
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
12
53
апреля
10
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
МЕТОДИКА
ПО РАСЧЕТУ ВАЛОВЫХ ВЫБРОСОВ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ В АТМОСФЕРУ
ПРЕДПРИЯТИЯМИ МИНСЕВЗАПСТРОЯ РСФСР
Часть 2. Заводы по производству железобетона
СОГЛАСОВАНА Начальником Главного управления научно-технического развития и экологических нормативов Госкомприроды СССР В.И.Аковецким
Заведующим отделом контроля атмосферы ВНИИприроды В.В.Миляевым
Начальником Главного научно-технического управления Минсевзапстроя РСФСР Э.А.Чичеровым
Заместителем начальника Главного управления механизации, энергетики и транспорта Н.Н.Садовским
Директором проектно-технологического института Минсевзапстроя РСФСР А.С.Туркиным
Руководителем темы, заведующим отделом исследований и разработок норм и нормативных документов по охране окружающей среды Л.Я.Рубан, "06" июнь 1990 г.
Главным специалистом отдела А.П.Скибиным
Ответственным исполнителем, заведующим сектором М.П.Полупановым
УТВЕРЖДЕНА Заместителем Министра строительства в северных и западных районах РСФСР
ВЗАМЕН ВРД 66 72-84
Срок ввода в действие с __________ 199 г.
Настоящая методика разработана взамен ВРД 66 72-84 и предназначена для расчета валовых выбросов загрязняющих веществ заводов по производству железобетона подведомственных Минсевзапстрою РСФСР.
Методика разработана на основе материала справочных источников, научно-исследовательских работ, проведенных институтами Министерства и других ведомств, а также результатов инструментальных замеров санитарно-гигиенических лабораторий, проводивших обследования заводов по производству железобетона.
В настоящей методике изложены и уточнены характеристики заводов по производству железобетона и применяемого для этого сырья, загрязняющих веществ образующихся при изготовлении железобетона и методы расчета определения массы загрязняющих веществ, поступающих в атмосферу (методы прямых измерений, расчетные методы).
1. ОБЩИЕ ПОЛОЖЕНИЯ
Целью настоящей методики является разработка единой методической основы выполнения расчетов валовых выбросов загрязняющих веществ в атмосферу от заводов по производству железобетона, подведомственных Минсевзапстрою РСФСР.
Применение методики способствует проведению инвентаризации источников выбросов, разработке нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу (ПДВ) и временно согласованных выбросов загрязняющих веществ в атмосферу (ВСВ), а также планированию природоохранных предприятий и составлению статистической отчетности по охране атмосферы.
Настоящая методика содержит:
характеристику основных технологических процессов производства железобетона, которые влияют на образование, выделение и выброс загрязняющих веществ;
методы проведения расчетов качественных и количественных показателей выбросов загрязняющих веществ из источников выбросов посредством прямых измерений, а также расчетными методами;
перечень и краткую характеристику загрязняющих веществ образующихся при производстве железобетона;
основные технологические характеристики установок и аппаратов очистки выбросов загрязняющих веществ;
справочные материалы по технологическому оборудованию, сырью, материалам и т.п. необходимых для проведения расчетов валовых выбросов загрязняющих веществ;
генплан, таблицы и формулы расчета загрязняющих веществ;
примеры расчета валовых выбросов от заводов по производству железобетона.
Настоящая методика устанавливает методологическую основу определения валовых выбросов как от самостоятельных заводов по производству железобетона, так и от отдельных цехов, входящих в состав других предприятий и расположенных на одной с ним территории.
Валовые выбросы по заводам производства железобетона в целом определяются путем суммирования их по отдельным участкам, цехам, переделам и т.д.
При наличии в составе завода по производству железобетона цехов, участков, переделов (нестандартного оборудования, камнедробильный, столярный, гараж и пр.), выделяющих загрязняющие вещества, расчет валовых выбросов приводится ориентировочно, уточненные расчеты производятся в соответствии с частями 1/ , 3-6* Методик ? разработанных непосредственно для данных производств.
________________
* Соответствует оригиналу. - Примечание изготовителя базы данных.
Термины и определения, применяемые в настоящей методике, соответствуют ГОСТ 17.2.1.03-84 и ГОСТ 17.2.1.04-77 [1, 2].
2. ЗАВОД ПО ПРОИЗВОДСТВУ ЖЕЛЕЗОБЕТОНА КАК ИСТОЧНИК
ЗАГРЯЗНЕНИЯ АТМОСФЕРЫ
Величина выбросов загрязняющих веществ в атмосферу от заводов по производству железобетона зависит от принятой схемы организации работ, условий обеспечения производства сырьем и материалами, их переработкой и доведением до рабочего состояния, а также видом применяемого технологического процесса и оборудования.
2.1. Структура завода по производству железобетона
Заводы по производству железобетона в системе Минсевзапстроя РСФСР по назначению изготавливаемой продукции подразделяются на заводы железобетонных конструкций (ЖБК), железобетонных изделий (ЖБИ), на которых кроме основной продукции изготавливают бетонную смесь и растворы. По аналогичной технологии работают заводы крупнопанельного домостроения (КПД) и домостроительные комбинаты (ДСК).
В зависимости от величины фронта работ, наличия сырья и материалов, климатических условий, наличие подъездных путей и др. факторов заводы могут быть стационарные, сборно-разборные и передвижные, постоянные или временные, для обслуживания всего строительства или нескольких участков, а также обеспечения строительства товарным бетоном в определенном радиусе или отдельной территории.
В состав типового завода постоянного действия входят:
1. Склады заполнителей, состоящие из приемных устройств, машин разгрузки вагонов и штабелирования, устройств подачи материалов из штабелей на бетоносмесительный узел, устройств подогрева заполнителей в зимних условиях.
2. Склады цемента, состоящие из приемных устройств, разгрузчиков вагонов, оборудования для перемещения цемента в силосы хранения и подачи его на бетоносмесительный узел.
3. Бетоносмесительные установки (БСУ), состоящие из подъемно-транспортного оборудования для подачи заполнителей и цемента, резервуаров для воды, дозаторов, бетономешалок и устройств для выдачи готовой смеси.
4. Оборудование для изготовления арматурных каркасов и сеток, изготовление конструкций и изделий, формовочные станы, пропарочные камеры, а также подъемно-транспортное оборудование, магистральные сети энергоносителей, в отдельных случаях котельную и компрессорную.
При снабжении завода некондиционными заполнителями, склад заполнителей дополняется дробильно-сортировочной установкой.
Кроме основного производства в составе завода есть складские помещения, цехи ремонта основного технологического оборудования, конторские помещения и др.
На рис.1 представлен генплан завода по производству железобетона с расположением источников выбросов загрязняющих веществ, а таблица 1 содержит характеристику источников выделения и выбросов загрязняющих веществ.
Генплан завода железобетонных конструкций с расположением источников выбросов
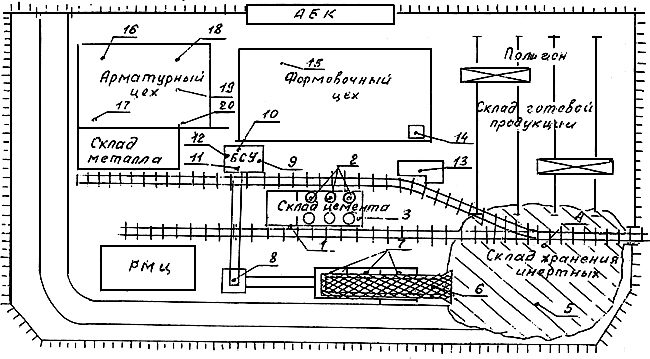
Рис.1
Таблица 1
Источники выделения и основные виды загрязняющих веществ на заводе
по производству железобетона
|
Цех, отделение, участок |
Источники выделения загрязняющих веществ |
Вид загрязняющего вещества |
Источник выброса |
Номер источника выброса на генплане |
|
1 |
2 |
3 |
4 |
5 |
|
Склад хранения цемента |
Пост разгрузки железнодорожных вагонов |
Пыль цемента |
Неорганизованный выброс |
1 |
|
Силосы хранения цемента (пневмотранспорт) |
" |
Выхлопные трубы пылеуловителей |
2 | |
|
|
Разгрузка силосов в автотранспорт |
|
" |
3 |
|
Склад хранения каменных материалов |
Пост разгрузки железнодорожных вагонов |
Пыль материалов |
Неорганизованный выброс |
4 |
|
Пост разгрузки автотранспорта |
Пыль материалов |
" |
5 | |
|
|
Грохот |
Пыль |
Выхлопные трубы пылеуловителей |
6 |
|
|
Узел пересыпки в бункера хранения и сушки |
" |
" |
7 |
|
Узлы пересыпок с транспортеров на транспортеры |
" |
" |
8 | |
|
Бетоносмесительный узел |
Расходные бункера цемента (пневмотранспорт) |
Пыль цемента |
" |
9 |
|
Бетоносмесительный узел |
Бетоносмесители и дозаторы цемента |
Пыль цемента |
Выхлопные трубы вентиляции |
10 |
|
Узлы пересыпок с транспортера в тачку, расходные бункеры и дозаторы |
Пыль инертных материалов |
" |
11 | |
|
Отсос от дозаторов и бункеров |
" |
" |
12 | |
|
Формовочный цех |
Пост опорожнения железнодорожных цистерн и хранения смазок |
Углеводороды |
Неорганизованный выброс |
13 |
|
|
Баки-смесители подогрева смазок |
" |
" |
14 |
|
|
Пост смазки форм |
" |
" |
15 |
|
Арматурный цех |
Станки протяжки и резки арматурной стали |
Абразивно-метал- |
Выхлопные трубы пылеуловителей |
16 |
|
|
Установки для гнутья арматурной стали, правки и резки |
Металлическая пыль, ржавчина, окалина |
" |
17 |
|
|
Установки изготовления (сварки) арматурных сеток |
Оксиды железа, марганца, пыль сварки |
" |
18 |
|
|
Установки для изготовления арматурных каркасов |
" |
" |
19 |
|
|
Посты ручной и полуавтоматической сварки |
Пыль сварки, оксиды марганца |
Выхлопные трубы вентиляции |
20 |
2.2. Характеристика производства и виды бетонных изделий
Сборные железобетонные изделия и конструкции, как правило, состоят из металлической арматуры, бетона и закладных деталей.
Арматура изготавливается из арматурной стали определенных классов в арматурном цехе. Механическая обработка стали для арматурных изделий включает правку, отмеривание, резку и сварку стали в виде гнутых стержней и сеток, изготовление монтажных петель и другие операции.
Использование машин для выполнения этих работ позволяет механизировать и автоматизировать основные переделы механической обработки стали арматурного производства.
Бетонные смеси изготавливают в бетонно-смесительном узле (БСУ) путем смешения компонентов (вяжущее, заполнителя и затвердителей) в бетономешалке (бетоносмеситель).
Марку бетонной смеси подбирают в зависимости от марки бетона. В формовочном цехе производят формование сборных бетонных и железобетонных изделий и конструкций, и включает операции укладки бетонной смеси, ее уплотнение, формообразование, пропарке изделий, а также отделки их лицевых поверхностей.
Бетон - искусственный камневидный строительный материал представляющий собой затвердевшую смесь вяжущих, заполнителей и добавок (затвердителей).
Применяемые в строительстве бетоны классифицируют по средней плотности, основному назначению, виду применяемых для их изготовления вяжущих, виду заполнителей и по структуре.
По признакам классификации бетоны бывают:
Основного назначения (конструкционные, специальные бетоны).
Вяжущие - на цементных, шлаковых, известковых, гипсовых и пр. вяжущих.
По виду заполнителя - на плотных, пористых и на специальных заполнителях.
По структуре - плотной поризованной и крупнопористой структуре.
2.3. Характеристика сырья
Качественные и количественные характеристики загрязняющих веществ выбрасываемых в атмосферу во многом зависят от качества, месторождения, структуры и химического состава минеральных материалов в производстве бетонов.
Цемент. Основным вяжущим бетонов является цемент. Основными видами цемента являются портландцемент, портландцемент с минеральными добавками и шлакопортландцемент, марок 300-500 соответствующий ГОСТ 10178-85. Тонкость помола по остатку на сите N 008 не должно превышать 15% массы просеянного цемента. Содержание в клинкере SО должно быть не более 3,5%; MgO - не более 5%. Начало схватывания не ранее 45 мин, а конец не позднее 10 часов.
должно быть не более 3,5%; MgO - не более 5%. Начало схватывания не ранее 45 мин, а конец не позднее 10 часов.
Щебень, гравий. В качестве крупных заполнителей для тяжелых бетонов применяют гравий (ГОСТ 8268-82*) или щебень (ГОСТ 8267-82*) из изверженных метаморфических и осадочных пород и щебень из доменного шлака (ГОСТ 5578-76**).
______________
* На территории Российской Федерации действует ГОСТ 8267-93. - Примечание изготовителя базы данных.
** На территории Российской Федерации действует ГОСТ 5578-94. - Примечание изготовителя базы данных.
Щебень, гравий и щебень из гравия должны применяться в виде фракций от 5 до 10, от 10 до 20, от 20 до 40 и от 40 до 70 мм. Содержание в щебне зерен слабых и выветрелых пород не должно превышать 10%. Разрешается применять щебень из карбонатных пород марки 400, если содержание в нем зерен слабых пород менее 5% (к слабым породам относятся породы с прочностью на сжатие в водонасыщенном состоянии менее 20 МПа) [3].
Наличие глины в виде отдельных комьев в количестве 0,25% или пленки, обволакивающей зерна заполнителей, не допускается.
Песок. Пески, применяемые для бетона, должны соответствовать ГОСТ 8736-85* и могут применяться в естественном состоянии (природными), фракционированными или обогащенными. Допускается применение песков, полученных только дроблением и фракционированием горных пород.
________________
* На территории Российской Федерации действует ГОСТ 8736-93. Здесь и далее по тексту. - Примечание изготовителя базы данных.
Содержание примесей в песке не должно превышать указанного в табл.2.
Таблица 2
Требования к содержанию примесей в песке [3]
|
Песок |
Пылевидные, глинистые и илистые частицы, определяемые отмучиванием, % по массе, не более |
Глина в комках, % по массе, | ||
|
по ГОСТ 8736-85 |
по ГОСТ 10268-80 |
по ГОСТ 8736-85 |
по ГОСТ 10268-80 | |
|
Природный |
3 |
3 |
0,5 |
0,5 |
|
Обогащенный |
2 |
2 |
0,25 |
0,25 |
|
Фракционированный: |
||||
|
крупная фракция |
0,5 |
2 |
0,1 |
0,25 |
|
мелкая фракция |
1,5 |
2 |
0,2 |
0,25 |
|
Дробленый: |
|
|
|
|
|
необогащенный |
4 |
5 |
0,35 |
0,50 |
|
обогащенный |
2,5 |
- |
0,25 |
- |
|
Фракционированный: |
|
|
|
|
|
крупная фракция |
1 |
- |
0,1 |
- |
|
мелкая фракция |
2 |
- |
0,2 |
- |
|
из отсевов |
5 |
- |
0,5 |
- |
|
то же, обогащенный |
3 |
- |
0,35 |
- |
Смазки. Для смазки форм применяют смазки типа эмульсионных, масляных и консистентных. Характеристика смазок представлена в табл.3 [3].
Таблица 3
Состав смазок для форм
|
Вид смазки |
Компоненты смазок |
Расход на 1 м |
Способ нанесения | |
|
Наименование |
Содержание, % |
|||
|
Обратная эмульсия |
Эмульсол кислый синтетический (ЭКС), по ТУ 38-101536-80 |
20 |
200-300 |
через форсунку |
|
|
Насыщенный раствор извести при 50-60 °С |
80 |
||
|
|
Эмульсол кислый синтетический (ЭКС) |
20 |
200-300 |
" |
|
|
Насыщенный раствор извести при 50-55 °С |
70-75 |
||
|
Соляровое масло |
10-5 |
|||
|
Прямая эмульсия |
Эмульсол кислый синтетический (ЭКС) |
10 |
200-300 |
" |
|
Кальцинированная сода |
1 |
|||
|
|
Вода |
89 |
| |
|
Масляная |
Отработанное масло ММО и МИО по ГОСТ 21046-86 |
- |
150-200 |
Валиком, кистью |
|
Консистентная |
Технический вазелин |
35 |
до 30 |
втирание вручную |
|
Стеарин |
15 |
|||
|
|
Соляровое масло |
50 |
|
|
|
|
Технический вазелин |
70 |
до 30 |
" |
|
|
Стеарин |
30 |
|
|
Кроме перечисленных в табл.3 применяются петралатумно-керосиновая смесь, состоящая из 1 части петралатума и 2,5 части керосина, солидол или автол в смеси с керосином в соотношении 1:1, а также смесь кулисного и машинного масел в соотношении 1:1. Смазку наносят из расчета 150 г на 1 м .
.
2.4. Характеристика выделяющихся загрязняющих веществ
Склад цемента. При выгрузке цемента из железнодорожных вагонов, а также при загрузке силосов хранения и их разгрузки выделяется пыль цемента [4], классифицируемая как пыль, содержащая 20% SiO . Химический состав цементной пыли зависит от химического состава клинкера, а также добавок (шлака доменного, электротермофосфорного, активных минеральных добавок и т.п.).
. Химический состав цементной пыли зависит от химического состава клинкера, а также добавок (шлака доменного, электротермофосфорного, активных минеральных добавок и т.п.).
В табл.4 представлен примерный химический состав пыли портландцемента, наиболее широко применяемого для изготовления бетона, в табл.5 - дисперсный состав [5, 6].
Таблица 4
Химический состав пыли цемента
|
Компоненты |
SiO |
CaO |
Al |
Fe |
MgO |
SO |
MnO |
Cr |
|
Содержание массы, % |
28-73,1 |
52-69 |
2-10 |
1,5-10 |
0,3-22,3 |
0,04-2 |
следы |
0,00001-0,001 |
* Количество SiO в свободном состоянии (для пыли, находящейся в воздухе) - 0,8-3,1%.
Таблица 5
Дисперсный состав пыли цемента
|
Размер фракций, мкм |
0-5 |
5-10 |
10-20 |
20-40 |
40-60 |
более 60 |
|
Содержание массы, % |
7,6-12 |
9-18 |
23-24 |
21-22,6 |
11-15,1 |
14-18,5 |
В пыли шлакопортландцемента свободного SiO содержится до 3%, в пуццолановом портландцементе - 10-37%, в кислотоупорном цементе - 67% [7].
Склад инертных материалов. При выгрузке инертных материалов из железнодорожных вагонов и автомобильного транспорта, а также при перемещении инертных материалов на складе землеройными машинами и пересыпках материалов (питатели, транспортеры, бункера и т.п.), выделяется пыль инертных материалов (песка, щебня, гравия и др.).
Химический состав пыли зависит от вида материала и от месторождения инертного материала. В табл.6 представлен примерный химический состав пыли наиболее широко применяемых в производстве железобетона [6], a в табл.7 примерный дисперсный состав пыли песка.
Таблица 6
Химический состав пыли заполнителей
|
Вид пыли |
SiO |
Al |
Fe |
CaO |
MgO |
SO |
Щелочной |
п.п.п. |
Всего | |
|
|
Na |
K |
||||||||
|
Песчано-щебеночная |
61 |
10,3 |
2,75 |
9,04 |
2,82 |
следы |
2,2 |
3,65 |
8,07 |
99,84 |
|
Гранитная |
71,56 |
12,53 |
3,78 |
1,56 |
0,78 |
- |
2,45 |
5,25 |
1,24 |
99,15 |
|
Пегматитовая и гнейсовая |
67,26 |
15,65 |
4,35 |
3,16 |
1,72 |
0,02 |
3,10 |
2,65 |
1,06 |
98,91 |
|
Трахитовая |
67,26 |
2,25 |
13,16 |
3,16 |
1,42 |
0,2 |
4,45 |
5,25 |
0,98 |
98,13 |
|
Шлаковая |
53,6 |
11,6 |
2,6 |
26,25 |
2 |
3,15 |
0,1 |
0,7 |
- |
100 |
Таблица 7
Дисперсный состав пыли кварцевого песка
|
Размер фракций, мкм |
5-10 |
10-20 |
20-40 |
40-60 |
60-80 |
80-100 |
более 100 |
|
Содержание массы, % |
6 |
14 |
25 |
17 |
10 |
8 |
20 |
Пыль инертных материалов относится к кремнесодержащим:
SiO - оксид кремния аморфная в смеси с MgO в виде аэрозоля с содержанием каждого компонента более 10%;
SiO - оксид кремния кристаллическая с содержанием ее в пыли от 10 до 70% [9].
Бетоносмесительный узел. В бетоносмесительном узле выделяется пыль цемента, песка, крупного заполнителя (щебня или гравия), химический и фракционный состав которой приведен выше.
Формовочный цех. Для формовочных цехов характерны незначительные выбросы пыли, а также углеводородов от смазок, в состав которых входят различные нефтепродукты (соляровое масло, автол, керосин и др.) и пары парафина - одного из компонентов смазок.
Арматурный цех. Воздушная среда арматурных цехов загрязняется пылью и газами от сварочных машин (установок), сварочных постов ручной электродуговой сварки и станков металлообработки.
Главной составной частью пылевых выбросов арматурных цехов являются оксиды железа (FeO) и оксида кремния (SiO).
Вместе с тем в пыли содержатся различные оксиды марганца (MnO, MnO, MnO). В пыли содержащей 1,72-4,2% оксидов марганца, наибольший процент приходится на закись марганца, меньший - на закись окиси марганца, а также в значительном количестве содержится двуокись марганца.
При работе с фторокальцевыми электродами (АНО-1, УОНИ-13/45, ОЗС-6 и др.) 60% марганца переходит в сварочный шов, остальное количество оседает в шлаке или уносится в атмосферу.
При работе с марганцевыми (руднокислыми) электродами (ОМН-2, АНО-3, АНО-3, 5; ОЗС-3 и др.) только 13% марганца переходит в шов, то есть при работе с основными электродами в воздух выделяется значительно меньшее количество марганца, чем при сварке руднокислыми электродами. Однако при сварке фторокальцевыми электродами выделяются газы: фтористые соединения, оксид углерода, диоксид азота. Фтористые соединения получаются при сжигании плавикового шпата присутствующем в покрытии электродов. Исследованиями [10] установлено, что при содержании в покрытии плавикового шпата от 1 до 3% образуется минимальное количество фтористого водорода.
При воздействии сварочной дуги на азот воздуха получаются оксиды азота, а оксиды углерода образуются в основном за счет неполного сгорания углерода, содержащегося в электродах и свариваемом металле.
В таблице 8 приведен химический состав сварочной пыли, образующейся при сварке электродами УОНИ 13/45 на рабочем месте сварщика [9].
Таблица 8
Химический состав электросварочной пыли
|
Fe |
MnO |
SiO |
Cr | ||||||||
|
мин |
макс |
сред |
мин |
макс |
сред |
мин |
макс |
сред |
мин |
макс |
сред |
|
33,0 |
62,2 |
47,2 |
1,1 |
8,8 |
4,2 |
7,037 |
7,1 |
7,06 |
0,002 |
0,02 |
0,006 |
В сварочной пыли диоксид кремния находится в связанном состоянии, поэтому она менее опасна, чем диоксид кремния в ее кристаллической модификации [9].
Хромовые соединения, содержащиеся в пыли в тысячных долях, не оказывают существенного влияния на профессиональную патологию сварщиков.
3. ОПРЕДЕЛЕНИЕ МАССЫ ВЫДЕЛЯЮЩИХСЯ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ
Масса выделяющихся загрязняющих веществ (валовое выделение),  , представляет собой сумму выделений загрязняющих веществ по компонентам от всех технологических процессов и оборудования предприятия и определяется по формуле:
, представляет собой сумму выделений загрязняющих веществ по компонентам от всех технологических процессов и оборудования предприятия и определяется по формуле:
 , (т/сутки), (1)
, (т/сутки), (1)
где:  - номер выделяющегося загрязняющего вещества (присваивается произвольно
- номер выделяющегося загрязняющего вещества (присваивается произвольно  );
);
 - номер источника выделения загрязняющего вещества
- номер источника выделения загрязняющего вещества  ;
;
 - масса -го загрязняющего вещества, выделяющегося в -м источнике выделения, т/ч;
- масса -го загрязняющего вещества, выделяющегося в -м источнике выделения, т/ч;
 - продолжительность выделения -го загрязняющего вещества в -м источнике выделения, ч/сутки.
- продолжительность выделения -го загрязняющего вещества в -м источнике выделения, ч/сутки.
Перед определением массы выделяющихся загрязняющих веществ необходимо:
ознакомиться с технологическим процессом;
определить места расположения, размеры источников выбросов;
провести визуальный осмотр вентиляционных (аспирационных) устройств, а также установок газоочистки и пылеулавливания;
ознакомиться с проектной документацией (отчетами по испытанию и наладке, паспортами на системы и газоочистные установки и др.);
выявить техническое соответствие состояния технологического оборудования требованиям санитарных норм (герметичность, обеспеченность укрытиями, встроенными отсосами и т.п.).
Основной метод определения массы выделяющихся загрязняющих веществ, выбрасываемых в атмосферу - метод прямых измерений, при котором проводятся измерения концентраций загрязняющих веществ, объемов газовоздушной смеси и других параметров инструментальными способами.
При отсутствии оборудования и аппаратуры для инструментального определения видов и массы загрязняющих веществ, выбрасываемых в атмосферу, по согласованию с органами Госкомприроды СССР допускается временно проводить учет таких выбросов с использованием балансового и расчетного (вспомогательного) методов [11].
3.1. Метод прямых измерений
При определении концентраций загрязняющих веществ промышленных выбросов и параметров газовых потоков определения и расчета выбросов из стационарных источников используются методики, утвержденные соответствующими органами Госкомгидромета СССР [12, 13].
Измерение концентраций загрязняющих веществ и других параметров газовых потоков на действующих предприятиях производится при нормальном эксплуатационном состоянии технологического оборудования.
Обследование вентиляционных выбросов осуществляется, как правило, после окончания наладки систем и устройств вентиляции на санитарно-гигиенический эффект. В случае проведения замеров при инвентаризации без проведения предварительной наладки систем и устройств вентиляции полученные результаты считаются предварительными и требующими уточнения после окончания наладочных работ [14].
На этом этапе осуществляются:
аэродинамические испытания вентиляционных устройств и систем;
отбор проб и анализ воздуха на содержание загрязняющих веществ в воздуховодах, шахтах, дефлекторах, фонарях и т.д.;
определение массы выбрасываемых загрязняющих веществ в атмосферу;
оформление результатов обследования вентиляционных выбросов (герметические размеры источника, параметры газовоздушной смеси, наименование выбрасываемых загрязняющих веществ и т.д.);
определение степени очистки газовоздушной смеси газоочистными и пылеулавливающими установками и оформление результатов их испытаний.
3.1.1. Определение массы загрязняющих веществ, выделяющихся от технологического оборудования.
Масса загрязняющего вещества  , выделяющегося от технологического оборудования определяется по формулам:
, выделяющегося от технологического оборудования определяется по формулам:
 , (т/год), (2)
, (т/год), (2)
 , (кг/ч), (3)
, (кг/ч), (3)
 , (г/с), (4)
, (г/с), (4)
где:  - время работы технологического оборудования, ч/год;
- время работы технологического оборудования, ч/год;
 , (5)
, (5)
 - начальная концентрация загрязняющих веществ (для пылевых выбросов - концентрация пыли), поступающих на очистку, г/нм
- начальная концентрация загрязняющих веществ (для пылевых выбросов - концентрация пыли), поступающих на очистку, г/нм ;
;
 - расход отходящего газа (загрязненного воздуха), нм/ч;
- расход отходящего газа (загрязненного воздуха), нм/ч;
 - количество рабочих дней в году;
- количество рабочих дней в году;
 - количество смен в сутки;
- количество смен в сутки;
 - количество часов работы в смену;
- количество часов работы в смену;
 - коэффициент использования технологического оборудования (для бетонных заводов, оборудованных бетоносмесителями цикличного действия, коэффициент использования технологического оборудования учитывает фактическое время пылеобразования только от разгрузки цемента и заполнителей, то есть время, затрачиваемое на перемещение и выгрузку готовой смеси, исключается).
- коэффициент использования технологического оборудования (для бетонных заводов, оборудованных бетоносмесителями цикличного действия, коэффициент использования технологического оборудования учитывает фактическое время пылеобразования только от разгрузки цемента и заполнителей, то есть время, затрачиваемое на перемещение и выгрузку готовой смеси, исключается).
 , (г/нм). (6)
, (г/нм). (6)
При инструментальных замерах объемный расход отходящих газов (загрязненного воздуха) приводится к нормальным условиям по формуле:
 , (нм/ч), (7)
, (нм/ч), (7)
где:  - объемный расход отходящего газа при рабочей температуре °С, м/ч;
- объемный расход отходящего газа при рабочей температуре °С, м/ч;
 - рабочее давление при отборе пробы, мм рт.ст.;
- рабочее давление при отборе пробы, мм рт.ст.;
- температура отходящего газа, °С.
 , (м/ч) , (8)
, (м/ч) , (8)
где:  - скорость газового (газовоздушного) потока в газоходе, м/с;
- скорость газового (газовоздушного) потока в газоходе, м/с;
 - площадь поперечного сечения газохода, м.
- площадь поперечного сечения газохода, м.
Для расчетов, не требующих высокой точности, допускается принимать  .
.
Для источников выделения, не обеспеченных системами газоочистки, масса выделяющихся загрязняющих веществ равна массе этих веществ, выбрасываемых в атмосферу.
3.1.2. Определение массы загрязняющих веществ, уловленных аппаратами и установками очистки выбросов.
Масса загрязняющих веществ  , поступающих в атмосферу из источников выбросов, оснащенных газоочистными и пылеулавливающими установками, зависит от концентрации загрязняющих веществ в газовоздушной смеси после ее очистки и для каждого источника определяется по формуле:
, поступающих в атмосферу из источников выбросов, оснащенных газоочистными и пылеулавливающими установками, зависит от концентрации загрязняющих веществ в газовоздушной смеси после ее очистки и для каждого источника определяется по формуле:
 , (г/ч), (9)
, (г/ч), (9)
где:  и
и  - соответственно концентрация загрязняющих веществ, г/м и объемный расход газа, нм/ч после очистки;
- соответственно концентрация загрязняющих веществ, г/м и объемный расход газа, нм/ч после очистки;
и  - соответственно концентрация загрязняющих веществ, г/нм и объемный расход газа, нм/ч до очистки;
- соответственно концентрация загрязняющих веществ, г/нм и объемный расход газа, нм/ч до очистки;
 - общая степень очистки пыли в установке, состоящей из нескольких ступеней, %.
- общая степень очистки пыли в установке, состоящей из нескольких ступеней, %.
Для газопылеулавливающей установки, состоящей из нескольких ступеней (аппаратов) очистки, общая степень очистки определяется по формуле:
 , %, (10)
, %, (10)
где:  - значения степени очистки газов от пыли (или другого загрязняющего вещества) соответственно на первой, второй и
- значения степени очистки газов от пыли (или другого загрязняющего вещества) соответственно на первой, второй и  -ой ступенях очистки, %.
-ой ступенях очистки, %.
Степень очистки газовых потоков, которая может быть достигнута в пылеулавливающем аппарате, зависит от дисперсного состава улавливаемых частиц пыли, типа аппарата, параметров его работы и затрат на очистку.
Степень очистки газа или пыли при подсосе воздуха (или его утечке) в пределах 5% от количества воздуха, поступающего в установку, определяется по формуле:
 , (%). (11)
, (%). (11)
При подсосах воздуха (или его утечке) более 5% от количества газа (воздуха), поступающего в установку, степень очистки последней определяется по формуле:
 , (%), (12)
, (%), (12)
где: и - объемный расход газа соответственно на входе в установку и на выходе из нее, нм/ч.
Ориентировочные значения степени очистки пылеулавливающих аппаратов принимаются по данным табл.9.
Таблица 9
Значения степени очистки пылеулавливающих аппаратов [15]
|
Цех, участок, отделение |
Пылеулавливающие аппараты |
Степень очистки, % |
|
1 |
2 |
3 |
|
Склад хранения цемента |
Циклоны НИИОГАЗ |
75 |
|
Рукавные фильтры РП, РВ, РС1 (СМЦ-166) |
99,5 | |
|
НС (СМЦ-169) |
99 | |
|
|
ФВ |
68 |
|
|
Гравийные фильтры |
90 |
|
Расходные бункера и дозаторы цемента |
Циклоны НИИОГАЗ |
83 |
|
Рукавные фильтры РП, РВ, РС1 (СМЦ-166) |
99,5 | |
|
НС (СМЦ-169) |
99 | |
|
|
ФВК |
93 |
|
|
ФВ |
54 |
|
|
Зернистые фильтры |
58 |
|
Бетоносмесительный узел |
Циклоны НИИОГАЗ |
70 |
|
ЛИОТ |
61 | |
|
|
СИОТ |
85 |
|
|
Рукавные фильтры РП, РВ, РС1 (СМЦ-166) |
99,5 |
|
|
ФРКИ, ФРКН |
99,9 |
|
|
НС (СМЦ-169) |
99 |
|
|
ФВК |
93,5 |
|
|
ФВ |
53 |
|
Склад инертных материалов |
Циклоны НИИОГАЗ |
83 |
|
Рукавные фильтры ФРО, ФРКИ, ФРКН |
99,5 | |
|
|
ФВК, ФВ |
65 |
В табл.10 представлена характеристика работы установок очистки наиболее часто встречающихся в производстве железобетона.
Таблица 10
Основные параметры работы установок очистки газа на предприятиях железобетона,
наиболее часто встречающихся в практике
|
Наименование цеха, участка |
Параметры |
Загрязняющее вещество |
Установка очистки газа |
Степень очистки |
Параметры | ||||
|
|
|
|
|
|
| ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
I ступень |
|||||||
|
Цементные силоса |
4500 |
21 |
8,7 |
Пыль цемента |
Циклон типа ЦН |
87 |
|
|
1,13 |
|
|
|
|
|
II ступень |
|||||
|
|
|
|
1,13 |
|
Рукавный фильтр типа ФВ, ФВК |
75 |
6100 |
21 |
0,28 |
|
I ступень |
|
|
|
| |||||
|
То же |
2000 |
21 |
10,1 |
" |
Рукавный фильтр СМЦ-166 |
98 |
2400 |
21 |
0,2 |
|
I ступень |
|||||||||
|
Бетоносмесительный узел |
5400 |
30 |
11,3 |
Пыль цемента, песка |
Циклон типа ЦН, ЛИОТ, СИОТ |
98,0 |
|
|
0,17 |
|
II ступень |
|||||||||
|
|
|
0,17 |
|
Фильтр типа СМЦ-166, ФВК |
83,0 |
7000 |
30 |
0,03 | |
|
I ступень |
|||||||||
|
Отсос от дозаторов и бетономешалок |
8330 |
30 |
3,2 |
" |
Фильтр типа БФМ |
80,0 |
9100 |
30 |
0,84 |
|
I ступень |
|||||||||
|
Склад инертных материалов |
5200 |
12 |
11,0 |
Пыль акменных материалов, керамзита |
Циклоны типа ЦН НИИОГАЗ |
80,0 |
|
|
2,2 |
|
II ступень |
|||||||||
|
|
|
|
2,2 |
|
Фильтр типа ФВ, ФРО, ФРКИ |
98,0 |
5400 |
12 |
0,04 |
|
I ступень |
|||||||||
|
Пневмотранспорт песка и глины |
4500 |
17 |
0,5 |
Пыль песка, глины |
Циклон ЦН-15 |
80,0 |
|
|
0,1 |
|
II ступень |
|||||||||
|
|
|
|
0,1 |
Ротоклон |
90,0 |
4700 |
17 |
0,01 | |
3.2. Расчетные методы
При проведении инвентаризации источников выбросов загрязняющих веществ от заводов по производству железобетонных изделий можно рассчитать по нижеприведенным формулам.
3.2.1. Определение массы загрязняющих веществ от складов хранения цемента, инертных и бетоносмесительного цеха.
При разгрузке различных материалов из железнодорожных вагонов и других транспортных средств ориентировочно количество пыли, г/с, в газовоздушном потоке определяют по формулам: [16]
|
для цемента |
|
(13) |
|
для песка |
|
(14) |
|
для щебня |
|
(15) |



где:  - коэффициент, зависящей от высоты пересыпки материала, (табл.11);
- коэффициент, зависящей от высоты пересыпки материала, (табл.11);
 - производительность узла пересыпки, т/ч.
- производительность узла пересыпки, т/ч.
Таблица 11
Зависимость коэффициента "" от высоты пересыпки материала
|
Высота пересыпки материала, м |
0,5 |
1,0 |
1,5 |
2,0 |
4,0 |
6,0 |
8,0 |
10,0 |
|
Коэффициент " |
0,4 |
0,5 |
0,6 |
0,7 |
1,0 |
1,5 |
2,0 |
2,5 |
Количество пыли (г/с), выделяющейся при складировании инертных материалов, определяется по формулам:
|
для щебня |
|
(16) |
|
для песка |
|
(17) |


где: - производительность узла пересыпки, т/ч;
- площадь складирования материала, м.
Количество выделяющейся пыли при работе дозаторных устройств и бетоносмесителей, перекачивании цемента пневмотранспортом определяется по формуле:
 , (кг/ч), (18)
, (кг/ч), (18)
где: - средний выход загрязненного газа, м/ч;
 - средняя концентрация пыли в потоке загрязненного газа, (г/м).
- средняя концентрация пыли в потоке загрязненного газа, (г/м).
Начальная концентрация пыли в аспирируемом воздухе, поступающем на очистку от весовых дозаторов, бетоносмесительных установок, по данным [16] составляет 3,2 г/нм, количество пыли выделяющейся при работе - 3,5 кг/ч, удельное пылевыделение - 1,33 кг/т.
Количество пыли (г/с), поступающей в атмосферу после очистки, определяют по формуле:
 , (г/с), (19)
, (г/с), (19)
где: - средняя концентрация пыли в потоке загрязненного газа, г/м, (ориентировочно можно принять по табл.10);
 - степень очистки пыли в установке, %, (табл.9);
- степень очистки пыли в установке, %, (табл.9);
 - средний выход загрязненного газа, нм/с.
- средний выход загрязненного газа, нм/с.
При перекачивании цемента и других материалов пневмотранспортом начальная концентрация определяется по формуле:
 , (г/нм), (20)
, (г/нм), (20)
где:  - общее количество материала в воздухе, поступающем в пылеуловитель после разгрузочного устройства, кг/ч;
- общее количество материала в воздухе, поступающем в пылеуловитель после разгрузочного устройства, кг/ч;
 - расход воздуха на перекачку, нм/ч.
- расход воздуха на перекачку, нм/ч.
Усредненная концентрация пыли у источника выделения при перекачивании цемента пневмотранспортом составляет 8,2 г/м, удельное выделение пыли цемента - 0,8 кг/т; количество пыли, выделяющееся при подаче цемента пневмотранспортом - 9,5 кг/ч [16].
Количество пыли от транспортирования инертных материалов конвейерами (песок, гравий, щебень и др.), с 1 п.м. открытой части, рассчитывается по формуле:
 , (кг/с) , (21)
, (кг/с) , (21)
где:  - удельная сдуваемость пыли по данным [16],
- удельная сдуваемость пыли по данным [16],  кг/(м·с);
кг/(м·с);
 - ширина конвейерной ленты, м;
- ширина конвейерной ленты, м;
 - коэффициент измельчения горной массы (для роторных экскаваторов,
- коэффициент измельчения горной массы (для роторных экскаваторов,  м) [16].
м) [16].
Для отдельных видов оборудования, процессов бетоносмесительного узла и складов хранения валовые выбросы можно определить, используя метод расчета по удельным показателям.
В тех случаях, когда в качестве удельного показателя принимается выделение загрязняющих веществ от рассматриваемого процесса (оборудования) в единицу времени, расчет ведется по формуле:
 , (т), (23)
, (т), (23)
где:  - удельный показатель пылевыделения, кг/ч, (табл.12);
- удельный показатель пылевыделения, кг/ч, (табл.12);
- время работы технологического процесса (оборудования).
В случае использования сырья или материалов на единицу оборудования за определенное время, то по формуле:
 , (т), (24)
, (т), (24)
где: - общее количество сырья или материалов используемых в технологическом процессе на единицу оборудования, т;
- удельный показатель выделения пыли, кг/т, (табл.12).
Таблица 12
Ориентировочные показатели выделения пыли для основных технологических переделов
при производстве железобетонных изделий
|
Источник выделения |
Загрязняющее вещество |
Удельный показатель выделения, " |
Примечание | |
|
кг/ч |
кг/т |
| ||
|
1 |
2 |
3 |
4 |
5 |
|
Посты выгрузки вагонов и самосвалов грейферными механизмами в приемные ямы |
Цемент |
8,3 |
0,08 |
Неорганизованный выброс при скорости ветра 2,5 м/с |
|
Щебень |
9,7 |
0,11 |
||
|
|
Песок |
1,8 |
0,03 |
|
|
Известняк |
2,0 |
0,24 |
||
|
Пост выгрузки вагонов в склады хранилища пневмотранспортом |
Цемент |
9,4 |
0,8 |
Средняя концентрация 8,2 г/м |
|
Песок |
4,7 |
|
||
|
Загрузка автоцистерн: |
Средняя концентрация | |||
|
самотеком |
Цемент |
|
0,02 |
3,5 г/м |
|
пневмотранспорт |
" |
0,2 |
19,5 г/м | |
|
Загрузка сыпучих материалов в желоба, питатели и бункера: |
|
|
|
|
|
кусковых материалов |
Пыль |
3,0 |
1,0 |
Средний размер 8 мм и более |
|
порошковых материалов |
" |
7,1 |
2,3 |
менее 8 мм |
|
Пересыпка на транспортеры: |
||||
|
кускового материала |
Пыль |
1,94 |
0,65 |
Средний размер 8 мм и более |
|
порошкового материала |
" |
4,3 |
1,43 |
менее 8 мм |
|
Кабинные укрытия ленточных конвейеров и элеваторов: |
||||
|
кусковые материалы |
Пыль |
1,08 |
0,35 |
Средний размер 8 мм и более |
|
порошковых материалов |
" |
2,86 |
0,95 |
менее 8 мм |
|
Комбинированные укрытия в галереях ленточных конвейеров: |
||||
|
кусковые материалы |
Пыль |
1,48 |
0,5 |
Средний размер 8 мм и более |
|
порошковые материалы |
" |
3,33 |
1,1 |
менее 8 мм |
3.2.2. Определение массы загрязняющих веществ, образующихся при работе формовочного цеха.
Выбросы пыли в формовочном цехе практически отсутствуют.
Основной вид загрязняющих веществ формовочного цеха - аэрозоли смазочных материалов, применяемых для смазки форм. Эмульсионные смазки в своем составе содержат керосин и масла (автол, соляровое, технический вазелин и т.п.), углеводороды различного состава и парафиновые углеводороды.
Годовые потери углеводородов в атмосферу от резервуаров при закачке нефтепродуктов определяют по формуле: [17]
 , (т), (25)
, (т), (25)
где:  - объем нефтепродукта, поступившего в резервуар за год, м;
- объем нефтепродукта, поступившего в резервуар за год, м;
 - удельные потери углеводородов в атмосферу при закачке 1 м продукта при его среднегодовой температуре, т/м, (табл.13).
- удельные потери углеводородов в атмосферу при закачке 1 м продукта при его среднегодовой температуре, т/м, (табл.13).
Таблица 13
Показатель удельных потерь углеводородов [17]
|
Нефтепродукты |
Удельные потери | ||
|
|
|
|
|
|
Керосин |
30 |
70 |
110 |
|
Дизельное |
20 |
47 |
74 |
|
Мазут |
16 |
38 |
60 |
|
Масла |
4 |
9 |
14 |

 °С
°С  °С
°С  °С
°С
Потери углеводородов от емкостей и резервуаров от "больших" и "малых" дыханий (испарения при эксплуатации) технически исправных определяются по нижеприведенным формулам.
Годовые потери углеводородов из индивидуального резервуара или группы одноцелевых резервуаров определяются суммированием квартальных потерь.
Квартальные потери определяются:
 , (т), (26)
, (т), (26)
где:  - объем нефтепродукта, поступившего в резервуар или в группу (одноцелевых резервуаров) в течение всего квартала, м;
- объем нефтепродукта, поступившего в резервуар или в группу (одноцелевых резервуаров) в течение всего квартала, м;
 - давление насыщенных паров углеводородов в паровоздушной среде резервуара при среднеквартальной температуре газового пространства резервуара, мм рт.ст. (определяется по графику рис.3), а для индивидуальных ароматических углеводородов по справочным данным;
- давление насыщенных паров углеводородов в паровоздушной среде резервуара при среднеквартальной температуре газового пространства резервуара, мм рт.ст. (определяется по графику рис.3), а для индивидуальных ароматических углеводородов по справочным данным;
 - среднее барометрическое давление в газовом пространстве резервуаров (оно приблизительно равно атмосферному давлению), мм рт.ст.;
- среднее барометрическое давление в газовом пространстве резервуаров (оно приблизительно равно атмосферному давлению), мм рт.ст.;
 - средняя плотность паров нефтепродуктов в паровоздушной среде резервуара при среднеквартальной температуре газового пространства, кг/м;
- средняя плотность паров нефтепродуктов в паровоздушной среде резервуара при среднеквартальной температуре газового пространства, кг/м;
 - опытный коэффициент, характеризующий удельные потери углеводородов с учетом квартальной оборачиваемости резервуаров, (график, рис.2);
- опытный коэффициент, характеризующий удельные потери углеводородов с учетом квартальной оборачиваемости резервуаров, (график, рис.2);
 - коэффициент, учитывающий наличие технических средств сокращение потерь от испарения и режим эксплуатации резервуара, (табл.14);
- коэффициент, учитывающий наличие технических средств сокращение потерь от испарения и режим эксплуатации резервуара, (табл.14);
 - коэффициент, учитывающий влияние климатических условий на испарение, (табл.15).
- коэффициент, учитывающий влияние климатических условий на испарение, (табл.15).
Зависимость коэффициента  от квартальной оборачиваемости резервуаров
от квартальной оборачиваемости резервуаров
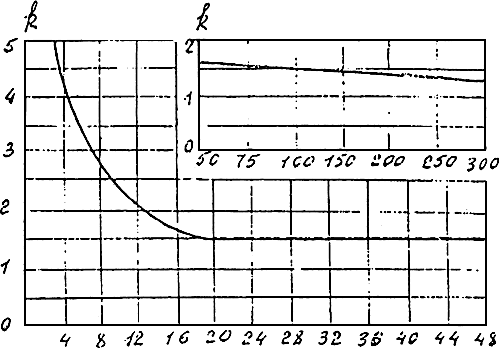
Рис.2
Таблица 14
Значение коэффициента ""
|
Эксплуатация резервуара |
Наземные металлические резервуары |
Подземные железо- | |||
|
без оснащения техническими средствами снижения потерь |
оснащение понтоном или плавающей крышей |
включение в газо- |
без оснащения техническими средствами снижения потерь |
подклю- | |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Резервуар эксплуатируется как "Мерник" |
1 |
0,2 |
0,2 |
0,8 |
0,1 |
|
То же, но с открытыми люками или снятыми дыхательными клапанами |
1,1 |
0,25 |
1,1 |
0,8 |
0,9 |
|
Резервуар эксплуатируется как "Буферная емкость" |
0,1 |
0,05 |
0,05 |
0,15 |
- |
|
То же, но с открытыми люками или со снятыми дыхательными клапанами |
0,15 |
0,07 |
0,2 |
0,2 |
- |
Таблица 15
Значение коэффициента
|
Климатическая зона | ||||
|
Квартал |
Северная |
Средняя |
Южная |
Средняя Азия |
|
II и III |
1 |
1,14 |
1,47 |
1,72 |
|
I и IV |
1 |
1 |
1 |
1 |
Значения среднеквартальной температуры газового пространства резервуара,  , необходимой для определения давления насыщенных паров
, необходимой для определения давления насыщенных паров  ср.кв. принимаются:
ср.кв. принимаются:
для I и IV кварталов
 , (°С), (27)
, (°С), (27)
для II и III кварталов
 , (°С), (28)
, (°С), (28)
где:  - средняя квартальная температура нефтепродукта в резервуаре, °С;
- средняя квартальная температура нефтепродукта в резервуаре, °С;
 - среднеквартальная температура атмосферного воздуха, °С.
- среднеквартальная температура атмосферного воздуха, °С.
Давление насыщенных паров нефтепродукта при среднеквартальной температуре газового пространства резервуара определяется по графику  , (график, рис.3), а для индивидуальных - ароматических углеводородов по справочным данным.
, (график, рис.3), а для индивидуальных - ароматических углеводородов по справочным данным.
Зависимость давления насыщенных паров нефтепродуктов
от среднеквартальной температуры газового пространства резервуара
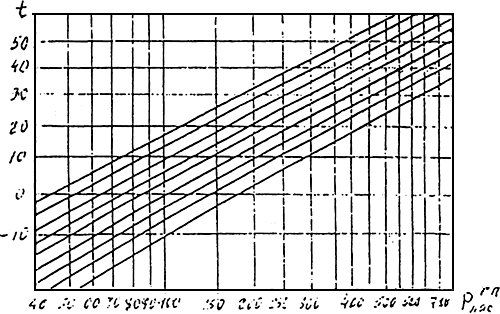
Рис.3
Плотность паров углеводородов (т/м) определяется по формуле:
 , (29)
, (29)
где:  - молекулярная масса паров нефтепродукта, приближенно определяется по формуле:
- молекулярная масса паров нефтепродукта, приближенно определяется по формуле:
 , (30)
, (30)
 - температура начала кипения нефтепродукта, °С;
- температура начала кипения нефтепродукта, °С;
 - барометрическое давление в газовом пространстве резервуара, мм рт.ст. = 760 мм рт.ст.;
- барометрическое давление в газовом пространстве резервуара, мм рт.ст. = 760 мм рт.ст.;  К;
К;
- среднеквартальная температура газового пространства, К.
Масса выделяющихся загрязняющих веществ из открытых емкостей определяется [18], в зависимости от количества испаряющейся жидкости и составляет, кг/ч:
|
для Керосина |
|
(31) |
|
для Парафина |
|
(32) |
|
для нефтяных масел |
|
(33) |
 ,
, ,
,
где:  - свободная поверхность испаряющейся жидкости, м.
- свободная поверхность испаряющейся жидкости, м.
3.2.3. Определение массы загрязняющих веществ, образующихся при работе арматурного цеха.
Количество отходящей пыли зависит от величины коррозионного износа обрабатываемой стали и составляет до 3% от ее массы.
При наличии пылеулавливающей установки расчет массы поступающей на очистку и выбрасываемой в атмосферу пыли производится по формулам раздела 2 настоящей методики.
Для металлообрабатывающего оборудования, не обеспеченного пылеулавливающими установками, расчет производится по удельным показателям, представленным в табл.16, с использованием формулы 23.
Таблица 16
Удельные показатели пылевыделения
|
Оборудование |
Выделяющиеся загрязняющие вещества |
Удельный показатель выделения пыли, кг/ч |
|
Отрезные станки |
Абразивно-металлическая пыль |
0,26 |
|
Установка для правки и резки арматурной стали СМЖ-357, СМ-758, С-338, СМ-579 и др. |
Металлическая пыль, окалина, ржавчина |
0,16 |
|
Автомат правильно-отрезной И-6118, И-6022А и др. |
" |
0,16 |
|
Станок точильно-шлифовальный типа 3Б634 и др. |
Абразивно-металлическая пыль |
0,24 |
|
Станок зачистки грата типа 7247С/7 и др. |
" |
0,24 |
Общая масса аэрозолей, выделяющихся в процессе сварки, определяется по формуле:
 , (т/год), (34)
, (т/год), (34)
где:  - удельный показатель выделения загрязняющих веществ, (табл.17), г/кг;
- удельный показатель выделения загрязняющих веществ, (табл.17), г/кг;
- масса расходуемых электродов и наплавочного материала, кг/год.
Таблица 17
Удельные показатели загрязняющих веществ при производстве сварочных работ
|
Вид сварки |
Сварочный материал |
Количество загрязняющих веществ, г/кг | ||||||
|
Свароч- |
Оксиды марган- |
Оксиды хрома |
Оксиды кремния |
Фторис- |
Оксиды углерода |
Оксиды азота | ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Ручная с применением электродов с покрытием руднокислого типа |
АНО-3 |
17,0 |
1,95 |
- |
- |
- |
- |
- |
|
АНО-6 |
16,3 |
1,05 |
- |
- |
- |
- |
- | |
|
АНО-7 |
12,4 |
1,5 |
- |
- |
- |
- |
- | |
|
ОЗС-3 |
15,0 |
0,4 |
- |
- |
- |
- |
- | |
|
ОЗС-4 |
9,0 |
1,1 |
- |
- |
- |
- |
- | |
|
ЖД-3 |
9,8 |
1,32 |
- |
- |
1,38 |
- |
- | |
|
|
ОЗС-6 |
13,8 |
0,86 |
- |
- |
1,53 |
- |
- |
|
|
MP-3 |
11,5 |
1,8 |
- |
- |
0,4 |
- |
- |
|
|
ЦЛ-17 |
10,0 |
0,6 |
0,17 |
- |
- |
- |
- |
|
|
ОЗЛ-14 |
8,4 |
1,4 |
0,46 |
- |
0,91 |
- |
- |
|
|
НЖ-13 |
4,25 |
0,53 |
0,24 |
- |
1,6 |
- |
- |
|
УОНИ 13/45 |
14,0 |
0,51 |
- |
1,4 |
1,0 |
- |
- | |
|
УОНИ 13/55 |
18,6 |
1,0 |
- |
1,0 |
0,93 |
- |
- | |
|
ЭА-606/11 |
11,0 |
0,7 |
0,6 |
- |
0,004 |
1,4 |
1,3 | |
|
ЭА-400/10y |
5,7 |
0,4 |
0,25 |
- |
0,54 |
- |
- | |
|
ЭА-48M/22 |
9,7 |
0,8 |
1,30 |
- |
0,001 |
- |
0,7 | |
|
Полуавтоматическая и автоматическая сварка без газовой защиты |
ПП-АН-3 |
13,7 |
1,36 |
- |
- |
2,7 |
- |
- |
|
ПП-АН-4 |
7,5 |
2,18 |
- |
- |
1,95 |
- |
- | |
|
ПП-АН-7 |
14,4 |
2,18 |
- |
- |
1,45 |
- |
- | |
|
ЭПС-15/9 |
8,4 |
0,89 |
- |
- |
0,77 |
- |
- | |
|
ПСК-3 |
7,7 |
0,41 |
- |
- |
0,72 |
- |
- | |
|
ЭП-245 |
12,0 |
0,61 |
- |
- |
- |
3,2 |
- | |
|
ЭП-704 |
8,4 |
0,8 |
0,07 |
- |
- |
3,0 |
- | |
|
То же в среде углекислого газа |
СВ08Г2С |
9,7 |
0,5 |
0,02 |
- |
- |
14,0 |
- |
|
СВ0816Х |
14,0 |
0,8 |
0,03 |
- |
- |
6,0 |
- | |
|
СВ16Х16Н-25М6 |
15,0 |
2,0 |
1,0 |
- |
- |
- |
- | |
|
|
ЭП-245 |
12,4 |
0,61 |
- |
- |
- |
3,2 |
- |
|
|
ЭП-704 |
8,4 |
0,8 |
0,07 |
- |
- |
3,0 |
- |
|
Сварка под слоем флюса |
АН-348А |
0,1 |
0,024 |
- |
0,05 |
0,03 |
- |
0,001 |
|
ОСЦ-45 |
0,09 |
0,03 |
- |
0,03 |
0,2 |
- |
0,006 | |
|
|
АНК-30 |
0,26 |
0,012 |
- |
- |
0,018 |
- |
- |
|
|
К-1 |
0,06 |
0,023 |
- |
- |
0,15 |
0,5 |
- |
Если для сварки применяются сварочные машины (сварочные автоматы, полуавтоматы, контактно-точечной сварки и др.) и для них нормируется время работы, годовой выброс сварочного аэрозоля,  от машины при отсутствии газопылеулавливающего оборудования определяется по формуле:
от машины при отсутствии газопылеулавливающего оборудования определяется по формуле:
 , (т/год), (35)
, (т/год), (35)
где: - время работы технологического оборудования, ч/год;
 - удельный показатель выделения загрязняющих веществ на единицу оборудования, г/ч, (табл.18);
- удельный показатель выделения загрязняющих веществ на единицу оборудования, г/ч, (табл.18);
 - количество машин, шт.
- количество машин, шт.
Таблица 18
Удельный показатель выделения загрязняющих веществ от сварочного оборудования
|
Оборудование |
Тип, марка |
Загрязняющее вещество |
Коли- |
Коли- |
Количество веществ улавли- |
|
Машина многоэлектродная для точечной сварки арматурных сеток |
АМТС 14х75-7-1 |
Железа оксид с примесью до 3% оксидов марганца |
67,5 |
380х4= |
47,3 |
|
АМТС-9х35 |
11,3 |
380х2= |
8,86 | ||
|
АМТС-10-35 |
|||||
|
То же |
АТМС 14х75х7 |
" |
67,5 |
380х4= |
47,3 |
|
Машина многоэлектродная для точечной сварки каркасов |
МТМК-3х100-4-УК |
Железа оксид с примесью до 3% оксидов марганца |
19,0 |
2200 |
8,86 |
|
Машина для точечной сварки |
МТ-2002 |
" |
9,5 |
380 |
6,65 |
|
МТ-1618 |
" |
5,0 |
380 |
3,5 | |
|
|
МТ-810 |
" |
1,0 |
380 |
0,7 |
|
|
МТ-1614 |
" |
5,0 |
380 |
3,5 |
|
|
МТ-2517 |
" |
8,5 |
380 |
5,95 |
|
|
МТ-4017 |
" |
18,25 |
380 |
12,78 |
|
|
МТПУ-300 |
" |
15,0 |
380 |
10,5 |
|
|
МТП-1203 |
" |
8,5 |
380 |
5,95 |
|
|
МТВР-4001 |
" |
15,0 |
380 |
10,5 |
|
|
МТП-150/1200-1М, МТПП-75, 100 |
" |
8,5 |
380 |
5,95 |
|
Вертикальная установка для сварки арматурных каркасов с подвижной машиной для точечной сварки МТПП-75-1 (количество - 4) |
СМЖ - 286, |
Железа оксид с примесью до 3% оксидов марганца |
15,0 |
6300 |
10,5 |
|
Вертикальная установка для сварки арматурных каркасов с подвесной машиной для точечной сварки МТПП-75-1 (количество - 2) |
СМЖ-56А |
" |
7,5 |
3150 |
5,25 |
|
Ручная дуговая сварка (электрод УОНИ 13/45, 13/85, расход электродов 0,9 кг/ч) |
Стол сварщика ССН-3 |
Железа оксид с примесью фтористых или от 3 до 6% оксидов марганца |
10,8 |
2500 |
7,56 |
|
Машина сварочная |
МС-2008 |
Железа оксид с примесью до 3% оксидов марганца |
50,0 |
700 |
35,0 |
|
Полуавтоматическая сварка в среде углекислого газа (электродная проволока ПП-АН-4, ПП-АН-8, расход 1,8 кг/ч) |
Марганец |
3,9 |
2500 |
2,73 | |
|
Полуавтоматическая сварка в среде углекислого газа (электродная проволока СВ08Г2С, расход 1,8 кг/ч) |
Железа оксид с примесью фтористых или от 3 до 6% оксидов марганца |
14,4 |
2500 |
10,1 | |
|
То же электродной проволокой СВ10Г2С НСМТ, расход 1,8 кг/ч |
Железа оксид с примесью до 3% оксидов марганца |
21,4 |
2500 |
15,2 | |
|
Полуавтоматическая сварка без газовой защиты (присадочная проволока и керамический стержень ПСК-3, ЭП-245, расход 1,5 кг/ч) |
Железа оксид с примесью фтористых или от 3 до 6% оксидов марганца |
18,6 |
2500 |
13,1 | |
|
Полуавтоматическая сварка без газовой защиты (порошковая проволока, расход 1,5 кг/ч) |
Железа оксид с примесью фтористых или от 3 до 6% оксидов марганца |
1,7 |
- |
1,2 |
4. РАСЧЕТ ПЫЛИ ОТ НЕОРГАНИЗОВАННЫХ ИСТОЧНИКОВ ВЫБРОСОВ
(расчет по коэффициентам)
В производстве железобетона в связи с применением сыпучих материалов (песка, щебня, известняка, цемента и др.) почти все операции сопровождаются выделением пыли в атмосферу.
Источниками неорганизованных выбросов могут являться необорудованные местными отсосами узлы пересыпки материалов и перевалочные работы на складе, в хранилищах, узлы загрузки и выгрузки и т.п.
Выбросы пыли от неорганизованных источников могут определяться по отдельным операциям с использованием расчетных формул [20], приведенных ниже.
4.1. Склады хранения
Общий объем выбросов  для складов можно охарактеризовать следующим уравнением:
для складов можно охарактеризовать следующим уравнением:
 (36)
(36)
где:  - выбросы при переработке (ссыпка, перевалка, перемещение и пр.) материала, г/с;
- выбросы при переработке (ссыпка, перевалка, перемещение и пр.) материала, г/с;
- выбросы при статическом хранении материала, г/с;
 - весовая доля пылевой фракции в материале. Определяется путем отмывки и просеве средней пробы с выделением фракции пыли размером от 0 до 200 мкм, (табл.19);
- весовая доля пылевой фракции в материале. Определяется путем отмывки и просеве средней пробы с выделением фракции пыли размером от 0 до 200 мкм, (табл.19);
 - доля пыли (от всей массы пыли), переходящая в аэрозоль, (табл.19);
- доля пыли (от всей массы пыли), переходящая в аэрозоль, (табл.19);
 - коэффициент, учитывающий местные метеоусловия, (табл.20);
- коэффициент, учитывающий местные метеоусловия, (табл.20);
 - коэффициент, учитывающий местные условия, степень защищенности узла от внешних воздействий, условия пылеобразования, (табл.21);
- коэффициент, учитывающий местные условия, степень защищенности узла от внешних воздействий, условия пылеобразования, (табл.21);
 - коэффициент, учитывающий влажность материала, (табл.22);
- коэффициент, учитывающий влажность материала, (табл.22);
 - коэффициент, учитывающий профиль складируемого материала и определяемый как соотношение
- коэффициент, учитывающий профиль складируемого материала и определяемый как соотношение  , значение колеблется в пределах 1,3-1,6 в зависимости от крупности материала и степени заполнения;
, значение колеблется в пределах 1,3-1,6 в зависимости от крупности материала и степени заполнения;
 - коэффициент, учитывающий крупность материала, (табл.23);
- коэффициент, учитывающий крупность материала, (табл.23);
 - фактическая поверхность материала с учетом рельефа его сечения (учитывать только площадь, на которой производятся погрузочно-разгрузочные работы);
- фактическая поверхность материала с учетом рельефа его сечения (учитывать только площадь, на которой производятся погрузочно-разгрузочные работы);
- поверхность пыления в плане, м;
 - унос пыли с одного квадратного метра фактической поверхности в условиях, когда
- унос пыли с одного квадратного метра фактической поверхности в условиях, когда  ;
;  , (табл.24);
, (табл.24);
 - суммарное количество перерабатываемого материала, т/ч;
- суммарное количество перерабатываемого материала, т/ч;
 - коэффициент, учитывающий высоту пересыпки, (табл.11).
- коэффициент, учитывающий высоту пересыпки, (табл.11).
Таблица 19
Значение коэффициентов , для определения выбросов пыли
|
Наименование перерабатываемого материала |
Плотность материала, г/см |
Весовая доля пылевой фракции |
Доля пыли переходящая |
|
Цемент |
3,1 |
0,04 |
0,03 |
|
Известняк |
2,7 |
0,04 |
0,02 |
|
Мергель |
2,7 |
0,05 |
0,02 |
|
Гранит |
2,8 |
0,02 |
0,04 |
|
Мрамор |
2,8 |
0,04 |
0,06 |
|
Песок |
2,6 |
0,05 |
0,03 |
|
Гипс молотый |
2,6 |
0,08 |
0,04 |
|
Полевой шпат |
2,5 |
0,07 |
0,01 |
|
Шлак |
2,5-3,0 |
0,05 |
0,02 |
|
Диорит |
2,8 |
0,03 |
0,06 |
|
Перлит |
2,4 |
0,04 |
0,06 |
|
Керамзит |
2,5 |
0,06 |
0,02 |
|
Вермикулит |
2,6 |
0,06 |
0,04 |
|
Аглопорит |
2,5 |
0,06 |
0,04 |
|
Кирпич бой |
|
0,05 |
0,01 |
|
Щебенка |
|
0,04 |
0,02 |
|
Песчаник |
2,65 |
0,04 |
0,01 |
Примечание: Значения плотности для щебенки брать по тому материалу, из которого делают щебенку.
Таблица 20
Зависимость величины коэффициента от скорости ветра
|
Скорость ветра, м/с |
Значение | ||
|
До 2 |
1,0 | ||
|
5 |
1,2 | ||
|
7 |
1,4 | ||
|
10 |
1,7 | ||
|
12 |
2,0 | ||
|
14 |
2,3 | ||
|
16 |
2,6 | ||
|
18 |
2,8 | ||
|
До 20 и выше |
3,0 | ||
Таблица 21
Зависимость величины коэффициента от местных условий
|
Местные условия |
Значение |
|
Склады, хранилища открытые: |
|
|
С 4-х сторон |
1,0 |
|
с 3-х сторон |
0,5 |
|
с 2-х сторон полностью и с 2-х сторон частично |
0,3 |
|
с 2-х сторон |
0,2 |
|
с 1-й стороны |
0,1 |
|
Загрузочный рукав закрытый с 4-х сторон |
0,01 |
Примечание: 1. Значения коэффициента (кроме значений для загрузочного рукава и закрытого с 4-х сторон) учитывают местные условия при статическом хранении заполнителей.
2. При переводе неорганизованных источников узла пересыпки в организованные считать выбросы пыли в атмосферу до 30% от нормативного показателя ее при аспирации узла.
Таблица 22
Зависимость величины коэффициента от влажности материалов
|
Влажность материалов, % |
Значение |
|
От 0 до 0,5 |
1,0 |
|
До 1,0 |
0,9 |
|
3,0 |
0,8 |
|
5,0 |
0,7 |
|
7,0 |
0,6 |
|
8,0 |
0,4 |
|
9,0 |
0,2 |
|
10,0 |
0,1 |
Примечание: 1. Для песка на складах влажности 3% и более - выбросы не считать.
Таблица 23
Зависимость величины коэффициента от крупности материала
|
Размер куска, мм |
Значения |
|
500 |
0,1 |
|
500-100 |
0,2 |
|
100-50 |
0,4 |
|
50-10 |
0,5 |
|
10-5 |
0,6 |
|
5-3 |
0,7 |
|
3-1 |
0,8 |
|
1 |
1,0 |
Таблица 24
Значение величины при условии ;
|
Складируемый материал |
3начение |
|
Шлак |
0,002 |
|
Песок, кварц, щебенка |
0,002 |
|
Мергель, известняк, цемент |
0,003 |
|
Песчаник |
0,005 |
|
Гипс |
0,005 |
Склады и хранилища рассматриваются как равномерно распределенные источники пылевыделения.
Проверка фактического дисперсного состава пыли и уточнение значения производится отбором проб запыленного воздуха на границах пылящего объекта (склада, хранилища) при скорости ветра 2 м/с, дующего в направлении точки отбора пробы.
4.2. Пересыпка пылящих материалов
Интенсивными неорганизованными источниками пылеобразования являются пересыпки материала, погрузка материала в открытые вагоны, загрузка материала грейфером в бункер, разгрузка самосвалов в бункер, ссыпка материала открытой струей в склад и др.
Объемы пылевыделений от всех этих источников могут быть рассчитаны по формуле:
 , (г/с) , (37)
, (г/с) , (37)
где:  - коэффициенты, аналогичные коэффициентам в формуле 36;
- коэффициенты, аналогичные коэффициентам в формуле 36;
- коэффициент, учитывающий высоту пересыпки и принимаемый по данным табл.11;
- производительность узла пересыпки, т/ч.
5. РАСЧЕТ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ
ОТ ВСПОМОГАТЕЛЬНОГО ПРОИЗВОДСТВА
На предприятиях производства железобетона кроме основного производства, как правило, имеются цеха, участки или отделения вспомогательного производства (дробления и сортировки, изготовления нестандартного оборудования и ремонта оборудования основных цехов, деревообработки и др.).
Расчеты валовых выбросов по каждому виду вспомогательных производств более подробно изложены в Методиках (Части 1, 3-6), разработанных Минсевзапстроем РСФСР.
В случае отсутствия данных Методик ?, валовые выделения от технологического оборудования или процессов вспомогательного производства ориентировочно определять по формулам 23, 24 с использованием таблицы удельных показателей (приложение 3).
Массу выделяющихся загрязняющих веществ (валовое выделение)  , как сумму компонентов от всех технологических процессов и оборудования вспомогательного производства определяют по формуле 1 разд.3 настоящей методики.
, как сумму компонентов от всех технологических процессов и оборудования вспомогательного производства определяют по формуле 1 разд.3 настоящей методики.
Ориентировочная масса загрязняющих веществ, выбрасываемых в атмосферу, может быть определена как разность между их количеством, выделенным технологическим оборудованием и суммой загрязняющих веществ, уловленных аппаратами газоочистки и пылеулавливания  и той части их, на которую они сокращены в результате совершенствования производства
и той части их, на которую они сокращены в результате совершенствования производства  .
.
 , (т), (38)
, (т), (38)
где: - выброс загрязняющих веществ в атмосферу.
Список использованной литературы
1. ГОСТ 17.2.1.04-77 (СТ СЭВ 3403-81). Охрана природы. Атмосфера. Источники и метеорологические факторы загрязнения, промышленные выбросы. Термины и определения. - Введ. с 01.07.78. - М.: Изд-во стандартов, 1984. - 13 с. - Группа Т00.
2. ГОСТ 17.2.1.03-84. Охрана природы. Атмосфера. Термины и определения контроля загрязнения. - Введ. с 01.07.85. - М.: Изд-во Стандартов, 1985. - 10 с. - Группа Т00.
3. Справочник по производству сборных железобетонных изделий. Госстрой СССР, НИИЖЕЛЕЗОБЕТОН. - М.: Стройиздат, 1982.
4. Общесоюзные санитарно-гигиенические и санитарно-противоэпидемические правила и нормы. Предельно допустимые концентрации загрязняющих веществ в атмосферном воздухе.* Список N 3086-84 от 27 августа 1984 г. - М.: Минздрав СССР.
______________
* На территории Российской Федерации действует Постановлением Совета Министров СССР от 12 августа 1982 г. N 746. Сборник постановлений правительства СССР. - М.: 1982. - N 22.
12. Методические указания по определению параметров газовых потоков для определения и расчета выбросов из стационарных источников разного типа. Госкомгидромет СССР. Л.: ГГО им. А.И.Воейкова, 1983.
13. Сборник отраслевых методик измерения концентраций загрязняющих веществ промышленных выбросов, т.1, т.2. М.: Гидрометиздат, 1984.
14. СССР Госстрой. Временные рекомендации по проведению инвентаризации вентиляционных выбросов (АЗ-814). М.: ГПИ Сантехпроект, 1980.
15. ЦИНТИХИМНЕФТЕМАШ. Газоочистное оборудование. Каталог. - М., 1988.
16. Сборник методик по расчету выбросов в атмосферу загрязняющих веществ различными производствами. - Л.: Гидрометиздат, 1986.
17. Кирпатовский И.П. Справочник. Охрана природы. - М.: Изд-во Химия, 1980.
18. Временное методическое руководство по разработке плана и мероприятий по охране воздушного бассейна на предприятиях угольной промышленности. - М.: НИИОСуголь, 1979.
19. Методическое пособие по расчета выбросов от неорганизованных источников в промышленности строительных материалов. - НПО "Союзстромэкология", Новороссийск, 1989.
20. Методика расчета количественных характеристик выбросов вредных веществ от основного технологического оборудования машиностроительных заводов. - М.: Минхимнефтемаш, 1981.
21. Удельные показатели характеристик загрязнений, выделяемых в атмосферу предприятиями Госкомсельхозтехники СССР. - М.: Изд-во ГОСНИТИ, 1985.
Пример 1. Определение объема неорганизованных выбросов
Рассчитать объем пылевыделений при разгрузке цемента из железнодорожного вагона (хоппер) в приемный бункер цементного склада, (источник 1, рис.1).
Расчетные параметры приведены в табл.1.
Таблица 1
Сводная таблица расчетных параметров
|
Наименование параметра |
Единица измерения |
Значение параметра |
|
Производительность узла пересыпки |
т/ч |
60 |
|
Высота падения материала |
м |
0,5 |
|
Доля пылевой фракции в материале |
доля по весу |
0,04 |
|
Доля пыли от всей массы переходящей в аэрозоль, |
" |
0,03 |
|
Скорость ветра среднегодовая |
м/с |
4 |
|
Коэффициент, учитывающий метеоусловия, |
доли по весу |
1,2 |
|
Коэффициент, учитывающий местные метеоусловия, (бункер открыт с 1-й стороны), |
|
0,1 |
|
Влажность материала |
% |
3,0 |
|
Коэффициент, учитывающий влияние влажности материала, |
0,8 | |
|
Коэффициент, учитывающий высоту падения материала |
|
0,6 |
|
Коэффициент, учитывающий крупность материала, |
1,0 |
 , (табл.19)
, (табл.19) , (табл.19)
, (табл.19) , (табл.20)
, (табл.20) , (табл.21)
, (табл.21) , (табл.22)
, (табл.22) , (табл.11)
, (табл.11) , (табл.23)
, (табл.23)
Расчет производим по формуле 37.
 г/с
г/с
Пример 2. Определение выбросов цемента при работе пневмотранспорта
Определить выбросы пыли цемента при закачке цемента в силосные банки системой пневмотранспорта. (источник 2. рис.1).
Подача производится непрерывно через два насоса (монжуса), которые работают в цикле 1-й "разгрузки", 2-й "загрузки" и наоборот. Исходные данные представлены в табл.2.
Таблица 2
Сводная таблица исходных показателей
|
Показатели |
Обозначение |
Единица измерения |
Количество |
|
1 |
2 |
3 |
4 |
|
Общее количество цемента, подлежащее перекачке |
|
тыс. т/год |
20,0 |
|
Количество монжусов |
шт. |
2 | |
|
Количество цемента в монжусе за время перекачки |
|
кг |
1000 |
|
Продолжительность перекачки монжуса |
|
мин |
1 |
|
Установка очистки газа: |
|
| |
|
установка, состоящая из аппаратов |
|||
|
I ступень: Циклон НИИОГАЗА ЦН-15, Д=600 мм, |
|
шт. |
1 |
|
эффективность очистки |
|
% |
78 |
|
II ступень: Рукавный фильтр СМЦ-166, |
|||
|
эффективность очистки |
|
% |
98 |
|
Объем аспирационного воздуха |
|
нм |
2000 |
Ввиду отсутствия инструментальных замеров выбросы определяются расчетным путем. Показатели приведены в табл.3.
Таблица 3
Сводная таблица расчетных показателей
|
Показатели |
Обозна- |
Единица изме- |
Формула или обоснование |
Решение |
|
1 |
2 |
3 |
4 |
5 |
|
Производительность установки пневмотранспорта |
|
т/ч |
|
|
|
Время, затраченное на перекачку всего количества поступающего цемента |
|
ч/год |
где: |
20000:60=333 |
|
Масса загрязняющих веществ (пыль цемента) отходящих на очистку |
|
г/с |
где: |
10,1·0,56=5,61 |
|
|
кг/ч |
|
| |
|
|
т/год |
|
| |
|
Общая эффективность очистки пылегазоулавливающей установки |
|
% |
Формула (10) |
|
|
Масса загрязняющих веществ (пыль цемента) выбрасываемых в атмосферу после очистки |
|
г/с |
Формула (19) |
|
|
|
кг/ч |
Формула (9) |
| |
|
|
т/год |
|
| |
|
Масса загрязняющих веществ (пыль цемента) улавливаемых в газопылеулавливающей установке |
|
г/с |
|
5,61-0,025=5,59 |
|
|
кг/ч |
|
20,2-0,09=20,11 | |
|
|
т/год |
|
6,73-0,03=6,7 |

 кг
кг  мин
мин


 т
т  т/ч
т/ч

 г/м
г/м м
м





Приложение 2
Схема пневмотранспортной системы и технологии БСУ
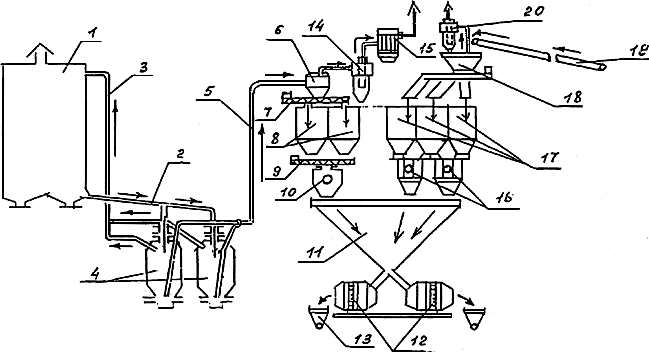
Рис.4
1. Силос цемента; 2. Трубопровод разгрузки цемента; 3. Трубопровод сжатого воздуха; 4. Насос;
5. Цементопровод; 6. Разгрузочное устройство (циклон); 7. Питатель; 8. Бункера; 9. Питатель;
10. Дозатор; 11. Загрузочная воронка; 12. Бетоносмесители; 13. Раздаточные бункера;
14. Циклон-пылеуловитель; 15. Фильтр; 16. Дозаторы инертных; 17. Бункера расходные;
18. Загрузочное устройство; 19. Конвейер подачи инертных; 20. Циклон
Приложение 3
Ориентировочные значения удельных показателей от оборудования
вспомогательного производства 16, 19-21
|
Источник выделения |
Загрязняющее вещество |
Удельный показатель выделения, |
Примечание | |
|
кг/ч |
кг/т |
| ||
|
1 |
2 |
3 |
4 |
5 |
|
Дробление каменных материалов |
||||
|
Дробилки щековые: |
||||
|
- изверженные породы |
Пыль |
52,0 |
3,0 |
Влажность материала 5% |
|
- карбонатные породы |
" |
85,0 |
6,0 |
|
|
Дробилки конусные: |
||||
|
- изверженные породы |
" |
73,0 |
2,0 |
" |
|
- карбонатные породы |
" |
139,0 |
5,0 |
|
|
Сортировка материала |
|
|||
|
Грохоты: |
|
|
| |
|
- изверженные породы |
" |
30,0 |
- |
" |
|
- карбонатные породы |
" |
35,0 |
- |
|
|
Узлы пересыпки на транспортеры и питатели: |
||||
|
- изверженные породы |
" |
2,8 |
0,6 |
" |
|
- карбонатные породы |
" |
4,5 |
1,5 |
|
|
Установка сушки песка в потоке горячих газов: |
||||
|
- изверженные породы |
" |
6,8 |
1,8 |
Без учета выделений от сжигаемого топлива |
|
- карбонатные породы |
" |
8,7 |
2,4 |
|
|
Металлообработка |
||||
|
Обработка чугуна на станках: |
|
| ||
|
- токарных |
Пыль чугуна |
0,03 |
|
|
|
- фрезерных |
" |
0,02 |
|
|
|
- сверлильных |
" |
0,004 |
|
|
|
- расточных |
" |
0,008 |
||
|
Обработка бронзы и других хрупких металлов на станках: |
| |||
|
- токарных |
Пыль цветных металлов |
0,009 |
||
|
- фрезерных |
" |
0,007 |
|
|
|
- сверлильных |
" |
0,013 |
|
|
|
- расточных |
" |
0,002 |
|
|
|
Обработка металлов на заточных станках, при диаметре наждачного круга: |
|
|
||
|
100 мм |
Абразивно- |
0,03 |
|
Состав пыли определяется материалом наждачного круга и обрабатываемой детали |
|
200 мм |
" |
0,07 |
|
|
|
300 мм |
" |
0,13 |
|
|
|
400 мм |
" |
0,17 |
|
|
|
- отрезные станки |
" |
0,28 |
|
|
|
Горн кузнечный одноогневой |
Углерода оксид |
0,315 |
|
Расход воздуха на дутье 150 м |
|
Пыль |
0,54 |
|||
|
Зарядка аккумуляторов |
||||
|
- свинцовых |
Пары электролита (серная кислота) |
0,000001 |
2,5 |
Выделение на 1 А.Ч. емкости аккумуляторов |
|
- железоникелевых |
Пары электролита (щелочь) |
0,0000008 |
1,9 |
" |
|
Деревообработка |
||||
|
Пиление на круглопильных станках: |
|
|
|
|
|
ЦДК-4 |
Пыль древесины |
27,0 |
360,0 |
Объем газов 1500 м |
|
ЦМЭ-2 |
" |
15,5 |
360,0 |
" |
|
Строгание на станках: |
|
|
|
|
|
СФ-3, СФ-4 |
" |
8,2 |
125 |
Объем газов 1500 м |
|
СФ-5, СФ-6 |
" |
18,2 |
125 |
|
|
Долбление, сверление на станках: |
|
|
|
|
|
ЦДА-2 |
" |
4,8 |
180 |
|
|
СВПА |
" |
1,5 |
180 |
|
|
Фрезерование на станках: |
|
|
|
|
|
Ф-4, Ф-5 |
" |
5,2 |
125 |
Объем газов 1500 м |
|
Ф1К |
" |
4,4 |
125 |
|
|
Окрасочные работы |
|
|
| |
|
Методом пневматического распыления |
Аэрозоль кpacoчный |
300 |
| |
|
|
Пары доминирующего растворителя |
|
400 |
|
Электронный текст документа
Личный кабинет:
доступно после авторизации Заподозрили в браконьерстве: пограничники задержали мужчину, перевозившего...
Заподозрили в браконьерстве: пограничники задержали мужчину, перевозившего...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке