
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
25
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 23182-78
(СТ СЭВ 559-77)
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КРУГИ ШЛИФОВАЛЬНЫЕ ДЛЯ РУЧНЫХ МАШИН
Технические условия
Grinding wheels for hand grinders.
Technical conditions
Срок действия с 01.01.1980
до 01.01.1985*
_________________________________
* Ограничение срока действия снято
по протоколу N 3-94 Межгосударственного Совета
по стандартизации, метрологиии сертификации.
(ИУС N 11-12, 1994 год). - Примечание
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 23 июня 1978 г. N 1656
ПЕРЕИЗДАНИЕ ноябрь 1980 г. с Изменением N 1, утвержденным в мае 1980 г. (ИУС 8-1980 г.).
Настоящий стандарт распространяется на шлифовальные круги на бакелитовой связке, предназначенные для использования на ручных шлифовальных машинах.
Стандарт соответствует СТ СЭВ 559-77.
Термины и определения - по ГОСТ 21445-75.
(Измененная редакция, Изм. N 1).
1. ТИПЫ И РАЗМЕРЫ
1.1. Круги должны изготовляться типов:
ПП - прямого профиля;
ПВ - плоские с выточкой;
5П - с опущенным центром;
ЧЦ - чашечные цилиндрические;
ЧК - чашечные конические;
Д - отрезные.
1.2. Размеры кругов должны соответствовать указанным на черт.1-6 и в табл.1-5.
Тип ПП

Черт.1
Таблица 1
|
мм | ||
|
|
|
|
|
Пред. откл. ±1,0 |
||
|
40 |
25 |
13 |
|
63 |
20; 50 |
|
|
80 |
20 |
20 |
|
100 |
10; 20; 32 |
|
|
125 |
16; 25 |
|
|
150 |
25; 32 |
32 |
|
200 |
32 |
|
Тип ПВ

Черт.2
Таблица 2
|
мм | ||
|
|
|
|
|
40 |
20 | |
|
63 |
13 |
31 |
|
100 |
50 | |
|
125 |
20 |
62 |
|
150 |
75 | |
|
200 |
32 |
100 |
 , (пред. откл. ±1,5)
, (пред. откл. ±1,5)
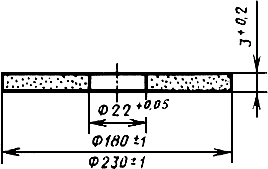
Тип 5П

Черт.3
Примечание. Размер, указанный в скобках, применять не рекомендуется.
Таблица 3
|
мм | |
|
|
|
|
125 |
6,0 |
|
180 |
3,2; 4,0; 6,0; 8,0; 10,0 |
|
230 |
3,2; 4,0; 6,0; 8,0; 10,0 |
Тип ЧЦ

Черт.4
Таблица 4
|
мм | |||
|
|
|
|
|
|
Пред. откл. ±1,0 |
Пред. откл. -1,5 | ||
|
80 |
40 |
65 |
32 |
|
125 |
63 |
100 |
50 |

Тип ЧК
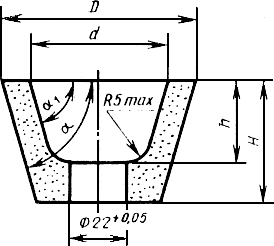
Черт.5
Тип Д
Черт.6
Таблица 5
|
Размеры в мм | |||||
|
|
|
|
|
|
|
|
Пред. откл ±1,0 |
Пред. откл. -1,5 |
Пред. откл. ±1° | |||
|
80 |
32 |
65 |
22 |
|
|
|
|
45 |
100 |
32 |
|
|
|
|
50 |
88 |
38 |
77° |
67° |


Пример условного обозначения круга типа 5П с наружным диаметром  =230 мм, высотой
=230 мм, высотой  =4,5 мм, диаметром посадочною отверстия
=4,5 мм, диаметром посадочною отверстия  =22 мм, из нормального электрокорунда марки 14А, зернистостью 50-Н, степенью твердости СТ3, на бакелитовой связке
=22 мм, из нормального электрокорунда марки 14А, зернистостью 50-Н, степенью твердости СТ3, на бакелитовой связке  , с упрочняющими элементами
, с упрочняющими элементами  , с рабочей скоростью 80 м/с, для ручных машин
, с рабочей скоростью 80 м/с, для ручных машин  :
:
5П 230х4,5х22 14А 50-Н СТ3 БУ 80 м/с Р ГОСТ 23182-78
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Круги должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Круги должны изготовляться из нормального электрокорунда марок 14А; 13А; черного карбида кремния марок 55С, 54С, 53С; зернистостью 125-50.
Примечания:
1. Круги типа 5П должны изготовлялся зернистостью 63, 50.
2. По заказу потребителя допускается изготовление кругов из других шлифовальных материалов, шлифовальных материалов других марок, зернистостей или их смесей.
3. Допускается изготовлять круги с упрочняющими элементами ( ). Размеры упрочняющих элементов и их расположение в круге - по нормативно-технической документации на упрочняющие элементы.
). Размеры упрочняющих элементов и их расположение в круге - по нормативно-технической документации на упрочняющие элементы.
2.3. Зерновой состав шлифовальных материалов - по ГОСТ 3647-80.
2.4. Радиальное биение наружной поверхности круга относительно оси посадочного отверстия не должно быть более 0,2 мм, торцовое биение - 0,4 мм.
2.5. Отключение от перпендикулярности торцов круга к оси посадочного отверстия не должно превышать 0,2 мм.
2.6. Отклонение от параллельности торцов круга не должно превышать 0,1 мм для неармированных кругов, для армированных кругов типов Д и 5П - 0,2 мм, для армированных кругов типа ПП - 0,3 мм.
2.7. Конусность и овальность отверстия или выточки не должны превышать допуска на их диаметр.
2.8. Раковины на рабочей поверхности круга не должны быть более 3 мм по диаметру и глубине.
2.9. Количество повреждений кромок не должно быть более двух и они не должны превышать:
по высоте круга - 1/20 высоты круга;
по длине окружности круга - 1/20 длины окружности круга;
радиальные повреждения - 1/8 ширины кольцевой кромки для кругов типов ЧЦ и ЧК;
для остальных типов кругов - 1/20 .
.
2.10. Степень твердости кругов должна быть от С1 до ЧТ - по ГОСТ 18118-79.
2.11. Механическая прочность кругов должна обеспечивать их работу с рабочими скоростями, указанными в табл.6.
Таблица 6
|
Тип круга |
Рабочая скорость, м/с |
|
ПП, ПВ |
30; 40; 50 |
|
5П, Д |
65; 80 |
|
ЧЦ, ЧК |
30; 40 |
Примечание. По заказу потребителя круги типа ПП допускается изготавливать с рабочей скоростью 80 м/с.
2.12. Допустимая неуравновешенная масса круга не должна превышать 0,004 , где - масса круга.
, где - масса круга.
2.13. Круги типов 5П и Д должны изготовляться с металлическими втулками с размерами посадочного отверстия, указанными на черт.3 и 6.
2.14. Правила и нормы безопасной работы с кругами - по ГОСТ 12.2.001-74.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия кругов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп.1.2, 2.4-2.12 для кругов диаметром до 63 мм подвергают 1% кругов, но не менее 20 шт. от партии; для кругов диаметром свыше 63 мм до 125 мм - 2% от партии, но не менее 20 шт.; для кругов диаметром свыше 125 мм - 15% от партии, но не менее 20 шт.
Партия должна состоять из кругов одного типоразмера, одной характеристики, одновременно предъявленных к приемке по одному документу.
3.3. При неудовлетворительных результатах приемочного контроля хотя бы по одному из показателей проводят повторную проверку на удвоенном количестве кругов. Результаты повторного контроля являются окончательными и распространяются на всю партию.
3.4. Периодические испытания должны проводиться не реже одного раза в год по ГОСТ 15.001-73*.
__________________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - Примечание .
3.5 Периодическим испытаниям на соответствие требованиям п.6.2 должны подвергаться круги в количестве не менее 20 шт. от партии.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Контроль размеров кругов проводят с применением универсальных измерительных инструментов.
Внешний вид кругов контролируют визуально.
4.2. Контроль допустимых неуравновешенных масс проводят на специальном оборудовании с точностью 15% от допустимой величины неуравновешенной массы.
4.3. Контроль твердости кругов - по ГОСТ 18118-79.
4.4. Испытания кругов на механическую прочность - по ГОСТ 12.2.001-74.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На торцовой поверхности круга должна быть четко нанесена маркировка:
а) товарный знак предприятия-изготовителя;
б) марка шлифовального материала;
в) зернистость;
г) марка связки (для кругов диаметром свыше 100 мм);
д) степень твердости;
е) рабочая скорость (для кругов диаметром 63 мм и более);
ж) буква Р, обозначающая назначение инструмента для ручных машин должна быть выделена и окрашена в различные цвета в зависимости от рабочей скорости круга:
черный цвет - для кругов с рабочей скоростью 30 м/с;
синий цвет - для кругов с рабочей скоростью 40 м/с;
зеленый цвет - для кругов с рабочей скоростью 50 м/с;
красный цвет - для кругов с рабочем скоростью 80 м/с.
Примечания: 1. Маркировку на кругах типов ЧК, ЧЦ и кругах диаметром до 63 мм допускается наносить на периферии.
2. При применении смеси шлифовальных материалов или зернистостей маркировать основную зернистость и материал.
5.2. Твердость кругов, контроль которых не предусмотрен ГОСТ 18118-79, маркируется в соответствии с рецептурой их изготовления.
5.3. Маркировка должна быть водостойкой и сохраняться при транспортировании и хранении.
5.4. Круги должны упаковываться в ящики по ГОСТ 2991-76 или бочки по ГОСТ 5958-79.
5.5. Маркировка и ее расположение на таре - по ГОСТ 14192-77.
5.6. Масса брутто с упакованными кругами не должна превышать 80 кг.
5.7. Каждая партия кругов должна сопровождаться документом, содержащим:
а) товарный знак предприятия-изготовителя;
б) условное обозначение круга;
в) номер маршрутного листа;
г) дату выпуска;
д) штамп технического контроля.
5.8. При хранении и транспортировании круги должны быть предохранены от попадания атмосферных осадков.
5.9. Срок хранения кругов не должен превышать шести месяцев. При хранении кругов свыше указанного срока круги могут быть использованы в производстве только после испытания их на механическую прочность.
5.10. Способы хранении кругов должны соответствовать указанным в табл.7.
Таблица 7
|
Способы хранения кругов (обозначены знаком х) | |||||
|
Тип круга |
Наружный диаметр круга, мм |
В ящике |
На ребре |
Стопкой высотой, не более, мм | |
|
|
|
|
|
300 |
600 |
|
ПП, ПВ, Д |
До 100 |
х |
- |
х |
х |
|
Св. 100 |
- |
х |
- |
х | |
|
5П, ЧЦ, ЧК |
Все размеры |
- |
- |
х |
- |
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие кругов требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
6.2. Эксплуатационные показатели качества кругов должны соответствовать указанным в табл.8.
Таблица 8
|
Условия обработки |
Эксплуатационные показатели | |||
|
характеристика круга |
обрабатываемый материал |
мощность на шпинделе ручной машины, Вт |
Коэффициент шлифования |
Режущая способность, г/мин |
|
ПП150х25х32 |
Чугун |
1286 |
4 |
40 |
|
ПП125х25х32 |
Чугун |
1600 |
8 |
60 |
|
5П180х6х22 |
Ст3 |
1600 |
4 |
24 |
|
ЧК 125х50х22 |
Чугун |
1323 |
7 |
25 |
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1981
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке