
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 24969-81
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ ЭВОЛЬВЕНТНЫХ СОЕДИНЕНИЙ
С УГЛОМ ПРОФИЛЯ 30°
Допуски
Gauges for checking 30° involute splined joints. Tolerances
МКС 17.040.30
ОКП 39 310
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.09.81 N 4413
3. Стандарт полностью соответствует СТ СЭВ 2646-80
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
Приложение 2 | |
|
1, 6, 7, 14, 15, приложения 2, 3 | |
|
Приложение 1 | |
|
16 |
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в январе 1988 года, феврале 1991 год (ИУС 4-88, 5-91)
1. Настоящий стандарт распространяется на комплексные и поэлементные калибры для контроля шлицевых эвольвентных соединений с углом профиля 30° по ГОСТ 6033 и устанавливает виды и допуски размеров рабочей части калибров.
Стандарт полностью соответствует СТ СЭВ 2646-80.
Требования пп.1, 2, 3 (видов 1, 5), 4-16 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 2).
2. В настоящем стандарте приняты следующие обозначения:
|
|
- ширина венца калибра-пробки; |
|
|
- ширина венца калибра-кольца; |
|
|
- номинальный (исходный) диаметр соединения; |
|
|
- диаметр окружности вершин зубьев втулки; |
|
|
- диаметр окружности впадин втулки и калибра-кольца; |
|
|
- диаметр окружности граничных точек зуба втулки, калибра-кольца и вершин зубьев калибра-пробки; |
|
|
- диаметр измерительного шарика или измерительного ролика; |
|
|
- диаметр контрольного буртика калибра-кольца; |
|
|
- диаметр делительной окружности; |
|
|
- диаметр окружности вершин зубьев вала; |
|
|
- диаметр окружности впадин вала и калибра-пробки; |
|
|
- диаметр окружности граничных точек зуба вала, калибра-пробки и вершин зубьев калибра-кольца; |
|
|
- диаметр контрольного буртика калибра-пробки; |
|
|
- нижнее отклонение ширины впадины втулки; |
|
|
- нижнее отклонение ширины впадины втулки при поэлементном контроле; |
|
|
- верхнее отклонение ширины впадины втулки; |
|
|
- номинальная ширина впадины втулки; |
|
|
- ширина впадины калибра-кольца; |
|
|
- нижнее отклонение толщины зуба вала; |
|
|
- верхнее отклонение толщины зуба вала; |
|
|
- верхнее отклонение толщины зуба вала при поэлементном контроле; |
|
|
- допуск на погрешность профиля зуба калибра; |
|
|
- допуск на накопленную погрешность шага калибра; |
|
|
- допуск на радиальное биение калибра; |
|
|
- допуск направления зуба изделия; |
|
|
- предельное отклонение шага калибра; |
|
|
- допуск направления зуба калибра; |
|
|
- эвольвентная функция угла |
|
|
- номинальный (контрольный) размер по роликам; |
|
|
- номинальный (контрольный) размер между роликами; |
|
|
- модуль; |
|
|
- делительный окружной шаг зубьев; |
|
|
- номинальная толщина зуба вала; |
|
|
- толщина зуба калибра-пробки; |
|
|
- толщина зуба контрольного калибра-пробки; |
|
|
- суммарный допуск втулки, вала; |
|
|
- поэлементный допуск втулки, вала (при поэлементном контроле); |
|
|
- допуск износа калибра; |
|
|
- поэлементный допуск изготовления калибра; |
|
|
- поэлементный допуск изготовления контрольного калибра; |
|
|
- число зубьев; |
|
|
- угол профиля зуба; |
|
|
- начальный угол профиля зуба в точке соприкосновения с измерительными роликами; |
|
|
- половина угловой ширины впадины; |














 ;
;







3. Номера видов калибров должны соответствовать указанным:
Калибры для шлицевых валов:
1 - калибр-кольцо шлицевый комплексный (черт.1);
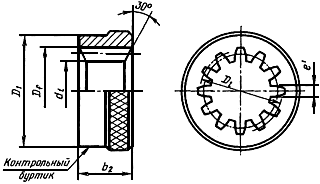
2 - калибр-пробка шлицевый комплексный контрольный для нового комплексного шлицевого калибра-кольца (черт.2);
3 - калибр-пробка шлицевый поэлементный контрольный для контроля износа комплексного шлицевого калибра-кольца (черт.3);
4 - калибр-кольцо непроходной поэлементный (черт.4);
Калибры для шлицевых втулок:
5 - калибр-пробка шлицевый комплексный (черт.2, исполнение 1);
6 - калибр-пробка непроходной поэлементный (черт.3).
Примечание. Калибры видов 2, 3, 4 и 6 - рекомендуемые.
Черт.1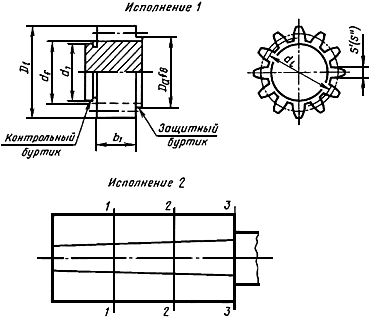
Черт.2
Примечание. Калибр исполнения 2 - калибр с клиновидной формой зубьев. На чертеже условно показан один клиновидный зуб.
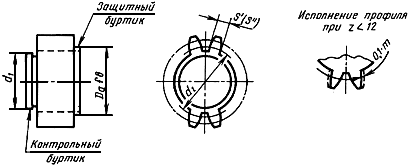
Черт.3
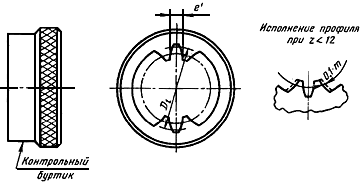
Черт.4
Примечание к черт.3 и 4. Допускается при  <12 выполнять занижение внешней боковой поверхности зуба не по эвольвенте, а по прямой.
<12 выполнять занижение внешней боковой поверхности зуба не по эвольвенте, а по прямой.
(Измененная редакция, Изм. N 1).
4. Размеры и предельные отклонения ширины впадины  калибров видов 1, 4 и толщины зуба
калибров видов 1, 4 и толщины зуба  ,
,  калибров видов соответственно 5, 6 и 2, 3 должны определяться по формулам, указанным в табл.1.
калибров видов соответственно 5, 6 и 2, 3 должны определяться по формулам, указанным в табл.1.
Таблица 1
|
мм | |||||
|
Номер вида калибра |
Определяемый параметр |
Размер |
Предельные отклонения | ||
|
|
|
|
верхнее |
нижнее |
износа |
|
1 |
|
|
|
|
|
|
2 |
|
|
|
|
- |
|
3 |
|
|
|
|
- |
|
4 |
|
|
|
|
- |
|
5 |
|
|
|
|
|
|
6 |
|
|
|
|
- |












Примечания:
1. Значения  ,
,  ,
,  ,
,  - по ГОСТ 6033.
- по ГОСТ 6033.
2. Значения  ,
,  ,
,  - по табл.2.
- по табл.2.
3. Значения  ,
,  - по ГОСТ 6033.
- по ГОСТ 6033.
4. Предельные отклонения калибра вида 2 исполнения 2 указаны для сечения 1-1 (черт.2).
5. Размеры и предельные отклонения толщины зуба контрольного калибра-пробки вида 2 исполнения 2 (черт.2) в сечении 3-3 должны соответствовать пределу износа комплексного калибра-кольца и определяться по формулам, приведенным в табл.1 для калибра вида 3. Уменьшение толщины зуба калибра от заднего торца к переднему должно составлять 0,35...0,4 мкм на 1 мм. Расстояние между сечениями 1-1 и 3-3 определяется разностью диаметров по роликам в этих сечениях, отнесенной к конусности.
Сечение 2-2 должно быть приблизительно равноотстоящим от сечений 1-1 и 3-3.
6. Диаметр  окружности вершин зубьев калибров видов 2 и 5 соответствует: диаметру () окружности граничных точек зуба втулки - при центрировании по боковым поверхностям зубьев; диаметру (
окружности вершин зубьев калибров видов 2 и 5 соответствует: диаметру () окружности граничных точек зуба втулки - при центрировании по боковым поверхностям зубьев; диаметру ( ) окружности впадин втулки - при центрировании по наружному диаметру. Предельные отклонения - по
) окружности впадин втулки - при центрировании по наружному диаметру. Предельные отклонения - по  при центрировании по боковым поверхностям зубьев и по
при центрировании по боковым поверхностям зубьев и по  при центрировании по наружному диаметру.
при центрировании по наружному диаметру.
По вершинам зубьев калибров-пробок, предназначенных для шлицевых втулок с центрированием по наружному диаметру, должны быть сняты фаски высотой  .
.
5, 6. (Измененная редакция, Изм. N 1).
7. Диаметр  окружности граничных точек калибров видов 2, 3, 5 и 6 должен быть не более диаметра () окружности граничных точек зуба вала по ГОСТ 6033. Форма впадин - произвольная.
окружности граничных точек калибров видов 2, 3, 5 и 6 должен быть не более диаметра () окружности граничных точек зуба вала по ГОСТ 6033. Форма впадин - произвольная.
8. Диаметр окружности вершин зубьев калибра-кольца вида 1 соответствует диаметру () окружности граничных точек зуба вала, предельные отклонения  .
.
(Измененная редакция, Изм. N 1).
9. Диаметр  окружности граничных точек калибров-колец видов 1 и 4 должен быть не менее диаметра () окружности граничных точек зуба втулки. Форма впадин произвольная.
окружности граничных точек калибров-колец видов 1 и 4 должен быть не менее диаметра () окружности граничных точек зуба втулки. Форма впадин произвольная.
10. Диаметр окружности вершин зубьев калибров-пробок видов 3 и 6 определяется разностью  ; предельные отклонения
; предельные отклонения  .
.
11. Диаметр окружности вершин зубьев калибра-кольца вида 4 определяется суммой  ; предельные отклонения
; предельные отклонения  .
.
10, 11. (Измененная редакция, Изм. N 1).
12. Расположение полей допусков ширины впадины и толщины зуба и калибров относительно пределов полей допусков ширины впадины втулки и толщины зуба вала должно соответствовать указанному на черт.5.
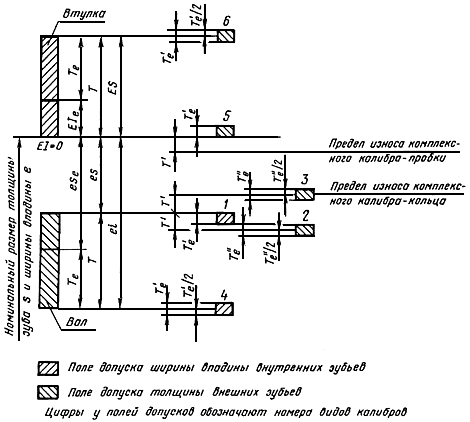
Черт.5
13. Допуски и предельные отклонения калибров должны соответствовать указанным в табл.2 и 3.
Таблица 2
|
Степень точности |
Модуль, мм |
Обозначение размеров и допусков |
Допуски и предельные отклонения, мкм, | ||||||
|
|
До 12 |
Св. 12 |
Св. 25 до 50 |
Св. 50 до 100 |
Св. 100 до 200 |
Св. 200 до 400 |
Св. 400 | ||
|
2 |
От 0,5 до 1,5 |
|
5,0 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
|
|
3,0 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 | ||
|
|
±1,5 |
±1,5 |
±1,5 |
±2,0 |
±2,0 |
±2,5 |
±2,5 | ||
|
|
2,0 |
2,0 |
2,0 |
2,5 |
2,5 |
3,0 |
3,5 | ||
|
От 2 |
|
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 | |
|
|
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 | ||
|
|
±1,5 |
±1,5 |
±2,0 |
±2,0 |
±2,5 |
±2,5 |
±3,0 | ||
|
|
2,0 |
2,0 |
2,5 |
2,5 |
3,0 |
3,5 |
4,0 | ||
|
От 5 |
|
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 | |
|
|
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
7,0 | ||
|
|
±1,5 |
±2,0 |
±2,0 |
±2,5 |
±2,5 |
±3,0 |
±3,0 | ||
|
|
2,0 |
2,5 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 | ||
|
3 |
От 0,5 до 1,5 |
|
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
|
|
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 | ||
|
|
±2,0 |
±2,0 |
±2,5 |
±2,5 |
±3,0 |
±3,0 |
±3,5 | ||
|
|
2,5 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 | ||
|
От 2 |
|
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
14,0 | |
|
|
4,5 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 | ||
|
|
±2,0 |
±2,5 |
±2,5 |
±3,0 |
±3,0 |
±3,5 |
±4,0 | ||
|
|
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 | ||
|
От 5 до 10 |
|
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
14,0 |
16,0 | |
|
|
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 | ||
|
|
±2,5 |
±2,5 |
±3,0 |
±3,0 |
±3,5 |
±4,0 |
±4,5 | ||
|
|
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 | ||
|
4 |
От 0,5 до 1,5 |
|
9,0 |
10,0 |
11,0 |
12,0 |
14,0 |
16,0 |
18,0 |
|
|
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 | ||
|
|
±2,5 |
±3,0 |
±3,0 |
±3,5 |
±4,0 |
±4,5 |
±5,0 | ||
|
|
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,0 | ||
|
От 2 |
|
10,0 |
11,0 |
12,0 |
14,0 |
16,0 |
18,0 |
20,0 | |
|
|
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 | ||
|
|
±3,0 |
±3,0 |
±3,5 |
±4,0 |
±4,5 |
±5,0 |
±5,5 | ||
|
|
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,0 |
7,0 | ||
|
От 5 |
|
11,0 |
12,0 |
14,0 |
16,0 |
18,0 |
20,0 |
22,0 | |
|
|
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
14,0 | ||
|
|
±3,0 |
±3,5 |
±4,0 |
±4,5 |
±5,0 |
±5,5 |
±6,0 | ||
|
|
4,5 |
5,0 |
5,5 |
6,0 |
6,0 |
7,0 |
8,0 | ||


Примечания:
1.  ;
;
2. Допуски калибров для контроля втулок и валов (рабочие калибры) должны соответствовать степеням точности 3 или 4. Для контрольных калибров рекомендуется применять степень точности 2.
3. В случае применения контрольных калибров третьей степени точности должно быть равно .
Таблица 3
|
Степень точности |
Допуск направления зуба | ||
|
До 10 |
Св. 10 до 20 |
Св. 20 до 50 | |
|
2 |
1,5 |
2 |
3 |
|
3 |
2,0 |
3 |
4 |
|
4 |
3,0 |
4 |
5 |
Примечание. Допуск направления зуба  является угловым отклонением направления зуба на делительном цилиндре от заданного его направления на ширине венца.
является угловым отклонением направления зуба на делительном цилиндре от заданного его направления на ширине венца.
(Измененная редакция, Изм. N 1).
14. На калибрах должно быть нанесено обозначение соответственно вала и втулки по ГОСТ 6033, для которых предназначен данный калибр, степень точности данного калибра и номер вида калибра.
15. Условное обозначение калибра должно состоять из наименования калибра ("кольцо" или "пробка"), номера вида калибра, условного обозначения шлицевой втулки или вала, для которых предназначен данный калибр, степени точности калибра и обозначения настоящего стандарта.
Пример условного обозначения калибра-кольца вида 1 с центрированием по боковым поверхностям зубьев четвертой степени точности для вала  по ГОСТ 6033:
по ГОСТ 6033:
Кольцо 1-50x2x9g-4 ГОСТ 24969-81
То же, комплексного калибра-пробки вида 5 с центрированием по боковым поверхностям зубьев четвертой степени точности для втулки  по ГОСТ 6033:
по ГОСТ 6033:
Пробка 5-50х2х9Н-4 ГОСТ 24969-81
Пример условного обозначения комплексного калибра-пробки вида 5 четвертой степени точности с центрированием по наружному диаметру для втулки  по ГОСТ 6033:
по ГОСТ 6033:
Пробка 5-50хН7х2х9Н-4 ГОСТ 24969-81.
(Измененная редакция, Изм. N 1, 2).
16. Технические требования - по ГОСТ 24959.
17. Контроль шлицевых эвольвентных соединений калибрами приведен в приложении 1.
18. Расчет толщины зуба и ширины впадины калибров приведен в приложении 2.
19. Конструктивное исполнение рабочей части калибров приведено в приложении 3.
17-19. (Введены дополнительно, Изм. N 1).
20, 21. (Исключены, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНТРОЛЬ ШЛИЦЕВЫХ ЭВОЛЬВЕНТНЫХ СОЕДИНЕНИЙ КАЛИБРАМИ
Шлицевые соединения контролируются комплексными проходными и поэлементными непроходными калибрами.
Комплексные калибры должны проходить по контролируемой поверхности под действием собственного веса или определенной силы.
Контроль шлицевого вала или втулки комплексным калибром достаточен в одном положении, без перестановки калибра.
Контроль поэлементным непроходным калибром должен проводиться не менее чем в трех различных положениях. Если поэлементный непроходной калибр проходит в одном из этих положений, то контролируемая деталь считается браком. Вместо поэлементных непроходных калибров допускается применять контроль шлицевых валов или втулок с помощью измерительных роликов.
Если длина комплексного калибра менее половины длины контролируемой поверхности, то необходимо проводить дополнительно проверку погрешности направления  зуба изделия.
зуба изделия.
Калибры третьей степени точности предназначены для контроля шлицевых валов и втулок шестой и более грубых степеней точности, а калибры четвертой степени точности - восьмой и более грубых степеней точности.
Для быстрой проверки комплексных калибров-колец рекомендуется применять комплексные контрольные калибры-пробки. Допуски контрольных калибров-пробок должны быть не менее чем на одну степень точности точнее допусков комплексных калибров колец. Применение контрольного калибра вида 2 исполнения 2 исключает применение контрольных калибров вида 2 исполнения 1 и вида 3.
При припасовке калибра-кольца к контрольной пробке с клиновидной формой зубьев торец кольца (ближайший к заднему торцу калибра-пробки) должен находиться между сечениями 1-1 и 2-2.
Калибр-кольцо считается предельно изношенным, если оно выходит за сечение 3-3 контрольного калибра вида 2 исполнения 2.
Наружный и внутренний диаметр валов и отверстий проверяются предельными калибрами, допуски которых устанавливаются по ГОСТ 24853 в соответствии с номинальными размерами и допусками проверяемых диаметров.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1, 2).
ПРИЛОЖЕНИЕ 2
Справочное
РАСЧЕТ ТОЛЩИНЫ ЗУБА И ШИРИНЫ ВПАДИНЫ КАЛИБРОВ
1. Предельные размеры толщины зуба  , ширины впадины калибров определяются в соответствии с черт.5 и табл.1 настоящего стандарта, номинальная толщина зуба вала и номинальная ширина впадины втулки - по ГОСТ 6033.
, ширины впадины калибров определяются в соответствии с черт.5 и табл.1 настоящего стандарта, номинальная толщина зуба вала и номинальная ширина впадины втулки - по ГОСТ 6033.
Толщине зуба вала соответствует ширина впадины калибра-кольца, а ширине впадины втулки - толщина зуба калибра-пробки. Это относится и к проходному калибру-кольцу и контрольному калибру-пробке.
При расчете размеров по роликам, соответствующих предельным размерам калибров, следует исходить из предельного размера ширины впадины. Поэтому необходимо сначала пересчитать предельные размеры толщины зуба калибров-пробок на предельные размеры ширины впадины:
для комплексных и поэлементных калибров-пробок:  ;
;
для контрольных калибров-пробок:  .
.
Таким образом, для половины угловой ширины впадины между зубьями, получим
 и
и  соответственно.
соответственно.
Размеры по роликам комплексных и поэлементных калибров рассчитываются по следующим формулам:
 ;
; (при четном числе зубьев);
(при четном числе зубьев); (при нечетном числе зубьев).
(при нечетном числе зубьев).
Из двойных знаков  или
или  , встречающихся в формулах, верхние знаки приняты для внешних зубьев (индекс
, встречающихся в формулах, верхние знаки приняты для внешних зубьев (индекс  - вал, калибр-пробка), а нижние - для внутренних зубьев (индекс
- вал, калибр-пробка), а нижние - для внутренних зубьев (индекс  - втулка, калибр-кольцо).
- втулка, калибр-кольцо).
Размеры по роликам контрольных калибров (вид 2, 3) рассчитываются по следующим формулам:
 ;
; (при четном числе зубьев);
(при четном числе зубьев); (при нечетном числе зубьев).
(при нечетном числе зубьев).
Однако расчет размеров калибров по роликам может быть значительно упрощен при использовании номинальных значений  и
и  по ГОСТ 6033, как приведено в таблице. Диаметр проволочек и роликов
по ГОСТ 6033, как приведено в таблице. Диаметр проволочек и роликов  в зависимости от номинального диаметра - по ГОСТ 6033.
в зависимости от номинального диаметра - по ГОСТ 6033.
Размеры проволочек и роликов - по ГОСТ 2475.
2. Пример расчета предельных размеров ширины впадины, толщины зуба и размеров по роликам калибров для шлицевого соединения с эвольвентным профилем  ГОСТ 6033.
ГОСТ 6033.
Номинальные значения ширины впадины , толщины зуба , их предельные отклонения, размеры по роликам , , соответствующие им  и
и  - по ГОСТ 6033;
- по ГОСТ 6033;
- втулка  ;
;
Номинальная ширина впадины =6,271 мм;
Отклонения =+90 мкм; =0;
- вал  ;
;
Номинальная толщина зуба =6,271 мм;
Отклонения =-28 мкм; =-91 мкм.
Допуски комплексных и поэлементных калибров по степени точности 3 согласно табл.2 составляют
 мкм;
мкм; мкм.
мкм.
Если для проверки проходного калибра-кольца предполагается использовать контрольные калибры-пробки, тогда их степень точности должна быть не менее 3 по табл.3:
 мкм (допуск на толщину отдельного зуба).
мкм (допуск на толщину отдельного зуба).
Расчет предельных размеров толщины зуба, ширины впадины калибров и соответствующие им контрольные размеры по роликам указаны в таблице.
|
Вид ка- |
Предельный размер |
Ширина впадины или толщина зуба |
Размер по роликам |
|
1 |
Наибольший |
|
|
|
Наименьший |
|
| |
|
Изношенный |
|
| |
|
2 |
Наибольший |
|
|
|
Наименьший |
|
| |
|
3 |
Наибольший |
|
|
|
Наименьший |
|
| |
|
4 |
Наибольший |
|
|
|
Наименьший |
|
| |
|
5 |
Наибольший |
|
|
|
Наименьший |
|
| |
|
Изношенный |
|
| |
|
6 |
Наибольший |
|
|
|
Наименьший |
|
|
















ПРИЛОЖЕНИЕ 3
Справочное
КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
Размеры комплексных калибров (черт.1 и 2), которые за исключением ширины калибров, относятся также к поэлементным непроходным калибрам (черт.3 и 4), должны соответствовать указанным в таблице. Не указанные в таблице размеры  ,
,  ,
,  , и - по ГОСТ 6033.
, и - по ГОСТ 6033.
|
мм | ||||||
|
Калибр-пробка |
Калибр-кольцо | |||||
|
Номинальный диаметр |
Комплексный |
Поэлементный |
|
Комплексный |
Поэлементный |
|
|
|
|
|||||
|
До 8 |
6 |
4 |
|
10 |
8 |
42 |
|
Св. 8 до 12 |
8 |
6 |
||||
|
Св. 12 до 18 |
12 |
8 |
16 |
11 |
50 | |
|
Св. 18 до 28 |
16 |
10 |
22 |
14 |
60 | |
|
Св. 28 до 38 |
22 |
12 |
25 |
16 |
68 | |
|
Св. 38 до 50 |
28 |
14 |
82 | |||
|
Св. 50 до 60 |
30 |
15 |
|
30 |
20 |
96 |
|
Св. 60 до 70 |
108 | |||||
|
Св. 70 до 80 |
40 |
20 |
|
35 |
23 |
121 |
|
Св. 80 до 90 |
136 | |||||
|
Св. 90 до 100 |
146 | |||||
|
Св. 100 до 120 |
40 |
25 |
166 | |||
|
Св. 120 до 140 |
50 |
25 |
|
45 |
186 | |
|
Св. 140 до 160 |
50 |
30 |
206 | |||
|
Св. 160 до 180 |
226 | |||||
|
Св. 180 до 200 |
246 | |||||
|
Св. 200 до 220 |
276 | |||||
|
Св. 220 до 240 |
По выбору изготовителя или по соглашению сторон |
По выбору изготовителя или по соглашению сторон |
|
По выбору изготовителя или по соглашению сторон |
296 | |
|
Св. 240 до 260 |
316 | |||||
|
280 |
336 | |||||
|
300 |
По выбору изготовителя или по соглашению сторон |
356 | ||||
|
320 |
376 | |||||
|
340 |
396 | |||||
|
360 |
416 | |||||
|
380 |
436 | |||||
|
400 |
456 | |||||
|
420 |
476 | |||||
|
440 |
496 | |||||
|
450 |
506 | |||||
|
460 |
516 | |||||
|
480 |
536 | |||||
|
500 |
556 | |||||
 , не менее
, не менее
Комплексные калибры должны быть всегда выполнены со сплошным зубчатым венцом, в то время как поэлементные непроходные калибры должны иметь два расположенных друг против друга зубчатых сектора, каждый из которых в общем состоит из двух зубьев. При нечетном числе зубьев один из секторов может иметь три зуба. В том случае, если числа зубьев втулки или вала меньше 12, рекомендуется занизить не меньше, чем на 0,1 толщину зуба со стороны нерабочих боковых поверхностей зубьев поэлементного непроходного калибра (черт.3 и 4).
толщину зуба со стороны нерабочих боковых поверхностей зубьев поэлементного непроходного калибра (черт.3 и 4).
Допускается, чтобы зубья калибров-колец имели радиус притупления продольной кромки в соответствии с ГОСТ 6033.
Калибры-пробки должны быть снабжены контрольным буртиком с одной из торцовых сторон. Для контрольного буртика приняты значения допуска радиального биения  , по табл.2 настоящего стандарта.
, по табл.2 настоящего стандарта.
Рекомендуется изготовлять калибры-пробки - в частности, имеющие номинальный диаметр  >50 мм - защитным буртиком, расположенным со стороны, противоположной контрольному буртику (черт.2). Защитный буртик может иметь канавки, являющиеся продолжением впадин между зубьями.
>50 мм - защитным буртиком, расположенным со стороны, противоположной контрольному буртику (черт.2). Защитный буртик может иметь канавки, являющиеся продолжением впадин между зубьями.
Допускается вместо цилиндрической формы защитного буртика выполнять его конусным. Контрольный буртик у калибров-колец (черт.1 и 4) допускается не выполнять при изготовлении их методом припасовки.
Примечание. Контрольный буртик служит для установки и центрирования калибра при проверке поэлементных погрешностей его зубьев.
Защитный буртик служит для облегчения введения калибра-пробки в деталь и одновременно для его защиты.
Рекомендуемая шероховатость поверхностей боковых сторон зубьев и контрольных буртиков  0,63 мкм.
0,63 мкм.
Примечание. До номинального диаметра 50 мм значения должны округляться до десятых долей миллиметра; свыше номинального диаметра 50 мм - до полумиллиметра или целых миллиметров.
В случаях, когда ширина венца втулок и, соответственно, валов более чем вдвое указанной ширины калибра при больших погрешностях направления зуба соответственно втулки и вала, рекомендуется использовать комплексный калибр, ширина зубчатого венца которого больше указанной в таблице.
ПРИЛОЖЕНИЯ 2, 3. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЯ 4, 5. (Исключены, Изм. N 2).
Текст документа сверен по:
официальное издание
Калибры. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке