
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
21
:
37
апреля
18
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ Р 51016-97
Группа У15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРИБОРЫ СТОЛОВЫЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ
И АЛЮМИНИЕВЫХ СПЛАВОВ
Общие технические условия
Sets of carbon steel and aluminium alloys.
General specifications
ОКС 77.140.90*
ОКП 96 9750
_____________________
* В Указателе "Национальные стандарты" 2004 г. указан ОКС 97.040.60. - Примечание .
Дата введения 1998-01-01
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским центром стандартизации, информации и сертификации сырья, материалов и веществ
ВНЕСЕН Главным управлением стандартизации и сертификации сырья и материалов Госстандарта России
2 ПРИНЯТ ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 22 января 1997 г. N 14
3 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на столовые приборы: ножи, вилки, ложки из углеродистой стали и алюминиевых сплавов.
Обязательные требования к качеству продукции изложены в 4.2.8, 4.2.17, 5.3, 6.7, 6.16.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.014-78 ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.301-86 ЕСЗКС. Покрытая металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303-84 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 515-77 Бумага упаковочная битумированная и дегтевая. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1435-90 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Технические условия
ГОСТ 2695-83 Пиломатериалы лиственных пород. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 4784-74 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 4976-83 Лаки марок НЦ-218, НЦ-222, НЦ-243 мебельные и НЦ-223. Технические условия
ГОСТ 7016-82 Изделия из древесины и древесных материалов. Параметры шероховатости поверхности
ГОСТ 8074-82 Микроскопы инструментальные. Типы, основные параметры и размеры. Технические требования
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная. Водонепроницаемая упаковочная. Технические условия
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9359-80 Массы прессовочные карбамидо- и меламино-формальдегидные. Технические условия
ГОСТ 12301-81 Коробки из картона, бумаги из комбинированных материалов. Общие технические условия
ГОСТ 14192-77 Маркировка грузов
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16483.7-71 Древесина. Методы определения влажности
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ Р 50460-92 Знак соответствия при обязательной сертификации. Форма, размеры и технические требования
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1 Типы и основные размеры столовых приборов должны соответствовать указанным в таблице 1.
Таблица 1
|
Наименование изделий |
Длина, мм |
Толщина, мм |
Емкость черпака, мм | |
|
Клинки ножей |
Ручки ложек и вилок из листового металла |
|||
|
Ножи: |
|
|
|
|
|
столовые |
От 215 до 235 |
От 0,7 до 2,0 |
- |
- |
|
десертные |
" 190 " 210 |
" 0,7 " 2,0 |
- |
- |
|
Вилки: |
|
|
|
|
|
столовые |
Oт 190 до 210 |
- |
От 1,8 до 3,0 |
- |
|
десертные |
" 165 " 185 |
- |
" 1,8 " 3,0 |
- |
|
Ложки: |
|
|
|
|
|
столовые |
Oт 190 до 210 |
- |
От 1,8 до 3,0 |
15±2 |
|
десертные |
" 160 " 180 |
- |
" 1,8 " 3,0 |
10±2 |
|
чайные |
" 130 " 150 |
- |
" 1,2 " 2,0 |
5±2 |
|
для снятия пены |
" 200 " 210 |
- |
" 1,8 " 3,0 |
- |
|
для гарнира большие |
" 235 " 255 |
- |
" 1,8 " 3,0 |
30±5 |
|
для гарнира малые |
" 210 " 230 |
- |
" 1,8 " 3,0 |
20±2 |
|
для салата большие |
" 235 " 255 |
- |
" 1,8 " 3,0 |
30±5 |
|
для салата малые |
" 210 " 230 |
- |
" 1,8 " 3,0 |
20±2 |
|
для специй |
" 70 " 90 |
- |
" 1,0 " 1,5 |
1,5±0,1 |

3.2 Столовые приборы могут быть изготовлены цельнометаллическими или комбинированными (с ручками из других материалов).
Пример условного обозначения столовой ложки длиной 190 мм по ГОСТ Р 51016:
Ложка столовая 190 ГОСТ Р 51016-97
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Столовые приборы должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, образцам-эталонам и технической документации, утвержденным в установленном порядке.
4.2 Характеристики
4.2.1 Сечение клинков ножей должно быть клиновидным в продольном и поперечном направлениях.
Клиновидное сечение только в поперечном направлении допускается у клинков с толщиной спинки менее 1,0 мм.
4.2.2 Клинки ножей должны быть упругими и иметь твердость 45-57 НRСэ. Допускается понижение твердости до 41,5 НRСэ на расстоянии 20 мм от ручки.
4.2.3 Клинки ножей должны быть остро заточены. Заточка может быть односторонней (правая или левая) или двусторонней. Угол заточки должен быть от 20 до 50°. Лезвия на расстоянии до 20 мм от ручки - для ножей с коротким клинком (длина клинка менее 50% общей длины) и до 40 мм - для ножей с длинным клинком (длина клинка более 50% общей длины) должны быть притуплены.
4.2.4 На лезвиях клинков могут быть зубцы по всей длине или ее части. Профиль высоты и шаг зубцов должны соответствовать рисунку.
4.2.5 На лезвиях клинков зазубрины и заусенцы не допускаются.
4.2.6 Концы зубьев вилок должны быть заострены:
- от 0,5 до 0,7 мм - на вилках из алюминиевых сплавов;
- от 0,2 до 0,3 мм - на вилках из стали.
Ребра зубьев должны быть притуплены.
4.2.7 Края черпаков ложек должны быть притуплены и находиться в одной плоскости.
Отклонение от плоскости допускается не более 1,0 мм.
4.2.8 Ручки комбинированных столовых приборов должны быть жестко и прочно соединены с рабочими частями без зазоров и смещений.
Шайбы и торцы заклепок не должны выступать над поверхностью ручек более 0,3 мм.
4.2.9 Ручки цельнометаллических ложек и вилок должны быть упругими и иметь изгиб, удобный для эксплуатации. Поверхность ручек может быть с окантовкой по периметру или с рисунком. Окантовка и рисунок должны быть четкими, без смещений.
4.2.10 На металлических поверхностях столовых приборов не допускаются трещины, плены, раковины, гофры, острые ребра, заусенцы. На пластмассовых ручках не допускаются усадочные раковины, завихрения, gосторонние включения, след литника и грата более 0,2 мм, деформация и обесцвечивание при их нагревании. На деревянных ручках не допускаются сколы, сучки, трещины, мшистость, заусенцы, подтеки и отслаивание лака.
4.2.11 Шероховатость наружных металлических и пластмассовых поверхностей столовых приборов по ГОСТ 2789 не должна превышать параметр  , мкм:
, мкм:
- 0,63 - для изделий из углеродистой стали и неполированных изделий из алюминиевых сплавов;
- 0,40 - для изделий из алюминиевых сплавов, полированных.
Для изделий из углеродистой стали шероховатость внутренних граней зубьев вилок, поверхностей по контуру вилок и ложек, фасок на клинках ножей не должна превышать 2,5 мкм.
Для изделий из алюминиевых сплавов качество внутренних граней зубьев вилок, поверхностей по контуру вилок и ложек должно обеспечиваться штамповкой (литьем) с последующим гидрошлифованием или электрохимполированием.
4.2.12 Шероховатость поверхностей ручек комбинированных изделий должна быть:
- на деревянных  100 мкм по ГОСТ 7016;
100 мкм по ГОСТ 7016;
- на пластмассовых не выше 0,63 мкм по ГОСТ 2789.
4.2.13 Столовые приборы из углеродистой стали (кроме клинков ножей) должны иметь защитно-декоративное покрытие никелем или хромом по ГОСТ 9.303. Толщина слоя никеля должна быть не менее 9 мкм, хрома - не менее 3 мкм.
4.2.14 Столовые приборы из алюминиевых сплавов могут быть анодированы.
4.2.15 Ручки из древесины должны быть покрыты бесцветным лаком, разрешенным Минздравом России, по действующей нормативной документации.
4.2.16 Металлическое защитно-декоративное покрытие должно отвечать требованиям ГОСТ 9.301; покрытие лаком должно соответствовать III классу, условиям эксплуатации - 4/1 по ГОСТ 9.032.
4.2.17 Контролируемые санитарно-химические показатели: количество анализируемых токсичных химических элементов, способных переходить из изделий в контактирующие с ними продукты питания,
определяется химическим составом используемых марок сталей и алюминиевых сплавов, а также составом защитно-декоративного покрытия. Нормы миграции химических элементов определяются значениями ДКМ (допустимых количеств миграции), приведенными в нормативном документе [1] (приложение А).
4.3 Требования к материалам
4.3.1 Столовые приборы должны изготовляться из материалов, указанных в таблице 2.
Таблица 2
|
Наименование изделий и их деталей |
Наименование и марка материала |
Нормативная документация |
|
Ножи цельнометаллические и клинки комбинированных ножей |
Сталь марок У8А, У10А |
|
|
Вилки цельнометаллические и рабочая часть комбинированных вилок |
Сталь марок: 08кп, 45 |
|
|
|
А0, АВМ, АД1М |
|
|
|
АД1, АВ, АМг2, |
|
|
|
АК7, АК5М2, АЛ22, АЛ23 |
|
|
Ложки |
Алюминиевые сплавы марок: |
|
|
|
А0, АВМ, АД1М, АД1, АВ |
|
|
|
АМг2 |
|
|
|
АК7, АК5М2, АЛ22, АЛ23 |
|
|
Ручки комбинированных ножей и вилок |
Полипропилен марок: 04П-01010, 05П-01020 |
Нормативный документ [2] |
|
|
Аминопласт класса Б |
|
|
|
Алюминиевые сплавы марок: |
|
|
|
А0, АВМ, АД1М |
|
|
|
Пиломатериалы из лиственных твердых пород первого сорта влажностью не более 12 абс.% |
|
|
Арматура комбинированных изделий (кольца, колпачки, шайбы, заклепки) |
Сталь марки 20 |
|
|
|
Алюминиевый сплав марки АД1 |
|
|
Примечание - Допускается применение других материалов, разрешенных организациями здравоохранения и не уступающих по своим свойствам материалам, указанным в таблице 2 | ||
4.4 Маркировка
4.4.1 На каждом изделии должна быть четко нанесена маркировка с указанием:
- товарного знака предприятия-изготовителя;
- условного обозначения "Алс" на изделиях из алюминиевых сплавов.
Место и способ маркировки устанавливаются рисунком.
4.4.2 На каждой упаковке изделий должен быть нанесен маркировочный штамп или наклеена этикетка с указанием:
- наименования или товарного знака предприятия-изготовителя;
- наименования изделия;
- количества изделий;
- обозначения настоящего стандарта;
- штампа отдела технического контроля;
- номера упаковщика и даты упаковки;
- знака соответствия по ГОСТ Р 50460 (при сертификации изделий).
Часть надписей, кроме товарного знака и наименования изделий, допускается указывать на этикетке, вкладываемой в упаковку.
4.4.3 Маркировка транспортной тары - по ГОСТ 14192 с нанесением дополнительных данных:
- наименования или товарного знака предприятия-изготовителя;
- наименования изделий;
- количества изделий.
4.5 Упаковка
4.5.1 Консервация изделий из углеродистой стали должна проводиться по ГОСТ 9.014 и соответствовать группе 1, категории "С".
Допускается консервацию клинков ножей из углеродистой стали проводить путем покрытия лаком НЦ 221 по ГОСТ 4976.
4.5.2 Упаковка изделий может быть:
- поштучная;
- наборами по 10, 20, 25 шт. из изделий одного типоразмера;
- комплектами из изделий одного фасона с одинаковой художественно-декоративной отделкой на одну или несколько персон;
- в количестве, установленном договором между поставщиком и потребителем, если изделия реализуются не через торговую сеть.
4.5.3 Укомплектованные изделия должны быть упакованы в картонные коробки по ГОСТ 12301 и другой нормативной документации или завернуты пачками в бумагу по ГОСТ 8273.
При консервации ножей лаком НЦ 221 по ГОСТ 4976 в каждую упаковку должна вкладываться инструкция по расконсервации.
4.5.4 Упакованные изделия укладывают в дощатые ящики по ГОСТ 2991. Ящики внутри должны быть выстланы водонепроницаемой бумагой по ГОСТ 8828 или битумной бумагой по ГОСТ 515.
По согласованию изготовителя с потребителем допускается другая упаковка, обеспечивающая сохранность изделий при транспортировании и хранении.
4.5.5 Упаковка ящиков с изделиями при перевозке их в районы Крайнего Севера и отдаленные районы должна проводиться по ГОСТ 15846.
4.5.6 Этикетки, упаковочные листы должны быть выполнены типографским способом, кроме штампа отдела технического контроля, номера упаковщика, даты упаковки, которые проставляют резиновым штампом.
4.5.7 Масса ящика (брутто) должна быть не более 20 кг.
5 ПРИЕМКА
5.1 Столовые приборы к приемке предъявляются партиями. Партией считается количество изделий одного типоразмера, предъявляемое к приемке одновременно и сопровождаемое документом о качестве, содержащим:
- наименование или товарный знак предприятия-изготовителя;
- наименование изделия;
- количество изделий;
- массу (брутто-нетто);
- обозначение настоящего стандарта;
- штамп отдела технического контроля;
- номер упаковщика и дату упаковки;
- знак соответствия по ГОСТ Р 50460 при сертификации изделий.
5.2 Проверке внешнего вида подвергается 100% изделий.
5.3 Для проверки размеров, твердости и упругости клинков, прочности и жесткости узла крепления ручек, качества заточки клинков и шероховатости отбирают 1% изделий от партии, но не менее трех штук. Для проверки защитно-декоративного покрытия, влажности деревянных ручек, теплостойкости пластмассовых ручек отбирают 0,1% изделий от партии, но не менее трех штук.
5.4 При получении неудовлетворительных результатов проверки хотя бы по одному из показателей настоящего стандарта проводят проверку удвоенного количества изделий, взятых из той же партии.
При неудовлетворительных результатах повторной проверки вся партия бракуется.
6 МЕТОДЫ КОНТРОЛЯ
6.1 Проверку внешнего вида изделий проводят визуально путем сравнения с образцом-эталоном.
6.2 Проверку размеров проводят с помощью линейки по ГОСТ 427 и штангенциркуля по ГОСТ 166.
6.3 Емкость черпаков ложек проверяют мензуркой по ГОСТ 1770.
6.4 Твердость клинков ножей проверяют по ГОСТ 9013 в трех точках по длине клинка на расстоянии 5-10 мм от его лезвия.
6.5 Качество заточки ножей проверяют пятикратным срезом сырой древесины мягких пород диаметром до 10 мм.
После испытаний на лезвии не должно быть следов притупления и выкрашивания;
срез на лезвии должен быть ровным.
6.6 Проверку неплоскостности края черпака ложек проводят щупом по нормативному документу 3 (приложение А).
6.7 Проверку упругости клинков ножей толщиной до 2 мм производят на приспособлении, выполненном в соответствии с рисунком 1.
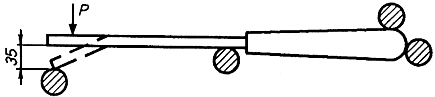
Рисунок 1
Конец клинка длиной 125 мм отгибают на 25 мм. С увеличением длины клинка на каждые 50 мм, отгиб увеличивают на 5 мм. После испытания на клинке не должно быть остаточных деформаций, заметных невооруженным глазом.
Прочность и жесткость узла крепления ручек комбинированных изделий испытывают падением с высоты одного метра ручками вниз на твердую поверхность. После трехкратного испытания не должно быть трещин, разрушений и ослабления жесткости крепления.
6.8 Упругость ручек ложек и вилок проверяют на приспособлении, выполненном в соответствии с рисунком 2.
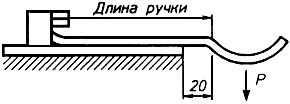
Рисунок 2
Прикладываемая нагрузка Р должна быть:
- 10 Н - для вилок столовых из стали;
- 8 Н - для вилок и ложек столовых из алюминия.
После снятия нагрузок на изделиях не должно быть остаточной деформации, видимой невооруженным глазом.
6.9 Проверка шероховатости металлических и пластмассовых поверхностей проводится приборами по ГОСТ 19300 или сравнением с образцом-эталоном.
Контроль шероховатости поверхности деревянных и пластмассовых ручек должен проводиться визуально сравнением с образцом-эталоном.
6.10 Проверка качества металлического покрытия проводится по ГОСТ 9.302.
6.11 Проверка качества покрытия лаком проводится визуально путем сравнения с образцом-эталоном.
6.12 Проверка теплостойкости пластмассовых ручек проводится путем выдержки их в течение 15 мин в йоде при температуре 80 °С.
После испытаний ручки не должны размягчаться, давать трещины, деформироваться и обесцвечиваться.
6.13 Проверка влажности деревянных ручек проводится лабораторным методом по ГОСТ 16483.7.
6.14 Марка материала, используемого при изготовлении изделий, проверяется методом химического анализа (при необходимости).
6.15 Проверку угла заострения клинков производят путем измерения оттиска угла на свинце на инструментальном микроскопе по ГОСТ 8074.
6.16 Санитарно-химические экспертные исследования изделий проводят в соответствии с требованиями нормативных документов [1] и [4] (приложение А). Допускается при определении уровня миграции исходных химических элементов применять другие аттестованные аналитические методы, обладающие необходимой селективностью и чувствительностью, позволяющие установить их наличие в количествах меньших установленных ДКМ.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 Транспортирование изделий может проводиться любым видом транспорта, при этом изделия не должны подвергаться воздействию атмосферных осадков и механическим повреждениям в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
7.2 Ящики с изделиями должны храниться в упакованном виде в вентилируемых помещениях с относительной влажностью не более 75% при отсутствии паров кислот и щелочей в воздухе.
8 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1 Изготовитель гарантирует соответствие выпускаемых столовых приборов требованиям настоящего стандарта.
Гарантийный срок эксплуатации столовых приборов - 12 мес со дня продажи их магазином или со дня получения потребителем по договору при соблюдении условий транспортирования и хранения, установленных стандартом.
ПРИЛОЖЕНИЕ А
(справочное)
БИБЛИОГРАФИЯ
|
[1] |
СанПиН 42-123-4240-86 Допустимые количества миграции (ДКМ) химических веществ, выделяющихся из полимерных и других материалов, контактирующих с пищевыми продуктами, и методы их определения |
|
[2] |
ТУ 6-05-1105-78 Полипропилен |
|
[3] |
ТУ 2-034-225-87 Щупы. Модели 82003, 82103, 82203, 82303. Технические условия |
|
[4] |
Инструкция по санитарно-химическому исследованию изделий, изготовленных из полимерных и других синтетических материалов, предназначенных для контакта с пищевыми продуктами N 880-71 |
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1997
Личный кабинет:
доступно после авторизации «Я сейчас офигел!» Врач Алексея Чумакова шокировала певца на...
«Я сейчас офигел!» Врач Алексея Чумакова шокировала певца на...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке