
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
25
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ Р 50864-96
Группа Г43
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
РЕЗЬБА КОНИЧЕСКАЯ ЗАМКОВАЯ ДЛЯ ЭЛЕМЕНТОВ БУРИЛЬНЫХ КОЛОНН
Профиль, размеры, технические требования
Tool-joint tapered thread for drill string elements.
Profile, dimensions, technical requirements
ОКС 21.040.30
ОКСТУ 0071
Дата введения 1997-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 242 "Допуски и средства контроля"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 5 марта 1996 г. N 150
3 Стандарт соответствует требованиям стандарта API 7 Американского нефтяного института в части замковой резьбы и ГОСТ 28487-90
4 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на наружную и внутреннюю коническую замковую резьбу, применяемую в соединениях элементов бурильной колонны: замков (для бурильных труб), ведущих бурильных труб, переводников различного назначения, утяжеленных бурильных труб (УБТ), погружных забойных двигателях, шарошечных и лопастных долот, алмазных долот и коронок.
Все разделы стандарта обязательны, кроме 3.5; 4.8; 4.7; 4.9 и 7.4.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия:
ГОСТ 9.014-78 Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.302-88 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 9012-59 Металлы. Методы испытаний. Измерение твердости по Бринеллю
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10006-80 Трубы металлические. Метод испытания на растяжение
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ТУ 38-301-100-88 Смазка Резьбол Б
3 ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
3.1 В стандарте используются следующие термины:
- вместо резьба коническая замковая - резьба;
- вместо наружная и внутренняя резьба - соответственно ниппель и муфта (резьбовое соединение).
3.2 В настоящем стандарте применяют следующие обозначения:
|
|
- шаг резьбы; |
|
|
- конусность резьбы; |
|
|
- конусность гладкой поверхности, примыкающей к цилиндрической поверхности; |
|
|
- угол уклона резьбы; |
|
|
- высота исходного треугольника резьбы; |
|
|
- высота профиля резьбы; |
|
|
- рабочая высота профиля резьбы; |
|
|
- срез вершины резьбы; |
|
|
- срез впадины резьбы; |
|
|
- ширина площадки выступа резьбы; |
|
|
- радиус закругления впадины резьбы; |
|
|
- радиус сопряжения вершин профиля резьбы; |
|
|
- наружный диаметр элементов бурильной колонны; |
|
|
- средний диаметр резьбы в основной плоскости; |
|
|
- наружный диаметр резьбы большого основания конуса ниппеля; |
|
|
- диаметр цилиндрической проточки; |
|
|
- наружный диаметр резьбы малого основания конуса ниппеля; |
|
|
- диаметр конусной выточки в плоскости упорного торца муфты; |
|
|
- внутренний диаметр резьбы в плоскости упорного торца муфты; |
|
|
- наружный диаметр упорной поверхности ниппелей и муфт; |
|
|
- диаметр цилиндрической поверхности муфты; |
|
|
- диаметр канавки ниппеля; |
|
|
- длина конуса ниппеля; |
|
|
- длина конуса муфты; |
|
|
- расстояние от упорного торца муфты до конца резьбы с полным профилем; |
|
|
- длина плоскости торца до конца резьбы муфты; |
|
|
- длина от плоскости торца до разгрузочной канавки муфты; |
|
|
- предельное отклонение головки профиля резьбы ниппеля и муфты; |
|
|
- предельное отклонение высоты профиля резьбы ниппеля и муфты; |
|
|
- предел прочности; |
|
|
- предел текучести; |
|
|
- относительное удлинение; |
|
|
- твердость по Бринеллю; |
|
|
- ударная вязкость. |



























3.3. Определения терминов для резьбы, используемых в настоящем стандарте, - по ГОСТ 11708.
3.4. В условное обозначение резьбы входят: буква "З", диаметр большого основания конуса ниппеля в соответствии с таблицей 3 (указывается только целая часть размера в миллиметрах) и обозначение настоящего стандарта.
Например:
З-133 ГОСТ Р.50864-96
То же, с левой резьбой
З-133 LH ГОСТ Р.50864-96
Примечание. Исключение составляет обозначение резьбы З-117 и З-118, имеющие одинаковые размеры  , но разные
, но разные  .
.
3.5 Соответствие обозначений резьбы по ГОСТ Р 50864-96 стандарту API 7 указано в приложении А.
4 ПРОФИЛЬ, РАЗМЕРЫ, ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Детали резьбовых соединений должны изготовляться в соответствии с требованиями настоящего стандарта и по конструкторской документации, утвержденной в установленном порядке.
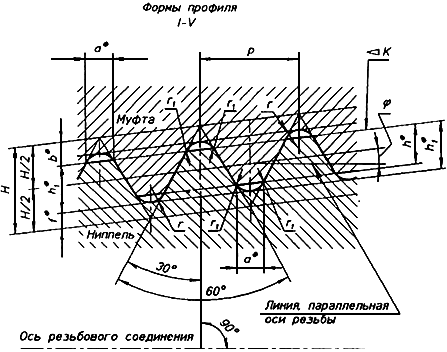
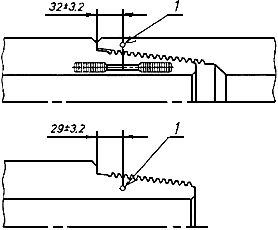
4.2 Профиль резьбы ниппеля и муфты и размеры его элементов должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
________________
* Размеры для справок
Рисунок 1

________________
* Размеры для справок
Рисунок 2
Таблица 1 - Размеры элементов резьбы профиля ниппеля и муфты, мм
|
Параметры |
Форма профиля (рис.1) | ||||
|
|
I |
II |
III |
IV |
V |
|
Число шагов на длине 25,4 мм |
5 |
4 | |||
|
|
5,08 |
6,35 | |||
|
|
1:4 |
1:6 |
1:4 | ||
|
|
7°7'30" |
4°45'48'' |
7°7'30" | ||
|
|
4,376 |
5,471 |
5,487 |
5,471 | |
|
|
2,993 |
3,742 |
3,755 |
3,095 |
3,083 |
|
|
2,626 |
3,283 |
3,293 |
2,633 |
2,625 |
|
|
0,875 |
1,094 |
1,097 |
1,427 |
1,423 |
|
|
0,508 |
0,635 |
0,965 | ||
|
|
1,016 |
1,270 |
1,651 | ||
|
|
0,508 |
0,635 |
0,965 | ||
|
|
0,38 | ||||

________________
* Размеры приведены для проектирования резьбообразующего инструмента.
Примечания
1 Шаг резьбы  измеряется параллельно оси резьбы.
измеряется параллельно оси резьбы.
2 При проектировании элементов бурильной колонны отдавать предпочтение IV форме профиля в связи с его надежностью и износостойкостью.
4.3 Предельные отклонения высоты профиля резьбы должны соответствовать указанным на рисунке 3 и в таблице 2.
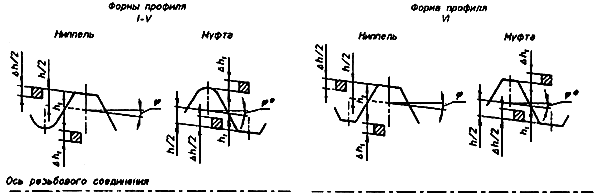 Рис.
Рис.
Рисунок 3
Таблица 2
В миллиметрах
|
Шаг резьбы |
Предельные отклонения высоты профиля резьбы | |
|
|
|
|
|
4,233 |
-0,060 |
+0,040 |
|
5,080 |
-0,120 |
+0,080 |
|
6,350 |
-0,180 |
+0,120 |
Примечание - Предельные отклонения в таблице 2 являются исходными для проектирования резьбообразующего инструмента и факультативными для изделий.
4.4 Предельные отклонения от номинальных значений параметров резьбы не должны быть более:
|
- шага резьбы с полным профилем: |
|
|
на длине 25,4 мм между любыми двумя витками, мм |
±0,04 |
|
на всей длине, мм |
±0,11 |
|
- угла наклона боковой стороны профиля 30° |
±40' |
|
- конусности на длине конуса с полным профилем резьбы, отнесенная к 100 мм: |
|
|
наружного и среднего диаметра резьбы ниппеля, мм |
+0,25 |
|
внутреннего и среднего диаметра резьбы муфты, мм |
-0,25 |
|
- радиуса сопряжения вершин профиля резьбы |
+0,20 |
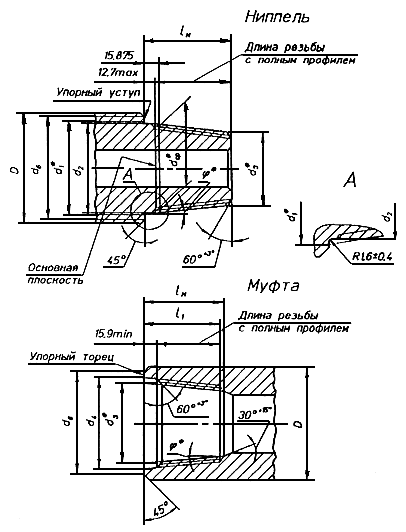
4.5 Размеры, параметры и предельные отклонения резьбовых соединений должны соответствовать указанным на рисунке 4 и в таблице 3.
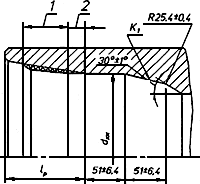
________________
* Размеры для справок
Рисунок 4
Примечания
1 Размеры  и
и  приведены в приложении Б.
приведены в приложении Б.
2 Проточка  с закруглением
с закруглением  1,6±0,4 мм выполняется для УБТ и переводников. Другие элементы бурильной колонны устанавливаются в зависимости от функционального назначения.
1,6±0,4 мм выполняется для УБТ и переводников. Другие элементы бурильной колонны устанавливаются в зависимости от функционального назначения.
3 Заходные нитки резьбы ниппелей и муфт допускается притупить до основания профиля.
Таблица 3 - Размеры, параметры и предельные отклонения резьбовых соединений, мм
|
Обозна- |
Форма профиля |
Конус- |
|
Ниппель |
Муфта | |||||||
|
|
|
|
|
|
|
|
| |||||
|
Hoмин. |
Пред. откл. |
|||||||||||
|
З-30 |
VI |
1:8 |
27,000 |
30,226 |
- |
25,476 |
38 |
30,582 |
±0,13 |
27,742 |
54 |
41 |
|
З-35 |
32,131 |
35,357 |
- |
29,857 |
44 |
35,712 |
32,873 |
60 |
47 | |||
|
З-38 |
35,331 |
38,557 |
- |
33,057 |
44 |
38,913 |
36,073 |
60 |
47 | |||
|
З-44 |
40,869 |
44,094 |
- |
38,594 |
44 |
44,475 |
41,611 |
60 |
47 | |||
|
З-65 |
IV |
1:6 |
59,817 |
65,100 |
61,900 |
52,433 |
76 |
66,674 |
+0,8 -0,4 |
59,832 |
92 |
79 |
|
З-66 |
I |
1:4 |
60,080 |
66,675 |
63,881 |
47,675 |
76 |
68,261 |
|
61,422 |
92 |
79 |
|
З-73 |
IV |
1:6 |
67,767 |
73,050 |
69,850 |
60,383 |
76 |
74,611 |
67,779 |
92 |
79 | |
|
З-76 |
I |
1:4 |
69,605 |
76,200 |
73,406 |
53,950 |
89 |
77,786 |
|
70,948 |
105 |
92 |
|
З-86 |
IV |
1:6 |
80,848 |
86,131 |
82,956 |
71,298 |
89 |
87,708 |
80,860 |
105 |
92 | |
|
З-88 |
I |
1:4 |
82,293 |
88,900 |
86,106 |
65,150 |
95 |
90,486 |
83,635 |
111 |
98 | |
|
З-94 |
IV |
1:6 |
89,687 |
94,971 |
92,075 |
79,138 |
95 |
96,836 |
89,702 |
111 |
98 | |
|
З-101 |
I |
1:4 |
94,844 |
101,445 |
98,651 |
77,695 |
95 |
102,788 |
96,186 |
111 |
98 | |
|
З-102 |
IV |
1:6 |
96,723 |
102,006 |
98,831 |
85,006 |
102 |
103,582 |
96,735 |
118 |
105 | |
|
З-108 |
IV |
1:6 |
103,429 |
108,712 |
105,562 |
89,712 |
114 |
110,329 |
103,441 |
130 |
117 | |
|
З-117 |
I |
1:4 |
110,868 |
117,475 |
114,681 |
90,475 |
108 |
119,060 |
112,211 |
124 |
111 | |
|
З-118 |
IV |
1:6 |
112,192 |
117,475 |
114,275 |
98,475 |
114 |
119,060 |
112,207 |
130 |
117 | |
|
З-121 |
I |
1:4 |
115,113 |
121,717 |
118,923 |
96,217 |
102 |
123,822 |
116,457 |
118 |
105 | |
|
З-122 |
IV |
1:6 |
117,500 |
122,784 |
119,609 |
103,784 |
114 |
124,616 |
117,515 |
130 |
117 | |
|
З-133 |
IV |
1:6 |
128,059 |
133,350 |
130,429 |
114,350 |
114 |
134,935 |
128,074 |
130 |
117 | |
|
З-140 |
II |
1:4 |
132,944 |
140,208 |
137,414 |
110,208 |
120 |
141,681 |
133,629 |
136 |
123 | |
|
З-147 |
III |
1:6 |
142,011 |
147,955 |
145,161 |
126,738 |
127 |
150,016 |
141,363 |
143 |
130 | |
|
З-149 |
V |
1:4 |
142,646 |
149,250 |
144,856 |
117,500 |
127 |
150,809 |
143,990 |
143 |
130 | |
|
З-152 |
III |
1:6 |
146,248 |
152,197 |
149,403 |
131,030 |
127 |
153,984 |
145,601 |
143 |
130 | |
|
З-161 |
III |
1:6 |
155,981 |
161,920 |
159,126 |
140,753 |
127 |
163,934 |
155,334 |
143 |
130 | |
|
З-163 |
V |
1:4 |
156,921 |
163,525 |
159,156 |
128,525 |
140 |
165,097 |
158,265 |
156 |
143 | |
|
З-171 |
III |
1:6 |
165,598 |
171,526 |
168,732 |
150,359 |
127 |
173,828 |
164,950 |
143 |
130 | |
|
З-177 |
II |
1:4 |
170,549 |
177,800 |
175,006 |
144,550 |
133 |
180,177 |
171,225 |
149 |
136 | |
|
З-185 |
V |
1:4 |
179,146 |
185,750 |
181,381 |
147,750 |
152 |
187,321 |
180,490 |
168 |
155 | |
|
З-189 |
III |
1:6 |
183,488 |
189,430 |
186,636 |
168,263 |
127 |
191,764 |
182,841 |
143 |
130 | |
|
З-201 |
II |
1:4 |
194,731 |
201,981 |
199,136 |
167,981 |
136 |
204,386 |
195,417 |
152 |
139 | |
|
З-203 |
V |
1:4 |
196,621 |
203,200 |
198,831 |
161,950 |
165 |
204,783 |
197,965 |
181 |
168 | |

Примечание - Замки с резьбой З-30; З-35; З-38 и З-44 предназначены для бурильных труб диаметрами 26,7; 33,4; 42,2 и 48,3 мм.
4.6 Допуск перпендикулярности упорного уступа ниппеля и упорного торца муфты к оси резьбы не должен быть более 0,10 мм, а допуск плоскостности на ширине упорного уступа ниппеля и упорного торца муфты - 0,07 мм.
4.7 Допуск соосности осей конической выточки ( , рисунок 4) и резьбы муфт 0,2 мм.
, рисунок 4) и резьбы муфт 0,2 мм.
4.8 Для повышения работоспособности резьбового соединения при знакопеременных изгибающих нагрузках для УБТ рекомендуется применение обкатки впадины резьбы роликами.
Контроль натяга резьбы калибрами производится до обкатки.
4.9 Варианты формы и размеры разгрузочных канавок УБТ ниппелей и муфт приводятся в приложении В (рисунки В.1, В.2, В.3 и таблица В.1).
4.10 Параметр шероховатости  по ГОСТ 2789 должен быть не более:
по ГОСТ 2789 должен быть не более:
для резьбы - 3,2 мкм;
для разгрузочной канавки - 1,6 мкм.
4.11 Натяг резьбы ниппеля должен соответствовать указанному на рисунке 5.
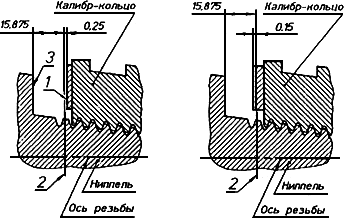
1 - контрольная плоскость; 2 - основная плоскость; 3 - упорный уступ
Рисунок 5
Примечание - Предельные отклонения натяга ниппелей долот должны соответствовать  мм.
мм.
4.12 Натяг резьбы муфты должен соответствовать указанному на рисунке 6.
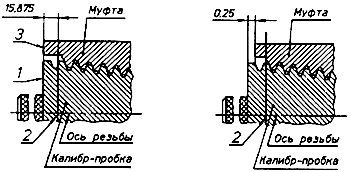
1 - контрольная плоскость; 2 - основная плоскость; 3 - упорный торец
Рисунок 6
4.13 Механические свойства металла после термической обработки деталей резьбового соединения (ниппеля и муфты) приведены в приложении Г.
4.14 Резьба, упорные поверхности ниппелей и муфт должны быть гладкими, без забоин, выкрошенных ниток, заусенцев, рванин и других дефектов, нарушающих непрерывность, герметичность и прочность.
4.15 Для предохранения резьбового соединения от коррозии и заедания резьба и упорные поверхности должны быть фосфатированы (марганцовисто-железистое фосфатирование), толщина покрытия 0,015-0,020 мм. Допускаются другие способы защиты поверхности, например, поликомпозиционные покрытия на основе меди.
4.16 Перед свинчиванием на резьбу и упорные поверхности должна наноситься резьбовая смазка с цинковым (или другим металлическим) наполнителем (например, Резьбол Б по ТУ 38-301-100).
5 ПРАВИЛА ПРИЕМКИ
5.1 Для проверки соответствия резьбовых соединений требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
5.2 Приемочному контролю подвергают:
- каждые ниппель и муфту - на соответствие требованиям 4.10-4.12, 4.14-4.16.
Периодически должны быть проверены ниппели и муфты на соответствие требованиям 4.2-4.7 в объемах, сроках и по методике, согласованных с изготовителем и потребителем.
5.3 Периодические испытания резьбового соединения, прошедшего приемочный контроль, проводят не реже одного раза в два года по программе и методике испытаний на определение ресурса при многократном свинчивании-развинчивании и предела выносливости при знакопеременном изгибе.
5.4 При получении неудовлетворительных результатов приемочного контроля, хотя бы по одному из показателей, проводят повторный приемочный контроль на удвоенной выборке этого типа продукции.
Результаты повторного приемочного контроля распространяются на партию данной продукции.
6 МЕТОДЫ КОНТРОЛЯ
6.1 Проверка геометрических размеров и параметров резьбовых соединений должна осуществляться с помощью универсальных измерительных средств в соответствии с технической документацией, утвержденной в установленном порядке.
6.2 Натяг резьбы ниппелей и муфт контролируется рабочими резьбовыми калибрами.
6.3 Перед проверкой натяга поверхность резьбы должна быть тщательно очищена и на поверхность резьбы должен быть нанесен тонкий слой жидкого масла. Калибр навинчивается на резьбу усилием одного человека с применением рычага 150 мм.
6.4 Рекомендуется контролировать резьбу гладкими калибрами с натягами, соответствующими резьбовым калибрам.
6.5 Шероховатость поверхности резьбы, упорных уступов и торцев проверяют сравнением с рабочими образцами шероховатости по ГОСТ 9378.
6.6 Качество фосфатного покрытия на резьбе проверяется в трех равномерно расположенных точках по окружности витка резьбы капельным или другим способом по ГОСТ 9.302.
6.7 Испытания на износ резьбового соединения при многократном свинчивании проводятся на стенде по согласованной методике.
6.8 Испытания на сопротивление усталости при знакопеременном изгибе резьбового соединения проводятся на стендовых установках при плоском или круговом изгибе по согласованной методике.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 Резьбы и упорные поверхности ниппелей и муфт должны быть надежно защищены от повреждений металлическими предохранительными деталями (пробка, кольцо). Допускается применение предохранительных деталей из других материалов (полиэтилен плюс металлическая арматура), обеспечивающих надежную защиту резьбы.
7.2 При транспортировании резьба и упорные поверхности соединения должны быть покрыты противокоррозионными смазками или рабочими маслами в соответствии с требованиями ГОСТ 9.014.
7.3 Транспортирование может осуществляться без предохранительных колец и пробок в случае использования специальной тары, предохраняющей от ударов и проникновения влаги и пыли.
7.4 Рекомендуется замена антикоррозийной смазки через каждые 6 мес. хранения.
8 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Требования по эксплуатации, расчету и ремонту резьбового соединения должны быть установлены в нормативно-технической документации в зависимости от их функционального назначения.
ПРИЛОЖЕНИЕ А
(справочное)
СООТВЕТСТВИЕ ОБОЗНАЧЕНИЙ РЕЗЬБЫ ПО ГОСТ Р 50864-96
СТАНДАРТУ API 7 (США)
|
Обозначение резьбы |
Зарубежный аналог резьбы по стандарту API 7 |
Форма профиля |
Форма профиля |
|
З-30 |
NC 10 |
VI |
V - 0,05 |
|
З-35 |
NC 12 |
VI |
V - 0,05 |
|
З-38 |
NC 13 |
VI |
V - 0,05 |
|
З-44 |
NC 16 |
VI |
V - 0,05 |
|
З-65 |
NC 23 |
IV |
V - 0,038R |
|
З-66 |
2 3/8 Reg |
I |
V - 0,040 |
|
З-73 |
NC 26 |
IV |
V - 0,038R |
|
З-76 |
2 7/8 Reg |
I |
V - 0,040 |
|
З-86 |
NC 31 |
IV |
V - 0,038R |
|
З-88 |
3 1/2 Reg |
I |
V - 0,040 |
|
З-94 |
NC 35 |
IV |
V - 0,038R |
|
З-101 |
3 1/2 FH |
I |
V - 0,040 |
|
З-102 |
NC 38 |
IV |
V - 0,038R |
|
З-108 |
NC 40 |
IV |
V - 0,038R |
|
З-117 |
4 1/2 Reg |
I |
V - 0,040 |
|
З-118 |
NC 44 |
IV |
V - 0,038R |
|
З-121 |
4 1/2 FH |
I |
V - 0,040 |
|
З-122 |
NC 46 |
IV |
V - 0,038R |
|
З-133 |
NC 50 |
IV |
V - 0,038R |
|
З-140 |
5 1/2 Reg |
II |
V - 0,050 |
|
З-147 |
5 1/2 FH |
III |
V - 0,050 |
|
З-149 |
NC 56 |
V |
V - 0,038R |
|
З-152 |
6 5/8 Reg |
III |
V - 0,050 |
|
З-161 |
- |
III |
V - 0,050 |
|
З-163 |
NC 61 |
V |
V - 0,038R |
|
З-171 |
6 5/8 FH |
III |
V - 0,050 |
|
З-177 |
7 5/8 Reg |
II |
V - 0,050 |
|
З-185 |
NC 70 |
V |
V - 0,038R |
|
З-189 |
- |
III |
V - 0,050 |
|
З-201 |
8 5/8 Reg |
II |
V - 0,050 |
|
З-203 |
NC 77 |
V |
V - 0,038R |
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
РАЗМЕРЫ НАРУЖНЫХ ДИАМЕТРОВ И УПОРНОЙ ПОВЕРХНОСТИ
ЭЛЕМЕНТОВ БУРИЛЬНОЙ КОЛОННЫ, ММ
Таблица Б.1
|
Обозначение резьбы |
|
|
|
| ||
|
номин. |
пред.откл. |
|||||
|
З-30 |
35 |
34,0 |
- | |||
|
З-З5 |
41 |
40,0 |
- |
| ||
|
З-З8 |
46 |
44,5 |
- |
| ||
|
З-44 |
54 |
52,5 |
- |
| ||
|
З-65 |
- |
79 |
+1,2 |
76,0 | ||
|
З-66 |
80 |
76,5 |
- |
|||
|
З-73 |
86 |
83,0 |
89 |
+1,2 |
83,0 | |
|
З-76 |
95 |
91,0 |
- |
|||
|
З-86 |
105 |
100,5 |
105 |
+1,6 |
100,5 | |
|
З-88 |
108 |
103,5 |
- |
|||
|
З-94 |
- |
121 |
+2,0 |
115,0 | ||
|
З-101 |
118 |
114,0 |
- |
| ||
|
З-102 |
121 |
116,0 |
127 |
+2,0 |
121,0 | |
|
127 |
||||||
|
З-108 |
133 |
127,5 |
- |
|||
|
140 |
|
|||||
|
З-117 |
140 |
134,5 |
- |
|||
|
З-118 |
- |
152 |
+3,2 |
144,5 | ||
|
159 |
149,0 | |||||
|
З-121 |
152 |
145,0 |
- |
|||
|
З-122 |
152 |
145,0 |
159 |
+3,2 |
150,0 | |
|
165 |
155,0 | |||||
|
159 |
172 |
+4,0 |
160,0 | |||
|
З-133 |
159 |
154,0 |
178 |
+4,0 |
165,0 | |
|
162 |
||||||
|
165 |
184 |
169,5 | ||||
|
168 |
||||||
|
З-140 |
172 |
165,4 |
- | |||
|
З-147 |
178 |
170,5 |
- | |||
|
З-149 |
- |
197 |
+4,0 |
185,5 | ||
|
203 |
190,0 | |||||
|
З-152 |
197 |
186 |
210 |
196,0 | ||
|
З-161 |
- |
203 |
190,0 | |||
|
З-163 |
- |
229 |
+5,0 |
213,0 | ||
|
З-171 |
203 |
196 |
- | |||
|
З-177 |
226 |
214 |
241 |
+5,0 |
224,0 | |
|
З-185 |
- |
248 |
+6,5 |
232,5 | ||
|
254 |
237,0 | |||||
|
З-189 |
- |
248 |
232,5 | |||
|
З-201 |
254 |
242 |
- | |||
|
З-203 |
- |
279 |
+6,5 |
266,5 | ||
________________
* Размеры и соответствуют замкам.
** Размеры и соответствуют УБТ, а также соединениям с элементами бурильной колонны.
Примечание - Предельные отклонения размера (замки) должны соответствовать указанным ниже:
для резьб З-30; З-35; З-38 и З-44 ... ±0,25 мм.
для остальных резьб ... ±0,40 мм.
ПРИЛОЖЕНИЕ В
(рекомендуемое)
РАЗМЕРЫ РАЗГРУЗОЧНЫХ КАНАВОК ДЛЯ УТЯЖЕЛЕННЫХ БУРИЛЬНЫХ ТРУБ (УБТ)
В.1 Для снижения концентрации напряжений резьбового соединения наиболее оптимальным вариантом являются разгрузочные канавки, указанные на рисунках В.1 и В.2.
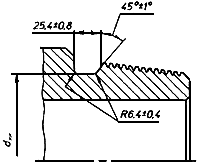
Рисунок В.1 - Разгрузочная канавка ниппеля
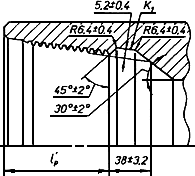
Рисунок В.2 - Разгрузочная канавка муфты
В.2 Зарезьбовая разгрузочная канавка муфт (рисунок В.3) выполняется для выхода инструмента при обработке. Однако при изготовлении образуются витки со срезанными вершинами. Применение этих канавок нецелесообразно при больших крутящих моментах свинчивания соединения в небольшом числе рабочих витков резьбы.
1 - длина резьбы с полным профилем; 2 - длина резьбы со срезанными вершинами
Рисунок В.3 - Разгрузочная канавка муфты
В.3 Могут применяться другие формы разгрузочных канавок, способствующих повышению сопротивления усталости резьбовых соединений.
Таблица В.1 - Размеры разгрузочных канавок, мм
|
Обозначение резьбы |
|
|
|
|
|
|
З-94 |
82,6 |
82,2 |
1:6 |
82,2 |
85,7 |
|
З-101 |
81,9 |
80,1 |
1:4 |
86,5 |
85,1 |
|
З-102 |
88,9 |
88,1 |
1:6 |
89,3 |
92,1 |
|
З-108 |
101,6 |
92,9 |
1:6 |
96,0 |
104,8 |
|
З-117 |
94,9 |
96,1 |
1:4 |
102,1 |
98,1 |
|
З-118 |
101,6 |
101,6 |
1:6 |
106,4 |
104,8 |
|
З-121 |
88,9 |
100,4 |
1:4 |
106,8 |
92,1 |
|
З-122 |
101,6 |
106,8 |
1:6 |
109,9 |
104,8 |
|
З-133 |
101,6 |
117,5 |
1:6 |
120,6 |
104,8 |
|
З-140 |
108,0 |
114,3 |
1:4 |
123,4 |
111,1 |
|
З-147 |
114,3 |
129,9 |
1:6 |
133,5 |
117,5 |
|
З-149 |
114,3 |
121,8 |
1:4 |
134,5 |
117,5 |
|
З-152 |
114,3 |
134,1 |
1:6 |
137,7 |
117,5 |
|
З-161 |
114,3 |
143,8 |
1:6 |
147,4 |
117,5 |
|
З-163 |
127,0 |
133,0 |
1:4 |
148,8 |
130,2 |
|
З-171 |
114,3 |
153,5 |
1:6 |
157,0 |
117,5 |
|
З-177 |
120,6 |
148,8 |
1:4 |
162,7 |
123,8 |
|
З-185 |
139,7 |
152,0 |
1:4 |
171,0 |
142,9 |
|
З-189 |
114,3 |
171,3 |
1:6 |
174,9 |
117,5 |
|
З-201 |
123,8 |
173,0 |
1:4 |
182,9 |
127,0 |
|
З-203 |
152,4 |
166,3 |
1:4 |
188,5 |
155,6 |
________________
* Предельные отклонения конусности гладкой поверхности не должны превышать ±2,1 мм на длине 100 мм
Примечание - Резьбы З-65, З-73 и З-86 не имеют разгрузочных канавок из-за недостаточной толщины стенки трубы.
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ЭЛЕМЕНТОВ БУРИЛЬНОЙ КОЛОННЫ
ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Таблица Г.1
|
Номинальный диаметр |
Наименование параметров | ||||||
|
|
|
|
|
|
| ||
|
|
замки |
УБТ, переводники |
замки |
УБТ, переводники |
Замки, УБТ и переводники | ||
|
До 175 |
965,2 |
965,2 |
827,3 |
758,4 |
13 |
285 |
800 |
|
От 178 |
|
930,7 |
|
689,5 |
|
| |
 ,
,
Г.1 При назначении механических свойств металла других элементов бурильной колонны следует руководствоваться необходимыми эксплуатационными характеристиками.
Г.2 Для проверки механических свойств металла после термообработки (4.13) отбирают по две детали (ниппель и муфта), взятые от каждой плавки.
Г.3 Проведение механических испытаний
Г.3.1 Образцы ниппелей замков вырезаются в продольном направлении, как указано на рисунке Г.1.
1 - место расположения испытаний твердости на середине стенки, измеренной от впадины резьбы
Рисунок Г.1
Г.3.2 Образцы УБТ и переводников вырезаются в продольном направлении в пределах 0,9 м от торца детали и на расстоянии 25 мм от наружного диаметра образца или на середине толщины стенки в случае, если утонение стенки не соответствует указанной величине.
Г.4 Допускается применять метод неразрушающего контроля механических свойств металла резьбовых соединений.
Г.5 Испытание на растяжение - по ГОСТ 10006.
Г.6 Контроль твердости по Бринеллю - по ГОСТ 9012.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1996
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке