
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
25
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 1623-89
Группа Г28
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАЛИБРЫ ДЛЯ ДЮЙМОВОЙ РЕЗЬБЫ С УГЛОМ ПРОФИЛЯ 55°
Допуски
Gauges for inch thread with 55°
corner profile. Tolerances
ОКП 39 3151
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
И.А.Медовой, Г.С.Кудинова, Н.В.Казмина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.07.89 N 2501
3. Срок проверки - 1994 г., периодичность проверки - 10 лет
4. ВЗАМЕН ГОСТ 1623-61
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
3.1.2 | |
|
ОСТ 1023 |
3.4 |
|
1.2, приложение | |
|
ОСТ НКТП 1260 |
Вводная часть |
|
ОСТ НКТП 1261 |
Вводная часть |
|
ОСТ НКТП 1262 |
Вводная часть |
Настоящий стандарт распространяется на резьбовые и гладкие калибры для контроля дюймовой резьбы с профилем и основными размерами по ОСТ НКТП 1260 и допусками по ОСТ НКТП 1261 и ОСТ НКТП 1262.
1. ВИДЫ КАЛИБРОВ
1.1. Для контроля болтов и гаек (наружной и внутренней резьбы) должны применяться калибры, указанные в табл.1.
Таблица 1
|
Обозначение вида калибра |
Наименование вида калибра |
|
Калибры для гаек (внутренней резьбы) | |
|
ПР |
Калибр-пробка резьбовой проходной |
|
П-ПР |
Калибр-пробка резьбовой проходной приемный |
|
ПР и НЕ |
Калибры-пробки гладкие (проходные и непроходные) по ОСТ 1220 (износ до номинала) |
|
Калибры для болтов (наружной резьбы) | |
|
ПР |
Калибр-кольцо резьбовой проходной (регулируемый и нерегулируемый). Калибр-скоба резьбовой проходной регулируемый |
|
П-ПР |
Калибр-кольцо резьбовой проходной приемный (регулируемый и нерегулируемый). Калибр-скоба резьбовой проходной приемный регулируемый |
|
НЕ |
Калибр-кольцо резьбовой непроходной (регулируемый и нерегулируемый). Калибр-скоба резьбовой непроходной регулируемый |
|
У-ПР |
Калибр-пробка резьбовой контрольный для установки (регулировки проходных регулируемых калибров-колец и калибров-скоб и для припасовки нерегулируемых колибров-колец) |
|
К-ПР |
Калибр-пробка резьбовой контрольный для дополнительного контроля припасовки проходных нерегулируемых калибров-колец |
|
К-П |
Калибр-пробка резьбовой контрольный приемный для отбора приемных калибров-колец и калибров-скоб |
|
К-И |
Калибр-пробка контрольный резьбовой для контроля износа калибров-колец и калибров-скоб |
|
У-НЕ |
Калибр-пробка резьбовой контрольный для установки (регулировки) непроходных регулируемых калибров-колец и для припасовки нерегулируемых непроходных калибров-колец |
|
К-НЕ |
Калибр-пробка резьбовой контрольный для дополнительного контроля припасовки нерегулируемых непроходных калибров-колец |
|
КИ-НЕ |
Калибр-пробка резьбовой контрольный для контроля износа калибров-колец и калибров-скоб |
|
ПР-НЕ |
Калибры-скобы гладкие рабочие и приемные (проходные и непроходные) по ОСТ 1220 (износ до номинала) |
|
К-П; К-ПР и К-НЕ |
Калибры-пробки гладкие контрольные по ОСТ 1220 на калибры для валов 4-го класса |
1.2. Правила применения калибров указаны в приложении.
2. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
2.1. Калибры-пробки вида ПР, П-ПР, У-ПР, У-НЕ, К-НЕ и КИ-НЕ должны иметь полный профиль контролируемой резьбы.
2.2. Калибры-пробки НЕ, К-ПР, К-И и К-П, а также калибры-кольца и калибры-скобы НЕ должны иметь укороченный профиль резьбы.
У калибров-пробок укороченный профиль резьбы получается путем уменьшения наружного диаметра и прорезания канавки у впадин по внутреннему диаметру резьбы, у калибров-колец и калибров-скоб - путем увеличения внутреннего диаметра и прорезания канавки у впадин по наружному диаметру резьбы в соответствии с черт.1.
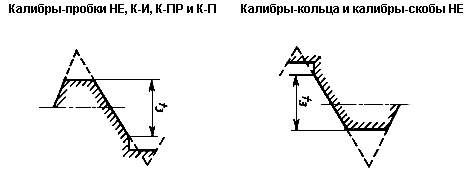
Черт.1
Форма канавки произвольная.
Высота профиля  должна соответствовать величинам, указанным в табл.2.
должна соответствовать величинам, указанным в табл.2.
Таблица 2
|
Число витков на 1" |
|
|
24 |
От 400 до 500 |
|
20 |
" 400 " 650 |
|
18; 16; 14 |
" 400 " 700 |
|
12; 11 |
" 450 " 800 |
|
10 |
" 500 " 850 |
|
9; 8; 7 |
" 600 " 1000 |
|
6 |
" 700 " 1100 |
|
5 |
" 800 " 1200 |
|
4 1/2 |
" 900 " 1300 |
|
4; 3 1/2; 3 |
" 1000 " 1400 |
Примечания:
1. Канавки для укороченного профиля должны прорезаться у калибров, начиная с 20 витков на 1", у калибров, имеющих 24 витка на 1", канавки могут прорезаться, если это требуется технологическим процессом обработки калибров.
2. Величины для калибров, имеющих 24 витка на 1", - рекомендуемые.
2.3. У калибров с укороченным профилем, начиная с 20 витков на 1", середина высоты собственно треугольного профиля должна делить высоту примерно пополам. Отношение между частями по обе стороны от середины высоты собственно треугольного профиля не должно быть более 2:1. При этом, в соответствии с черт.2 и 3:
1) наружный диаметр калибров-пробок НЕ не должен быть больше наружного диаметра изношенных калибров-пробок ПР;
2) наружный диаметр калибров-пробок К-И, К-ПР и К-П не должен быть больше наружного диаметра калибров-пробок У-ПР;
3) внутренний диаметр калибров-колец НЕ не должен быть меньше внутреннего диаметра изношенных калибров-колец ПР.
|
Калибры для |
Калибры для |
|||
|
|
||||
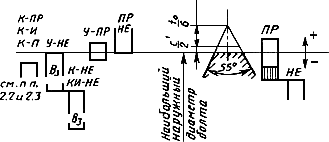
Черт.2
|
Калибры для |
Калибры для |
|||
|
|
||||
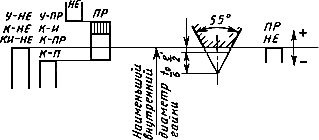
Черт.3
У калибров, имеющих 24 витка на 1", для наружного диаметра калибров-пробок и внутреннего диаметра калибров-колец устанавливаются допуски по 3-му классу ( - для калибров-пробок и
- для калибров-пробок и  - для калибров-колец).
- для калибров-колец).
При этом:
1) наибольший наружный диаметр калибров-пробок НЕ должен быть равен диаметру изношенных калибров-пробок ПР;
2) наибольший наружный диаметр калибров-пробок К-И, К-ПР и К-П должен быть равен наименьшему наружному диаметру калибра-пробки У-ПР;
3) наибольший наружный диаметр калибров-пробок К-НЕ и КИ-НЕ у калибров, имеющих 24, 20 витков на 1", не должен быть больше наименьшего наружного диаметра калибра-пробки У-НЕ;
4) наименьший внутренний диаметр калибров-колец НЕ должен быть равен внутреннему диаметру изношенных калибров-колец ПР.
2.4. Длина резьбы рабочей части резьбовых проходных калибров должна быть не менее величин, указанных в табл.3.
Таблица 3
|
Номинальный диаметр резьбы, дюймы |
Число витков на 1" |
Длина резьбы рабочей части калибра, мм | |
|
калибр-пробка |
калибр-кольцо | ||
|
|
24 |
6 |
5 |
|
|
20 |
8 |
6 |
|
|
18 |
||
|
|
16 |
10 |
8 |
|
|
14 |
12 |
10 |
|
|
12 |
14 |
12 |
|
|
11 |
16 |
14 |
|
|
10 |
20 |
18 |
|
|
9 |
||
|
1 |
8 |
25 |
22 |
|
1 |
7 |
||
|
1 |
|
28 |
25 |
|
1 |
6 |
32 |
28 |
|
1 |
5 |
38 |
32 |
|
1 |
4 |
42 |
35 |
|
2 |
4 |
50 |
40 |
|
2 |
3 |
55 |
42 |
|
3 |
|
60 |
50 |
|
3 |
3 |
||
|
3 |
|
65 |
55 |
|
3 |
3 |
70 |
|





 ;
; 




Непроходные калибры должны иметь 2,5-3 витка и возможно малую длину сторон профиля.
3. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
3.1. Допуски среднего диаметра
3.1.1. Отклонения среднего диаметра резьбы калибров отсчитываются от предельных размеров резьбы болтов и гаек (наружной и внутренней резьбы).
У проходных рабочих калибров и контрольных калибров к ним отклонения отсчитываются от наибольшего предельного размера резьбы болтов (наружной резьбы) и наименьшего предельного размера резьбы гаек (внутренней резьбы).
У непроходных рабочих калибров и контрольных калибров к ним отклонения отсчитываются от наименьшего предельного размера резьбы болтов (наружной резьбы) и наибольшего предельного размера резьбы гаек (внутренней резьбы).
3.1.2. Расположение полей допусков среднего диаметра резьбы калибров, а также допуски и предельные отклонения, определяющие положение полей допусков и предел износа калибров для контроля наружной и внутренней резьбы должны соответствовать указанным на черт.4 и в табл.4, 5, 6.
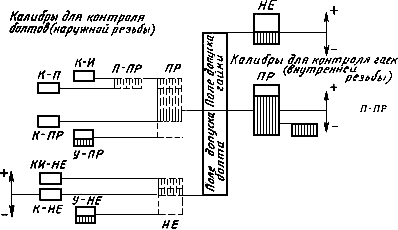
 - поле допуска на изготовление калибров;
- поле допуска на изготовление калибров;
 - поле допуска износа калибров.
- поле допуска износа калибров.
Черт.4
Таблица 4
|
Номинальный диаметр резьбы, дюймы |
Допуск изготовления |
Предельные отклонения рабочих калибров-пробок, мкм | ||||||
|
ПР |
НЕ | |||||||
|
новые |
при переводе в П-ПР |
изношенные |
новые |
изношенные | ||||
|
|
верхнее |
нижнее |
верхнее |
нижнее |
||||
|
|
8 |
+12 |
+4 |
-8 |
-16 |
+8 |
0 |
-5 |
|
|
10 |
+15 |
+5 |
-9 |
-18 |
+10 |
-6 | |
|
|
|
-10 |
-20 |
-7 | ||||
|
|
12 |
+18 |
+6 |
-11 |
-22 |
+12 |
-8 | |
|
|
14 |
+21 |
+7 |
-12 |
-24 |
+14 |
||
|
|
16 |
+24 |
+8 |
-14 |
-28 |
+16 |
-10 | |






Примечание. Предельные отклонения для перевода калибров-пробок ПР в П-ПР и предельные отклонения изношенных калибров-пробок НЕ - рекомендуемые.
Таблица 5
|
Номинальный диаметр резьбы, дюймы |
Допуск изготовления |
Предельные отклонения рабочих калибров-колец, мкм | ||||||
|
ПР |
НЕ | |||||||
|
новые |
при переводе в П-ПР |
изношенные |
новые |
изношенные | ||||
|
|
верхнее |
нижнее |
верхнее |
нижнее |
||||
|
|
8 |
-4 |
-12 |
+8 |
+16 |
0 |
-8 |
+5 |
|
|
10 |
-5 |
-15 |
+9 |
+18 |
-10 |
+6 | |
|
|
|
+10 |
+20 |
+7 | ||||
|
|
12 |
-6 |
-18 |
+11 |
+22 |
-12 |
+8 | |
|
|
14 |
-7 |
-21 |
+12 |
+24 |
-14 |
||
|
|
16 |
-8 |
-24 |
+14 |
+28 |
-16 |
+10 | |
Примечание. Предельные отклонения для перевода калибров-колец ПР в П-ПР и предельные отклонения изношенных калибров-колец НЕ - рекомендуемые.
Таблица 6
|
Номи- нальный диаметр резьбы, дюймы |
Допуск изготов- ления |
Предельные отклонения рабочих калибров-пробок, мкм | |||||||||||||||
|
У-ПР |
К-ПР |
К-И |
К-П |
У-НЕ |
К-НЕ |
КИ-НЕ | |||||||||||
|
|
новые |
изно- шен- ные |
верх- нее |
ниж- нее |
верх- нее |
ниж- нее |
верх- нее |
ниж- нее |
новые |
изно- шен- ные |
верх- нее |
ниж- нее |
верх- нее |
ниж- нее | |||
|
|
верх- нее |
ниж- нее |
верх- нее |
ниж- нее |
|||||||||||||
|
|
4 |
-10 |
-14 |
-16 |
-2 |
-6 |
+18 |
+14 |
+10 |
+6 |
-6 |
-10 |
-12 |
+2 |
-2 |
+7 |
+3 |
|
|
6 |
-12 |
-18 |
-20 |
-8 |
+21 |
+15 |
+12 |
|
-7 |
-13 |
-15 |
+3 |
-3 |
+9 |
||
|
|
+23 |
+17 |
+13 |
+7 |
+10 |
+4 | |||||||||||
|
|
8 |
-14 |
-22 |
-24 |
-10 |
+26 |
+18 |
+15 |
-8 |
-16 |
-18 |
+4 |
-4 |
+12 |
|||
|
|
-17 |
-25 |
-28 |
-3 |
-11 |
+28 |
+20 |
+16 |
+8 |
-10 |
-18 |
-21 |
|||||
|
|
-20 |
-28 |
-32 |
-4 |
-12 |
+32 |
+24 |
+18 |
+10 |
-12 |
-20 |
-24 |
+14 |
+6 | |||
Примечание. Предельные отклонения контрольных калибров-пробок К-И и КИ-НЕ - рекомендуемые.
Для калибров-пробок ПР и У-ПР допускается переход размера среднего диаметра за верхнюю границу поля допуска на величину, компенсируемую недоиспользованием допусков по шагу и половине угла профиля резьбы.
При этом для контрольных калибров-пробок У-ПР переход не должен превышать 50% допуска среднего диаметра.
На таких калибрах дополнительно к маркировке по ГОСТ 2016 должна маркироваться величина фактического перехода среднего диаметра в мкм со знаком плюс, например: +2.
Допустимость имеющегося перехода среднего диаметра ( ) за границу поля допуска проверяется по формуле
) за границу поля допуска проверяется по формуле

Для контрольных калибров-пробок У-ПР дополнительно должно быть проверено, что:
 ,
,
где  - допуск среднего диаметра.
- допуск среднего диаметра.
Примечание. Размер среднего диаметра резьбовых калибров-колец и калибров-скоб определяется размерами контрольных калибров-пробок, по которым калибры-кольца и калибры-скобы контролируются, регулируются или припасовываются. Поля допусков калибров-колец и калибров-скоб указаны на черт.4 и в табл.5 только для координирования полей допусков контрольных калибров-пробок.
3.2. Допуск шага резьбы калибров должен соответствовать указанному в табл.7.
Таблица 7
|
Допуск резьбы рабочей части калибров, мм |
Допуск шага резьбы, мкм, калибра | ||
|
Рабочего классов точности |
контрольного | ||
|
2 |
3 |
||
|
До 12 |
4 |
5 |
4 |
|
Св. 12 " 30 |
5 |
7 |
5 |
|
" 30 " 50 |
6 |
9 |
6 |
|
" 50 " 65 |
7 |
10 |
7 |
|
" 65 " 80 |
8 |
11 |
8 |
Примечания:
1. Значение допуска шага относится как к расстоянию между соседними витками, так и к расстоянию между любыми витками резьбы калибра.
2. Действительное отклонение может быть со знаком минус или плюс.
3.3. Предельные отклонения угла наклона боковой стороны (половины угла профиля) резьбы калибров должны быть расположены симметрично (±) относительно номинального угла. Их значения должны соответствовать указанным в табл.8.
Таблица 8
|
Число витков на 1 " |
Предельные отклонения |
|
24 |
14' |
|
20 |
13' |
|
18; 16 |
12' |
|
14 |
11' |
|
12; 11 |
10' |
|
10-7 |
9' |
|
6 и менее |
8' |
3.4. Предельные отклонения наружного диаметра резьбовых калибров отсчитываются от наибольшего предельного размера наружного диаметра резьбы болта (наружной резьбы) - черт.2 и должны соответствовать значениям, указанным в табл.9.
Таблица 9
|
Номинальный диаметр резьбы, дюймы |
Предельные отклонения, мкм | |||||
|
калибры-пробки ПР |
нижнее для калибров-колец и калибров-скоб ПР и НЕ |
калибры-пробки У-ПР | ||||
|
новые |
изношенные |
верхнее |
нижнее | |||
|
верхнее |
нижнее |
|
||||
|
|
+6 |
-6 |
-16 |
0 |
+4 |
-4 |
|
|
+8 |
-8 |
-18 |
+6 |
-6 | |
|
|
-20 |
|||||
|
|
+10 |
-10 |
-22 |
+8 |
-8 | |
|
|
-24 |
|||||
|
|
+12 |
-12 |
-28 |
|||
Примечание.
У регулируемых калибров-колец и калибров-скоб должна прорезаться канавка произвольной формы, обеспечивающая положительное отклонение по наружному диаметру при регулировках.
Предельные отклонения наружного диаметра калибров-пробок У-НЕ, К-НЕ и КИ-НЕ устанавливаются по 3-му классу точности (В по ОСТ 1023) и отсчитываются от наибольшего диаметра резьбы болта (наружной резьбы).
по ОСТ 1023) и отсчитываются от наибольшего диаметра резьбы болта (наружной резьбы).
Калибры К-И, К-ПР и К-П - в соответствии с пп.2.2, 2.3.
3.5. Предельные отклонения внутреннего диаметра резьбовых калибров отсчитываются от наименьшего предельного размера внутреннего диаметра резьбы гайки (внутренней резьбы) - черт.3 и должны соответствовать значениям, указанным в табл.10.
Таблица 10
|
Номинальный диаметр резьбы, дюймы |
Предельные отклонения, мкм | ||||
|
калибры-пробки ПР, НЕ, У-НЕ, К-НЕ, КИ-НЕ, верхнее отклонение |
калибры-кольца и калибры-скобы ПР |
калибры-пробки У-ПР, К-И, К-ПР, К-П, верхнее отклонение | |||
|
новые |
изношенные |
| |||
|
верхнее |
нижнее |
|
|||
|
|
0 |
+6 |
-6 |
+12 |
-6 |
|
|
+8 |
-8 |
+16 |
-8 | |
|
|
|
||||
|
|
+10 |
-10 |
+20 |
-10 | |
|
|
+12 |
-12 |
+24 |
-12 | |

ПРИЛОЖЕНИЕ
Обязательное
ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
1. Для контроля резьбы гаек (внутренней резьбы) следует применять следующие рабочие калибры:
1.1. Резьбовой проходной калибр-пробка ПР
Калибр должен свободно ввинчиваться в контролируемую гайку (внутреннюю резьбу). Свинчиваемость калибра с гайкой (внутренней резьбой) гарантирует, что средний диаметр резьбы гайки (внутренней резьбы) не выходит за установленный наименьший предельный размер и что имеющиеся ошибки шага и угла наклона боковой стороны резьбы калибра компенсированы соответствующим увеличением среднего диаметра. Одновременно контроль этим калибром гарантирует, что наружный диаметр гайки (внутренней резьбы) не меньше наружного диаметра болта (наружной резьбы).
1.2. Резьбовой непроходной калибр-пробка НЕ
Калибр, как правило, не должен ввинчиваться в гайку (внутреннюю резьбу).
Допускается ввинчивание калибра-пробки НЕ до двух оборотов (у сквозной резьбы с каждой из сторон).
При контроле коротких резьб (до 4 витков) ввинчивание калибра-пробки НЕ допускается до двух оборотов с одной стороны или в сумме с двух сторон.
Контроль резьбовым непроходным калибром-пробкой гарантирует, что средний диаметр гайки (внутренней резьбы) не больше установленного предельного размера.
1.3. Предельные гладкие калибры-пробки для контроля внутреннего диаметра гаек (внутренней резьбы) - по ОСТ 1220.
2. Для контроля резьбы болтов (наружной резьбы) следует применять следующие рабочие калибры:
2.1. Резьбовой проходной калибр-кольцо ПР.
Калибр должен свободно навинчиваться на контролируемый болт (наружную резьбу). Свинчиваемость калибра с болтов (наружной резьбой) гарантирует, что средний диаметр резьбы болта (наружной резьбы) не выходит за установленный наибольший предельный размер и что имеющиеся ошибки шага и угла наклона боковой стороны резьбы калибра компенсированы соответствующим уменьшением среднего диаметра. Одновременно контроль этим калибром гарантирует, что внутренний диаметр болта (наружной резьбы) не больше внутреннего диаметра гайки (внутренней резьбы).
Вместо резьбовых проходных калибров-колец могут применяться резьбовые проходные регулируемые калибры-скобы.
2.2. Резьбовой непроходной калибр-кольцо НЕ
Калибр, как правило, не должен навинчиваться на болт (наружную резьбу). Допускается навинчивание калибра-кольца НЕ до двух оборотов.
Вместо непроходных резьбовых калибров-колец могут применяться резьбовые непроходные регулируемые калибры-скобы.
Контроль резьбовым непроходным калибром-кольцом гарантирует, что средний диаметр болта (наружной резьбы) не меньше установленного предельного размера.
2.3. Предельные гладкие калибры-скобы для контроля наружного диаметра болтов (наружной резьбы) - по ОСТ 1220.
3. Регулируемые рабочие резьбовые калибры-кольца и калибры-скобы устанавливаются по контрольным калибрам-пробкам, обозначаемым:
У-ПР - для установки (регулировки) проходных калибров-колец и калибров-скоб ПР.
У-НЕ - для установки (регулировки) непроходных калибров-колец и калибров-скоб НЕ.
При отсутствии калибров-пробок У-ПР регулируемые проходные калибры-кольца и калибры-скобы могут устанавливаться по рабочим калибрам-пробкам ПР. Рекомендуется для установки рабочих калибров-колец и калибров-скоб пользоваться калибрами-пробками ПР, изношенными частично или полностью, если их размеры не выходят за пределы поля допуска У-ПР, а для установки приемных калибров-колец и калибров-скоб - новыми калибрами-пробками ПР.
4. Контрольные калибры У-ПР и У-НЕ, по которым устанавливаются регулируемые рабочие калибры-кольца и калибры-скобы, применяются и для припасовки к ним нерегулируемых рабочих калибров-колец. В случае сомнений в характере припасовки проводится дополнительная проверка калибров-колец вторым контрольным калибром К-ПР - для проходного калибра-кольца и К-НЕ - для непроходного калибра-кольца.
Контрольные калибры К-ПР и К-НЕ не должны свинчиваться с контролируемыми ими калибрами-кольцами; они могут свинчиваться частично, но во всяком случае резьба контрольного калибра не должна выходить с противоположной ввинчиванию стороны контролируемого им калибра-кольца.
Контрольные калибры У-ПР, У-НЕ, К-ПР и К-НЕ применяются только заводом - изготовителем калибров при изготовлении калибров-колец и не входят в комплект эксплуатационных калибров.
5. Приемные проходные калибры П-ПР отбираются из числа частично изношенных рабочих проходных калибров.
Отбор приемных калибров-колец из числа частично изношенных рабочих калибров-колец и установку на размер калибров П-ПР регулируемых калибров-колец в калибров-скоб рекомендуется проводить по контрольному калибру К-П.
При отборе приемных колец контрольный калибр К-П должен свинчиваться с частично изношенными калибрами-кольцами ПР.
По усмотрению завода допускается частичное свинчивание контрольного калибра К-П с калибрами-кольцами, отбираемыми для приемки.
Отбор приемных калибров-пробок из числа частично изношенных рабочих калибров-пробок должен проводиться универсальными измерительными средствами. Рекомендуется в качестве приемных отбирать калибры с наименьшими отклонениями по шагу и углу наклона боковой стороны резьбы.
6. Износ рабочих калибров, которые не используются в качестве приемных, следует допускать в пределах полной величины поля износа по настоящему стандарту.
Допускается использовать рабочие калибры не до полного износа, если по условиям приемки затруднительна замена приемных калибров или контроль калибров при расхождении результатов по приемным и рабочим калибрам.
Контроль износа рабочих проходных калибров-колец и калибров-скоб при полном использовании поля износа и контроль износа приемных проходных калибров-колец и калибров-скоб проводится контрольным калибром К-И.
Контрольный калибр К-И не должен свинчиваться с контролируемым им калибром-кольцом. Допускается частичное свинчивание, но во всяком случае резьба контрольного калибра не должна выходить с противоположной ввинчиванию стороны калибра-кольца.
7. Контроль износа непроходных калибров-колец и калибров-скоб рекомендуется проводить контрольными калибрами КИ-НЕ.
Контрольный калибр КИ-НЕ не должен свинчиваться с контролируемым им калибром-кольцом.
Допускается частичное свинчивание, но во всяком случае резьба контрольного калибра не должна выходить с противоположной ввинчиванию стороны калибра-кольца.
При применении для контроля калибров-колец в эксплуатации контрольных калибров КИ-НЕ можно им пользоваться и вместо калибров-пробок К-НЕ при изготовлении нерегулируемых калибров-колец, допуская свинчивание калибров-пробок КИ-НЕ с новыми калибрами-кольцами не более чем на один оборот.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1989
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке