
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
14
:
42
апреля
12
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 78-89
Группа К23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШПАЛЫ ДЕРЕВЯННЫЕ ДЛЯ ЖЕЛЕЗНЫХ ДОРОГ ШИРОКОЙ КОЛЕИ
Технические условия
Wooden sleepers for full gauge railways.
Specifications
ОКП 53 4110
Срок действия с 01.01.91
до 01.01.96*
______________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 11-12, 1994 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения СССР
ИСПОЛНИТЕЛИ
Н.И. Жариков; Ю.Л. Петров; В.Ф. Барабошин, канд. техн. наук; В.А. Суханов, канд. техн. наук; В.Д. Черников; В.С. Васильев, канд. техн. наук; В.П. Тюнин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 28.08.89 N 2656
3. ВЗАМЕН ГОСТ 78-65
4. Срок первой проверки - 1995 г.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
4.3 | |
|
2.2, 4.1 | |
|
1.4 | |
|
1.4 | |
|
4.3 | |
|
2.8 | |
|
5.2 | |
|
3.4 | |
|
2.6, 4.1 | |
|
4.4 |
Настоящий стандарт распространяется на деревянные шпалы, предназначенные для железных дорог колеи 1520 мм.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Шпалы должны изготовляться из древесины сосны, кедра, ели, пихты, лиственницы и березы.
1.2. Типы и размеры
1.2.1. В зависимости от назначения шпалы должны изготовляться трех типов:
I - для главных путей;
II - для станционных и подъездных путей;
Ill - для малодеятельных подъездных путей промышленных предприятий.
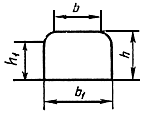
1.2.2. По форме поперечного сечения шпалы подразделяют на три вида:
обрезные - пропилены четыре стороны (черт. 1);
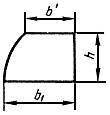
полуобрезные - пропилены три стороны (черт. 2);
необрезные - пропилены две противоположные стороны, две другие могут быть пропилены частично (черт. 3).
 .
.
 .
.
Черт. 3
1.2.3. В зависимости от типов размеры шпал должны соответствовать указанным в табл.1.
Таблица 1
мм
|
Тип шпалы |
Толщина |
Высота пропиленных боковых сторон |
|
| ||
|
|
|
|
верхней пласти |
нижней |
Длина | |
|
|
|
|
|
|
пласти |
|
|
|
|
|
не менее |
|
| |
|
|
|
|
|
|
|
|
|
II |
160±5 |
130 |
150 |
195 |
230±5 |
2750±20 |
|
III |
150±5 |
105 |
140 |
190 |
230±5 |
|





Примечания:
1. Шпалы типа II толщиной 155 мм следует относить к типу III.
2. Ширина верхней пласти необрезных шпал типа I должна быть не менее 155 мм.
3. Допускаются шпалы типа I с шириной нижней пласти 230 мм и шпалы типов II и III - 250 мм в количестве не более 10% в партии.
4. Ширина  необрезных шпал не должна превышать 280 мм.
необрезных шпал не должна превышать 280 мм.
1.2.4. Размеры шпал установлены для древесины с влажностью не более 22%. При большей влажности шпалы должны иметь по толщине и ширине припуски на усушку древесины для хвойных пород по ГОСТ 6782.1, а для лиственных пород - по ГОСТ 6782.2.
1.3. Характеристики
1.3.1. Качество древесины шпал должно соответствовать требованиям, указанным в табл.2.
1.3.2. В партии допускается 15% шпал с нормами ограничения пороков, установленными в табл.3.
Таблица 2
|
Порок древесины по ГОСТ 2140 |
Норма ограничения пороков древесины |
|
1. Сучки сросшиеся, частично сросшиеся и несросшиеся: |
|
|
а) здоровые (светлые, темные, с трещинами) |
В местах укладки путевых подкладок допускаются размером не более 60 мм, на остальных поверхностях - не более 110 мм |
|
б) загнившие и гнилые |
В местах укладки путевых подкладок допускаются размером не более 10 мм, на остальных поверхностях - не более 60 мм |
|
в) табачные |
Не допускаются |
|
2. Двойная сердцевина |
Не допускается |
|
3. Ядровая и наружная трухлявая гнили |
Не допускаются |
|
4. Грибные ядровые пятна (полосы) |
Допускаются, не более 25% соответствующей площади торцов, пластей и боковых сторон |
|
5. Заболонная гниль: |
|
|
мягкая |
Не допускается |
|
твердая |
Не допускается |
|
6. Ложное ядро |
Допускается размером не более 1/2 площади торца без выхода на верхнюю пласть |
|
|
Выход ложного ядра на боковые стороны допускается размером 2/3 толщины шпалы |
|
7. Глубокая червоточина |
Допускается в количестве не более 6 шт. на 1 м длины шпалы |
|
8. Трещины: |
|
|
а) метиковая |
Допускается протяженностью по торцу не более 1/3 толщины или ширины шпалы без выхода на верхнюю пласть |
|
б) отлупная |
Не допускается с выходом на верхнюю пласть и боковые стороны, а также с выходом на нижнюю пласть против мест расположения путевых подкладок |
|
в) морозная |
Не допускается на верхней пласти. На остальных поверхностях допускается глубиной не более 40 мм |
|
г) от усушки боковая |
Допускается длиной не более 450 мм каждая |
|
д) от усушки сквозная |
Допускается протяженностью по длине шпалы не более 100 мм |
|
9. Наклон волокон |
Допускается не более 10% |
|
10. Прорость |
Не допускается в местах укладки путевых подкладок. |
|
|
На остальных поверхностях допускается, мм, не более: |
|
|
длиной 800; |
|
|
шириной 50 и |
|
|
глубиной 20. |
|
11. Заруб и запил |
Не допускаются в местах укладки путевых подкладок. |
|
|
На остальных поверхностях допускается глубиной не более 20 мм и шириной не более 40 мм |
|
12. Покоробленность: |
|
|
а) простая |
Допускается со стрелой прогиба, мм, по пластям - не более 10 и по боковым сторонам - не более 100 |
|
б) крыловатость |
Допускается не более половины нормы простой покоробленности |
|
13. Кривизна: |
|
|
а) простая |
Допускается по боковым сторонам необрезных и полуобрезных шпал со стрелой прогиба не более 50 мм |
|
б) сложная |
Допускается не более половины нормы простой кривизны |
|
14. Скос пропила торцов шпал по отношению к продольной оси |
Допускается не более 20 мм по толщине и ширине шпалы |
|
| |
|
1. Не допускается одновременное наличие в шпале метиковых и морозных трещин. | |
|
2. Пороки по ГОСТ 2140, не указанные в таблице, допускаются. | |
Таблица 3
|
Порок древесины по ГОСТ 2140 |
Норма ограничения пороков древесины |
|
1. Сучки табачные |
На всех поверхностях за исключением мест укладки путевых подкладок допускаются размером не более 25 мм в количестве не более 3 шт. на шпалу |
|
2. Твердая заболонная гниль |
На всех поверхностях за исключением мест укладки путевых подкладок допускается в виде отдельных пятен размером не более 30 мм |
|
3. Трещины: |
|
|
а) метиковые |
Допускаются протяженностью по торцу не более 1/2 толщины и ширины шпалы без выхода на верхнюю пласть |
|
б) усушки боковые |
Допускаются длиной не более 700 мм каждая |
|
4. Кривизна простая |
Допускается по боковым сторонам необрезных и полуобрезных шпал со стрелой прогиба не более 100 мм |
1.3.3. Пласти шпал, а в обрезных шпалах (черт.1) и боковые стороны, должны быть взаимно параллельны. Непараллельность не должна быть более 10 мм на всю длину шпалы.
1.3.4. Непропиленные поверхности шпал должны быть очищены от коры и луба. Сучки и ребристая закомелистость должны быть срезаны вровень с поверхностью шпалы, при этом срез сучка может быть плоским.
1.3.5. Шпалы должны быть глубоконаколотыми по ТУ 13-06-23-1-87. Допускаются по согласованию с потребителем ненаколотые шпалы.
1.3.6. Шпалы, до укладывания их в путь, должны быть пропитаны на заводах-потребителях маслянистыми защитными средствами по ГОСТ 20022.5.
1.3.7. Режимы и качество пропитки шпал должны соответствовать требованиям к пропитке глубоконаколотых шпал на шпалопропиточных заводах и ГОСТ 20022.5.
1.4. Маркировка непропитанных шпал должна быть четкой и наноситься на один из торцов шпал клеймением или стойкой краской в соответствии с табл.4. Маркировка шпал после пропитки не возобновляется.
Таблица 4
|
|
Обозначение обработки и типа шпал | |||||
|
|
глубоконаколотых |
ненаколотых | ||||
|
|
I |
II |
III |
I |
II |
III |
|
Сосна и кедр |
· |
·I |
· |
I |
||
|
Ель и пихта |
·Е |
·EI |
·Е |
Е |
EI |
Е |
|
Лиственница |
·Л |
·ЛI |
·Л |
Л |
ЛI |
Л |
|
Береза |
·ЛЕ |
·ЛЕI |
·ЛЕ |
ЛЕ |
ЛЕI |
ЛЕ |
Примечание. Шрифт для маркировки - по ГОСТ 14192. Знак накалывания в форме круга диаметром не менее 10 мм.
1.5. Непропитанные шпалы должны быть рассортированы по каждому типу отдельно и по породам: сосновые и кедровые - вместе; еловые и пихтовые - вместе; лиственничные и березовые отдельно. Пропитанные шпалы рассортировывают по типам.
2. ПРИЕМКА
2.1. Партией считают любое количество непропитанных шпал одного типа и одной (двух по п.1.5) пород древесины или пропитанных шпал одного типа, оформленное одним документом о качестве.
Глубоконаколотые шпалы формируют в отдельные партии.
2.2. Документ о качестве должен содержать:
наименование организации, в систему которой входит предприятие-поставщик;
наименование предприятия-поставщика и его местонахождение (город или условный адрес);
для непропитанных шпал - тип и породу древесины, для пропитанных - тип;
количество шпал в партии, в штуках;
результаты испытаний или подтверждение соответствия настоящему стандарту;
обозначение настоящего стандарта.
2.3. Количество шпал в партии определяют сплошным пересчетом.
2.4. Качество и размеры шпал проверяют выборочным контролем.
Отбор шпал в выборку производят по ГОСТ 18321 методом "вслепую" в количестве, указанном в табл.5.
Таблица 5
|
шт | |
|
Объем партии |
Объем выборки |
|
До 90 |
5 |
|
91-150 |
8 |
|
151-280 |
13 |
|
281-500 |
20 |
|
501-1200 |
32 |
|
1201 и более |
50 |
Партию принимают, если в выборке все шпалы соответствуют требованиям настоящего стандарта.
При получении неудовлетворительных результатов партия бракуется.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Определение и измерение пороков древесины и обработки - по ГОСТ 2140.
Определение качества накалывания - по ТУ 13-06-23-1-87.
Определение качества пропитки шпал - в соответствии с требованиями к пропитке глубоконаколотых шпал на шпалопропиточных заводах и ГОСТ 20022.5.
3.2. Длина шпалы должна измеряться по наименьшему расстоянию между ее торцами, толщина - в любом месте, но не ближе 380 мм от торцов, ширина верхней и нижней пластей - в самом узком месте на участках длиной 400 мм, отстоящих на расстоянии 380 мм от торцов шпалы.
3.3. Размеры шпалы, а также расположение сеток отверстий измеряют металлической рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
3.4. Контроль предпропиточной влажности древесины шпал - по ГОСТ 20022.14.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование шпал производится всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на соответствующем виде транспорта. Размеры пакетов шпал - по ГОСТ 16369.
4.2. Хранение шпал должно производиться в соответствии с ГОСТ 9014.0 и требованиями к пропитке древесины на шпалопропиточных заводах.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1989
Личный кабинет:
доступно после авторизации «Можно я выйду?» Новый участник «Битвы сильнейших»...
«Можно я выйду?» Новый участник «Битвы сильнейших»...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке