
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 24606.7-84*
(CT СЭВ 3783-82,
СТ СЭВ 3784-82,
СТ CЭВ 3984-83)
Группа Э29
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИЗДЕЛИЯ КОММУТАЦИОННЫЕ, УСТАНОВОЧНЫЕ
И СОЕДИНИТЕЛИ ЭЛЕКТРИЧЕСКИЕ
Методы проверки требований к конструкции
Switching and mocentind components and electrical connectors.
Methods of control of requirements for design
ОКП 63 8000
Дата введения 1984-07-01
Постановлением Государственного комитета СССР по стандартам от 30 января 1984 г. N 367 срок действия установлен с 01.07.84 до 01.07.89**
_______________
** Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 5/6, 1993 год). - Примечание .
* ПЕРЕИЗДАНИЕ (февраль 1985 г.) с Изменением N 1, утвержденным в июне 1984 г. (ИУС 10-84)
Настоящий стандарт распространяется на коммутационные, установочные изделия и электрические соединители и устанавливает:
метод испытания контактов в изоляторе;
метод испытания прочности ручки управления;
метод контроля внешнего вида;
метод проверки габаритных, установочных, присоединительных размеров и массы.
Стандарт полностью соответствует CT СЭВ 3783-82, CT СЭВ 3784-82, CT СЭВ 3984-83 и Публикации МЭК 512-2 в части испытаний 1a, 1b, 8с и 9d.
(Измененная редакция, Изм. N 1).
1. МЕТОД ИСПЫТАНИЯ КРЕПЛЕНИЯ КОНТАКТОВ В ИЗОЛЯТОРЕ
1.1. Принцип испытания крепления контактов в изоляторе состоит в проверке работоспособности электрических соединителей с извлекаемыми контактами (далее - соединители) после многократного извлечения и вставления контактов в изолятор.
1.2. Для проведения испытания применяют инструменты для вставления и извлечения контактов и приспособления для измерения усилий удержания контактов в изоляторе с погрешностью измерения, не превышающей ±10%.
1.3. Подготовка и проведение испытания
1.3.1. Образец для испытания должен представлять собой соединитель, все контакты которого установлены и присоединены к проводам в соответствии со стандартами или техническими условиями на соединители конкретных типов.
1.3.2. Кабельное зажимное устройство и крепежные детали должны быть ослаблены или удалены, чтобы обеспечить извлечение и вставление контактов.
1.3.3. Испытанию подвергают 20% контактов соединителя, но не менее шести. Один контакт должен находиться в центре или около центра соединителя. У соединителей, имеющих шесть или менее контактов, испытанию подвергают все контакты.
1.3.4. Проверка усилия удержания, извлечения и вставления контактов перед испытанием.
1.3.4.1. Соединители крепят на монтажной плате способом, установленным в стандартах или технических условиях на соединители конкретных типов. Проверку проводят на контактах, выбранных согласно п.1.3.3, путем приложения усилия, направленного вдоль оси контактов, в течение 10 с.
Значение усилия удержания контактов должно быть не менее значения, установленного в стандартах или технических условиях на соединители конкретных типов.
1.3.4.2. Усилие извлечения контактов, выбранных согласно п.1.3.3, проверяют при помощи соответствующего инструмента. Для этого прикладывают в осевом направлении усилие, достаточное для извлечения закрепленного контакта. Значение усилия извлечения не должно превышать значение, установленное в стандартах или технических условиях на соединители конкретных типов.
1.3.4.3. Контакты, прошедшие испытание на усилие извлечения, при помощи соответствующего инструмента вставляют в изолятор. Осевое усилие, прикладываемое к контактам, должно быть таким, чтобы контакт занял свое место в изоляторе и удерживался в нем. Значение усилия вставления не должно превышать значение, установленное в стандартах или технических условиях на соединители конкретных типов.
1.3.5. Для каждого контакта, указанного в п.1.3.3, должно быть проведено не менее чем по 10 вставлений и извлечений.
1.3.6. После испытания на контактах, указанных в п.1.3.3, проверяют: усилие удержания контактов - по п.1.3.4.1; усилие извлечения контактов - по п.1.3.4.2; усилие вставления контактов - по п.1.3.4.3; внешний вид - осмотром соединителей невооруженным глазом с остротой зрения от 1 до 0,8 при освещенности 50-100 лк.
1.3.7. Соединители считают выдержавшими испытание, если не произошло выпадения контактов, значение усилия извлечения и вставления не превышают норм, установленных в стандартах или технических условиях на соединители конкретных типов, и отсутствуют механические повреждения изолятора и деталей крепления контактов.
2. МЕТОД ИСПЫТАНИЯ ПРОЧНОСТИ РУЧКИ УПРАВЛЕНИЯ
2.1. Принцип испытания основан на приложении к концу ручки тумблера равномерно увеличивающегося усилия в определенном направлении, а также приложения к ее оси установленного вращающего момента в одном из двух направлений.
2.2. Для проведения испытания следует применять:
специальное приспособление для приложения усилия или вращающего момента;
устройство для измерения усилия или вращающего момента с погрешностью измерения ±10%.
2.3. Подготовка и проведение испытания
2.3.1. Тумблер с приспособлениями крепят на монтажной плате способом, предусмотренным конструкцией и указанным в стандартах или технических условиях на тумблеры конкретных типов.
2.3.2. Плата должна быть достаточно прочной, чтобы выдержать прикладываемые усилия, и ее габаритные размеры должны превышать габаритные размеры тумблера.
2.3.3. Усилие, указанное в стандартах или технических условиях на тумблеры конкретных типов, но не более 100 Н следует прикладывать к концу ручки тумблера в течение 1 мин.
Усилие должно увеличиваться со скоростью около 20 Н/с до значения, установленного в стандартах или технических условиях на тумблеры конкретных типов.
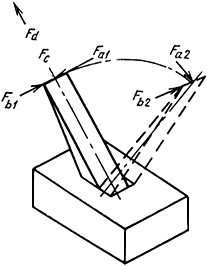
Усилие следует прикладывать согласно чертежу:
перпендикулярно к оси ручки тумблера в плоскости ее перемещения для каждого из конечных положений тумблера ( ,
, );
);
перпендикулярно к оси тумблера в плоскости, перпендикулярной к плоскости перемещения ручки тумблера, для каждого из его положений ( ,
,  );
);
вдоль оси ручки тумблера в направлении к оси вращения (при наличии оси крепления ручки тумблера)  ;
;
вдоль оси ручки тумблера в направлении от оси вращения (при наличии оси крепления тумблера)  .
.
2.3.4. Вращающий момент следует прикладывать к оси ручки тумблера в обоих направлениях в течение 1 мин. Значение вращающего момента в ньютон-метрах должно быть равно 0,1 ( - максимальный диаметр тумблера, мм).
( - максимальный диаметр тумблера, мм).
Скорость приложения и значение вращающего момента должны соответствовать установленным в стандартах или технических условиях на тумблеры конкретных типов.
2.3.5. После испытания у тумблера должны быть проверены:
внешний вид;
четкость переключения и наличие электрического контакта;
герметичность (если это установлено в стандартах или технических условиях на тумблеры конкретных типов).
2.3.6. Тумблер считают выдержавшим испытание, если после испытания не появились повреждения, нарушающие его работоспособность, и он соответствует требованиям, установленным в стандартах или технических условиях на тумблеры конкретных типов.
3. МЕТОД КОНТРОЛЯ ВНЕШНЕГО ВИДА
3.1. Проведение контроля
3.1.1. Контроль внешнего вида - по ГОСТ 20.57.406-81; метод 405-1.
Контроль внешнего вида проводят визуально:
невооруженным глазом (при нормальном зрении, нормальном цветовом восприятии и соответствующем освещении);
при помощи оптических средств, указанных в стандартах или технических условиях на изделия конкретных типов.
3.1.2. При контроле внешнего вида проверяют:
качество изготовления, отделки, цвета поверхности;
качество сварки, маркировки, отсутствие следов коррозии, шероховатости (волнистость, царапины, раковины, окалины, трещины, заусенцы и т.д.);
состояние полупрозрачных материалов (газовые и инородные включения);
отсутствие инородных материалов внутри изделия и на его поверхности;
наличие смазки и место ее наложения.
4. МЕТОД ПРОВЕРКИ ГАБАРИТНЫХ, УСТАНОВОЧНЫХ,
ПРИСОЕДИНИТЕЛЬНЫХ РАЗМЕРОВ И МАССЫ
4.1. Аппаратура
Для проверки размеров и массы применяют:
прецизионный штангенрейсмасс, штангенциркуль, микрометр и калибры;
измерительный микроскоп;
весы с погрешностью измерения в пределах ±5%.
4.2. Проведение проверки
4.2.1. Проверка габаритных, установочных и присоединительных размеров - по ГОСТ 20.57.406-81, метод 404-1.
Габаритные, присоединительные и установочные размеры проверяют сличением с чертежами, приведенными в стандартах или технических условиях на изделия конкретных типов, и измерением размеров при помощи измерительных инструментов, указанных в п.4.2 и обеспечивающих требуемую чертежами точность.
4.2.2. Проверка массы - по ГОСТ 20.57.406-81, метод 406-1.
Измеренная масса изделия должна соответствовать значению, указанному в стандартах или технических условиях на изделия конкретных типов.
Разд.3, 4. (Введены дополнительно, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1985
Личный кабинет:
доступно после авторизации Для жен призывников существует дополнительная господдержка
Для жен призывников существует дополнительная господдержка  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке