза, ходовых колес. Одна пара колес - приводная, другая - неприводная (холостая). В состав тележки (рис.64а, б) входят рама 1, механизм передвижения тележки, механизм подъема щетки, подвеска. Механизм передвижения тележки состоит из электродвигателя 2, вертикального редуктора 3, зубчатых муфт 4, тормоза 5, ходовых колес 6 с буксами. Механизм подъема щетки включает в себя двухскоростной двигатель 7, редуктор 8, тормоз 9, командоаппарат 10, барабан 11, опирающийся одним концом на вал редуктора, а вторым - на подшипниковую опору 12. Соединение двигателя с редуктором осуществляется через зубчатую муфту 23. Подвеска представляет собой раму 13 с установленными на ней двумя блоками 14. На раме закреплена также штанга 15 с грузами 16, опирающаяся на раму через узел упорного подшипника 17, что позволяет поворачивать щетку вокруг оси. Для предотвращения разрушения подвески при защемлении или упоре рабочего органа - щетки предусмотрена пружина 18 и конечный выключатель 19. Подвеска перемещается по двум телескопическим направляющим штангам 20, каждая из которых опирается на раму тележки через сферический шарнир 21. Уравнительный блок 22 смонтирован на раме тележки на подшипниках качения.
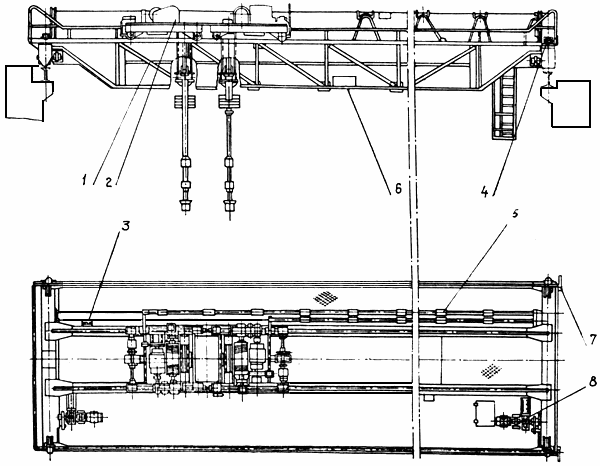
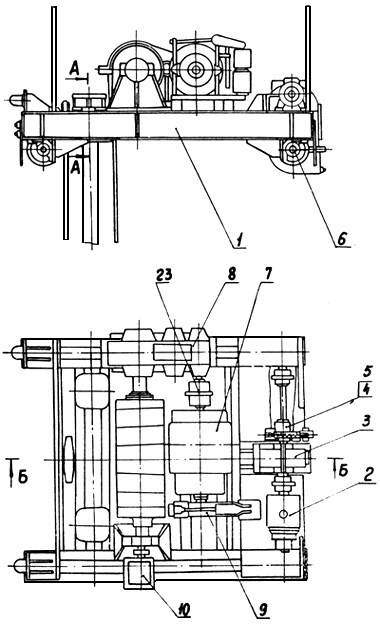

Рис.64б. Тележка машины чистки изложниц
На машине могут применяться два вида щеток - раздвижные и нераздвижные, которые в свою очередь имеют 2 типа - одинарные и двойные. Одинарная нераздвижная щетка (рис.65, а) состоит из центрального стержня 1 и закрепленных на нем нескольких пакетов с металлическими щетками 2, представляющих собой отрезки стального каната. В верхней части стержня имеется стыковочный узел для соединения с подвеской 3. Двойная щетка имеет два стержня со щетками. Раздвижная щетка (рис.65, б) состоит из корпуса 1 и четырех шарнирно закрепленных штанг 2, подпружиненных между собой с помощью пружин 3 и пальцев 4, причем оси шарниров этих штанг попарно взаимно перпендикулярны. На каждой штанге также закреплены пакеты набранных отрезков стального каната 5.
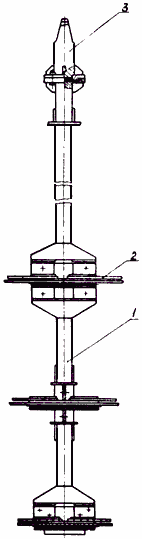
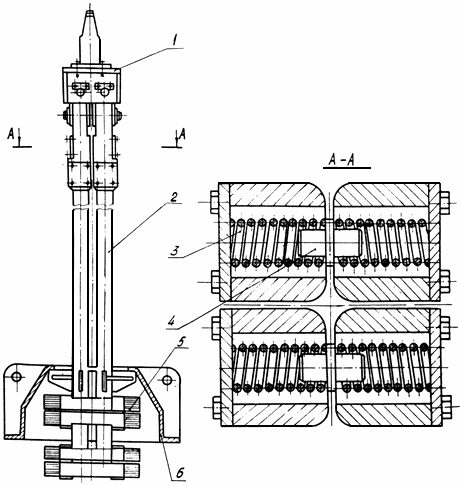
Рис.65б. Двойная щетка
Для сведения штанг в нерабочем положении на штанги устанавливается надставка 6, которая при чистке изложницы опирается на ее верхний торец.
Машина смазки изложниц предназначена для смазки равномерным тонким слоем лака (обезвоженной смолы, графитной эмульсии) внутренних стенок изложниц после их чистки. Машина смазки изложниц (рис.66а, б)* состоит из стационарного моста 1 и перемещающейся по нему тележки 2 (могут монтироваться две тележки). На мосту установлены: расходный бак для лака 3, два насосных агрегата 4 (один резервный), трубопроводы стационарные 5 и шарнирные 6, ограничители хода тележки 7. Мост машины для смазки изложниц на некоторых заводах выполнен передвижным, с приводом аналогичным машине для чистки изложниц. Тележка машины для смазки изложниц (рис.67а, б) включает следующие основные узлы: рама 1, лебедка подъема штанги, штанга с распылителем, механизм передвижения тележки, выполненный аналогично приводу тележки изложниц. Лебедка подъема штанги состоит из электродвигателя 2, тормоза 3, червячного редуктора 4, барабана 5, соединительных муфт 6, командоаппарата 7. Штанга перемещается в направляющих роликах 8 с помощью лебедки. Внутри штанги-трубы пропущены прямая 9 и обратная 10 трубы с паровыми рубашками для подачи лака и труба сжатого воздуха 11. Подача лака осуществляется с помощью золотника 12, управляемого электромагнитом. Шток золотника соединен с электромагнитом посредством троса, проходящего через штангу. С целью предотвращения разбрызгивания лака в момент выхода штанги с распылителем из изложницы, на штанге смонтирован зонт 13, в который входит распылитель при выходе из изложницы. Распылители применяются двух типов - со стационарной или вращающейся форсункой 14.
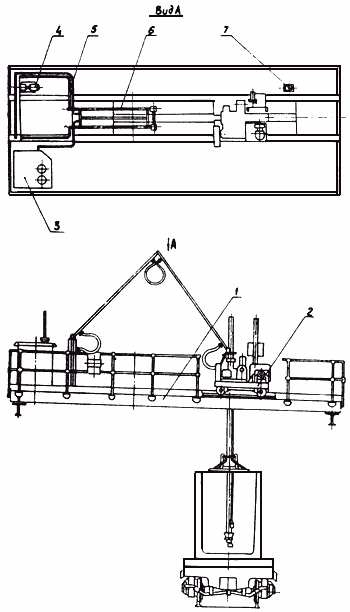
Рис.66а. Машина смазки изложниц
________________
* В оригинале рисунок 66 б отсутствует. - Примечание изготовителя базы данных.
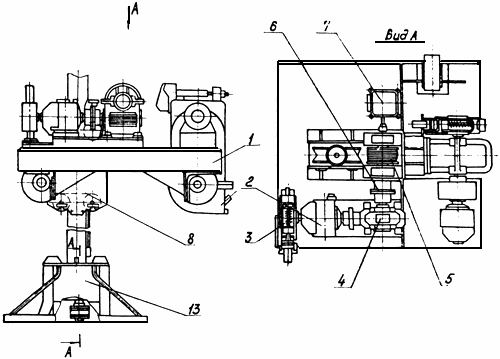
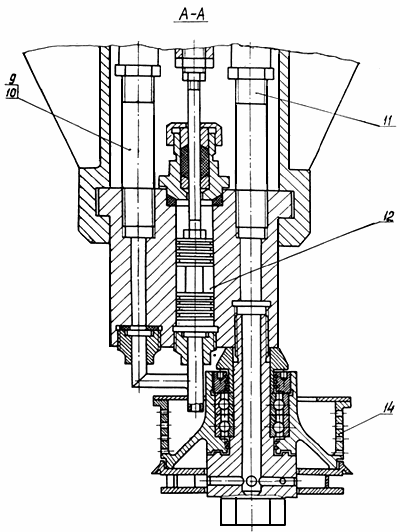
Рис.67б. Тележка машины смазки изложниц. Сечение по А-А
Управление работой машин чистки и смазки может осуществляться, как из подвесных кабин, так и со стационарного пульта. Передвижение состава с изложницами в период их чистки и смазки производится толкателями реечного типа.
Уход и надзор за машинами чистки и смазки изложниц
§ 223. Смену принимать в соответствии с указаниями §§ 11-13 "Общих положений".
§ 224. Кроме того, при приемке смены и периодических осмотрах необходимо:
а) тщательно осмотреть состояние механизмов передвижения моста, тележек, механизмов подъема щеток, подвески (у машины чистки изложниц) и лебедки подъема штанги (у машины смазки изложниц), обратив внимание на крепление, степень износа, наличие смазки в основных деталях и узлах;
б) проверить состояние, степень износа колодок, регулировку тормозных устройств;
в) убедиться в исправности и надежном креплении конечных выключателей и буферов механизмов передвижения моста и тележек; при неисправных конечных выключателях работа машиной запрещается;
г) проверить состояние щеток для чистки изложниц, при необходимости произвести замену;
д) проверить наружным осмотром исправность магистралей и трубопроводов для подачи лака, пара и сжатого воздуха, аппаратуры и приборов управления насосной станции и насосов (машины для смазки изложниц);
е) проверить давление воздуха в цеховой магистрали; для обеспечения нормальной работы машины для смазки изложниц оно должно быть не ниже 4 ат.;
ж) проверить исправность смазочных приборов и централизованных систем смазки, уровень смазки в редукторах; при необходимости произвести дозаправку смазочных приборов и станций, долить масло в редуктора;
з) проверить состояние металлоконструкций рамы моста, тележек;
и) проверить состояние и надежность крепления канатов, уравнительных блоков и барабанов;
к) проверить уровень лака в расходном баке и при необходимости долить лак;
л) опробовать на холостом ходу работу всех механизмов, обратив внимание на посторонние шумы, стуки, вибрации, перекосы.
§ 225. В период эксплуатации машины чистки и смазки изложниц необходимо:
а) при подготовке к работе проверить отсутствие посторонних предметов на рельсовых путях тележек с изложницами, моста и тележек машин для чистки и смазки изложниц;
б) со специальной площадки производить осмотр изложниц и контроль их температуры; изложницы должны быть правильно установлены на тележках, очищены от недоливков, крупных скрапин и кусков кирпича; температура изложниц должна находиться в пределах 60-150°;
в) следить за соответствием типов щеток типам обрабатываемых изложниц и за степенью их износа; при необходимости произвести замену щеток;
г) проверить температуру лака в расходном баке (машина для смазки изложниц); она должна находиться в пределах 60 65 °С; при необходимости нагреть, включив подогрев паром;
65 °С; при необходимости нагреть, включив подогрев паром;
д) следить, чтобы оси рабочих органов при перемещении совмещались с осями изложниц, не допуская их задевания за стенки изложниц и упора в дно изложниц или поддон тележки;
е) периодически, в зависимости от нагрузки машины смазки изложниц, производить продувку лакопроводов паром;
ж) предотвращать удары рабочих органов в дно изложниц или поддон тележки;
з) не допускать течи лака из шарниров лакопроводов машины чистки и смазки изложниц; при необходимости поджимать уплотнения или заменять их;
и) контролировать давление лака в циркуляционной системе машины смазки изложниц;
к) не реже одного раза в сутки проверять и при необходимости регулировать тормоза механизмов передвижения и подъема - опускания рабочих органов.
§ 226. В период работы запрещается перемещение тележек машины чистки и смазки изложниц с опущенными рабочими органами.
Ревизия и ремонт машины чистки и смазки изложниц
§ 227. Ревизию и ремонт машины чистки и смазки изложниц проводить не реже одного раза в 30-45 суток.
§ 228. При ревизии и ремонте:
а) очистить металлоконструкции и механизмы от пыли, грязи, подтеков лака и масла;
б) колеса механизмов хода моста и тележки подлежат замене при износе реборд по толщине более чем на 60%, по поверхности катания более чем на 20%, при ослаблении посадки на осях, а также при наличии на беговых дорожках колес выкрашиваний и отколов глубиной более 10 мм.
в) проверить состояние барабанов механизмов подъема-опускания рабочих органов; при утонении стенки барабана в ручьях более чем на 40-50% первоначальной толщины его необходимо заменить; при обнаружении трещин на цилиндрической поверхности или ступицах барабана произвести ремонт или замену;
г) проверить крепление и состояние каната; канаты, изношенные свыше 50% первоначального диаметра проволочек, подлежат замене;
д) осмотреть металлоконструкции; при обнаружении трещин произвести их ремонт заваркой (при ослаблении сечения элемента не более чем на 5% толщины) или постановкой накладок;
е) осмотреть лакопроводы машины чистки и смазки изложниц, дефектные участки отремонтировать или заменить, продуть их паром и сжатым воздухом; очистку лакопроводов от окалины и коррозии производить согласно указания § 192, п."г";
ж) проверить состояние резьбовых соединений отдельных узлов и деталей аппаратуры управления и лакопроводов машины смазки изложниц; резьба должна быть чистой и полной; смятие, срыв, выкрашивание резьбы допускается не более чем у 10% витков, при этом один виток не должен быть нарушен более чем на 1/3 длины по окружности. Дефекты резьбы на заходной части не допускаются;
з) проверить состояние уплотнений в узлах шарнирного трубопровода и аппаратуры управления машины смазки изложниц, паровые и воздушные рукава; остаточное скручивание, порывы, утечки рабочей среды не допускаются; при обнаружении указанных недостатков произвести ремонт или замену дефектных участков;
и) обратить внимание на состояние телескопических направляющих штанг машины чистки изложниц; при обнаружении перекосов, заеданий в их работе, появлении зазоров между рабочими поверхностями, превышающими номинальный в 2,5-3 раза, произвести ремонт (замену уплотнений) или замену направляющих штанг;
к) проверить состояние сферического шарнира (рис.64, поз.21); при износе его элементов свыше 50% первоначальных размеров произвести ремонт или замену;
л) состояние редукторов, зубчатых передач, соединительных муфт, крепежных соединений, подшипников, тормозов, уравнительных блоков, пружин проверять в соответствии с указаниями раздела "Типовых деталей и узлов" (раздел III).
§ 229. Техническое обслуживание, ревизию и ремонт насосной установки, аппаратуры управления, электромагнита производить согласно инструкциям по эксплуатации и ремонту завода-изготовителя.
СТАЦИОНАРНАЯ МАШИНА ДЛЯ ВЫТАЛКИВАНИЯ СЛИТКОВ
Стационарные машины для выталкивания слитков предназначены для раздевания слитков из открытых и глухопроходных уширенных кверху изложниц, которые не удалось раздеть стрипперным краном.
В зависимости от характера привода выталкивающего механизма стационарные машины могут быть с электромеханическим или гидравлическим приводом.
В настоящее время машиностроительной промышленностью выпускаются стационарные машины только с гидравлическим приводом. Наиболее распространенной из машин этого типа является установка для выталкивания слитков с усилием 700 т (производство - ДЗМО, г.Днепропетровск), которая описывается в настоящих "Правилах".
Основными узлами машины являются насосная установка и выталкивающее устройство.
Насосная установка (рис.68) состоит из радиально-поршневого насоса 3, который приводится в действие электродвигателем 1 через упругую муфту 2.
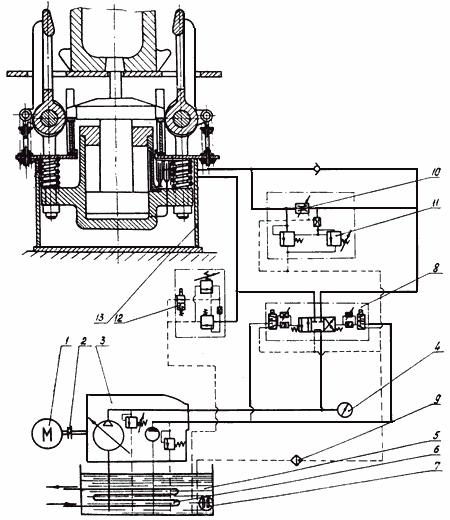
Рис.68. Насосная установка стационарной машины для выталкивания слитков
Давление в насосной установке контролируется с помощью манометра 4.
Управление подачей рабочей жидкости (масла) в верхнюю или в нижнюю полости цилиндра выталкивающего устройства 13, а также на слив в бак 5 осуществляется трехпозиционным реверсивным золотником 8 с электрогидравлическим управлением. Сливной бак оборудован змеевиком-холодильником 6 и электронагревателем 7. Для очистки масла в системе применяется магнитный фильтр 9. Насос с электроприводом смонтирован на крышке сливного бака.
В магистраль для подвода масла в верхнюю полость цилиндра встроен обратный клапан 10 и дроссель 11 с регулятором и предохранительным клапаном. Назначение дросселя 11 - регулирование скорости опускания цилиндра.
В трубопровод для подвода масла в нижнюю полость цилиндра встроен клапан предохранительный 12 с электромагнитным управлением. Клапан предназначен для разгрузки рабочей магистрали в верхнем положении поршня.
Выталкивающее устройство (рис.69а, б) состоит из цилиндра 1, поршня 2 с головкой 3 и штемпелем 17, клещевин 4, четырех направляющих тяг 5 и устройства для подвода жидкости (масла) 6.
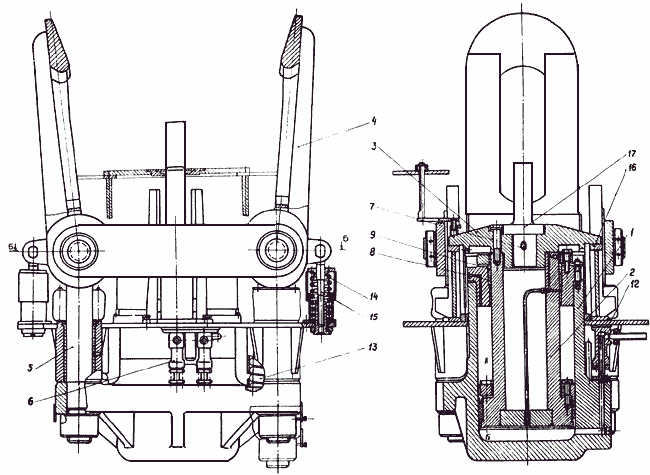
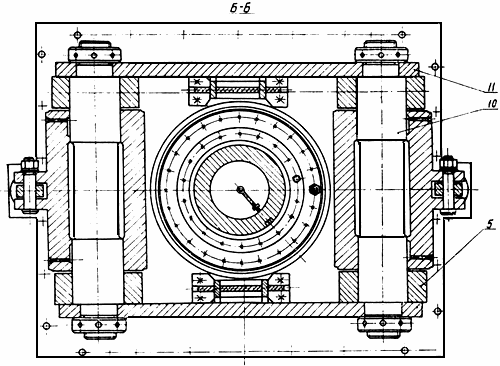
Рис.69б. Выталкивающее устройство. Сечение по Б-Б
Штемпель соединен с головкой поршня посредством клина 7.
Уплотнение поршня и крышки цилиндра осуществляется с помощью манжет 8, регулировка которых производится нажимными кольцами 9.
Клещевины смонтированы на осях 10, связанных планками 11.
Весь механизм монтируется на крышке 12 рамы машины. В исходном положении цилиндр находится в крайнем верхнем положении. Клещевины, соединенные с ним посредством тяг 5, разведены. Поршень опущен вниз.
При сливе масла из верхней полости "А" цилиндра в бак и одновременном нагнетании масла в нижнюю полость "Б", происходит опускание цилиндра в результате давления масла и пружин 13, а также под действием его собственного веса. В процессе опускания цилиндра клещевины, в результате сжатия пружин 14 регулируемых тяг 15, сводятся и захватывают изложницу за приливы. После этого цилиндр уже не имеет возможности опускаться вниз и нагнетаемое под давлением в нижнюю полость масло заставляет поршень со штемпелем двигаться вверх. Штемпель, пройдя через отверстие в днище изложницы, упирается в слиток и выталкивает его.
После окончания процесса выталкивания слитка конечный выключатель переключает трехпозиционный золотник 8 (рис.68) на нагнетание масла в верхнюю полость цилиндра "А". Происходит опускание поршня до упора его головки в кронштейны 16, удерживающие поршень от перемещения вниз. При дальнейшем нагнетании масла в полость "А" цилиндр с клещевинами движется вверх, пружины 13 заставляют клещевины подниматься до упора головок тяг 15 в крышку 12, после чего в процессе дальнейшего подъема цилиндра под действием пружин 14 осуществляется разведение клещевин.
В крайнем верхнем положении цилиндра срабатывает конечный выключатель, посредством которого производится остановка привода насоса и перевод трехпозиционного золотника 8 (рис.68) в нейтральное положение. При этом масло остается в верхней полости цилиндра "А", удерживая клещевины в разведенном состоянии.
На этом заканчивается полный цикл выталкивания слитка и установка подготовлена для раздевания следующей изложницы.
Уход и надзор за стационарной машиной для выталкивания слитков
§ 230. Смену принимать в соответствии с указаниями §§ 11-13 "Общих положений".
§ 231. Кроме того, при приемке смены необходимо проверить:
а) легкость вращения вала насоса (вручную);
б) уровень масла в маслобаке - по маслоуказателю, при необходимости - долить масло;
в) правильность установки конечных выключателей, электрических приборов, гидроаппаратуры;
г) плотность затяжки гаек в штуцерах трубопроводов, их целостность, подтеки масла тщательно протереть и по возможности устранить;
д) надежность затяжки крепежных изделий, при необходимости произвести их подтяжку;
е) плавность работы установки вхолостую, обратив внимание на отсутствие перекосов и заеданий при движении цилиндра и поршня.
§ 232. В период работы установки необходимо:
а) контролировать температуру масла в масляном баке, которая должна находиться в пределах от +10° +40 °C, включая при необходимости змеевик-холодильник или электронагреватель;
б) установку изложницы на площадку между клещевинами производить плавно, без резких ударов. При этом, оси отверстия в днище изложницы и штемпеля головки поршня должны строго совпадать, а приливы изложницы должны находиться против проушин клещевин;
в) не допускать того, чтобы хвостовик штемпеля 17 (рис.69а) при выталкивании слитка из изложницы терся о днище изложницы;
г) следить за тем, чтобы выталкивающее устройство работало плавно, без заеданий, а поршень, во избежание вывода из строя уплотнений, не касался крышки цилиндра;
д) контролировать работу трущихся деталей (оси, тяги, поршень), предупреждая их перегрев и катастрофический износ;
е) наблюдать за состоянием уплотнений цилиндра, маслопроводов, насоса и гидроаппаратуры, устраняя, по возможности, утечки масла;
ж) при неравномерном (с рывками) движении поршня и клещевин проверить гидросистему на наличие воздуха. Обнаружив пену в маслобаке, устранить возможность попадания воздуха в систему и выпустить воздух из цилиндра через воздушники, дав несколько холостых ходов вверх и вниз на максимальной скорости.
§ 233. При периодических осмотрах и текущем обслуживании, кроме выполнения пунктов § 13-18, необходимо:
а) всю гидроаппаратуру не реже одного раза в смену обдувать воздухом от цеховой магистрали;
б) не реже одного раза в десять дней необходимо проверять степень загрязненности масла в масляном баке; очистку и промывку электромагнитного фильтра производить при каждой смене масла;
в) остатки керамического стакана и окалина, осыпающаяся при работе установки, должны ежесуточно убираться, их скопление не допускается, особенно на крышке машины и на головке поршня;
г) при нормальной эксплуатации первую замену масла после пуска насоса следует произвести через три месяца, а затем через каждые шесть месяцев работы. Масло должно заливаться чистое, очищенное от воды, пыли, смолистых веществ. При замене масла бак очистить от грязи, отстоя и промыть;
д) подшипники электродвигателя смазывать не реже одного раза в три месяца, оси клещевин и направляющих тяг - каждую смену;
е) устранить все утечки в трубопроводах подтяжкой гаек в штуцерах или при необходимости разобрать соединение и обеспечить плотное прилегание конца трубы к штуцеру.
§ 234. Кроме того, при уходе и надзоре за машиной необходимо руководствоваться заводскими инструкциями по эксплуатации каждого гидроаппарата и насоса.
§ 235. Закрепленным за машиной ремонтным персоналом регулируются следующие узлы машины:
а) ход тяг 5 (рис.69) - 50 мм;
б) насос - вручную при помощи маховичка, на производительность - до 200 л/мин и давление до 220 кг/см;
в) дроссель 11 (рис.68) с регулятором и предохранительным клапаном на расход масла - 1,62 л/сек;
г) клапан предохранительный 12 (рис.68) с электромагнитным управлением - на давление от 50 до 220 кг/см в зависимости от требуемого усилия выталкивания.
Ревизия и ремонт стационарной машины для выталкивания слитков
§ 236. Ревизию и ремонт установки для выталкивания слитков производить по мере необходимости, но не реже одного раза в три месяца.
§ 237. При ревизии:
а) проверить состояние резьбовых соединений отдельных узлов и деталей гидроаппаратуры и трубопроводов;
б) при обнаружении рисок на запирающих поверхностях золотников и клапанов необходимо произвести притирку;
в) манжеты 8 (рис.69) на поршне и крышке цилиндра заменяются при полной потере ими служебных свойств (невозможности отрегулировать нормальное уплотнение с помощью нажимных колец 9 (рис.69а)).
Степень затяжки манжет должна обеспечивать герметичность уплотнения поршня. При правильной затяжке уплотнений поршень при выдвижении должен быть покрыт тонким слоем масла;
г) корпус цилиндра подлежит расточке или замене при наличии эллиптичности или конусности внутренней поверхности величиной более 2% от номинального диаметра;
д) поршень необходимо заменять при расточке цилиндра, а также при износе по наружному диаметру свыше 3%;
е) очистку трубопроводов от окалины и коррозии производить согласно указаниям § 192, п."г";
ж) пружины 13, 14 (рис.69а) менять при их ослаблении и невозможности отрегулировать, а также при обнаружении трещин, отколов;
з) особое внимание обратить на правильность установки конечных выключателей, обеспечивающих нормальную работу машины в крайних положениях, и на регулировку аппаратуры, согласно указаниям § 235;
и) все операции, связанные с ремонтом, ревизией, заменой масла и регулировкой системы, должны производиться в условиях, исключающих попадание пыли и грязи в гидросистему;
к) осмотр и разборку машины производить при опущенном цилиндре и снятом давлении в системе;
л) ревизию и ремонт крепежных изделий, муфты, втулок производить согласно указаниям раздела "Типовые детали и узлы" (раздел III).
КОНВЕЙЕР ЛЕНТОЧНЫЙ
Ленточные конвейеры служат для транспортировки сыпучих материалов и штучных грузов. Они могут быть горизонтальными и наклонными.
Ленточный конвейер (рис.70) состоит из рамы 1, приводного 2 и натяжного 14 барабанов, которые огибает бесконечная прорезиненная лента 8. В пролете между барабанами лента поддерживается желобчатыми роликовыми опорами 9 и цилиндрическими 10, последние расположены под рамой. Для обеспечения большого угла обхвата лентой приводного и натяжного барабанов вблизи них установлены отклоняющие ленту барабаны 13 и 18. Вращение приводного барабана осуществляется от электродвигателя 7 через цилиндрический редуктор 4, соединенный с электродвигателем и барабаном муфтами 6 и 3, причем одна из полумуфт 6 является тормозным шкивом колодочного тормоза 5.
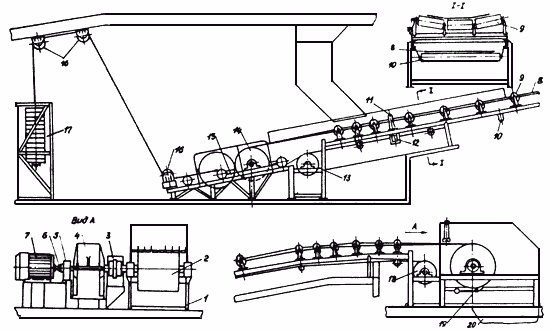
Рис.70. Ленточный конвейер
Натяжение ленты, обеспечивающее отсутствие буксования, осуществляется с помощью груза 17, подвешенного к канату, другой конец которого через систему направляющих роликов 16 соединен с кареткой 15, перемещающейся на колесах по швеллерам, на которой закреплены корпуса подшипников барабана. Натяжение ленты осуществляется также грузом, подвешенным к барабану и расположенным вблизи привода конвейера, либо с помощью винтов, соединенных с корпусом подшипников натяжного барабана. На коротких конвейерах, которые применяются в мартеновских цехах, в основном, используется простейший способ натяжения - винтовой.
Для предохранения от схода ленты в сторону при движении по раме в нескольких местах вертикально установлены ролики 11 и 12. Очистка ленты от налипаемого материала осуществляется скребком 19, установленным под сбегающей ветвью ленты приводного барабана.
Для контроля за обрывом ленты и недопущения схода ее в сторону у приводного барабана и по бокам рамы устанавливают рычажные выключатели, которые автоматически выключают ленту.
Материал с ленты поступает в воронку 20, прикрепленную к раме конвейера у приводного барабана. Ролики опор и барабаны конвейера вращаются на подшипниках качения, смазка которых осуществляется централизованно от ручной смазочной станции или индивидуально.
Ленточные конвейеры, применяющиеся в мартеновских цехах, в большинстве случаев проще описанного, на них нет отклоняющих ленту барабанов, вертикальных роликов, грузового натяжения ленты, очистных устройств.
Уход и надзор за ленточным конвейером
§ 238. Приемку смены проводить в соответствии с указаниями §§ 11-13.
§ 239. При приемке смены необходимо проверять:
а) состояние футеровки приводного и натяжного барабанов;
б) исправность натяжного устройства;
в) состояние и правильность хода ленты и ее натяжение при холостом ходе; при достаточном натяжении лента не должна пробуксовывать;
г) состояние резиновых полос загрузочного устройства и защитного кожуха;
д) исправность выключателей, контролирующих обрыв и сход ленты;
е) состояние подшипников, соединительных муфт, редукторов и тормозов согласно Правилам технической эксплуатации типовых деталей и узлов.
§ 240. В течение смены:
а) запрещается пускать конвейер под нагрузкой;
б) материал на ленту подавать только после пуска конвейера и по достижении нормальной скорости движения ленты;
в) конвейер останавливать только после полной разгрузки материала с ленты;
г) не допускать пробуксовывания ленты на приводном барабане, проверять исправность натяжного устройства;
д) запрещается, в целях ликвидации буксования лент, подсыпать на нее связующие материалы (канифоль и др.);
е) не допускать чрезмерно большого натяжения ленты, излишнее натяжение вызывает перенапряжение ленты;
ж) не допускать работу конвейера с роликами, у которых изношены цилиндрическая поверхность или подшипники; невращающиеся ролики или не имеющие ровной цилиндрической поверхности, а также ролики, поверхность которых имеет раковины или выбоины, заменить. Замену роликовых опор выполнять только при остановленном конвейере;
з) следить, чтобы ролики не задевали за кронштейны и чтобы между роликами и неподвижными частями конвейера не застревали куски материала;
и) следить за направлением движения ленты, у нормально работающего конвейера лента не должна сбегать с роликоопор и с барабанов. Сбегание ленты в сторону может происходить по следующим причинам:
перекос роликовых опор по длине ленты;
перекос роликовых опор перед барабаном;
неправильная установка приводного барабана;
перекос в соединении ленты в одном или нескольких местах;
односторонняя загрузка ленты транспортируемым материалом;
налипание транспортируемого материала на барабаны и ролики.
Для устранения сбегания ленты запрещается устанавливать ломики, металлические или деревянные стойки;
к) не допускать попадания на ленту смазочных материалов, которые размягчают поверхностный слой ленты и разрушают ее. Масляные пятна, обнаруженные на поверхности ленты, немедленно удалять;
л) запрещается эксплуатация транспортной ленты при температуре ниже -25 °С, если при этом не применяются ленты специального назначения - морозостойкие;
м) следить за исправным состоянием тормозного устройства на наклонных конвейерах;
н) конвейер должен быть немедленно остановлен, если во время его работы обнаружены следующие неисправности:
продольный и поперечный разрывы ленты;
сбегание ленты в сторону;
заедание или поломка роликовых опор или подшипников барабанов;
повреждение тормозного устройства;
длительное пробуксовывание ленты на приводном барабане;
о) не допускать разгрузку тяжелых и острых кусков материала с прямым попаданием на ленту без образования на ней соответствующей постели;
п) один раз в сутки проводить осмотр подшипников, редукторов, соединительных муфт и крепежных соединений, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III).
Ревизия и ремонт ленточных конвейеров
§ 241. Ревизию механизмов ленточных конвейеров проводить по мере необходимости, но не реже одного раза в три месяца.
§ 242. При ревизии:
а) проверить установку всех роликовых опор; оси отдельных роликов желобчатой опоры должны находиться в одной вертикальной плоскости и не должны допускать осевого сдвига или бокового смещения;
б) проверить установку барабанов и роликов; оси барабанов и роликов должны быть установлены строго перпендикулярно к продольной оси ленты и параллельно друг другу;
в) не реже одного раза в 6 месяцев заменять смазку подшипников роликовых опор;
г) проверить биение образующей роликов, которое не должно превышать 0,5 мм для ролика диаметром до 108 мм и 0,8 мм для роликов диаметром 108-150 мм;
д) ремонт транспортерных лент, а также стыковку их концов, включая и последний стык, выполнять только методом горячей вулканизации;
е) при навеске на конвейер новой ленты не допускается применение лент с большим числом прокладок, чем это требуется по условиям прочности;
ж) осмотреть металлоконструкции рамы защитного кожуха, загрузочных и разгрузочных воронок, имеющиеся в них дефекты устранить;
з) проверить состояние барабанов и их крепление на валах; замеченные дефекты устранить или произвести замену;
и) осмотреть натяжное и тормозное устройство и скребки; замеченные недостатки устранить;
к) проверить исправность выключателей, контролирующих обрыв и сход ленты;
л) проверить состояние редукторов, зубчатых передач, соединительных муфт, тормозов, крепежных и шпоночных соединений, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III);
м) проверить исправность смазочной системы, замеченные дефекты устранить.
СМЕСИТЕЛЬ
Смеситель предназначен для приготовления густых масс.
Смеситель (рис.71) состоит из кожуха 16, к нижней части которого прикреплена чаша 8, опирающаяся на стойки 2. Внутри кожуха расположены два бегуна 9, оси 11 которых закреплены в рычагах 15. Рычаги шарнирно надеты на цапфы 23, смонтированные в крестовине 13, к которой прикреплены отвалы 20 и 21. Зазор между бегунами и днищем чаши регулируется прокладками 14, прикрепленными к крестовине. Крестовина надета на вертикальный вал 12 и закреплена шпонкой. На нижнем конце вертикального вала установлено зубчатое колесо 5, входящее в зацепление с шестерней 6, насаженной на выходной вал редуктора. Валы редуктора, оси бегунов и вертикальный вал вращаются в подшипниках качения.
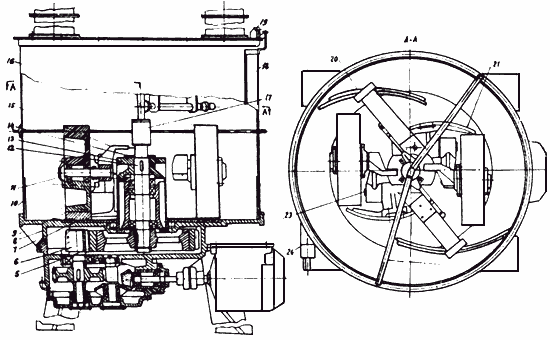
Рис.71. Смеситель
Вращение крестовины с бегунами осуществляется электродвигателем 1, соединенным муфтой 3 со специальным коническо-цилиндрическим редуктором 4, закрепленным на чаше. Нижняя часть кожуха и дно чаши имеют сменные защитные листы 10 и 7, а каждый бегун - сменный бандаж.
Выгрузка густых масс из смесителя осуществляется через цилиндр, клапан 22 которого открывается с помощью пневматического цилиндра, шарнирно соединенного с рычагом трансмиссионного вала клапана и кожухом смесителя.
Командоаппарат 24, соединенный с трансмиссионным валом клапана, при выгрузке управляет работой смесителя.
Вода для приготовления смеси поступает по трубопроводу в сливной бачок 17, откуда распределяется по чаше.
Смазка узлов трения смесителя - консистентная, редуктора - жидкая.
В случае необходимости открывания дверей 18 люка кожуха конечный выключатель 19 отключает работу механизма смесителя.
Уход и надзор за смесителем
§ 243. Принимать смену согласно указаниям §§ 11-13.
§ 244. При приемке смены проверить:
а) исправность работы всех механизмов смесителя; при наличии недостатков в работе устранить их;
б) состояние бегунов и крепление их осей в рычагах, а также зазор между днищем и бегунами, который должен быть не менее 10 мм;
г) зазор между днищем и отвалом и креплением отвалов к крестовине; зазор должен быть 3 мм;
д) состояние шпоночного крепления крестовины на вертикальном валу; имеющиеся дефекты устранить;
е) крепление защитных листов кожуха и днища; ослабевшие болты подтянуть или заменить;
ж) надежность крепления корпуса редуктора к чаше;
з) состояние пневматического цилиндра - нет ли утечки воздуха через сальник; при пропуске воздуха подтянуть болты сальника или заменить сальник;
и) надежность шарнирного соединения штока цилиндра с рычагом трансмиссионного вала клапана загрузки смеси;
к) исправность работы командоаппарата;
л) редуктор, муфту, зубчатую передачу и подшипники, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III);
м) поступление смазки к узлам трения.
Ревизия и ремонт смесителя
§ 245. Ревизию механизмов смесителя производить согласно указаниям § 20 по графику каждые 3-4 месяца.
§ 246. При ревизии:
а) осмотреть кожух и чашу смесителя, а также сменные защитные листы и их крепление. Защитные листы, имеющие износ свыше 65-70% первоначальной толщины, заменить;
б) проверить состояние стойки, в которой установлены подшипники вертикального вала и детали их крепления, имеющиеся дефекты устранить;
в) осмотреть вертикальный вал и крестовину, а также шпоночное крепление к валу зубчатого колеса и крестовины;
г) проверить состояние крестовины, рычагов, отвалов и их крепление; имеющиеся дефекты устранить; изношенные отвалы, не обеспечивающие нормальную работу смесителя до следующей ревизии, заменить;
д) осмотреть бегуны - нет ли бандажей с ослабленной посадкой и наличием трещин. Бегуны с ослабленной посадкой бандажей отремонтировать или заменить;
е) проверить крепление редуктора к чаше; болты ослабленные подтянуть, негодные - заменить;
ж) проверить редуктор, зубчатую передачу, муфту, подшипники, болтовые и шпоночные соединения, руководствуясь указаниями Правил технической эксплуатации типовых деталей и узлов (раздел III);
з) проверить состояние пневматического привода выгрузки густых масс, обращая внимание на степень износа заслонок, затворов, рычагов, пневматических цилиндров и их шарнирных соединений.
Пальцы, цапфы, оси рычагов цилиндров, изношенные свыше 10% своего первоначального диаметра, а также рычаги и тяги, имеющие трещины, подлежат замене.
Цилиндры подлежат расточке при наличии эллиптичности и конусности внутренней поверхности величиной 0,5-0,75% от номинального диаметра при уплотнении поршня чугунными кольцами и 1% - при уплотнении поршня мягкой набивкой.
Поршень подлежит замене при расточке цилиндра, а также если глубина канавок для колец превысит размер, указанный в чертеже. Зазор между поверхностью поршня и рабочей поверхностью цилиндра должен быть около 1/1400 диаметра поршня в короткоходовых цилиндрах и около 1/1000 диаметра в длинноходовых.
Поршневые кольца заменять:
при механических повреждениях колец;
при увеличении зазора в замке в 2-2,5 раза;
зазор замерять в специальном кольце-калибре, диаметр которого равен диаметру нового цилиндра;
при нарушении плотности прилегания кольца к поверхности цилиндра вследствие износа по окружности кольца и цилиндра;
и) осмотреть клапан цилиндра выгрузки масс и его трансмиссию; имеющиеся дефекты устранить;
к) проверить исправность работы командоаппарата;
л) проверить состояние смазочной системы, имеющиеся неисправности в системе устранить;
н) осмотреть металлоконструкцию смесителя; при наличии повреждений произвести ремонт.
III. ТИПОВЫЕ ДЕТАЛИ И УЗЛЫ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ
1. Резьбовые соединения.
Среди резьбовых соединений наибольшее распространение получили крепежные. К этим соединениям относятся соединения при помощи болтов (рис.72, а), винтов (рис.72, б), шпилек (рис.72, в) и болтов-шпилек (рис.72, г).
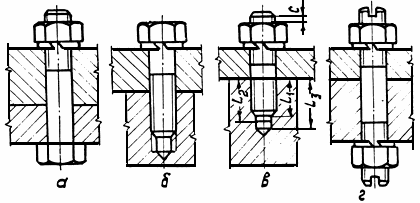
Рис.72. Болтовые соединения деталей машин
К резьбовым крепежным соединениям относятся фундаментные болты: короткие (рис.73) и длинные с молотовидной головкой (рис.74, а) или с чекой (рис.74, б).
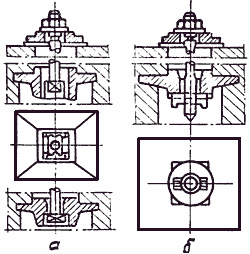
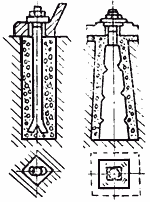
Рис.74. Длинные фундаментные болты
Уход и надзор за резьбовыми соединениями
§ 247. В течение всего времени работы механизмов все резьбовые соединения должны быть плотно затянуты независимо от места их установки.
§ 248. Не допускать ослабления резьбовых креплений; систематически расслабляющиеся резьбовые соединения являются дефектными и подлежат замене. Узлы с часто расслабляющимися резьбовыми соединениями подлежат конструктивному изменению, обеспечивающему надежность крепления.
Отверстия для болтов должны быть выполнены в зависимости от назначенного типа болтов.
§ 249. Болты устанавливать только тех типов и размеров, которые предусмотрены чертежом.
§ 250. Не допускается эксплуатация машин, механизмов и узлов, у которых число установленных резьбовых соединений уменьшено против предусмотренного чертежом.
§ 251. Для предупреждения самоотвинчивания гаек и винтов обязательно применять один из следующих способов стопорения (рис.75): контргайкой (рис.75, а), пружинной шайбой (рис.75, б), шплинтом разводным (рис.75, в), стопорной шайбой (рис.75, г), шайбой с усиками (рис.75, д), мягкой проволокой.

Рис.75. Способы стопорения гаек против самоотвинчивания
§ 252. Пружинные шайбы должны прилегать к опорным поверхностям по всему периметру. Не допускается установка пружинных шайб, у которых развод концов в месте разреза меньше половины толщины тела шайбы (рис.75, б).
§ 253. При резьбовом соединении деталей с наклонными поверхностями необходимо устанавливать косые шайбы (рис.76).
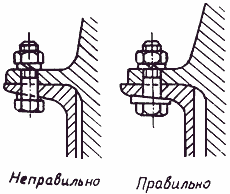
Рис.76. Соединение косой опорной поверхности
§ 254. Затяжку и отвинчивание болтов и гаек размером до М16 осуществлять стандартными гаечными ключами (длиной равной, примерно, 15 диаметрам болта) без удлинителей.
При затяжке гайка должна перемещаться по нарезке без качания. Зев ключей должен соответствовать размерам гаек.
§ 255. В собранном соединении стержень болта (шпильки) не должен выступать над гайкой более чем на 2-3 витка резьбы. Не допускается применение удлинительных болтов с установкой под гайкой нескольких шайб или гаек большего диаметра.
§ 256. Шпильки должны быть плотно (до упора) затянуты, а в ответственных соединениях посажены на краске (сурик, белила) в своих гнездах. Шпильки, вывертывающиеся при отвинчивании гаек, подлежат замене.
Длина нарезанной части шпильки и глубина отверстий для них должны соответствовать указаниям табл.1 (см. также рис.72, в).
Таблица 1
|
Длина нарезанной части шпилек и глубина отверстий для них, мм |
Материал детали | |
|
|
сталь |
чугун |
|
Общая глубина сверления |
|
|
|
Глубина нарезки |
|
|
|
Длина нарезки шпильки |
|
|

 *
*






________________
* Примечание:  - диаметр шпильки;
- диаметр шпильки;  - шаг резьбы.
- шаг резьбы.
§ 257. При приемке смены обязательной проверке подлежат резьбовые соединения, испытывающие нагрузки либо воздействие высоких температур.
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпонки предназначены для закрепления на валах и осях различных деталей машин: зубчатых колес, муфт, шкивов и т.п.
Наиболее распространенные виды шпонок: призматические, клиновые и тангенциальные.
В призматических шпонках (рис.77, а) рабочими поверхностями являются боковые узкие грани, а в клиновых (рис.77, б) - верхние и нижние грани. Тангенциальные шпонки (рис.77, в) состоят из двух клиньев с одинаковым уклоном, выполненным таким образом, что рабочие (узкие) грани их взаимно параллельны.
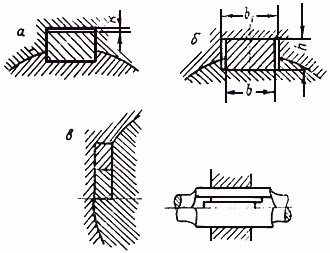
Рис.77. Шпоночные соединения: а - призматическая шпонка; б - клиновая шпонка; в - тангенциальная шпонка
Уход и надзор за шпоночными соединениями
§ 258. В собранном соединении между верхней гранью призматической шпонки и основанием паза ступицы должен быть зазор, соответствующий данным, приведенным ниже (рис.77, а).
|
Диаметр вала, мм |
25-90 |
90-170 |
свыше 170 |
|
Зазор |
0,3 |
0,4 |
0,5 |
 , мм
, мм
§ 259. В соединениях с клиновой шпонкой боковой зазор между пазом и шпонкой (рис.77, б) не должен превышать величин, приведенных в таблице 2.
Таблица 2
|
Номинальные размеры шпонок, мм |
Зазор, мм | |
|
12 |
5 |
0,35 |
|
20 |
8 |
0,40 |
|
32 |
11 |
0,50 |
|
60 |
32 |
0,60 |
§ 260. Верхняя грань клиновых шпонок (рис.77, б) должна быть выполнена с уклоном по клину 1:100. Дно паза ступицы выполнять с уклоном, соответствующим уклону верхней грани шпонки.
В собранном соединении головка клиновой шпонки не должна доходить до торца ступицы на величину, равную высоте шпонки.
§ 261. Во избежание выпадания клиновых и тангенциальных шпонок (при ослаблении), необходимо у головок устанавливать упоры на винтах.
§ 262. Во всех видах шпоночных соединений не допускается установка прокладок для достижения плотной посадки шпонок.
§ 263. Проверку шпоночных соединений проводят при приемке смены, текущем обслуживании, при ревизиях и ремонтах оборудования.
Во время приемки смены осмотру подлежат шпоночные соединения, расположенные вне закрытых корпусов и испытывающие знакопеременную нагрузку.
При осмотре шпоночных соединений проверить:
а) надежность крепления (стопорения) клиновых и тангенциальных шпонок;
б) не смещена ли шпонка и не ослаблена ли ее посадка в пазу.
§ 264. Если при работе узла слышен стук, то шпоночные соединения подлежат проверке; ослабленные шпонки необходимо заменить.
§ 265. Восстановление разработанного шпоночного паза допускается при условии, если ширина его при этом увеличивается не более чем на 15% первоначального размера.
МУФТЫ
Муфтами называют устройства для соединения валов между собой или с находящимися на них деталями для передачи вращающего момента. Муфты могут также выполнять следующие функции: компенсировать небольшие осевые (рис.78, а), радиальные (рис.78, б) и угловые (78, в) смещения одного вала относительно другого, предохранять машины от поломок при перегрузках; ослаблять толчки и вибрации при пуске и работе машины; осуществлять соединение и разъединение валов между собой и с находящимися на них деталями во время работы машины.
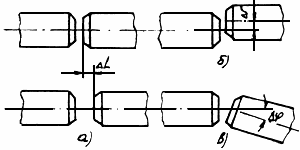
Рис.78. Компенсация небольших смещений одного вала относительно другого
Наибольшее распространение в тяжелой промышленности имеют следующие группы муфт:
глухие - соединяют два вала так, что полученное соединение работает как одно целое;
компенсирующие - соединяют валы, которые имеют небольшую относительную подвижность;
управляемые или сцепные - соединяют и разъединяют валы во время работы машины при помощи механизма управления;
предохранительные - применяют для передачи момента, не превышающего определенного значения.
В оборудовании металлургических цехов наибольшее распространение получили следующие виды муфт.
Продольно-свертные муфты (рис.79) - состоят из двух половин (полумуфт), стягиваемых болтами.
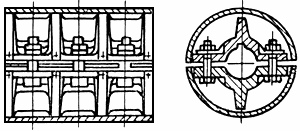
Рис.79 Продольно-свертная муфта
Продольно-свертные муфты отличаются простотой сборки и разборки, а также возможностью съема и установки их без осевого смещения валов. Недостатки этих муфт - повышенные требования к точности размеров отверстий муфт и концов валов.
Фланцевые (поперечно-свертные) муфты (рис.80), как и все глухие муфты, применяют для соединения строго соосных валов. Муфта состоит из двух полумуфт, имеющих форму фланцев. Для надежности передачи вращающегося момента полумуфты соединяют с валами призматическими шпонками.
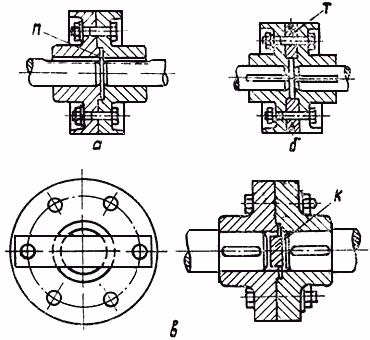
Рис.80. Поперечно-свертные муфты: а - с центрирующим выпуском;
б - с центрирующим кольцом; в - с призматической шпонкой.
Центрирование полумуфт обеспечивают цилиндрическим выступом на одной полумуфте и цилиндрической расточкой на другой или применением специальных центрирующих полуколец.
Кулачково-дисковые (плавающие) муфты компенсируют небольшое осевое и угловое смещение валов, а также радиальное смещение. Эта муфта (рис.81) состоит из двух полумуфт, имеющих радиально расположенные пазы и промежуточный диск с радиальными взаимно перпендикулярными выступами на торцах. При вращении валов с радиально смещенными, но параллельными осями выступы диска скользят во впадинах полумуфт. Сам диск совершает плоскопараллельное движение в плоскости, перпендикулярной к осям валов. Момент передается за счет нажатия друг на друга боковых поверхностей выступов и пазов.
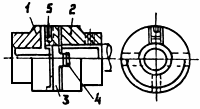
Рис.81. Муфта с промежуточным диском (типа Ольгейма)
Зубчатые муфты компенсируют возможные смещения осей валов - осевое, радиальное и угловое (рис.82).
Рис.82. Зубчатая муфта: а - полумуфта с внутренними зубьями; б - втулка с наружными зубьями
Муфта состоит из двух закрепленных на концах валов втулок с наружными зубьями эвольвентного профиля и охватывающей их обоймы с внутренними зубьями; таким образом, передача вращающего момента осуществляется зубчатыми парами.
Для компенсации смещений валов в муфтах предусмотрены торцевые зазоры, вершины зубьев втулок обрабатываются по сферической поверхности, зубчатое зацепление выполняют с увеличенными боковыми зазорами, а боковым поверхностям зубьев придают бочкообразную форму.
Упругие втулочно-пальцевые муфты (МУВП) получили самое широкое распространение, особенно в передачах от электродвигателей.
Полумуфты следует насаживать на конце валов с натягом на призматические шпонки.
Втулочно-пальцевая муфта (рис.83) состоит из двух полумуфт 1, 2, соединенных между собой болтами-пальцами 3 с надетыми на них кольцами 4 из эластического материала (резина, кожа). Полумуфта 2 (pиc.83, б) может служить одновременно тормозным шкивом.
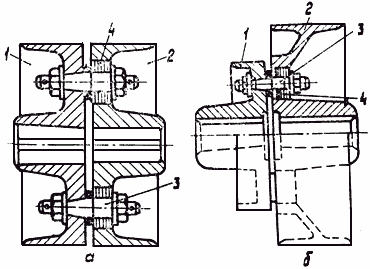
Рис.83. Втулочно-пальцевые муфты: а - обычная; б - с тормозным диском
Уход и надзор за муфтами
§ 266. При приемке смены муфту осматривать в тех случаях, когда об этом даны указания в Правилах технической эксплуатации отдельных видов оборудования.
§ 267. При осмотрах необходимо:
а) проверить не нарушилась ли посадка на валах;
б) простукиванием проверить надежность затяжки болтовых соединений в месте разъема муфт;
в) осмотреть крепление и состояние защитных кожухов муфт;
г) убедиться, что при работе нагрев муфты не превышает 60 °С, а шумовая характеристика, особенно для зубчатых муфт, 75 децибел;
д) убедиться в отсутствии течи масла, стуков и других дефектов;
е) убедиться, что в процессе эксплуатации не допускается превышение смещения торцов соединяемых валов, угла перекоса свыше размеров, указанных на чертежах и технических характеристиках муфт;
ж) в случае длительной остановки необходимо убедиться в отсутствии коррозии на рабочих поверхностях зубьев.
§ 268. Не реже одного раза в 7-15 суток проверять наличие масла в зубчатых муфтах и производить дозаправку его контрольного уровня (рис.84), при этом смазка должна заполнять кольцевой объем по высоте зацепления.
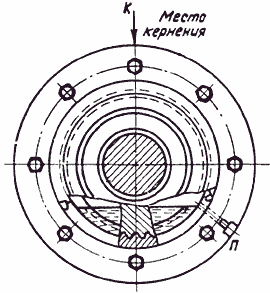
Рис.84. Проверка уровня масла в зубчатой муфте
Полную замену смазки в зубчатых муфтах рекомендуется производить один раз в полгода. При этом муфта должна быть промыта подогретым маслом малой вязкости, очищена от грязи, заливаемая смазка должна быть профильтрована.
В случае отсутствия рекомендуемой смазки допускается применять другую смазку или смесь нескольких компонентов с соответствующей вязкостью.
§ 269. Зубчатые муфты необходимо смазывать высоковязкими маслами: цилиндровое 52, автотракторное, трансмиссионное (нигрол) или смесь одного из таких масел со смазкой ИП в пропорции 1:1.
Не допускается эксплуатация зубчатых муфт, у которых вследствие износа уплотнений при работе происходит утечка (разбрызгивание) смазочного материала.
§ 270. В процессе эксплуатации необходимо очищать от грязи, окалины, пыли и масла наружные поверхности муфт, наблюдать за шумовой характеристикой и температурным режимом, а также за состоянием износа болтовых и втулочно-пальцевых соединений.
Ревизия и ремонт муфт
§ 271. Ревизию муфт производить при полных остановках оборудования на ремонт, но не реже одного раза в 2-3 месяца.
§ 272. Перед разборкой муфт проверить маркировку, если ее нет, то с целью сохранения (при сборке) прежнего положения полумуфт произвести кернение.
§ 273. При ревизии муфт (независимо от конструкции) проверять:
а) не нарушается ли посадка полумуфт на валах;
б) состояние полумуфт; нет ли трещин. Наличие трещин обнаруживается по звуку при легком постукивании молотка, по масляным подтекам и скоплению пыли возле поврежденных мест, или по пятнам, появляющимся при испытании известковой обмазкой;
в) величину зазора между торцевыми плоскостями;
г) взаимное расположение осей соединяемых валов.
§ 274. При смещении полумуфты вдоль оси или прослаблении посадки ее на валу полумуфту заменить. Не допускается установка прокладок между валом и отверстием ступицы полумуфт, а также кернение вала в целях обеспечения плотности соединения; запрещается приварка полумуфт к валу.
Полумуфты всех типов соединительных муфт, а также втулки зубчатых муфт с трещинами подлежат обязательной замене.
§ 275. При ревизии наиболее распространенных зубчатых муфт необходимо проверить:
а) взаимное расположение осей соединительных валов;
о) состояние и износ зубьев полумуфт и втулок;
в) состояние уплотнительных колец.
В процессе ревизии или ремонта промыть внутреннюю полость корпуса керосином, просушить, а после сборки залить свежим смазочным материалом.
§ 276. Не допускается эксплуатация зубчатых муфт, у которых износ зубьев по толщине превышает 30% их номинального размера.
§ 277. Высохшие фетровые и войлочные кольца промыть в керосине, просушить и пропитать смазкой; изношенные уплотнительные кольца заменить.
§ 278. При соединении валов зубчатыми муфтами перекос осей валов допускается не более 1°30' при отсутствии смещения осей.
Допускаемое радиальное смещение осей валов при отсутствии перекоса (рис.85) приведено в таблице 3.
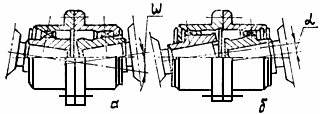
Рис.85. Схема перекоса и смещения зубчатых муфт:
а - перекос без смещения; б - смещение без перекоса.
Таблица 3
|
Диаметр вала, мм |
Предельное радиальное смещение осей валов |
|
20-40 |
0,7 |
|
30-50 |
1,1 |
|
40-65 |
1,2 |
|
45-80 |
1,7 |
|
50-90 |
2,0 |
|
60-100 |
2,2 |
|
70-120 |
2,6 |
|
80-140 |
3,1 |
|
90-160 |
3,2 |
|
100-180 |
3,6 |
|
120-210 |
3,9 |
|
140-240 |
4,8 |
|
160-270 |
5,2 |
|
180-300 |
5,7 |
|
200-340 |
6,7 |
§ 279. В муфтах со змеевидной пружиной при ревизии проверять состояние пружин и зубчатых дисков.
Лопнувшие пружины, а также пружины, на рабочей поверхности которых имеются трещины и значительные вмятины, заменить; годные пружины при снятии маркировать и укладывать на место, где они были до съема.
§ 280. В муфтах поперечно-свертных, втулочно-пальцевых и с промежуточными дисками:
а) величина радиального смещения соединяемых валов (рис.86), измеренная при помощи угольника (линейки) и щупа в четырех диаметрально расположенных точках наружной поверхности полумуфт, не должна превышать 0,3 мм. При увеличении зазора "а" (рис.86) свыше указанного предела произвести центровку механизма;
б) разность зазоров "а" и "б" (рис.87), измеренная клиновым щупом в диаметрально противоположных точках, не должна превышать 0,001 наружного диаметра полумуфт; при увеличении этого предела механизмы подлежат центровке для обеспечения соосности соединяемых валов.
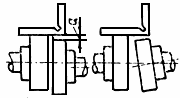
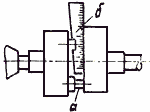
Рис.87. Проверка перекоса валов клиновым щупом
§ 281. В муфтах с промежуточным диском (рис.81) зазор между выступами 4 диска 3 и впадинами полумуфт 1 и 2 не должен превышать 0,5-2 мм в зависимости от размера муфт и места их установки.
§ 282. Во втулочно-пальцевых муфтах выработка отверстий не допускается. Максимальный зазор между упругими кольцам и отверстиями в полумуфте не более 3% диаметра пальца. При большем износе кольца и пальцы заменить, а при выработке отверстий заменить полумуфту.
ТОРМОЗА
Тормоза предназначены для снижения скорости и остановки вращающихся частей машин и механизмов.
Торможение осуществляется в результате давления колодок или ленты на тормозной шкив под действием груза или усилия сжатой пружины через систему рычагов.
В грузовом колодочном тормозе (рис.88, а) действие груза 3 через рычаг 6 и тяги 4 и 5 передается рычагом 8, которые замыкают колодки 1 и 2 на тормозном шкиве. Растормаживание осуществляется длинноходовым электромагнитом 9, который, втягивая якорь, одновременно приподнимает рычаг 6 с помощью тяги 7. При этом между колодками и шкивом образуется зазор, величина которого регулируется тягой 4.
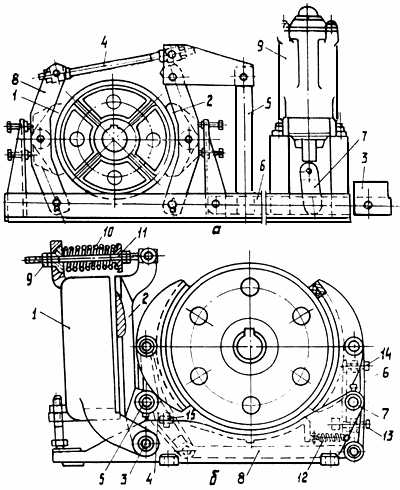
Рис.88. Колодочный тормоз: а - длинноходовой; б - короткоходовой.
В короткоходовом колодочном тормозе (рис.88, б) корпус электромагнита 1 и его якорь 2 могут поворачиваться около оси 3. Левый колодочный рычаг 4 поворачивается около оси 5, закрепленной на якоре электромагнита, а правый рычаг 6 - около оси 7, установленной на станине тормоза; рычаги соединены тягой 8.
Величина хода якоря электромагнита регулируется гайками 9, а степень сжатия рабочих пружин 10 - гайками 11.
Равномерность отхода колодок от тормозного шкива устанавливается при помощи пружины 12 и болта 13.
Выравнивание радиального зазора между концами колодок и шкивом осуществляется на правой колодке болтом 14, на левой - при помощи передвижных упоров 15.
В двухленточном тормозе с короткоходовым электромагнитом (рис.89, а) торможение обеспечивается пружиной 1, усилие которой передается на нижний рычаг 2 и через шток 3 на верхний трехплечий рычаг 4, заставляя тормозные ленты 5 и 6 зажать шкив.
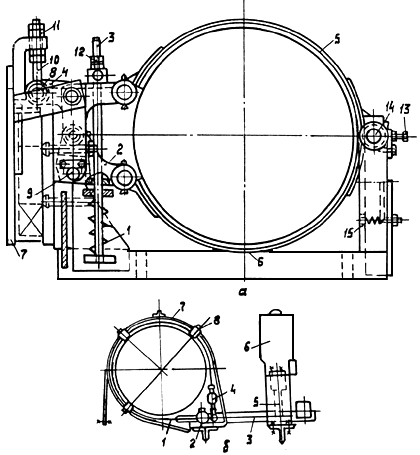
Рис.89. Тормоз: а - двухленточный; б - простой
При включении электромагнита якорь 7, поворачиваясь относительно оси в сторону корпуса электромагнита, заставляет левое плечо рычага опуститься, а правое подняться. Нижний рычаг 2, шарнирно связанный с трехплечим рычагом 4, при этом поворачивается по часовой стрелке относительно шарнира 9, в результате чего ленты отходят от тормозного шкива.
В простом ленточном тормозе (рис.89, б) набегающий конец тормозной ленты 1 закреплен на валике 2, а сбегающий - на рычаге 3, который при помощи серьги 5 соединен с якорем электромагнита 6. Для обеспечения равномерного отхода ленты при растормаживании установлен кожух 7 с установочными болтами 8. Для регулировки длины ленты имеется стяжная гайка 4.
В последние годы широкое распространение получили тормоза с электрогидравлическим толкателем (ТКГ, ТКТГ).
Устройство тормоза показано на рис.90. При затормаживании под действием тяги 6 со сжатой пружиной 7 рычаги 4 поворачиваются и прижимают колодки 3 к поверхности тормозного шкива 9. При этом толкатель 2 не работает, шток его находится в нижнем положении. При включении толкателя его шток воздействует на верхний рычаг 5, а затем на рычаги 4 через тягу 8, производя растормаживание шкива.
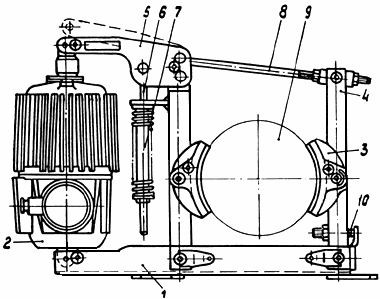
Рис.90. Тормоз колодочный с электрогидравлическим толкателем
Узлы тормоза смонтированы на подставке 1. Регулировка равномерности отхода колодок производится установочным болтом 10.
Уход и надзор за тормозами
§ 283. В целях строгого разграничения обязанностей и ответственности при эксплуатации тормозов установить, что:
а) к службе главного механика относится обслуживание всех элементов тормозов вплоть до тормозного рычага (с грузом), присоединяемого к шарниру соленоида;
б) к службе главного энергетика относятся установка и регулировка соленоидов и электрогидротолкателей, а также крепление их к тормозному рычагу;
в) подготовка деталей, устанавливаемых на валах электродвигателей, относится к службе главного механика, а пригонка посадочных мест и крепление этих деталей, а также центровка эл. двигателей - к службе главного энергетика.
§ 284. При приемке смен осмотру и опробованию подлежит каждый тормоз, установленный на оборудовании.
При осмотре проверить:
а) плотно ли прилегает фрикционный материал тормозных колодок 1, 2 (рис.88, а) или лент 5, 6 (рис.89, а) к тормозному шкиву при замкнутом тормозе;
б) нагрев тормозного шкива, а также неравномерность и степень выработки фрикционной облицовки колодок или лент;
в) состояние рабочей поверхности тормозного шкива и степень его износа, масляные подтеки на поверхности шкива не допускаются;
г) крепление груза и шарнирных соединений рычагов и тяг тормоза.
§ 285. Не допускается работа механизма при неисправном или неотрегулированном тормозе.
§ 286. В течение смены необходимо:
а) следить за нагревом шкива и фрикционной облицовки тормозных колодок или лент; при чрезмерном нагреве этих деталей (появление дыма, запаха гари) проверить регулировку тормозной пружины и равномерность отхода колодок или лент;
б) при резком или слабом торможении отрегулировать тормоз;
в) не реже одного раза в неделю смазывать шарнирные соединения, оси и втулки рычагов тормоза;
г) проверять величину хода якоря электромагнита или угла поворота его. Если ход якоря недостаточен для компенсации износа облицовки на протяжении суток, то отрегулировать тормоз;
д) осмотреть толкатель 2 (рис.90); убедиться в отсутствии подтекания рабочей жидкости через уплотнения; проверить вручную легкость перемещения штока. Не реже одного раза в неделю проверять уровень рабочей жидкости в толкателе: она должна доходить до торца наливного отверстия или может быть ниже торца не более чем на 8 мм;
е) шарнирные соединения тормозов следует периодически, не реже 2-х раз в месяц смазывать консистентной смазкой.
§ 287. Периодические осмотры тормозов проводить в соответствии с указаниями § 16-19, но не реже одного раза в 30-45 дней.
§ 288. При периодических осмотрах тормозов выполнять указания § 19 и, кроме того, проверять:
а) степень износа фрикционного материала колодок 1, 2 (рис.88, а) или лент 5, 6 (рис.89, а) и обода тормозного шкива;
б) одновременно и равномерно ли отходят колодки (ленты) от шкива при растормаживании;
в) степень износа шарнирных соединений рычагов и тяг тормоза.
§ 289. Ход или угол поворота якоря электромагнита отрегулировать таким образом, чтобы при его крайнем положении обеспечивалось надежное торможение при максимальной выработке фрикционного материала.
§ 290. При растормаживании тормоза колодки (ленты) должны отходить от шкива одновременно и равномерно, образуя одинаковые зазоры с поверхностью шкива на всем протяжении обкладок фрикционного материала.
§ 291. Регулировку длинноходового колодочного тормоза (рис.88, а) проводить в следующем порядке:
а) установить необходимый ход якоря электромагнита 7 (см. § 288);
б) при нижнем положении якоря отрегулировать прилегание тормозному шкиву колодок 1, 2 при помощи тяги 4;
в) отрегулировать силу нажатия колодок 1, 2 изменением положения груза 3;
г) проверить равномерность зазора между фрикционным материалом и тормозным шкивом (см. § 289) и при необходимости отрегулировать его при помощи установочных болтов.
§ 292. Регулировку пружинного ленточного тормоза (рис.89, а) проводить следующим образом:
а) установить ход якоря 7 электромагнита при помощи откидного болта и гаек 11;
б) отрегулировать нажатие пружины 1 с помощью гаек 12;
в) проверить равномерность отхода лент 5 и 6 от шкива при расторможенном тормозе; регулировку проводить при помощи болта 13, ограничивающего отход шарнира 14 от шкива под действием пружины 15.
§ 293. Регулировку короткоходового колодочного тормоза производить в следующем порядке (рис.91):
а) установить ход якоря электромагнита (положение 1);
б) отрегулировать пружину на заданный тормозный момент (положение II);
в) отрегулировать прилегание колодок к тормозному шкиву (положение III);
г) установить одинаковые радиальные зазоры между колодками и шкивом при расторможенном тормозе (положение IV);
д) установить одинаковую величину отхода концов каждой колодки от тормозного шкива (положение V, VI).
Рис.91. Регулировка короткоходового колодочного тормоза
§ 294. Регулировку колодочного тормоза с электрогидравлическим толкателем (рис.90) производить в следующей последовательности:
а) отрегулировать нормальный ход поршня толкателя;
б) отрегулировать равномерный отход колодок с помощью установочного болта 10;
в) отрегулировать пружину.
Указанные регулировки производить в соответствии с паспортными данными тормоза.
Ревизия и ремонт тормозов
§ 295. Ревизию тормозов проводить не реже одного раза в три месяца.
§ 296. При уменьшении толщины фрикционного материала (обкладок) на тормозных колодках до 50%, а в крайних частях до 30% и на тормозных лентах до 50% номинальной толщины изношенные обкладки заменить.
§ 297. Рабочая поверхность тормозных шкивов должна быть подвергнута шлифовке и поверхностной закалке до твердости не менее 280 НВ и чистоты поверхности не ниже  7. При наличии выработки, превышающей 1-2 мм, шкивы подлежат проточке, шлифовке и поверхностной закалке.
7. При наличии выработки, превышающей 1-2 мм, шкивы подлежат проточке, шлифовке и поверхностной закалке.
§ 298. Не допускается эксплуатация тормозных шкивов, толщина обода которых уменьшилась более чем на 50% первоначального размера.
§ 299. Фрикционный материал лент и колодок должен прилегать к тормозному шкиву не менее чем на 80% общей поверхности контакта. При недостаточном прилегании фрикционного материала необходимо:
а) проверить правильность установки тормоза и устранить перекосы;
б) проверить постановку и положение заклепок; выступающие и неправильно установленные заклепки переклепать;
в) при помощи медной оправки простучать обкладки фрикционного материала лент или колодок для устранения местных выступов.
§ 300. Свободный ход системы тяг и рычагов тормоза, приведенный к якорю электромагнита, не должен превышать 10% хода последнего.
§ 301. Валики и оси тормозов, изношенные свыше 5% своего первоначального диаметра либо овальностью более 0,5 мм, а также рычаги и тяги, имеющие трещины, подлежат замене.
Все валики и оси должны быть подвергнуты поверхностной закалке.
§ 302. Тяги и рычаги, у которых отверстия для осей (валиков) изношены более чем на 5% от номинального диаметра, подлежат замене.
§ 303. При ремонте, не реже одного раза в 6 месяцев, производить промывку и смену масла в толкателе (рис.90). Заливку свежего масла производить при вертикальном положении толкателя.
ПОДШИПНИКИ
В механическом оборудовании для опор валов машин применяются подшипники качения и скольжения.
По направлению действия воспринимаемой нагрузки подшипники качения классифицируются следующим образом:
а) радиальные, воспринимающие преимущественно радиальную нагрузку, т.е. нагрузку, действующую перпендикулярно оси вращения подшипника;
б) упорные, воспринимающие преимущественно осевую нагрузку, т.е. нагрузку, действующую вдоль оси вращения подшипника;
в) радиально-упорные, воспринимающие комбинированную нагрузку, т.е. нагрузку, одновременно действующую на подшипник в радиальном и осевом направлениях, причем преобладающей может быть как радиальная, так и осевая нагрузка;
г) упорно-радиальные, воспринимающие в основном осевую нагрузку.
По форме тел качения подшипники делятся на шариковые и роликовые.
По числу рядов тел качения подшипники бывают одно-, двух-, четырех- и многорядные.
По основным конструктивным признакам подшипники качения делятся на:
а) самоустанавливающиеся и несамоустанавливающиеся;
б) с цилиндрическим или конусным отверстием внутреннего кольца;
в) одинарные или двойные;
г) сдвоенные, строенные или счетверенные и т.д.
Обозначение каждого подшипника состоит из цифр, которые характеризуют его в отношении размера отверстия, серии, типа и конструктивных особенностей. Порядковое место, занимаемое цифрой в обозначении подшипника, считается справа налево, как указано в таблице 4.
Таблица 4
|
Место, занимаемое цифрами в условном обозначении |
Условное обозначение цифр |
Пример обозначения |
|
Первое и второе |
Диаметр вала в месте посадки подшипника (внутренний диаметр подшипника или втулки) |
3056216 |
|
Третье и седьмое |
Серия подшипников, т.е. один из установленных стандартами нормальных рядов подшипников, отличающихся по диаметру наружной поверхности и ширине, при одинаковых конструкциях и диаметрах отверстия |
|
|
Четвертое |
Тип подшипника, т.е. совокупность признаков, определяющих его основные свойства (направление воспринимаемой нагрузки и форма тел качения) |
|
|
Пятое и шестое |
Конструктивные особенности подшипника |
Первая и вторая цифры обозначают внутренний диаметр подшипника или втулки, причем для всех видов подшипников с внутренним диаметром от 20 мм до 495 мм они являются частным от деления размера этого диаметра на 5.
Например: 36225 - обозначает подшипник с диаметром отверстия 125 мм (25х5). Подшипники с внутренним диаметром более 495 мм обозначаются дробью, знаменатель которой указывает действительный размер внутреннего диаметра.
Регулировка подшипников
Особое значение при эксплуатации регулируемых типов подшипников имеет обеспечение осевой игры подшипников. К подшипникам с регулируемой осевой игрой или радиальным зазором относятся радиально-упорные, упорные и конические роликоподшипники.
Подшипники регулируются в основном с помощью:
а) набора металлических прокладок;
б) гаек.
Проверка регулировки осуществляется, главным образом, индикаторами и щупами.
По характеру воспринимаемых нагрузок подшипники скольжения разделяются на радиальные, радиально-упорные и упорные (подпятники).
Радиальные подшипники делятся на нерегулируемые, регулируемые, самоустанавливающиеся и жестко закрепленные.
По конструкции подшипники могут быть цельными и разъемными. Цельный подшипник представляет собой втулку из антифрикционного материала (сплава), запресованную в корпус, а разъемный подшипник состоит из двух, а иногда и более вкладышей, выполненных из чугуна, бронзы, баббита или пластмассы. При наличии двух вкладышей, разъем выполняют вдоль оси шейки или цапфы вала. Металлические вкладыши бывают толстостенные и тонкостенные, текстолитовые-цельные и наборные.
Уход за подшипниками качения
§ 304. При приемке смены обязательному осмотру подлежат:
а) подшипники качения, в работе которых в предыдущей смене обнаружены неисправности;
б) подшипники ответственных машин и механизмов;
При осмотре проверить степень нагрева подшипников и поступление к ним смазочного материала.
§ 305. При уходе и надзоре за узлами с подшипниками качения:
а) проверять температуру нагрева подшипников; выявлять и устранять причины, вызывающие чрезмерный нагрев;
б) следить за характером шума, вызываемого работающими подшипниками;
в) следить за наличием и состоянием смазочного материала; обеспечивать своевременную подачу смазки назначенного сорта и в соответствии с принятым режимом смазывания;
г) проверять состояние уплотняющих устройств и принимать меры по предохранению подшипников качения от попадания в них пыли, окалины и др.
§ 306. Температура подшипников качения, работающих в нормальных условиях, не должна превышать 50-60 °С.
Нагрев подшипников сверх допустимых пределов может быть вызван одной из следующих причин:
а) некачественная, затвердевшая смазка;
б) загрязнение подшипников пылью или другими твердыми механическими частицами;
в) отсутствие смазочного материала или чрезмерное заполнение им корпуса подшипника (в быстроходных подшипниках качения);
г) трение вращающихся деталей узла о неподвижные части (например, войлочное уплотнение о вал);
д) неправильная сборка подшипников узла (отсутствие нужных зазоров, чрезмерное искривление или перекос вала, слишком тугая посадка подшипников, вызывающая защемление тел качения).
§ 307. Ход правильного собранного узла с подшипниками качения должен быть легким, без заедания при незначительном ровном шуме.
Глухой прерывистый звук свидетельствует о загрязнении подшипников, звенящий, металлический - об отсутствии смазки, скрежет и резкое частое постукивание - о разрушении сепаратора или тел качения.
§ 308. При централизованной смазке подшипников качения не менее одного раза в смену проверять работу питателей, согласно указаниям § 336.
§ 309. Ход поршней дозирующих питателей должен быть отрегулирован с таким расчетом, чтобы подаваемая порция смазки не превышала потребности каждого из обслуживаемых подшипников.
§ 310. Подшипниковые узлы, работающие в нормальных температурных условиях и снабженные колпачковыми или пресс-масленками, смазывать консистентными смазками; УС (солидол), ИП1, УТВ (смазка 1-13).
При температуре узлов в пределах 60-100 °С применять смазку УТВ (1-13) либо УТ-1 (консталин); при более высокой температуре (свыше 100 °С) - смазку УТ-2 (калипсолин).
§ 311. При централизованной подаче смазочного материала ручными и автоматическими станциями узлы трения при температуре до 70 °С смазывать смазкой ИП1-Л (смазка 122), при температуре от 70 до 100 °С смазкой УТМ (смазка KB).
Подшипники качения, работающие при температуре выше 150 °С и оборудованные колпачковыми масленками или централизованными системами густой смазки СРГ-12Е (ручного действия), смазывать следующей смесью: 85-90% смазки НК-10 и 15-10% нигрола или цилиндрового 6.
§ 312. Подшипники, работающие в условиях отрицательных температур, при централизованной подаче смазочного материала станциями СРГ и САГ и при окружающей температуре до -20 °С смазывать ИП-1 (зимней); при более низких температурах - смазкой УТМ (смазка KB), смазкой УСМ (смазка НК-30), либо смазкой ВЗ (N 21). В исключительных случаях допускается смешивание смазки ИПI с высокоочищенным маслом.
§ 313. При эксплуатации подшипниковых узлов внимательно следить за состоянием уплотняющих устройств. Всякие неисправности, связанные с нарушением пыленепроницаемости и возникновением утечки через уплотнения, должны быть немедленно устранены.
Ревизия и ремонт подшипников качения
§ 314. Ревизию подшипников качения общего назначения проводить не реже одного раза в 1-1,5 года, а крупногабаритных подшипников ответственных машин - не реже одного раза в 2 месяца (в зависимости от конструктивных особенностей и условий работы механизмов).
§ 315. При ревизии подшипников качения необходимо проверить:
а) состояние и качество поверхности беговых дорожек, тел качения и сепараторов (если это позволяет конструкция подшипника);
б) величину радиального и осевого зазоров и плотность посадки колец подшипника;
в) состояние уплотнительных устройств.
§ 316. Подшипники качения подлежат замене при наличии одного из следующих видов неисправностей или повреждений:
а) бороздчатая выработка, отслаивание или ямки усталостного выкрашивания на телах качения или беговых дорожках колец;
б) трещины на рабочих поверхностях внутреннего или наружного кольца;
в) повреждение сепаратора или бортов вращающегося кольца;
г) увеличение радиального зазора (вследствие износа) в подшипниках качения ответственных машин свыше 0,5 мм, в менее ответственных механизмах (транспортерах, рольгангах, блоках и др.) - более 0,8-1 мм;
д) неукомплектованность подшипников телами качения (нет полного комплекта шариков или роликов).
§ 317. Бывшие в работе подшипники качения общего назначения допускаются к повторной установке при условии, если величина радиального зазора не превышает 0,2 мм для шариковых подшипников и 0,25 мм для роликовых подшипников.
§ 318. Не допускается устанавливать подшипники качения, поверхности тел качения которых, беговые дорожки или сепараторы покрыты ржавчиной.
§ 319. При частом монтаже и демонтаже узлов с подшипниками качения посадочные места вала или расточки корпуса перед сборкой смазывать графитной смазкой или смесью минерального масла с мелкочешуйчатым серебристым графитом.
§ 320. В подшипниках, устанавливаемых враспор (рис.92.), предусматривать осевой зазор для компенсации теплового удлинения вала (0,12 мм на 1 м длины на каждые 10 град.) и ошибок в размерах вследствие неточного изготовления и монтажа сопряженных деталей (0,15 мм).
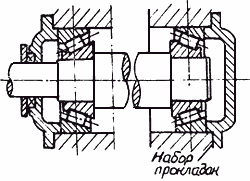
Рис.92. Схема установки подшипников качения враспор
Для регулирования величины зазора следует иметь комплект прокладок (латунных, стальных) различной толщины (от 0,05 до 0,5 мм), которые устанавливаются между корпусом и торцом крышки.
§ 321. Не допускается для обеспечения плотности посадки колец кернение посадочных мест и установка под кольцом подшипника промежуточных втулок или прокладок.
§ 322. В редукторах с шевронными или двухвенцовыми косозубыми колесами, зафиксированным относительно корпуса в осевом направлении, должен быть только вал последней ступени редуктора. Остальные валы редуктора должны быть самоустанавливающимися, для чего наружные кольца обоих подшипников каждого вала должны иметь возможность осевого перемещения.
§ 323. При обнаружении на поверхности шеек задиров, рисок или других дефектов поврежденные места зашлифовать мелконаждачным полотном и отполировать.
§ 324. Войлочные кольца изготовлять из плотного длинноволокнистого войлока. Перед установкой в гнезда войлочные и фетровые кольца пропитывать расплавленной консистентной смазкой в течение 30-40 мин.
§ 325. При каждой ревизии подшипниковых узлов войлочные и фетровые уплотнительные кольца очистить в керосине, высушить и вновь пропитать расплавленной смазкой. Обуглившиеся фетровые, кожаные и войлочные уплотнительные кольца подлежат обязательной замене.
§ 326. Взаимное расположение валов при ревизии с подшипниками качения выверять так же, как это предусмотрено для подшипников скольжения (см. § 353).
§ 327. Корпусы подшипников качения, вращающихся с числом оборотов свыше 300 в мин и обслуживаемых централизованными станциями СРГ и САГ, снабдить предохранительными пробками (рис.93) для отвода избыточной и отработанной смазки.
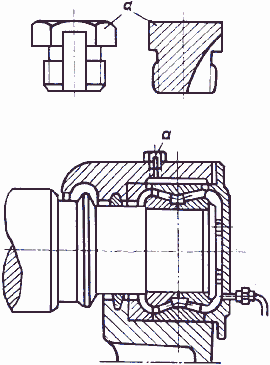
Рис.93. Общий вид и схема установки предохранительной пробки
При закладной смазке подшипников смазочным материалом заполнять не более 2/3 свободного пространства корпуса.
§ 328. При закладной смазке очищать, промывать и перезаряжать подшипники, работающие в нормальных условиях, не реже одного раза в 6 месяцев. При работе в условиях повышенной температуры (свыше 60 °С) или насыщенности окружающего пространства пылью, либо влагой перезаряжать подшипники не реже одного раза в 3 месяца.
Уход и надзор за подшипниками скольжения
§ 329. При приемке смены обязательной проверке подлежат:
а) подшипниковые узлы оборудования, в работе которых обнаружены неисправности во время предыдущей смены;
б) в выносных (консольно расположенных) подшипниках и подшипниках ответственных машин и механизмов степень нагрева, надежность крепления корпуса и крышки, достаточность поступления смазочного материала.
Подшипники ответственных машин должны быть оборудованы показывающими и сигнализирующими приборами для контроля температуры (ртутными термометрами сопротивления или термосигнализаторами).
§ 330. Температура опорного (нагруженного) вкладыша подшипника не должна превышать 60-65 °С, а температура наружной поверхности корпуса 50-55 °С.
Не допускается работа механизма при повышении указанного температурного предела (за исключением случаев, когда подшипники подвергаются нагреву лучеиспусканием).
Причины (одна или совокупность их) повышенного нагрева подшипников скольжения следующие:
а) недостаточное поступление смазочного материала к трущимся поверхностям или применение масел и смазок несоответствующего качества (загрязненных малой или слишком большой вязкости);
б) перекос вала;
в) загрязнение и закупорка маслопроводящих и маслораспределительных канавок;
г) повышенная вибрация вала;
д) недостаточный зазор между цапфой вала и вкладышами; недостаточные размеры "холодильника".
§ 331. Во всех случаях чрезмерного нагрева подшипников запрещается охлаждать их льдом или водой.
§ 332. В подшипниках с кольцевой смазкой проверять характер вращения смазочного кольца и подачу им масла. Смазочное кольцо должно вращаться равномерно, без перебоев. Легкий звон кольца указывает на то, что масла недостаточно, а замедленное вращение - на избыток или общую вязкость масла.
§ 333. В подшипниках, обслуживаемых циркуляционными системами жидкой смазки, систематически в течение смены проверять по указателям протока, достаточно ли поступает масла. Струя масла должна быть непрерывной.
§ 334. При осмотре редукторов с циркуляционной смазкой подшипников проверить показания манометров, указывающих давление масла на выходе; при нулевом показании манометра прекратить работу и выяснить причину отсутствия давления.
§ 335. Консистентные смазки в подшипниках скольжения подавать не реже одного раза в течение 4 ч.
§ 336. При централизованной подаче смазки не менее одного раза в смену проверить работу питателей (рис.94).
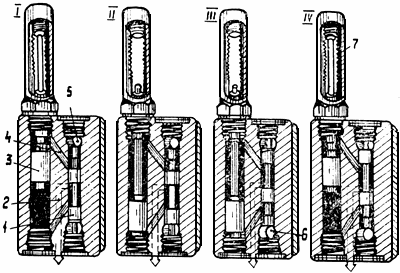
Рис. 94. Схема работы питателя ПД
Питатели работают следующим образом:
положение I - смазка, поступающая под давлением по магистрали 5, опускает золотник 1, открывая при этом верхний косой канал 4;
положение II - пройдя через канал 4, смазка заставляет опуститься поршень 3; при этом смазочный материал из пространства под поршнем выдавливается по каналу 2 к узлу трения;
положение III - смазка поступает по магистрали 6 и золотник 1 перемещается вверх;
положение IV - пройдя через нижний косой канал, смазка заставляет поршень 3 подняться вверх; при этом смазочный материал из пространства под поршнем выдавливается по каналу 2 к узлу трения.
Штоки-указатели 7 всех питателей должны всегда занимать одинаковое положение: либо быть приподнятыми, либо опущенными вниз до упора. Питатели, не сработавшие в течение трех последовательных циклов нагнетания, подлежат ремонту или замене.
Разбирать или заменить вышедшие из строя питатели при подаче смазки автоматической станцией САГ только после переключения станции на ручное управление.
§ 337. Масла для смазывания подшипников скольжения применять согласно указаниям паспортов смазки, утвержденных главным механиком завода для данного механизма.
§ 338. Не допускается замена смазочного материала назначенного сорта смазкой другого сорта без разрешения ответственного за это лица.
§ 339. Систематически проверять, нет ли утечки масла через подшипник и принимать меры по ее ликвидации. Пролитые смазочные материалы должны быть немедленно убраны, а место пролива очищено.
§ 340. Заменить вышедшие из строя сигнализирующие контрольно-измерительные приборы, установленные на подшипниках.
Ревизия и ремонт подшипников скольжения
§ 341. Ревизию подшипников скольжения проводят при ревизии механизмов, в которых они установлены.
§ 342. При ревизии проверить:
а) величину зазора между цапфой вала и вкладышами (щупом); в случае необходимости вкладыши подтянуть (в регулируемых подшипниках);
б) состояние рабочих поверхностей цапфы и вкладышей (втулок), а также характер их износа;
в) состояние и размеры масляных карманов ("холодильников") и маслораспределительных канавок вкладышей;
г) правильность установки вала, а также состояние галтелей цапф и заплечиков вкладышей;
д) состояние смазочных устройств, уплотнений, а также контрольно-измерительных приборов, установленных на подшипнике.
§ 343. Мелкие задиры и глубокие риски, обнаруженные на рабочей поверхности цапф, удалить шлифовкой мелкозернистым наждачным полотном или бархатным напильником; такие же дефекты на рабочей поверхности вкладышей удалить шабровкой.
Не допускается обработка наждачным полотном вкладышей, залитых антифрикционным сплавом.
§ 344. Вкладыши и втулки, в которых обнаружены трещины, заменить.
§ 345. Баббитовые вкладыши подлежат перезаливке с последующей пригонкой по шейке вала при обнаружении одного из следующих дефектов:
а) расслаивание баббитового слоя или отставание его от корпуса вкладыша, что обнаруживается по глухому дребезжащему звуку при постукивании вкладыша или по следам при испытании меловой обмазкой;
б) уменьшение толщины баббитового слоя на величину большую, чем это допускается по нормам для данного механизма.
§ 346. Наплавка вкладышей разрешается, если выкрошенная баббитовая заливка не превышает 20% поверхности вкладыша.
§ 347. Образование матовой (без блеска) поверхности на шейке вала и мозаичной на рабочей поверхности вкладыша свидетельствует о наличии блуждающих токов. При обнаружении такого дефекта необходимо тщательно изолировать подшипник от источника (возбудителя) блуждающих токов.
§ 348. Рабочие поверхности вкладышей должны быть пришабрены по шейке вала с плотностью шабровки не менее четырех пятен на 1 см для быстроходных валов (более 300 об/мин) и не менее двух пятен для валов с числом оборотов до 300 в мин.
Наибольшая густота пятен должна располагаться под углом 80-90° симметрично относительно направления действия нагрузки: шейка вала должна прилегать к вкладышу не менее чем на 60% поверхности опорного подшипника.
§ 349. В подшипниках, испытывающих знакопеременную нагрузку (например, в реверсивных редукторах), пришабриванию подлежит как нижний, так и верхний вкладыш.
§ 350. Уменьшение диаметра шеек вала допускается не свыше 10% от величины, указанной на чертеже, при спокойной нагрузке и не более 5% при ударной и знакопеременной нагрузке.
§ 351. Не допускается устанавливать в подшипниках какие-либо прокладки, кроме комплекта прокладок, располагаемых в месте разъема вкладышей или регулирования диаметрального зазора.
§ 352. Вкладыши подшипников и втулки, потерявшие свои наружные размеры в результате снятия натяга, заменить.
В подшипниках оборудования, изготовленного по 3-му классу точности, вкладыши (втулки) подлежат ремонту или замене при увеличении диаметрального зазора белее чем в три раза при спокойной нагрузке и более чем в два раза при ударной.
§ 353. При ревизии подшипников проверить правильность взаимного положения валов и осей (рис.95-98) и устранить обнаруженные дефекты.
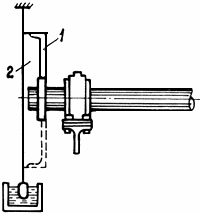
Рис.95. Проверка горизонтальности валов с помощью рейсмуса 1 и отвеса 2;
I - первое положение рейсмуса; II - второе положение рейсмуса.
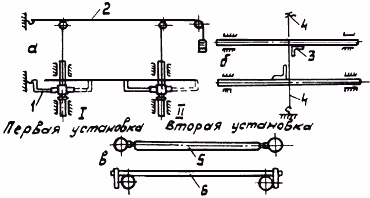
Рис.96. Проверка параллельности валов: а - с помощью рейсмуса 1 и струны 2;
б - двумя угольниками 3 и струной 4 с грузом: в - штихмассом 5, штангенциркулем - 6;
I - первое положение рейсмуса; II - второе положение рейсмуса.
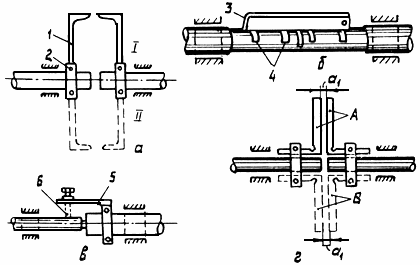
Рис.97. Проверка соосности валов: а - двумя рейсмусами на скобках 2;
б - с помощью линейки 3 и бумажных полосок 4; в - с помощью скобы 5 и щупа 6;
г - двумя угольниками; I - первое положение рейсмуса; II - второе положение рейсмуса;
А - первое положение угольника; В - второе положение угольника.
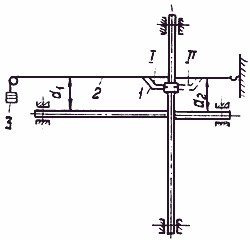
Рис.98. Проверка перпендикулярности валов рейсмусом 1 и струной 2 с грузом 3:
I - положение рейсмуса, II - второе положение рейсмуса
§ 354. Проверить размеры масляных карманов (холодильников) опорных вкладышей и в случае необходимости их углубить.
Размеры масляных карманов (рис.99) должны быть в пределах, указанных в табл.5.
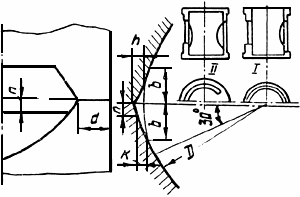
Рис.99. Развалы в разъемных подшипниках: I - для валов с постоянным направлением вращения;
II - для валов с меняющимся направлением вращения
Таблица 5
Размеры масляных карманов в разъемных подшипниках, мм
|
|
до 100 |
100-150 |
150-250 |
250-350 |
350-500 |
|||
|
|
3,0 |
4,0 |
5,0 |
7,0 |
9,0 |
|||
|
|
10,0 |
15 |
25 |
40 |
60 |
|||
|
|
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
|||
|
|
10 |
13 |
16 |
20 |
25 |
|||
|
|
3 |
5 |
6 |
11 |
16 |
|||






§ 355. При ревизии подшипников с кольцевой смазкой, кроме указаний § 338, необходимо:
а) осмотреть поверхность смазочных колец и проверить прочность замков, соединяющих полукольца;
б) очистить и промыть масляную ванну подшипника и заменить отработанное масло свежим, назначенного сорта и марки.
§ 356. Подшипники с кольцевой смазкой, работающие в условиях насыщенности окружающего пространства рудной или коксовой пылью, окалиной и другими пылевидными материалами; промывать и менять в них масло не реже одного раза в три месяца.
§ 357. Проверить состояние уплотняющих устройств и надежность крепления маслоотражателей. Войлочные и фетровые кольца очистить от грязи, промыть в керосине, высушить и пропитать маслом или расплавленной смазкой в течение 30-40 мин. Обуглившиеся войлочные, кожаные и фетровые кольца заменить.
§ 358. Заменить поврежденные масленки (колпачковые, пресс-масленки и др.).
§ 359. Перед установкой валов на место рабочую поверхность смазать маслом или консистентной смазкой.
ЗУБЧАТЫЕ ПЕРЕДАЧИ И РЕДУКТОРЫ
Зубчатые передачи и редукторы предназначены для передачи крутящего момента, изменения скорости и направления вращения одного вала по отношению к другому.
В связи с разнообразием условий эксплуатации формы элементов зубчатых зацеплений и конструкции передач весьма разнообразны. По форме профиля зуба различают эвольвентное зацепление, получившее преимущественное распространение, и неэвольвентное, в частности, круговые профили зацепления М.Л.Новикова.
Зубчатые передачи и колеса классифицируют по следующим признакам:
1. По взаимному расположению осей колес: цилиндрические - оси параллельные, конические - оси пересекаются, винтовые - оси перекрещиваются, шестерня и рейка - для преобразования вращательного движения шестерни в поступательное движение рейки или наоборот.
Зубчатые передачи могут быть внешнего и внутреннего зацепления. В первом случае колеса вращаются в противоположных направлениях, во втором - направления вращения колес совпадают.
2. По расположению зубьев относительно образующей колес: прямозубые, косозубые, шевронные и с криволинейными зубьями. При переходе от прямозубых передач к непрямозубым возрастает плавность работы, уменьшается износ и шум, растет несущая способность. Ввиду этого непрямозубые передачи могут работать при более высоких скоростях и передавать большие мощности.
3. По конструктивному оформлению: закрытые (размещенные в специальном непроницаемом корпусе и обеспеченные постоянной смазкой из масляной ванны или наливкой) и открытые (работающие без смазки или периодически смазываемые консистентными мазями).
4. По окружной скорости: тихоходные - скорость не более 3 м/сек, среднескоростные - 3-15 м/сек и быстроходные, скорость которых выше 15 м/сек.
В зависимости от взаимного расположения валов, на которых закреплены элементы зубчатой пары, применяют цилиндрические, конические и червячные редукторы (рис.100).
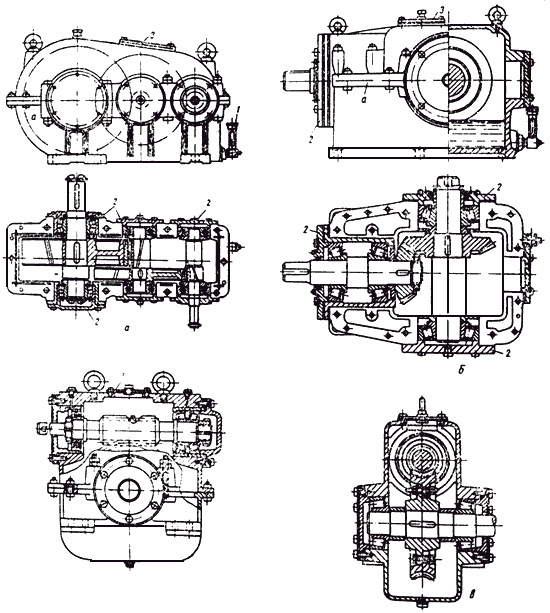
Рис.100. Редукторы: а - с цилиндрической передачей; б - с конической; в - с червячной
Уход и надзор за зубчатыми передачами и редукторами при эксплуатации
§ 360. При приемке смены зубчатые передачи и редукторы осматривать в тех случаях, когда об этом даны указания в Правилах технической эксплуатации отдельных видов оборудования.
При осмотрах проверить:
а) уровень масла в редукторе и убедиться в исправности указателя уровня путем пробного спуска масла через его контрольный кран или пробку;
б) нет ли утечки масла; принять меры к ее устранению; проверить через люк поступление масла через брызгала;
в) в редукторах, снабженных индивидуально-циркуляционными системами смазки, достаточно ли масла поступает к подшипникам и зубчатым сцеплениям; в случае необходимости отрегулировать подачу его, проверить герметичность соединений маслопроводов, давление и температуру масла на входе, перепад давления до фильтра-охладителя и после него;
г) наличие смазочного материала на зубьях открытых передач и реечных зацеплений; в случае необходимости смазать их.
§ 361. Уход за подшипниками скольжения и качения, болтовыми и шпоночными соединениями редукторов осуществлять в соответствии с указаниями, данными в разделах "Подшипники", "Болтовые соединения" и "Шпоночные соединения".
§ 362. Температура масла в редукторах с цилиндрическими и коническими передачами при нормальных условиях работы должна быть не выше 60 °С, а с червячными передачами - не более 75 °С.
В редукторах, подвергающихся нагреву теплоизлучением, температура масла может быть выше указанной.
§ 363. Уровень масла в редукторах при картерной смазке поддерживать так, чтобы:
а) смазывающие колеса цилиндрических передач, вращающихся с окружной скоростью свыше 3 м/сек, погружались в масло не более чем на высоту зуба;
б) конические колеса при окружных скоростях в пределах до 5 м/сек погружались в масло на всю длину зуба;
в) в червячных передачах при окунании червяка последний погружался не более чем на высоту витка, а при верхнем расположении червяка - не более чем на высоту зуба червячного колеса.
§ 364. Масляные ванны редуктора заполнять маслом назначенного сорта и марки, предварительно проведя его анализ.
Запрещается замена смазочного материала одного сорта смазочным материалом другого сорта без разрешения лица, ответственного за состояние смазочного хозяйства завода.
§ 365. Открытые зубчатые передачи и реечные зацепления смазывать высоковязкими маслами (цилиндровым 24, нигролом, вапором) или смесью одного из этих масел с битумом IV в пропорции 4:1.
§ 366. Редукторы и зубчатые передачи, работающие в условиях сильного нагрева теплоизлучением, смазывать цилиндровым маслом 24, нигролом или цилиндровым маслом 38.
§ 367. Масло для редукторов с цилиндрическими и коническими передачами, работающих при нормальных температурных условиях, выбирать в соответствии с данными табл.6.
Таблица 6
|
Материал зубчатого колеса (большего |
Временное сопротивление разрыву, кГ/мм |
Окружная скорость по начальной окружности, м/сек | ||||||
|
до 0,5 |
0,5-1,0 |
1,0-2,5 |
2,5-5,0 |
5,0-12,5 |
12,5-15 |
свыше 25 | ||
|
рекомендуемая вязкость масла | ||||||||
|
Текстолит, чугун, бронза |
- |
24 (3) |
16 (2) |
11 |
8 |
6 |
4,5 |
- |
|
Сталь закаленная или цементированная... |
125-158 |
60 (7) |
36 (4,5) |
36 (4,5) |
24 (3) |
16 (2) |
11 |
8 |
|
Сталь... |
47-100 |
36 (4,5) |
24(3) |
16 (2) |
11 |
8 |
6 |
4,5 |
|
100-125 |
36 (4,5) |
36 (4,5) |
24 (3) |
16 (2) |
11 |
8 |
6 | |
 (
( )
)
§ 368. Во всех редукторах емкостью свыше 50 кг залитое масло не реже одного раза в 3-6 месяцев подвергать лабораторному анализу.
§ 369. Масло считается отработанным и подлежит замене свежим при обнаружении следующих признаков старения:
а) повышение кислотного числа масла до 5 мг КОН (едкого калия) на 1 г масла;
б) изменение вязкости на 25% от первоначальной величины;
в) содержание воды в масле свыше 2%; если водная вытяжка имеет кислую реакцию, то свыше 0,5%;
г) наличие в масле свыше 0,5% механических примесей. Присутствие в .масле примесей, оказывающих абразивное действие, не допускается.
§ 370. При смене масла внутреннюю поверхность корпуса редуктора и расположенные в нем детали очистить от грязи и промыть керосином.
§ 371. При струйной подаче масла к зубчатым зацеплениям (при поливании) обеспечить поступление масла из расчета не менее 3-4 л в 1 мин на каждые 100 мм ширины колеса; большее значение относится к быстроходным (свыше 15 м/сек) и тяжелонагруженным редукторам.
Масло должно выходить из сопла тонкими струями, покрывающими зуб по всей длине.
§ 372. В редукторах, обслуживаемых принудительной циркуляционной смазочной системой, масло заменять:
а) при возрастании кислотности до 4 мг КОН на 1 г масла;
б) при изменении вязкости масла на 15% от первоначального значения;
в) при кислотной реакции водной вытяжки, если содержание в масле связанной влаги (эмульсии) превышает 0,1%;
г) при содержании в масле свободной воды свыше 2% или механических примесей свыше 0,5%.
§ 373. Масло, содержащее более 0,2% механических примесей или свыше 0,5% воды, подвергать центрифугированию.
§ 374. В редукторах, подвергающихся при работе интенсивному нагреву, масло заменять не реже одного раза в год.
§ 375. Места разъема (рис.100) корпусов редукторов, крышек 2 подшипников и крышки 3 люков для осмотра зацеплений и заливки масла должны быть надежно уплотнены.
§ 376. Не допускается работа механизма, если в редукторе обнаружен необычный шум, стук или если температура масла повышается сверх допустимого предела.
§ 377. При работе редуктора шум, проверяемый слуховой трубкой, должен быть незначительным, ровным, без постукивания и тресков.
Зависимость между характером шума и недостатками передачи указаны ниже:
|
Характер шума |
Причины, вызывающие ненормальный шум |
|
Шум, напоминающий периодическое щелкание зубьев, в особенности со стороны ведомого колеса. |
Некачественное изготовление колеса - большие отклонения в окружном шаге; увеличение бокового зазора между зубьями против нормы, |
|
Резкий металлический скрежет, дребезжащий звук, вызывающий вибрацию корпуса редуктора |
недостаточный боковой зазор между зубьями передачи; |
|
Шум, сопровождающийся неравномерным, но непрерывным стуком в зацеплении. |
Недостатки профильной поверхности зубьев (полосчатость) |
|
Прослушивается во всех местах корпуса; ощущается вибрация корпуса редуктора. |
|
|
Цикличный, то возрастающий, то снижающийся шум; периодичность изменения звучания совпадает с оборотами колеса. |
Наличие эксцентриситета делительной окружности колеса относительно оси; наличие накопленной ошибки группового окружного шага. |
|
Стук в червячном редукторе |
Чрезмерный осевой разбег червяка или большая выработка зубьев червячного колеса. |
Ревизия и ремонт редукторов и зубчатых передач
§ 378. Ревизию редуктора проводить не реже одного раза в год в соответствии с графиками планово-предупредительных ремонтов; ревизию открытых зубчатых передач проводить при ревизии механизмов, в которых они установлены.
§ 379. При ревизии зубчатых передач и редукторов:
а) проверить степень износа и состояние посадки подшипников качения и выработку подшипников скольжения;
б) проверить состояние рабочих поверхностей зубьев шестерен и степень их износа;
в) определить размеры и характер пятен касания (выборочно на нескольких зубьях каждой пары);
в) проверить взаимную центровку зубчатых пар;
г) проверить надежность крепления зубчатых колес на валах, а также крепление баланса (уравновешивающего груза) в зубчатых колесах; в бандажированных колесах проверить плотность посадки венца (обода) на диск (центр); при болтовом соединении венца или ступицы с диском (центром) проверить надежность крепления и затяжки гаек;
д) проверить состояние маслосистемы - исправность аппаратуры и приборов, крепление сопел и коллекторов, чистоту маслоподводящих трубок и отверстий, исправность действия указателя уровня 1 (рис.100) масла и воздухообменника (отдушины);
е) очистить корпус редуктора и его детали от грязи и отложений.
§ 380. Зубчатые колеса и шестерни подлежат замене при износе зубьев по толщине (считая по дуге начальной окружности) в соответствии с указанными ниже данными:
Вид зубчатой передачи
|
Предельно допустимый износ, % от толщины зуба | |
|
Открытые передачи со стальными колесами |
30 |
|
Открытые и закрытые передачи с чугунными колесами |
30 |
|
Зубчатые колеса редукторов и других ответственных передач, работающих при окружной скорости до 5 м/сек |
20 |
|
Прямозубые колоса реверсивных передач, работающих при окружных скоростях от 5 до 10 м/сек, и от 5 до 15 м/сек |
15 |
|
Зубчатые колеса механизма подъема кранов |
15 |
|
Зубчатые колеса механизма подъема кранов, транспортирующих жидкий металл |
10 |
Примечание. Величина предельно допустимого износа для оборудования отдельных видов дана в соответствующих разделах настоящих Правил, а также в соответствующих инструкциях на предприятиях.
§ 381. Зубчатые колеса с цементированными зубьями подлежат замене при износе слоя цементации.
§ 382. Изношенные колеса быстроходных ступеней редукторов, работающих с окружной скоростью более 8 м/сек, заменять в паре.
§ 383. Интенсивный износ зубьев колес может быть вызван одной из следующих причин:
а) недостаточная или неправильная подача масла;
б) большое количество (свыше 0,5%) механических примесей в масле, в особенности абразивного действия;
в) недостаточная вязкость и маслянистость масла;
г) уменьшение бокового зазора между зубьями сопряженных колес;
д) наличие на головках зубьев острой кромки, способствующей разрушению и удалению с рабочих поверхностей масляной пленки;
е) недостаточная поверхность контакта между зацепляющимися зубьями вследствие перекоса или непараллельности валов;
ж) недостаточная твердость поверхности зубьев колес.
§ 384. Независимо от степени износа зубьев зубчатые колеса подлежат немедленной замене или ремонту:
а) если у основания одного из зубьев имеется одна или несколько трещин;
б) если площадь рабочей поверхности зубьев, поврежденная выкрашиванием (питтинг), превышает 30% боковой поверхности зуба и глубина ямок выкрашивания превосходит 10% толщины зуба.
§ 385. Величина бокового зазора в зацеплении цилиндрических зубчатых передач должна быть не менее величин, указанных в таблице 7.
Таблица 7
|
Межцентровое расстояние, мм |
Боковой зазор, мм | |
|
3-й класс точности |
4-й класс точности | |
|
До 100 |
0,1-0,35 |
0,15-0,45 |
|
100-200 |
0,12-0,45 |
0,17-0,6 |
|
200-400 |
0,16-0,6 |
0,21-0,8 |
|
400-800 |
0,24-0,85 |
0,29-1,1 |
|
800-1200 |
0,32-1,2 |
0,37-1,6 |
|
1200-1600 |
0,4-1,6 |
0,45-2,1 |
|
1600-2000 |
0,53-2,6 | |
§ 386. Пятно касания на зубьях зубчатых передач должно быть расположено по средней части боковой поверхности, симметрично по длине и высоте зуба.
§ 387. В редукторах с цилиндрическими передачами протяженность контактного отпечатка (пятна касания) на зубьях должна быть не менее 75% по длине зуба и 30-40% по высоте его (рис.101, б).
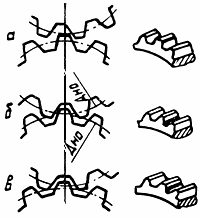
Рис.101. Схема зацепления цилиндрических зубчатых колес с расстоянием между центрами:
а - больше нормального; б - нормальным; в - меньше нормального
Расположение отпечатков на головках зубьев выше начальной окружности (рис.101, а) указывает на увеличение межцентрового расстояния против нормального (валы слишком раздвинуты), а расположение его на ножках зубьев ниже делительной окружности (рис.101, в) указывает на то, что валы слишком сближены.
Случай, когда при вращении зубчатой передачи в рабочем и противоположном направлениях отпечатки на рабочем и нерабочем профилях зуба располагаются у противоположных краев зубьев (рис.102, а), свидетельствует о непараллельности валов.
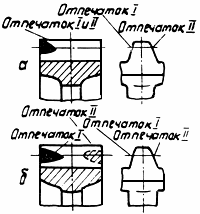
Рис.102. Характер отпечатков при непараллельности (а) и перекосе (б) валов
Если при вращении зубчатой передачи в двух противоположных направлениях отпечатки на рабочем и нерабочем профилях зуба располагаются у противоположных краев зуба (рис.102, б), то это свидетельствует о перекосе валов.
§ 388. В конических зубчатых передачах 3-го класса точности длина пятна касания должна быть не менее 50% длины зуба; при этом пятно касания на 30% своей длины должно располагаться по всей высоте зуба.
В зубчатых передачах 4-го класса точности эти показатели должны составлять соответственно 40 и 20%.
Возможные погрешности в изготовлении и монтаже конических передач, выявляемые при проверке на краску, представлены на рис.103. Отпечатки а и б указывают соответственно на чрезмерное сближение или удаление колес; в и г - отпечатки, получающиеся при увеличенном и уменьшенном межосевом угле по сравнению с расчетным; д и е - отпечатки, получающиеся на противоположных профилях одного и того же зуба при двустороннем вращении колеса, свидетельствующие о перекосе валов передачи.

Рис.103. Виды отпечатков при неправильном зацеплении конических зубчатых колес:
I - зубья ведущей шестерни; II - зубья ведомой шестерни
§ 389. В червячных передачах наименьшие размеры пятна касания при проверке на краску или металлический блеск должны быть не менее следующих величин, %:
|
|
По высоте зубьев |
По длине зубьев |
|
Для передач 3-го класса точности |
60 |
50 |
|
Для передач 4-го класса точности |
50 |
35 |
Наиболее распространенные виды погрешности при сборке червячных передач, выявляемые при проверке на краску, представлены на рис.104.
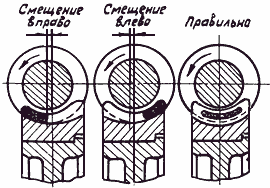
Рис.104. Виды отпечатков в червячном зацеплении
§ 390. При обнаружении неравномерного износа зубьев по длине проверить правильность положения и кривизну валов зубчатой передачи.
В цилиндрических зубчатых передачах непараллельность и перекос валов (рис.105) не должны превышать (на каждые 1000 мм длины) величин, указанных в табл.8.
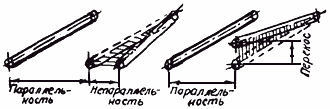
Рис.105. Схема непараллельности и перекоса валов
Таблица 8
Предельные значения, мм
|
Тип передачи |
Непараллельности |
Перекоса |
|
В редукторах |
0,3 |
0,25 |
|
В открытых передачах при модуле, до |
||
|
6 мм, |
1,0 |
- |
|
6-14 мм, |
0,8 |
0,8 |
|
14-20 мм, |
0,6 |
0,5 |
Непараллельность валов можно определить (см. рис.95) штангенциркулем при помощи натянутой струны и рейсмуса или штихмассом, а перекос валов - точным уровнем с ценой деления 0,1 мм на 1000 мм длины.
§ 391. Кривизна валов и осей не должна превышать 0,15 мм на 1 м длины при числе оборотов более 500 в 1 мин и не более 0,3 мм по всей длине вала; 0,25 мм на 1 м длины при числе оборотов в 1 мин менее 500, но не более 0,5 мм по всей длине вала (оси). При превышении этих пределов валы (оси) подвергать правке или замене.
Величину кривизны устанавливают по индикатору при расположении вала на призмах или закреплении в центрах.
§ 392. При обнаружении на поверхности вала (оси) трещины ее кромки должны быть вырублены или зачищены наждачным кругом по всей длине и на всю глубину; после чего определяют, нужно ли вал ремонтировать или его необходимо заменить.
§ 393. При наличии остаточных деформаций скручивания или поперечных трещин глубиной более 0,05 диаметра валы подлежат замене.
§ 394. В конической паре образующие наружных конусов должны совпадать (рис.106).
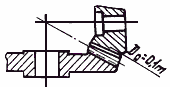
Рис.106. Схема установки конических зубчатых передач
§ 395. В зацепляющихся колесах цилиндрической зубчатой пары середины зубьев (по длине) должны совпадать (рис.107). Допускаемое смещение сопряженных прямозубых и косозубых колес одно относительно другого в осевом направлении не должно превышать (0,3-0,7)  .
.
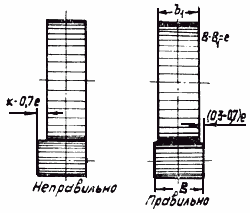
Рис.107. Схема установки цилиндрических передач
Наличие на зубьях (по длине зуба) неработающих участков допускается в том случае, если такие участки есть только на зубьях одного из зубчатых колес.
§ 396. Ось червяка должна совпадать со средней плоскостью червячного колеса. Смещение оси ограничивается зазорами в точках а и б (рис.108), величина которых должна быть в пределах 0,15-0,3 модуля.
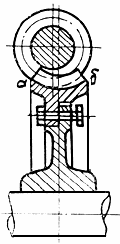
Рис.108. Проверка взаимного положения червячного колеса и червяка
§ 397. Осевое смещение червяка (люфт), измеренное индикатором (при упоре иглы индикатора в торец червяка и вращении последнего на 2-3 оборота в обе стороны), не должно превышать 1,0 мм.
§ 398. Балансы (уравновешивающие грузы) зубчатых колес должны быть надежно закреплены.
§ 399. Бандажированные колеса с ослабленной посадкой венца (обода) на диске (центре) перепрессовать, поставив новый венец.
На ослабление посадки указывает дребезжащий звук при постукивании или темные подтеки на торце обода колеса, образующиеся вследствие периодического попадания и выдавливания масла из зазоров между ободом и диском.
§ 400. Зубчатые колеса, у которых при осмотре, постукивании (или по масляным подтекам) на ступице, ободе или диске обнаружены трещины, подлежат замене.
§ 401. Места разъема корпусов редукторов и коробок передач тщательно уплотнить; шаброванные поверхности покрывают слоем шеллака, спиртового или бакелитового лака; при наличии паза на поверхности разъема закладывают шнур из маслостойкой резины. Если поверхности разъема не обработанные, то между фланцами корпуса и крышки устанавливают льняную или асбестовую плетенку, пропитанную смесью вазелина с хозяйственным мылом.
§ 402. При осмотре фундамента под редуктор проверить:
а) нет ли трещин;
б) плотность прилегания корпуса к фундаменту (по всему периметру); при неплотном прилегании корпуса выполнить подливку фундамента;
в) степень затяжки гаек фундаментных болтов.
§ 403. При обнаружении трещины на фундаменте необходимо через каждые 150-200 мм установить маяки на алебастре.
Разрыв маяка через 2-3 дня после установки свидетельствует о продолжающемся разрушении фундамента и, следовательно, о необходимости его ремонта.
§ 404. Не допускать попадания масла на поверхность фундаментов.
Личный кабинет:
доступно после авторизации Песков охарактеризовал визит Уиткоффа в Москву челночной дипломатией
Песков охарактеризовал визит Уиткоффа в Москву челночной дипломатией  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке