
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 3.1129-93
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ОБЩИЕ ПРАВИЛА ЗАПИСИ ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ
В ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТАХ НА ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ И ОПЕРАЦИИ
Unified system for technological documentation. General rules of recording
technological information in technological documents for technological
processes and operations
ОКС 03.100.50
ОКСТУ 0003
Дата введения 1996-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 15 апреля 1994 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Белстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Главгосинспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 31.01.95 N 27 межгосударственный стандарт ГОСТ 3.1129-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
4 ВЗАМЕН ГОСТ 3.1104-81 в части раздела 3
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает общие правила записи технологической информации в документах на технологические процессы (ТП) и операции машиностроения и приборостроения.
2 НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 2.004-88 ЕСКД. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ
ГОСТ 3.1102-81 ЕСТД. Стадии разработки и виды документов
ГОСТ 3.1103-82 ЕСТД. Основные надписи
ГОСТ 3.1105-84 ЕСТД. Формы и правила оформления документов общего назначения
ГОСТ 3.1109-82 ЕСТД. Термины и определения основных понятий
ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления маршрутных карт
ГОСТ 3.1122-84 ЕСТД. Формы и правила оформления документов специального назначения. Ведомости технологические
ГОСТ 3.1123-84 ЕСТД. Формы и правила оформления технологических документов, применяемых при нормировании расходов материалов
ГОСТ 3.1201-85 ЕСТД. Система обозначения технологической документации
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 Технологические документы (далее - документы) на технологические процессы и операции в отличие от других видов документации различаются вносимой технологической информацией (далее - информацией).
3.2 Информация, вносимая в технологические документы, по своему виду подразделяется на:
- информацию с текстом, разбитым на графы;
- информацию со сплошным текстом;
- графическую информацию.
3.2.1 Информация с текстом, разбитым на графы, может быть представлена:
в виде информации, объединенной в специализированные блоки информации с присвоением им определенного служебного символа, например М - для материалов, Е - для трудозатрат и т.п.;
в виде отдельных элементов информации, не привязанных к служебным символам, например, код и наименование операции (в операционных картах), обозначение инструкции по охране труда (ИОТ), данные об опоке, отливке и т.п.
3.2.2 Информацию со сплошным текстом следует применять для указания общих требований к процессу или операции, для записи содержания операций или переходов, указания требований по охране труда и т.п.
3.2.3 Графическую информацию следует применять для иллюстрации выполняемых действий дополнительно к информации со сплошным текстом или с текстом, разбитым на графы.
3.3 В зависимости от назначения в информации со сплошным текстом и информации с текстом, разбитым на графы, можно условно выделить следующие виды информации:
адресная информация о технологическом процессе;
адресная информация об операции (операциях);
информация о применяемых в операции документах;
информация о рабочих местах;
информация о применяемых материалах (основных и вспомогательных);
информация о комплектующих составных частях изделия (детали, сборочные единицы как собственного изготовления, так и покупные);
информация о трудозатратах;
информация общего характера к процессам и операциям;
информация о требованиях к выполняемым действиям;
информация о технологической оснастке;
информация о технологических режимах.
Состав указанных видов информации в привязке к служебным символам (проставляемым в левой части формы документов перед номером строки) в зависимости от применяемых форм документов, имеющих горизонтальное или вертикальное расположение полей подшивки форматов А4 приведен в приложении А.
3.4 Запись информации в документах следует выполнять машинописным, машинным, рукописным способами.
3.4.1 Запись информации машинописным и рукописным способами следует выполнять в соответствии с требованиями ГОСТ 3.1127.
3.4.2 Запись информации машинным способом следует выполнять в соответствии с требованиями ГОСТ 2.004.
3.5 Подлинники (оригиналы) документов, с которых необходимо получить копии средствами репрографии, в том числе микрографии, должны удовлетворять требованиям, установленным в соответствующих нормативных документах (НД).
4 ПРАВИЛА ЗАПИСИ АДРЕСНОЙ ИНФОРМАЦИИ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
4.1 Адресную информацию о технологическом процессе следует указывать на первом листе комплекта документов.
Для документов на процессы, имеющие литеры "А" и "Б", эту функцию выполняет титульный лист (ТЛ) по ГОСТ 3.1105, для документов на процессы, имеющие литеры " "; "
"; " " или "
" или " " - МК или соответствующие формы карт технологических процессов (КТП), а для типовых (групповых) технологических процессов - соответствующие формы карт типовых (групповых) технологических процессов (КТТП).
" - МК или соответствующие формы карт технологических процессов (КТП), а для типовых (групповых) технологических процессов - соответствующие формы карт типовых (групповых) технологических процессов (КТТП).
4.2 Адресная информация о технологическом процессе (далее - адресная информация) включает:
информацию об обозначении изделия (или его составной части) и его наименовании, на которое разработан процесс в соответствии с конструкторским документом;
информацию по Технологическому классификатору деталей машиностроения и приборостроения 1 85 142 (ТКД);
информацию об обозначении комплекта документов на процесс;
информацию по стадии разработки технологического процесса;
информацию по наименованию комплекта документов на технологический процесс;
информацию о лицах, участвующих в согласовании и утверждении комплекта документов на процесс.
4.2.1 При записи в документах обозначения изделия (или его составных частей) и его наименования следует исходить из вида технологического процесса по его организации.
Для единичных технологических процессов (ЕТП) соответствующую информацию следует выбирать из конструкторских документов. При этом допускается: в графе 2 по ГОСТ 3.1103 указывать одно обозначение (предметное или обезличенное) или два (предметное и обезличенное), если это требуют условия технологической подготовки производства.
Для типовых технологических процессов (ТТП) при применении обезличенного обозначения в указанной графе следует проставлять только код классификационной характеристики, являющийся общим для всей группы деталей (сборочных единиц), например:

Рисунок 1
Для групповых технологических процессов (ГТП), графа не заполняется и в ней указывается прочерк.

Рисунок 2
При записи наименования изделия или его составной части следует учитывать, что:
для ЕТП - наименование указывается по соответствующему конструкторскому документу с учетом допускаемых сокращений;
для ТТП - указывается обобщенное наименование группы изделий или их составных частей во множественном числе, например рычаги, фланцы, валы и т.п.;
для ГТП - указывается наименование вида покрытия, испытаний, настроечно-регулировочных работ и т.п., например окрашивание ХВ-16; испытания химические на воздействие топлива.
Примечание - При разработке ТТП (ГТП) и применении ТЛ допускается наименование указывать на поле 3 ТЛ по ГОСТ 3.1105, без соответствующей записи в графе 6 основной надписи по ГОСТ 3.1103, например:
"Комплект документов на ТТП обработки резанием";
"Комплект документов на ГТП окрашивания эмалью ХВ-16".
4.2.2 Информацию по ТКД следует вносить в документы на технологические процессы, разрабатываемые только на детали машиностроения и приборостроения и при условии их специализации по одному технологическому методу, например ТП на обработку резанием детали "вал"; ТП на "кадмирование электрохимическое" и т.п.
Код классификационных группировок технологических признаков по ТКД следует проставлять в графе 3 основной надписи (ГОСТ 3.1103).
Для ЕТП на детали, специализированные по одному из технологических методов, и для ТТП на группу деталей, имеющих общие конструктивные и технологические признаки, следует проставлять технологический код полностью, включая код классификационных группировок основных признаков по технологическому методу изготовления и код классификационных группировок признаков, характеризующих вид детали.
Допускается для ТТП, при необходимости, в графе 3 основной надписи проставлять код только классификационных группировок основных признаков.
Для ГТП на группу деталей, имеющих различные конструктивные признаки и общие технологические признаки, следует проставлять код классификационных группировок вида детали по технологическому методу изготовления.
При условии включения в ТП на деталь более одного технологического метода в графе 3 основной надписи следует проставлять код на доминирующий метод.
Для сборочных единиц графа 3 основной надписи не заполняется и в ней следует проставлять прочерк.
Допускается по усмотрению разработчика документов в графе 3 проставлять технологический код сборочных единиц по имеющимся на предприятии технологическим классификаторам сборочных единиц.
4.2.3 Информацию об обозначении комплекта документов на процесс следует указывать в соответствии с ГОСТ 3.1201.
4.2.4 Информацию по стадии разработки процесса следует указывать в соответствии с ГОСТ 3.1102 в графе 5 основной надписи, начиная с левой стороны, оставляя две последующие графы для внесения изменений.
Запись литеры в документах в основном должна соответствовать литере конструкторского документа. Исключение составляют:
1 Технологические документы с литерой "П" ("Предварительный проект"), которые разрабатываются на основе конструкторских документов, имеющих литеру "Э" ("Эскизный проект") или литеру "Т" ("Технический проект").
2 При разработке ТТП или ГТП на группу деталей (сборочных единиц), имеющих разные стадии разработки конструкторских документов, соответствующий процесс должен быть разработан с учетом имеющейся высшей стадии, например в группу деталей, обрабатываемых по ТТП, входят детали, имеющие литеры по конструкторским документам ; ;  ; А. ТТП должен быть разработан на стадии "А".
; А. ТТП должен быть разработан на стадии "А".
4.2.5 Информацию по наименованию комплекта документов на технологический процесс и информацию о лицах, участвующих в согласовании и утверждении комплекта документов на процесс с применением ТЛ следует записывать по ГОСТ 3.1105.
При отсутствии ТЛ и применении в качестве первого (заглавного) листа виды других документов (МК, КТП, КТТП) соответствующую запись информации по наименованию комплекта документов не производят, а вместо обозначения комплекта документов на процесс указывают обозначение того вида документа, на котором описывается технологический процесс, например для ЕТП на деталь, обрабатываемую с применением электрофизического метода, описанного на МК, обозначение процесса по ГОСТ 3.1201 будет - АБВГ.10175.00001.
5 ПРАВИЛА ЗАПИСИ АДРЕСНОЙ ИНФОРМАЦИИ ОБ ОПЕРАЦИИ (ОПЕРАЦИЯХ)
5.1 Адресная информация об операции (операциях) указывается в начале документа (после основных надписей) и включает:
указательную информацию по месту выполнения соответствующих действий, т.е. обозначение цеха, участка, рабочего места;
порядковый номер операции;
код операции по Классификатору технологических операций машиностроения и приборостроения 1 85 151 (далее - КТО), а также ее наименование.
5.2 Запись информации по обозначениям цеха, участка и рабочего места в документах следует выполнять в соответствии с порядком, установленным на предприятии (в организации) по усмотрению разработчика документов. Информация по обозначению рабочих мест характерна для процессов и операций, выполняемых на конвейере или автоматических линиях и в связи с этим заполняется по усмотрению разработчика документов. В условиях обработки содержащейся в документах информации с применением средств вычислительной техники указанная информация должна записываться в виде кодов (условных обозначений) с применением определенной значности. Например, если на предприятии имеется более 9 производственных цехов (подразделений предприятия), то их код должен записываться двумя знаками, например цех 01; 04; 25 и т.п. Это же условие характерно и для обозначения производственных участков.
5.3 Нумерацию операций следует выполнять числами ряда арифметической прогрессии, например 5; 10; 15; 20 и т.д. Промежуточные цифры, при необходимости, используются для нумерации операций, разрабатываемых дополнительно или взамен аннулированных, ввиду изменения чертежа, уточнения технологического процесса и т.п. Нумерация аннулированной операции не применяется.
Например, в МК аннулирована операция 15 и вместо нее вводятся две другие операции: одной из них присваивается номер 16, другой 17, а номер 15 больше не применяется.
5.3.1 В условиях обработки или проектирования документов с применением средств вычислительной техники нумерацию операций следует выполнять трехзначным числом, например 005; 010; 015 и т.д.
Допускается применять четырехзначную нумерацию, например 0005; 0010; 0015; 0020 и т.д.
5.4 Запись кода операции следует выполнять в соответствии с КТО.
В случае отсутствия операции в КТО следует использовать резервные коды в классификационных таблицах, с последующим уведомлением об этом головной организации по ведению технологических классификаторов для дополнительного введения операции в КТО.
5.4.1 Выбор соответствующего кода операции следует выполнять по ее наименованию, применительно к технологическому методу, например для наименования операции "круглошлифовальная" ее код по КТО будет 4130; а для "термической резки кислородной" - 9172 и т.д.
5.4.2 Для выбора кода операций, имеющих общий характер действий, необусловленных конкретным технологическим методом, следует использовать в КТО табл.2 "Операции общего назначения", например "Промывка", "Приготовление смеси" и т.д.
5.4.3 Запись кода операции следует выполнять в соответствующей графе документа перед ее наименованием, например:
"7381 Окрашивание струйным обливом с выдержкой в парах растворителя".
5.4.4 Запись кода операции следует выполнять только в случаях, когда информация в документах обрабатывается средствами вычислительной техники.
5.5. Запись наименования операции следует выполнять по КТО в полной или краткой форме после кода операции с прописной буквы в нижней части строки (оставляя верхнюю часть для внесения изменений).
При невозможности размещения такой информации на одной строке ее переносят на последующие.
Между кодом и наименованием операции следует оставлять 3-4 знака, например, "2128 Гибка".
Выбор формы записи наименования операции определяет разработчик документа.
5.5.1 Полная форма записи наименования операций характерна для таких технологических методов, как например, пайка, сварка, окрашивание и т.д. и соответствующий порядок расположения информации определен таблицами КТО, например, "8043. Пайка готовым припоем в активной газовой среде индукционная".
5.5.2 Краткая форма записи наименования операции устанавливается при условии указания сокращенной соответствующей информации в других графах. Например, для указанного в предыдущем пункте примера наименования операции пайка имеется следующая дополнительная информация, которая свидетельствует в одном случае: об активной газовой среде, которая должна указываться в строках с привязкой к служебному символу "М" перед описанием содержания операции, а в другом " ... индукционная" - информация, относящаяся к применяемому оборудованию. Таким образом возможна 2-х вариантная запись наименования указанной операции в краткой форме:
1-й вариант - "8043 Пайка готовым припоем";
2-й вариант - "8043 Пайка готовым припоем индукционная".
6 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ О ПРИМЕНЯЕМЫХ В ОПЕРАЦИЯХ ДОКУМЕНТАХ
6.1 Запись информации о применяемых в операции документах выполняется в двух следующих случаях:
в маршрутной карте, карте технологического процесса, карте типового технологического процесса, ведомости деталей (сборочных единиц) к типовому (групповому) технологическому процессу (ВТП);
в операционной карте (ОК), карте типовой (групповой) операции (КТО), карте технологической информации (КТИ), ведомости деталей (сборочных единиц) к типовой (групповой) операции (ВТО) - в документах, где содержится основная информация о выполняемой операции.
6.2 Для первого случая в документах приводятся обозначения только тех документов, которые раскрывают комплектность на процесс, к которым относятся:
ведомость оснастки (ВО) формы 2 и 2а; 3 и 3а по ГОСТ 3.1122;
комплектовочная карта (КК) формы 6 и 6а; 7 и 7а по ГОСТ 3.1123;
ведомость удельных норм расхода материалов (ВУН) формы 4 и 4а; 5 и 5а по ГОСТ 3.1123.
6.2.1 ВО разрабатывается по усмотрению разработчиков документов и при ее входимости в комплект документов на процесс, ссылку на ее обозначение по ГОСТ 3.1201 следует выполнять к любой первой операции, перед ссылкой на ОК и другие виды документов.
6.2.2 КК, как правило, разрабатывается к технологическим процессам сборки. Как правило, она указывается к первой операции "Комплектование".
При условии оформления к таким процессам ВО соответствующая ссылка на ее обозначение приводится перед обозначением КК.
6.2.3 ВУН разрабатывается к технологическим процессам получения покрытий и при ее входимости в комплект документов на процесс. Ссылку на ее обозначение по ГОСТ 3.1201 следует выполнять к любой операции перед соответствующим обозначением ОК и других видов документов.
6.3 В документах, где содержится основная информация о выполняемой операции (ОК, КТО, КТИ, ВТО и т.п.), следует приводить соответствующие ссылки на обозначения документов по ГОСТ 3.1201, которыми должен руководствоваться исполнитель при выполнении операции.
К таким документам относятся:
"Технологические инструкции" (ТИ) на подготовку средств технологического оснащения к работе и эксплуатации, на приготовление растворов, смесей, компаундов и других материалов;
ТИ на типовые действия и т.п.;
"Инструкции по охране труда".
6.4 Документы, приведенные в 6.3, не должны дублироваться в сводных документах на процессы.
6.5 Порядок ссылок на обозначения видов документов, входящих в комплект документов на процесс по их иерархии, приведен в таблице 1.
Таблица 1
|
Очередность указания |
Условные обозначения видов документов по ГОСТ 3.1102 |
|
1 |
ВО; ВУН; КК |
|
2 |
МК; КТП; КТТП |
|
3 |
ВТП; ОК; КТО; ВТО; КТИ |
|
4 |
ТИ |
|
5 |
ИОТ |
6.6 В документах, разрабатываемых на стадиях "Серийного и массового производств", рекомендуется приводить ссылки на ГОСТ, РСТ, ОСТ, СТП.
Необходимые требования, содержащиеся в указанных НД, следует отражать в документах на процессы с привязкой к выполняемым действиям.
В документах, разрабатываемых на стадиях "Предварительный проект", "Опытный образец (опытная партия)", "Опытный ремонт", разовое и серийное изготовление изделий, допускается приводить ссылки на стандарты предприятия.
7 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ О РАБОЧИХ МЕСТАХ
7.1 Информация о рабочих местах указывается в сводных документах на процессы (МК, КТП, КТТП) и в документах, где описывают действия по выполнению операции (ОК, КТО).
7.2 Информация о рабочих местах включает следующие данные:
код (обозначение) оборудования;
наименование оборудования;
модель оборудования;
инвентарный номер оборудования.
7.3 Запись кода (обозначения) оборудования следует выполнять только для документов, обрабатываемых средствами вычислительной техники:
для покупных средств - по Общесоюзному Классификатору промышленной и сельскохозяйственной продукции (ОКП), например:
381611.ХХХХ станок вертикально-фрезерный, консольный;
для проектируемых и изготовляемых средств на самом предприятии, где они применяются, - по Классификатору изделий и конструкторских документов машиностроения и приборостроения (Классификатор ЕСКД), например:
АБВГ.041613.017 станок вертикально-фрезерный, консольный с копировальным устройством.
Допускается:
1 Применять кодирование (обозначение) оборудования по отраслевым Классификаторам, а также предприятия (организации).
2 Вместо кода (обозначения) оборудования проставлять код рабочего места в соответствии с Классификатором, разработанным на уровне отрасли или предприятия (организации).
Примечание - При условии, если информация, содержащаяся в документе, не обрабатывается средствами вычислительной техники, код (обозначение) оборудования не следует проставлять. В данном случае рекомендуется занимать эту графу другой информацией, например наименование и модель оборудования.
7.4 Наименование оборудования и его модель следует записывать в соответствии с паспортом оборудования, например "токарно-винторезный станок 1К62".
Допускается:
1 В документах применять наименование оборудования в сокращенном виде, например: "Ток. винторез. ст-к"; "Ток. ст-к".
2 Не указывать наименование оборудования при указании его модели.
3 Не указывать обозначение стандарта на стандартизованное оборудование при условии дополнительного введения в комплект документов листа ссылочные данные НД.
В целях исключения разработки и дополнительного введения соответствующей формы документа допускается функции ЛСД выполнять на формах МК, ТИ и других документов, входящих в комплект документов данного процесса. Допускается ЛСД в комплект документов не вводить при наличии ВО, ВОБ, КК и отражения в них полных обозначений по соответствующим стандартам на средства технологического оснащения и материалы.
Пример оформления МК/ЛСД приведен в приложении Б.
7.4.1 Запись наименования оборудования следует выполнять после его кода с промежутком в 3-4 знака.
7.4.2 При невозможности размещения информации по его наименованию, модели и инвентарному номеру на первой строке указанную информацию допускается переносить на последующую строку (последующие строки) без дублирования простановки служебного символа (рисунок 3).

Рисунок 3
7.4.3 Запись наименования оборудования следует выполнять со строчной буквы.
7.5 Запись модели оборудования следует выполнять прописными буквами и цифрами (при необходимости) соответствующего размера.
7.6 Запись информации по инвентарному номеру оборудования выполняют после его наименования и модели в соответствии с принятой системой на предприятии (в организации) по присвоению инвентарных номеров.
Допускается инвентарный номер оборудования не указывать, если это не будет связано с требованиями производства, охраны труда и т.п.
7.6.1 Запись информации по инвентарному номеру оборудования следует выполнять с указанием данных: "инв. N ...".
7.6.2 В целях выделения данной информации от предыдущей допускается между ними ставить знак ";".
8 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ О ПРИМЕНЯЕМЫХ МАТЕРИАЛАХ
8.1 Запись информации в документах о применяемых материалах выполняют в полной или краткой форме.
В полной форме такая запись характерна для процессов на изделия (составные части изделий), изготовляемые обработкой резанием, листовой штамповкой, электрофизическими и электрохимическими методами, методами сборки.
8.1.1 Запись данных по материалам на процессы изготовления изделий (составных частей изделий) методами обработки резанием, листовой штамповки, электрофизическими и электрохимическими методами выполняют с увязкой к служебному символу "М" в соответствующих графах после основных надписей в соответствии с требованиями соответствующих стандартов на правила оформления документов.
8.1.2 Запись данных по материалам на процессы, специализированные по методам сборки, выполняют в соответствующих графах с привязкой к служебному символу "М" после указания данных по комплектующим составных частей изделия.
8.1.3 При необходимости записи данных по вспомогательным материалам ее выполняют только после указания данных по основным материалам в очередности их технологического применения.
8.2 При применении в документах на операции стандартизованных основных и вспомогательных материалов допускается при записи их обозначений не указывать год регистрации стандартов, при условии одноразового указания их полных обозначений в МК, КК или ЛСД, например В20 ГОСТ 2590/45 ГОСТ 1050.
8.3 В случаях замены основных и вспомогательных материалов, при условии постоянства изготовления изделия или его составных частей, допускается в документах дополнительно выполнять запись по заменяемым материалам. Соответствующая запись может выполняться:
в основных документах, где первоначально даются данные об основных и вспомогательных материалах;
в документах, дополнительно вводимых в комплект документов, например МК/ВМ; МК/КК; КК и т.п.
8.3.1 При указании данных по заменяемым материалам в основных документах соответствующую запись делают в нижерасположенных строках, с симметричным выдерживанием размеров длин, вышерасположенных граф, где приведены данные по материалам (материалу).
В целях выделения заменяемых материалов перед указанием их первоначальных единиц ("наименование, марка материала"), следует проставлять соответствующий печатный знак в виде "звездочки" - "*" или прописной буквы русского алфавита - "З".
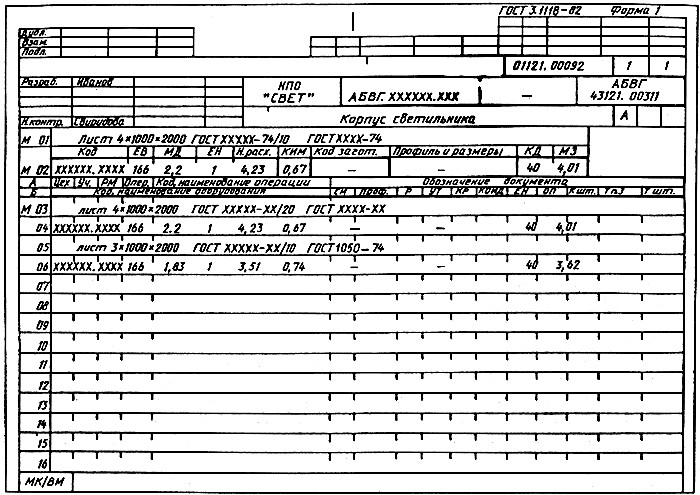
Пример оформления соответствующей формы МК приведен в приложении.
8.3.2 В качестве документов, дополнительно вводимых в комплект документов с целью указания заменяемых материалов, следует применять следующие формы документов:
- МК/ВМ (формы 1, 1б, 3, 3б по ГОСТ 3.1118) при возможной замене материалов для процессов обработки резанием, листовой штамповки, электрофизических и электрохимических методов обработки;
- МК/ВМ или МК/КК (формы 2 и 1б, 4, 3б по ГОСТ 3.1118) или КК (формы 6 и 6а по ГОСТ 3.1123) при возможной замене основных и вспомогательных материалов для процессов методов сборки.
8.3.3 При дополнительном введении в комплект документов МК/ВМ или МК/КК их следует располагать сразу же после МК с соответствующей ссылкой к любой первой операции (в графе "Обозначение документа") на обозначение данного документа.
При обозначении документов по ГОСТ 3.1201 следует исходить не от применяемой формы документа, а от выполняемой им функции, например обозначение МК/ВМ - АБВГ.43000.00015; МК/КК - АБВГ.30190.00043.
9 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ О КОМПЛЕКТУЮЩИХ СОСТАВНЫХ ЧАСТЯХ ИЗДЕЛИЯ
9.1 Информация о комплектующих составных частях изделия характерна для документов, разрабатываемых на технологические процессы сборки, является основной и в связи с этим записывается в операциях перед указанием информации о материалах.
9.2 К указанной информации относят:
- наименование детали (сборочной единицы);
- обозначение, код детали (сборочной единицы);
- обозначение подразделения предприятия (ОПП), откуда поступают составные части изделия на сборку (склад, комплектующее отделение);
- код единицы величины или единица величины (ЕВ);
- единица нормирования (ЕН);
- количество составных частей, входящих в изделие (КИ).
Правила записи такой информации приводят в соответствующих НД на формы документов.
9.3 Информацию о комплектующих составных частях изделия указывают в документе на процесс (операцию) в КК (ОК) или в других видах документов.
При необходимости в графе перед наименованием детали (сборочной единицы) допускается указывать номер позиции, который в одном случае может соответствовать чертежу, а в другом устанавливается разработчиком документов по карте эскизов. Запись номеров позиций следует выполнять арабскими цифрами. После указания номера следует проставлять точку (рисунок 4).

Рисунок 4
9.3.1 Разработкой КК не исключается повторное указание данных в ОК к каждой операции при операционном описании процесса.
При маршрутном описании процесса КК является основным документом для комплектации и сборки изделия. Допускается для этих целей КК не разрабатывать и вместо нее использовать ВС.
9.3.2 Указание данных в КК и соответствующих ОК следует выполнять в технологической очередности их применения с привязкой к операции (для общей КК) или к номерам позиций для каждой операции.
10 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ О ТРУДОЗАТРАТАХ
10.1 Информацию о трудозатратах применяют в документах на процессы (МК; КТП; КТТП и т.п.) и операции.
Кроме указанных документов, исходная информация о нормировании труда исполнителей, участвующих в выполнении технологического процесса, содержится в технико-нормировочных картах.
10.1.1 В документах на процессы указывают полную информацию по трудозатратам на операции, которую рассчитывают по соответствующим технико-нормировочным и хронометражным картам, а также по расчетным данным, содержащимся в ОК.
10.1.2 Заполнение соответствующих граф, содержащих данные по трудозатратам в документах, предусматривающих внесение указанной информации, следует выполнять в соответствии с существующими правилами заполнения по НД.
10.1.3 В документах на операцию указываются основные данные по расчету на операцию. В отличие от сводных документов на процесс они не содержат данных по степени механизации (СМ); обозначению или наименованию профессии (ПРОФ); разряду исполнителей (Р); условиям труда (УТ); количеству исполнителей, участвующих в выполнении операции (КР); единице нормирования (ЕН); коэффициенту штучного времени (Кшт.) и объему партии (ОП).
10.1.4 Основными документами, предусматривающими возможность машинной обработки информации по трудозатратам, являются документы на процессы.
10.2 Ответственность по расчету трудозатрат и заполнению соответствующих граф в документах устанавливается по усмотрению организации - разработчика документов.
10.2.1 При расчете трудозатрат исполнителем, ответственным за разработку комплекта документов на процесс, в блоке Б2 основных надписей по ГОСТ 3.1103 следует проставлять одну подпись в графе "Разраб.".
10.2.2 При расчете данных лицами, ответственными за разработку трудозатрат, соответствующую подпись следует выполнять в графе "Нормир.", расположенной на второй строке графы "Разраб.".
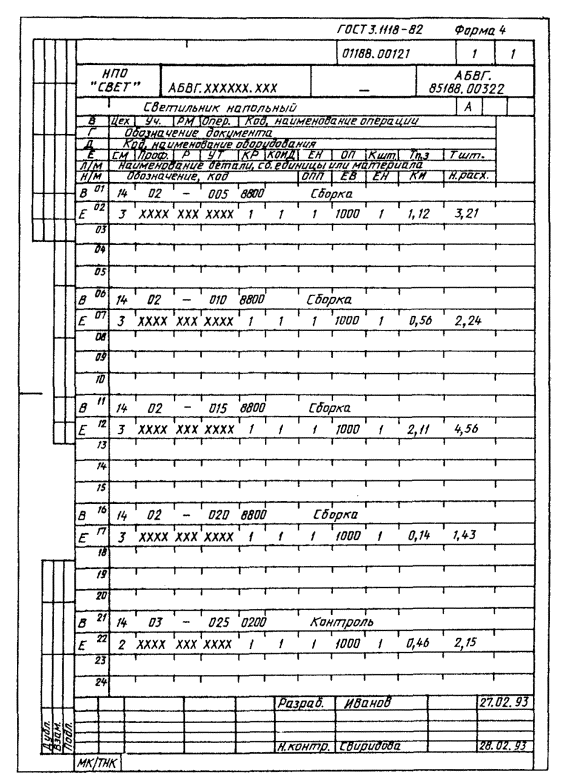
10.3 В условиях планомерного снижения данных по трудозатратам без изменений сущности процесса, а также при автоматизированной разработке документов допускается в документы на процесс их не вносить, а указывать в дополнительно вводимый в комплект документ МК/ТНК, КТП/ТНК и т.п.
Указанный документ должен иметь обозначение ТНК по ГОСТ 3.1201 и располагаться после сводного документа на процесс.
Соответствующую ссылку на его обозначение следует выполнять в МК (КТП, КТТП ...) к любой первой операции в графе "Обозначение документа" (после ВО, КК, ВУД).
Пример оформления МК/ТНК приведен в приложении Г.
11 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ ОБЩЕГО ХАРАКТЕРА К ПРОЦЕССАМ И ОПЕРАЦИЯМ
Информацию общего характера к технологическому процессу (операции) записывают, при необходимости, перед описанием операций (переходов).
После указания этой информации, перед описанием первой операции (перехода) рекомендуется оставлять две-три строки свободными.
12 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ О ТРЕБОВАНИЯХ К ВЫПОЛНЯЕМЫМ ДЕЙСТВИЯМ
12.1 Информация о требованиях к выполняемым действиям имеет массовый характер и применяется в документах при описании содержания операций.
12.2 Для описания содержания процесса (операций) в соответствии с ГОСТ 3.1109 применяют следующие три вида:
- маршрутное;
- операционное;
- маршрутно-операционное.
Описание операций всегда выполняют с привязкой к служебному символу "О".
12.3 Маршрутное описание ТП, в основном, следует применять в документах на процессы, выполняемые в опытном и мелкосерийном типах производства.
Примечание - Указанные типы производства характеризуют частой сменой объектов изготовления, применением в основном средств технологического оснащения универсального назначения и рабочих высокой квалификации, что позволяет в такой ситуации пользоваться упрощенной документацией.
12.3.1 Выбор маршрутного описания операций устанавливает разработчик документов.
Не рекомендуется применять маршрутное описание для операций, связанных с опасностью выполняемых работ, с надежностью изготовления изделий и их эксплуатацией и т.п., например, операции литья, ковки, штамповки, сварки, пайки, термической обработки и др.
12.3.2 Маршрутное описание следует применять для операций обработки резанием, разъемной сборки, отдельных действий, связанных с техническим контролем.
Примечание - Выполнение таких операций не связано с жесткой регламентацией режимов (за исключением операций обработки резанием, но в этих случаях квалификация исполнителей позволяет за счет производственного опыта самостоятельно настраивать оборудование на оптимальный режим работы).
12.3.3 Последовательность записи содержания операции маршрутного описания следующая:
- ключевое слово;
- дополнительная информация;
- наименование предметов производства, обрабатываемых поверхностей и конструктивных элементов;
- условное обозначение поверхностей конструктивных элементов и указание параметров;
- дополнительная информация;
- дополнительная информация.
12.3.4 Запись содержания операции следует начинать с ключевого слова, которое характеризует выполняемое действие, выраженное глаголом в неопределенной форме, например, точить, собрать, проверить и т.п.
12.3.4.1 На втором месте при необходимости следует указывать дополнительную информацию, под которой подразумевают одновременное количество обрабатываемых, собираемых (проверяемых и т.п.) поверхностей деталей (элементов деталей), собираемых составных частей изделия, контролируемых параметров и т.п., например:
"Сверлить 4 отверстия..."
"Собрать 2 прокладки...".
12.3.4.2 На третьем месте, при необходимости, также вводят уточняющую информацию, характеризующую вид предмета производства, обрабатываемой поверхности и т.п., например:
"Сверлить 4 сквозных отверстия..."
"Установить 2 герметизирующие прокладки..."
Примечание - Дополнительная информация, приведенная в 12.3.4.2 и 12.3.4.3, не имеет обязательного характера и устанавливается разработчиком документов по своему усмотрению.
12.3.4.3 На четвертом месте, а может быть на 2-м или 3-м, в структуре описания содержания операции предусматривают указание наименования предметов производства, обрабатываемых поверхностей и конструктивных элементов, например:
"Точить поверхности..."
"Фрезеровать фасонную поверхность..."
"Развернуть два глухих отверстия...".
12.3.4.4 На пятом месте предусматривают указание условных обозначений поверхностей, конструктивных элементов и параметров. Под условными обозначениями поверхностей и конструктивных элементов следует понимать соответствующие обозначения, применяемые разработчиком документов в целях исключения текстовой записи, например:
" " - диаметр;
" - диаметр;
" " - длина;
" - длина;
" " - ширина;
" - ширина;
" " - радиус;
" - радиус;
" " - угол.
" - угол.
Указание такой информации рекомендуется выполнять с дополнительным словом - "выдерживая ...", например:
"Точить поверхности, выдерживая  ;
;  ;
;  =7±0,2; =12±0,2 ...";
=7±0,2; =12±0,2 ...";
"Строгать уклон, выдерживая < 45° ...".
Допускается в тексте для отдельных размеров не приводить соответствующие условные обозначения поверхностей и конструктивных элементов (для указания длины, ширины, углов и т.д.), например:
"Точить поверхности, выдерживая ; ; 7±0,2; 12±0,2 ...";
"Строгать уклон, выдерживая 45° ...".
12.3.4.6* На шестом месте предусматривают указание дополнительной информации, которая выражается в указании условных обозначений радиусов (); фасок ( ) с данными, если они встречаются в тексте содержания операции, например:
) с данными, если они встречаются в тексте содержания операции, например:
"Точить поверхности, выдерживая ; ; =7±0,2; =12±0,2 с =2 ?".
___________________
* Нумерация соответствует оригиналу. Примечание .
12.3.4.7 На седьмом месте предусматривают указание дополнительной информации, устанавливаемой по усмотрению разработчика документов, выражающейся в применении следующих слов: "окончательно"; "одновременно"; "по копиру"; "по программе"; "согласно чертежу"; "предварительно" и т.п.
Например "Точить поверхности, выдерживая ; ; 7±0,2; 12±0,2 с  =1,5;
=1,5;  =2,0 по копиру".
=2,0 по копиру".
12.3.5 Помимо указанных предложений в тексте маршрутного описания следует дополнительно указывать и другие требования по выполнению операции, например, указания по вспомогательным действиям, связанным с установкой на оборудование и снятием с оборудования крупногабаритных изделий, отражением действий по техническому контролю, например:
"Контроль производственным мастером - 10%, исполнителем - 100%";
"Уложить деталь в тару" и т.п.
Примечание - При маршрутном описании операций в тексте не должна отражаться информация по вспомогательным переходам. Исключение составляют действия, связанные с обработкой изделий большой массы и оказывающие влияние на охрану труда исполнителей.
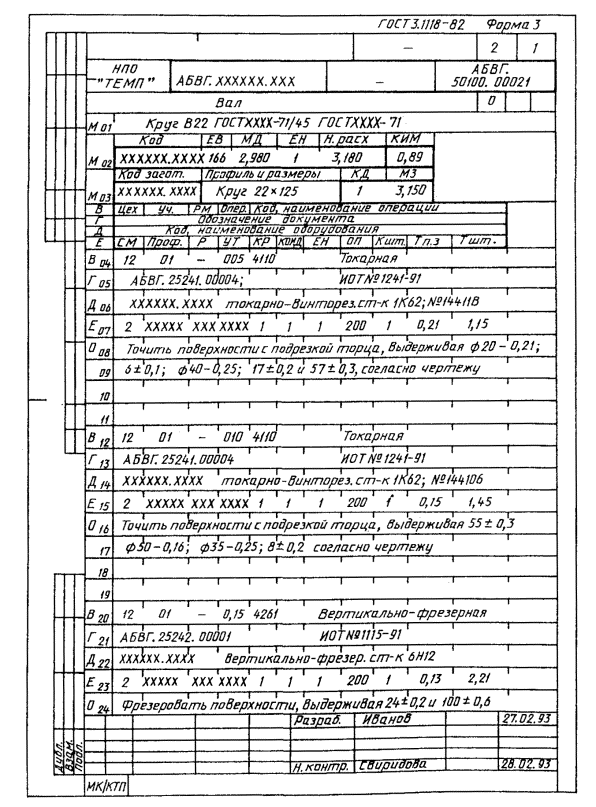
Пример оформления технологического процесса маршрутного описания приведен в приложении Д.
12.4 Операционное описание технологических процессов характерно для документов, разрабатываемых и применяемых в серийном и массовом типах производства.
12.4.1 Соответствующая форма организации таких производств определяет постоянное закрепление документов с подробнейшим выполнением действий за каждым рабочим местом.
12.4.2 В основном для описания операций в этих случаях применяют операционные карты (ОК).
12.4.3 При операционном описании всю операцию разбивают на основные и вспомогательные переходы.
12.4.4 Запись переходов следует выполнять по Классификатору технологических переходов машиностроения и приборостроения (КТП) 1 89 187 без указания их кодов.
12.4.4.1 Для обозначения порядковых номеров переходов следует применять арабские цифры в порядке возрастания, например 1, 2, 3 и т.д.
После указания перехода следует ставить точку.
12.4.4.2 Начало записи перехода следует начинать с прописной буквы.
12.4.4.3 Содержание перехода следует всегда записывать в краткой форме и исключать дублирование содержащейся информации в операции.
12.4.5 В целях оптимизации записи текстовой информации рекомендуется применять допускаемые сокращения слов.
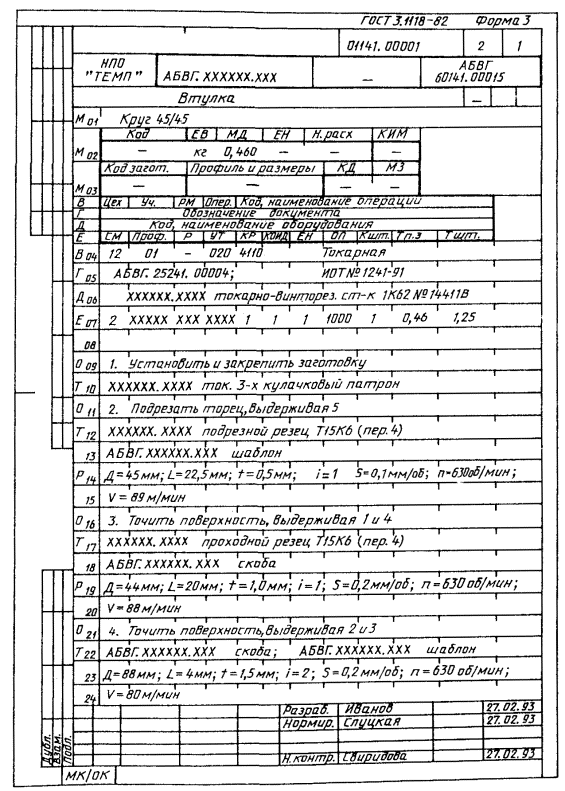
Пример оформления технологической операции с применением операционного описания приведен в приложении Е.
12.5 Маршрутно-операционное описание ТП характерно для предприятий опытного и мелкосерийного типов производства, где в документах встречаются и маршрутное, и операционное описание технологического процесса, например маршрутно-операционное описание технологического процесса сварки, в котором большая часть процесса, связанная с подготовкой комплектующих составных частей под сварку, описывается в МК, а операции, непосредственно связанные со сваркой и прихваткой, - в ОК.
Аналогичные примеры можно привести и для других методов, как например процессы обработки резанием, включающим операции, выполняемые на автоматах и полуавтоматах, станках с ЧПУ, ГПС и т.д.
13 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ ПО ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКЕ
13.1 Информацию по технологической оснастке следует записывать во всех документах, где описывают содержание операций.
Указанная информация может быть записана и в сводный документ по оснастке на процесс - в ведомость оснастки (ВО) по ГОСТ 3.1122.
13.2 В документах, где описывают содержание операции, указание информации по технологической оснастке выполняют после содержания:
операции - при маршрутном описании технологического процесса;
перехода - при операционном описании технологического процесса.
13.3 Порядок очередности записи информации по технологической оснастке в документах к операции и переходу представлен в таблице 2.
Таблица 2
|
Очередность записи информации |
Наименование видов технологической оснастки |
|
1 |
Приспособление, штамп, пресформа, опока, кокиль, форма, модельный комплект и т.п. |
|
2 |
Вспомогательный инструмент, наладки и базовым приспособлениям* |
|
3 |
Режущий инструмент, слесарный инструмент |
|
4 |
Средства измерения (приборы, измерительные устройства, калибры, скобы и т.п.) |
________________
* Текст соответствует оригиналу. Примечание .
13.4 В основном информация по технологической оснастке состоит из двух основных частей:
обозначения;
наименования, модели, типа обозначения стандарта и т.п.
13.4.1 Коды или обозначение технологической оснастки устанавливаются предприятиями (организациями) в соответствии с НД и записываются на первом месте в строке документа с привязкой к служебному символу "Т".
13.4.2 Наименование технологической оснастки следует указывать в соответствии с имеющимся технологическим паспортом или нормативной документацией (НД).
В целях сокращения текста записи наименования технологической оснастки рекомендуется применять допускаемые сокращения и обозначения.
13.4.3 Запись кода (обозначения) технологической оснастки следует выполнять перед ее наименованием с интервалом в 3-4 знака (рисунок 5).

Рисунок 5
13.4.4 При необходимости указания к операции (переходу) нескольких видов оснастки ее следует указывать в порядке очередности, представленной в таблице 2.
13.5 При маршрутном описании технологического процесса допускается указание по стандартизованной оснастке не приводить, при условии соответствующей организации производства и квалификации исполнителей.
13.6 В случае, если одно и то же обозначение технологической оснастки при операционном описании технологического процесса применяют в других переходах, в целях сокращения соответствующей информации и исключения ее дублирования, допускается после ее наименования (в том переходе, где ее применяют в первый раз) указывать в скобках номера соответствующих переходов (рисунок 6).

14 ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ О ТЕХНОЛОГИЧЕСКИХ РЕЖИМАХ
14.1 Информацию о технологических режимах указывают при операционном описании технологических процессов после записи информации о технологической оснастке с привязкой к служебному символу "Р".
14.2 Запись данных о технологических режимах следует выполнять в соответствии с требованиями соответствующих стандартов ЕСТД, отраслевых НД и НД предприятий (организаций).
14.3 Запись параметров технологических режимов выполняют:
в соответствующих графах, предусмотренных формами документов;
на отдельных строках с привязкой к служебному символу "Р" и одновременным указанием данных по технологическим режимам и их параметрам;
на строках, где выполняют запись содержания технологических переходов с привязкой к служебному символу "О".
14.3.1 При применении специализированных форм документов, предусматривающих соответствующие графы для указания технологических режимов, запись значения их параметров, как правило, выполняют с новой строки с привязкой к служебному символу "Р".
В этом случае обозначения соответствующих единиц величин следует вносить в графы, где указывают данные по обозначению или наименованию технологических режимов (при типографском издании или размножении бланков документов) или записывать в строках, где указывают параметры режимов.
Допускается не указывать в документах обозначения единиц величины, при условии разработки соответствующих НД.
14.3.2 При применении форм документов универсального назначения, не предусматривающих графы для указания данных по технологическим режимам, выполняют на отдельной строке с привязкой к служебному символу "Р" (рисунок 7).

Рисунок 7
При невозможности размещения информации по технологическим режимам на одной строке, ее допускается переносить на последующую строку (последующие строки).
Запись данных по технологическим режимам следует выполнять через разделительный знак ";".
14.3.3 При применении операционного описания технологического процесса и условии указания данных только по двум-трем параметрам допускается такую информацию записывать после текста содержания перехода (рисунок 8).

Рисунок 8
При невозможности размещения информации по технологическим режимам на первой строке допускается ее перенос на следующую строку (следующие строки).
14.4 При операционном описании ТП запись информации о технологических режимах в документах обязательна.
В приложении Ж приведен примерный состав условных обозначений данных технологических режимов, применяемых в документах при операционном описании технологических процессов.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Состав видов информации в привязке к служебным символам
|
Номер подгрупп информации |
Наименование подгрупп информации |
Расположение поля подшивки в документе |
Обозначение служебного символа | |
|
горизонтальное |
вертикальное |
|||
|
1 |
Адресная информация о технологическом процессе |
+ |
+ |
- |
|
2 |
Адресная информация о операции (операциях) |
+ |
+ |
А |
|
3 |
Информация о применяемых в операции документах |
+ |
+ |
А |
|
4 |
Информация о рабочих местах |
+ |
+ |
Б |
|
5 |
Информация о трудозатратах |
+ |
+ |
Б |
|
6 |
Информация о применяемых материалах |
+ |
+ |
М |
|
7 |
Информация о комплектующих составных частях изделия |
+ |
+ |
К |
|
8 |
Информация общего характера к процессу и к операции |
+ |
+ |
- |
|
9 |
Информация о требованиях к выполняемым действиям |
+ |
+ |
О |
|
10 |
Информация о технологической оснастке |
+ |
+ |
Т |
|
11 |
Информация о технологических режимах |
+ |
+ |
Р |
|
Примечание - Состав указанной в таблице информации дан на примере форм МК, применяемых в качестве универсальных документов, обеспечивающих возможность использования взамен других видов. | ||||

ПРИЛОЖЕНИЕ В
(рекомендуемое)
ПРИМЕР ОФОРМЛЕНИЯ МК/ВМ ДЛЯ УКАЗАНИЯ ПЕРЕЧНЯ ВОЗМОЖНЫХ ДЛЯ ЗАМЕНЫ МАТЕРИАЛОВ
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
ПРИМЕР ОФОРМЛЕНИЯ СВОДНОЙ ТЕХНИКО-НОРМИРОВОЧНОЙ КАРТЫ НА ПРОЦЕСС, ВЫПОЛНЕННЫЙ НА ФОРМЕ МК (МК/ТНК)
ПРИЛОЖЕНИЕ Д
(рекомендуемое)
ПРИМЕР ОФОРМЛЕНИЯ МК/КТП НА ЕДИНИЧНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ РЕЗАНИЕМ МАРШРУТНОГО ОПИСАНИЯ
ПРИЛОЖЕНИЕ Е
(рекомендуемое)
ПРИМЕР ОФОРМЛЕНИЯ МК/ОК НА ЕДИНИЧНУЮ ОПЕРАЦИЮ ОБРАБОТКИ РЕЗАНИЕМ ОПЕРАЦИОННОГО ОПИСАНИЯ
ПРИЛОЖЕНИЕ Ж
(рекомендуемое)
ПЕРЕЧЕНЬ ПРИНЯТЫХ УСЛОВНЫХ ОБОЗНАЧЕНИЙ НАИБОЛЕЕ ЧАСТО ВСТРЕЧАЕМЫХ ДАННЫХ, ИСПОЛЬЗУЕМЫХ ПРИ ЗАПИСИ ИНФОРМАЦИИ ПО ТЕХНОЛОГИЧЕСКИМ РЕЖИМАМ
|
Наименование элемента технологического режима |
Рекомендации по обозначению элемента технологического режима |
|
1. Время |
|
|
2. Время сушки |
|
|
3. Глубина (высота) |
|
|
4. Давление |
|
|
5. Диаметр |
|
|
6. Длина |
|
|
7. Мощность |
|
|
8. Напряжение |
|
|
9. Плотность тока |
|
|
10. Подача |
|
|
11. Расход (газа, воздуха) |
|
|
12. Сила тока |
|
|
13. Скорость резания |
|
|
14. Скорость прессования |
|
|
15. Скорость сварки |
|
|
16. Температура |
|
|
17. Угол рабочего хода |
|
|
18. Усилие |
|
|
19. Частота |
|
|
20. Число оборотов |
|
|
21. Число проходов |
|
|
22. Электрическая емкость |
|
 =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=  =
=
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1995
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке