
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
марта
14
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 8030-80
Группа У17
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИГЛЫ ДЛЯ ШИТЬЯ ВРУЧНУЮ
Технические условия
Sewing hand needles. Specifications
ОКП 51 5724
Дата введения 1981-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ
В.А.Суворов, Н.И.Шишорин, В.А.Шепарева, Н.И.Герасимов, Л.В.Качанова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 07.05.80 N 2035
3. ВЗАМЕН ГОСТ 1170-65, ГОСТ 8030-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка* |
Номер пункта |
|
5.7, 5.8 | |
|
2.8 | |
|
4.1 | |
|
5.4 | |
|
5.1 | |
|
2.9 | |
|
5.4 | |
|
5.10 | |
|
2.3 | |
|
5.4 | |
|
4.1 | |
|
5.1 | |
|
5.2 | |
|
8074-82 |
4.1, 4.3 |
|
5.2 | |
|
5.2, 5.4, 5.9, 5.10 | |
|
5.2 | |
|
5.10 | |
|
14192-77 |
5.10 |
|
2.2 | |
|
5.10 | |
|
5.8 | |
|
5.1 | |
|
5.1 | |
|
4.1, 4.3, 4.4 | |
|
5.1 | |
|
5.1 | |
|
5.9, 5.10 | |
|
ТУ 3-3.1377-83 |
4.2 |
________________
* Обозначение НТД соответствует оригиналу. - Примечание .
5. Снято ограничение срока действия по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации
6. ПЕРЕИЗДАНИЕ (февраль 1995 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в ноябре 1982 г., апреле 1986 г., ноябре 1986 г., июне 1987 г., апреле 1990 г. (ИУС 2-83, 7-86, 2-87, 9-87, 7-90)
Настоящий стандарт распространяется на иглы для шитья вручную (далее - иглы), применяемые для выполнения различных работ, изготовляемые для нужд народного хозяйства и экспорта.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Иглы следует изготовлять следующих типов:
1 - для ручной сшивки тканей (иглы швейные ручные);
2 - для сшивания ремней и ремонта обуви (шорные иглы);
3 - для сшивания изделий из брезента и других плотных тканей (парусные иглы);
4 - для обшивки тканями тюков с волокнистыми материалами, а также для зашивания мешков (мешочные иглы);
5 - для сшивки меховых шкурок (иглы гранено-швейные);
6 - для штопки изделий из трикотажа и ткани (иглы штопальные);
7 - для художественной вышивки ручным способом (иглы вышивальные);
8 - с увеличенным ушком.
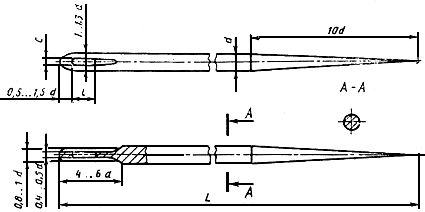
1.2. Типы и основные размеры игл должны соответствовать указанным на черт.1-8 и в табл.1-7а.
Тип 1
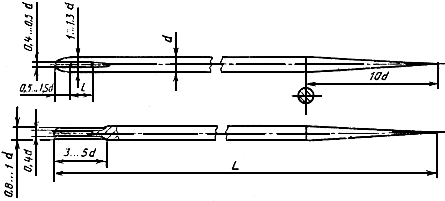
Черт.1
Таблица 1
мм
|
Торговый номер иглы |
|
|
|
Радиус притупления острия, не более | |||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
1 |
0,6 |
-0,05 |
35 |
±1,0 |
1,0 |
±0,3 |
0,05 |
|
2 |
0,7 |
30 |
1,2 |
||||
|
3 |
40 |
||||||
|
4 |
0,8 |
30 |
1,3 |
||||
|
5 |
40 |
||||||
|
6 |
0,9 |
-0,06 |
35 |
1,4 |
|||
|
7 |
45 |
||||||
|
8 |
1,0 |
40 |
1,5 |
±0,5 |
|||
|
9 |
50 |
||||||
|
10 |
1,2 |
50 |
1,8 |
||||
|
11 |
1,6 |
-0,07 |
75 |
±1,5 |
2,7 |
0,06 | |
|
12 |
1,8 |
80 |
3,0 |
||||


Тип 2
Черт.2
Таблица 2
мм
|
Торговый номер иглы |
|
|
|
Радиус притупления острия, не менее |
|
1 |
0,9 |
55 |
2,0 |
0,08 |
|
2 |
1,0 |
60 |
||
|
3 |
1,2 |
70 |
|
|
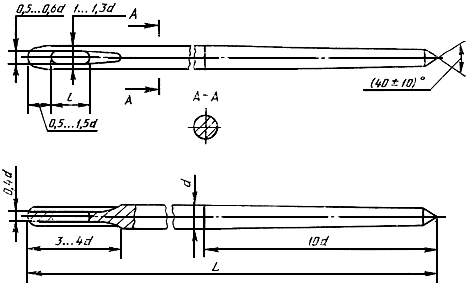
Тип 3
Черт.3
Таблица 3
мм
|
Торговый номер иглы |
|
|
|
Радиус притупления острия, не более | |
|
Номин. |
Пред. откл. |
|
|
| |
|
1 |
1,6 |
-0,07 |
60 |
4,0 |
0,06 |
|
2 |
2,0 |
-0,08 |
70 |
5,0 |
|
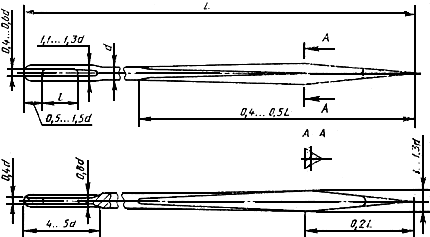
Тип 4

Черт.4
Таблица 4
мм
|
Торговый номер иглы |
|
|
|
Радиус притупления острия, не более | ||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
| |
|
1 |
2,5 |
-0,08 |
120 |
±2,0 |
7,5 |
0,3 |
|
2 |
3,5 |
-0,10 |
160 |
±2,5 |
10,5 |
|
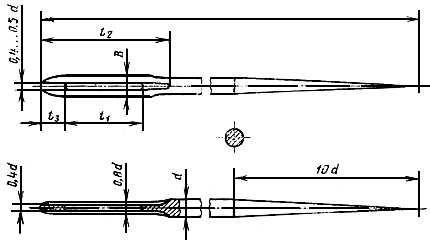
Тип 5

Черт.5
Таблица 5
мм
|
Торговый номер иглы |
|
|
|
Радиус притупления острия, не более |
|
1 |
1,2 |
50 |
2,0 |
0,05 |
|
2 |
1,0 |
45 |
||
|
3 |
1,0 |
40 |
|
|
Тип 6

Черт.6
Таблица 6
мм
|
Торговый номер иглы |
|
|
|
|
|
|
Радиус притупления острия, не менее | |
|
Номин. |
Пред. откл. |
|
||||||
|
1 |
0,7 |
-0,05 |
35 |
3,0 |
5,0 |
1,0 |
0,85 |
0,1 |
|
2 |
0,9 |
-0,06 |
40 |
5,0 |
9,0 |
1,6 |
1,20 |
|
|
3 |
1,4 |
58 |
9,0 |
15,0 |
2,6 |
2,00 |
| |




Тип 7
Черт.7
Таблица 7
мм
|
Торговый номер иглы |
|
|
|
|
|
|
Радиус притупления острия, не более | |
|
Номин. |
Пред. откл. |
|
±0,5 |
|||||
|
0 |
0,5 |
-0,05 |
35 |
1,0 |
1,6 |
0,3 |
0,50 |
0,05 |
|
1 |
0,7 |
|
|
3,0 |
5,0 |
1,0 |
0,85 |
|
|
2 |
0,9 |
-0,06 |
40 |
5,0 |
9,0 |
1,6 |
1,20 |
|
Тип 8
Черт.8
Таблица 7а
мм
|
Торговый номер иглы |
Диаметр иглы |
|
|
|
Радиус притупления острия, не более | ||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
2 |
0,7 |
-0,05 |
30 |
±1,0 |
2,0 |
±0,4 |
0,30 |
±0,05 |
0,05 |
|
3 |
40 |
||||||||
|
4 |
0,8 |
30 |
|||||||
|
5 |
40 |
||||||||
|
6 |
0,9 |
-0,06 |
35 |
0,35 |
|||||
|
7 |
45 |
||||||||
|
8 |
1,0 |
40 |
|||||||
|
9 |
50 |
||||||||
|
10 |
1,2 |
0,45 |
|||||||

Пример условного обозначения парусной иглы номер 2:
Игла 3-2 ГОСТ 8030-80Е
1.1, 1.2. (Измененная редакция, Изм. N 2, 4, 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Иглы должны изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
2.2. Иглы изготовляют в климатическом исполнении У категории 3 по ГОСТ 15150-69.
2.3. Иглы всех типов следует изготовлять из стальной игольной проволоки класса А по ГОСТ 5468-88.
2.4. Твердость игл должна быть 56...62,5 HRC .
.
2.3, 2.4. (Измененная редакция, Изм. N 5).
2.5. Иглы должны быть прямыми. Отклонение от прямолинейности не должно превышать 0,3% от длины иглы.
2.6. Средняя линия ушка должна совпадать с осью иглы.
Отклонение от соосности не должно превышать 0,1 .
.
2.5, 2.6. (Измененная редакция, Изм. N 2).
2.7. Заусенцы и острые края в ушке, на затылочной части и острие иглы, а также заусенцы на стержне не допускаются.
2.8. Поверхность иглы должна быть гладкой, полированной (не должно быть вмятин, раковин и следов коррозии). Допускается изготовление иглы с никелированной поверхностью. Толщина никелевого покрытия должна быть не менее 1,5 мкм. Требования к покрытию - по ГОСТ 9.301-86.
(Измененная редакция, Изм. N 5).
2.9. Параметр шероховатости игл по ГОСТ 2789-73 должен быть:
Ra 0,16 мкм - для типов 1, 2, 8;
0,16 мкм - для типов 1, 2, 8;
Ra0,32 мкм " " 3, 5-7;
Ra0,63 мкм - для типа 4.
(Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия игл требованиям настоящего стандарта завод-изготовитель должен проводить приемо-сдаточный контроль и периодические испытания.
3.2. Приемо-сдаточному контролю на соответствие требованиям пп.1.2 табл.1-7а (параметры длины и ширины ушка, радиус притупления), 2.4, 2.7, 2.9 подвергают иглы в соответствии с программой и методикой испытаний, согласованной с основным потребителем.
3.3. Иглы к приемке предъявляются партиями. Размер партии - от 3 до 10 тысяч штук игл. Партия должна состоять из игл, предъявляемых к приемке по одному документу.
3.4. Периодические испытания игл, прошедших приемо-сдаточный контроль, следует проводить на соответствие всем требованиям настоящего стандарта не реже одного раза в год. Объем продукции, подвергаемой испытаниям, устанавливается в методике, утвержденной в установленном порядке.
3.5. При неудовлетворительных результатах приемочного контроля хотя бы по одному из показателей проводят повторный контроль на удвоенном количестве игл той же партии.
Результаты повторного контроля являются окончательными и распространяются на всю партию.
Разд.3. (Измененная редакция, Изм. N 5).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Размеры игл (п.1.2) следует проверять микрометром по ГОСТ 6507-90, штангенциркулем по ГОСТ 166-89, на измерительном микроскопе по ГОСТ 8074-82 и на проекторе по ГОСТ 19795-82. Глубину ушка 0,4 проверяют на штампах.
4.2. Твердость игл следует определять прибором ПМТ-3 по ТУ 3-3.1377-83. Для измерения твердости делают поперечные шлифы игл.
4.3. Отклонение от прямолинейности (п.2.5) следует проверять измерительным микроскопом по ГОСТ 8074-82 или при помощи проектора по ГОСТ 19795-82.
4.4. Радиус притупления острия иглы (табл.1-7а) следует проверять при помощи проектора по ГОСТ 19795-82.
4.5. Качество поверхности игл (пп.2.7, 2.8) следует проверять внешним осмотром без применения увеличительных приборов.
4.1-4.5. (Измененная редакция, Изм. N 2).
4.6. Параметр шероховатости поверхности игл (п.2.9) следует проверять на микроскопе МБС-9 ТУ 3-3.1210-78 путем сличения с образцами шероховатости поверхности.
(Измененная редакция, Изм. N 5).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Иглы одного типа и торгового номера, полированные или с покрытием, должны быть упакованы в конверты из оберточной бумаги по ГОСТ 8273-75 или ОДП-35 по ГОСТ 16711-84, пропитанной раствором уротропина по ГОСТ 1381-73 и нитрита натрия по ГОСТ 19906-74 и в художественно оформленный конверт.
Иглы могут быть упакованы в конверты из целлофана по ГОСТ 7730-89 или в пеналы. Корпус из полистирола - по ГОСТ 20282-86, крышка из полиэтилена - по ГОСТ 16337-77.
Иглы должны быть законсервированы по ГОСТ 9.014-78.
(Измененная редакция, Изм. N 2, 4, 5).
5.2. Конверты с иглами должны быть упакованы в пачки из водонепроницаемой бумаги по ГОСТ 8828-89 или из оберточной бумаги по ГОСТ 8273-75 или в коробки, изготовленные из картона по ГОСТ 7933-89, выложенные внутри парафинированной бумагой по ГОСТ 9569-79.
Каждая коробка или пачка должна быть оклеена бумажной бандерольной лентой.
Число игл в конверте пенале, конвертов в пачке или коробке, пеналов в коробке для каждого типа должно соответствовать табл.8.
Таблица 8
|
Типы игл |
Число игл в конверте или пенале, шт. |
Число конвертов в пачке, шт. |
Число конвертов в коробке, шт. | ||
|
торг. номер 0-10 |
торг. номер 11; 12 |
торг. номер 3 (шорные, штопальные) | |||
|
1 |
10 |
50 |
200 |
100 |
- |
|
2 |
- |
100 | |||
|
3 |
100 |
- | |||
|
4 |
5 |
||||
|
5 |
10 |
- |
200 |
| |
|
6 |
100 | ||||
|
7 |
- | ||||
|
8 |
50 |
||||
Примечание. В картонной коробке должно быть 100 шт. пеналов.
5.3. На этикетке, наклеенной на конверт, пачку или коробку, должно быть указано:
наименование, товарный знак и адрес предприятия-изготовителя (адрес предприятия-изготовителя только на общей пачке или коробке);
наименование и номер игл;
число игл;
артикул;
обозначение настоящего стандарта;
дата выпуска и штамп отдела технического контроля (только на общей пачке или коробке).
Стоимость согласно прейскуранту указывать на маркировочном ярлыке коробки.
На пеналах должна быть нанесена маркировка, содержащая: товарный знак завода-изготовителя; цену и номер иглы, для набора игл - обозначение набора.
5.2, 5.3. (Измененная редакция, Изм. N 1, 2, 4, 5).
5.4. Пачки или коробки с иглами должны быть уложены в деревянные ящики по ГОСТ 2991-85 или фанерные по ГОСТ 5959-80, выложенные внутри водонепроницаемой бумагой по ГОСТ 8828-89 или битумной бумагой по ГОСТ 515-77.
Масса ящика должна быть не более 30 кг.
5.5. В ящик должна быть вложена этикетка с указанием:
наименования предприятия-изготовителя и его адреса;
наименования и номера игл;
числа пачек или коробок;
артикула и даты упаковки.
5.6. Иглы также комплектуются в наборы в соответствии с техническими описаниями на них.
(Измененная редакция, Изм. N 2, 5).
5.7. Условия транспортирования и хранения игл должны соответствовать категории С по ГОСТ 9.014-78.
5.8. Консервацию игл, предназначенных для эксплуатации в районах Крайнего Севера и отдаленных районах, следует производить по ГОСТ 9.014-78 в соответствии с условиями хранения и транспортирования С и сроком защиты без переконсервации один год.
Требования к транспортной таре - по ГОСТ 15846-79*.
_______________
* На территории Российской Федерации действует ГОСТ 15846-2002. - Примечание .
5.9. Иглы, предназначенные на экспорт в страны с умеренным климатом, должны быть упакованы в конверты и пачки в соответствии с пп.5.1, 5.2.
(Измененная редакция, Изм. N 1).
Пачки с иглами укладывают в ящики, изготовленные по ГОСТ 24634-81, выложенные внутри водонепроницаемой бумагой по ГОСТ 8828-89. На ящиках должен стоять знак "Э".
5.10. Иглы, предназначенные на экспорт в страны с тропическим климатом, упаковывают в соответствии с пп.5.1, 5.2 и пп.1.2 табл.8.
Затем 4 пачки с иглами кладут в чехол из полиэтиленовой пленки по ГОСТ 10354-82, толщиной не менее 0,15 мм. В чехол кладется силикагель по ГОСТ 3956-76 из расчета 0,25 кг на 1 м поверхности чехла. Края пакета запаивают. Иглы в чехлах из полиэтилена укладывают в деревянные ящики, изготовленные по ГОСТ 24634-81, выложенные внутри водонепроницаемой бумагой по ГОСТ 8828-75. Ящики должны быть подвергнуты антисептированию в соответствии с ГОСТ 15151-69 и иметь знак "ЭТ".
поверхности чехла. Края пакета запаивают. Иглы в чехлах из полиэтилена укладывают в деревянные ящики, изготовленные по ГОСТ 24634-81, выложенные внутри водонепроницаемой бумагой по ГОСТ 8828-75. Ящики должны быть подвергнуты антисептированию в соответствии с ГОСТ 15151-69 и иметь знак "ЭТ".
5.11. Маркировка ящиков - по ГОСТ 14192-77* и заказу-наряду внешнеторговой организации.
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание .
5.12. Для игл, предназначенных на экспорт, эксплуатационная и товаросопроводительная документация должна быть сброшюрована в папке, изготовленной из прочного материала с надписью "Эксплуатационная и товаросопроводительная документация" и должна соответствовать заказу-наряду внешнеторговой организации.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель гарантирует соответствие игл настоящему стандарту при соблюдении условий эксплуатации, транспортирования и хранения.
6.2. Гарантийный срок хранения игл - 12 мес со дня отгрузки, но не более 24 мес со дня проследования через Государственную, границу.
(Измененная редакция, Изм. N 5).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1995
Личный кабинет:
доступно после авторизации На заседании краевой трехсторонней комиссии в Краснодаре обсудили зарплаты...
На заседании краевой трехсторонней комиссии в Краснодаре обсудили зарплаты...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке