
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
21
53
апреля
17
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 8790-79*
(СТ СЭВ 5612-86)
Группа Г14
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
СОЕДИНЕНИЯ ШПОНОЧНЫЕ С ПРИЗМАТИЧЕСКИМИ
НАПРАВЛЯЮЩИМИ ШПОНКАМИ С КРЕПЛЕНИЕМ НА ВАЛУ
Размеры шпонок и сечений пазов.
Допуски и посадки
Basic norms of interchangeability. Keyed joints with feather keys with
fixture on shaft. Dimensions of keys and keyways. Tolerances and fits
Дата введения 1981-01-01
Постановлением Государственного комитета СССР по стандартам от 28 декабря 1979 г. N 5143 срок действия установлен с 01.01.81 до 01.01.91**
_______________
** Ограничение срока действия снято по протоколу N 1268 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 8, 1990 год). - Примечание изготовителя базы данных.
ВЗАМЕН ГОСТ 8790-68
* ПЕРЕИЗДАНИЕ (декабрь 1986 г.) с Изменениями N 1 и 2, утвержденными в марте 1984 г., в декабре 1986 г. (ИУС 7-84, ИУС 3-87)
1. Настоящий стандарт распространяется на шпоночные соединения с призматическими направляющими шпонками и креплением на валу и устанавливает размеры и предельные отклонения размеров призматических направляющих шпонок и соответствующих им шпоночных пазов на валах и во втулках.
Стандарт полностью соответствует СТ СЭВ 5612-86.
2. Размеры шпонок и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1 и 2.
Исполнение 1
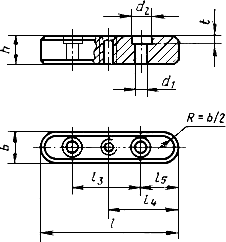
Исполнение 2

Исполнение 3

Черт.1
Таблица 1
мм
|
Ширина |
Высота |
Фаска |
Диаметр |
Длина |
Длина |
Винты по ГОСТ 1491-80 | ||
|
не менее |
не более |
от |
до |
|||||
|
8 |
7 |
0,25 |
0,40 |
М3 |
7 |
25 |
90 |
M3x8 |
|
10 |
8 |
0,40 |
0,60 |
|
8 |
25 |
110 |
М3x10 |
|
12 |
|
|
|
М4 |
10 |
28 |
140 |
М4x10 |
|
14 |
9 |
|
|
М5 |
|
36 |
160 |
М5x12 |
|
16 |
10 |
|
|
М6 |
11 |
45 |
180 |
М6x14 |
|
18 |
11 |
|
|
|
|
50 |
200 |
|
|
20 |
12 |
0,60 |
0,80 |
|
|
56 |
220 |
|
|
22 |
14 |
|
|
М8 |
16 |
63 |
250 |
М8x20 |
|
25 |
|
|
|
|
|
70 |
280 |
|
|
28 |
16 |
|
|
|
|
80 |
320 |
|
|
32 |
18 |
|
|
М10 |
18 |
90 |
360 |
М10x25 |
|
36 |
20 |
1,00 |
1,20 |
|
|
100 |
400 |
|
|
40 |
22 |
М12 |
22 |
100 |
400 |
M12x30 | ||
|
45 |
25 |
|
|
|
|
125 |
450 |
|
 (h11)
(h11)  45° или
45° или 

 (h14)
(h14) 
Примечания:
1. Длины шпонок должны выбираться из ряда 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450 мм.
2. Длины шпонок свыше 450 мм должны выбираться из ряда  20 по ГОСТ 6636-69.
20 по ГОСТ 6636-69.
3. Допускается применять шпонки с длиной, выходящей за пределы длин, указанных в табл.1.
4. Допускается применять предельные отклонения для ширины  по f9.
по f9.
5. В технически обоснованных случаях допускается применение винтов по ГОСТ 1491-80 увеличенной длины с соответствующим увеличением глубины  .
.
Таблица 2
мм
|
|
|
|
|
|
25 |
13 |
12 |
6 |
|
28 |
14 |
14 |
7 |
|
32 |
16 |
16 |
8 |
|
36 |
18 |
18 |
9 |
|
40 |
20 |
20 |
10 |
|
45 |
23 |
22 |
11 |
|
50 |
26 |
25 |
12 |
|
56 |
30 |
28 |
13 |
|
63 |
35 |
32 |
14 |
|
70 |
40 |
35 |
15 |
|
80 |
48 |
40 |
16 |
|
90 |
54 |
45 |
18 |
|
100 |
60 |
50 |
20 |
|
110 |
66 |
55 |
22 |
|
125 |
75 |
62 |
25 |
|
140 |
80 |
70 |
30 |
|
160 |
90 |
80 |
35 |
|
180 |
100 |
90 |
40 |
|
200 |
110 |
100 |
45 |
|
220 |
120 |
110 |
50 |
|
250 |
140 |
125 |
55 |
|
280 |
160 |
140 |
60 |
|
320 |
180 |
160 |
70 |
|
360 |
200 |
180 |
80 |
|
400 |
220 |
200 |
90 |
|
450 |
250 |
225 |
100 |



Пример условного обозначения шпонки исполнения 1, размерами  18 мм,
18 мм,  11 мм,
11 мм,  100 мм:
100 мм:
Шпонка 18x11х100 ГОСТ 8790-79
То же, исполнения 2:
Шпонка 2-18x11x100 ГОСТ 8790-79
3. Размеры  и их предельные отклонения - по 2-му ряду ГОСТ 11284-75.
и их предельные отклонения - по 2-му ряду ГОСТ 11284-75.
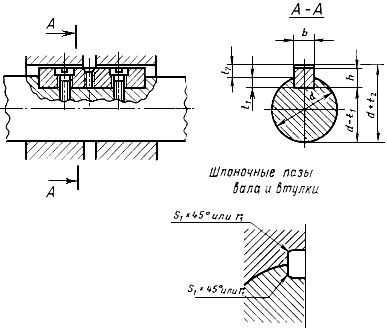
Черт.2
Примечание. На рабочем чертеже должен проставляться один размер для вала  (предпочтительный вариант) или
(предпочтительный вариант) или  и для втулки -
и для втулки -  .
.
1, 2, 3. (Измененная редакция, Изм. N 1, 2).
4. Размеры  и
и  и их предельные отклонения - по 2-му ряду ГОСТ 12876-67.
и их предельные отклонения - по 2-му ряду ГОСТ 12876-67.
5. Фаски  45° - по ГОСТ 10549-80.
45° - по ГОСТ 10549-80.
6. Материал шпонок - сталь чистотянутая для шпонок по ГОСТ 8787-68. Допускается применять другую сталь с временным сопротивлением разрыву не менее 590 МН/м (60 кгс/мм).
(60 кгс/мм).
7. Размеры сечений пазов и предельные отклонения глубины паза должны соответствовать указанным на черт.2 и в табл.3.
(Измененная редакция, Изм. N 1).
8. Предельные отклонения ширины шпоночного паза должны соответствовать полям допусков: Н9 - по валу, D10 - по втулке.
Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска Н11.
Таблица 3
мм
|
Диаметр вала |
Сечение шпонки |
Шпоночный паз | ||||||
|
|
|
Ширина |
Глубина |
Радиус закругления | ||||
|
|
Вал |
Втулка |
| |||||
|
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не менее |
не более | |
|
От 22 до 30 |
8x7 |
8 |
4 |
+0,2 |
3,3 |
+0,2 |
0,16 |
0,25 |
|
Св. 30 до 38 |
10x8 |
10 |
5 |
|
|
|
0,25 |
0,40 |
|
Св. 38 до 44 |
12x8 |
12 |
|
|
|
|||
|
" 44 " 50 |
14x9 |
14 |
5,5 |
3,8 |
||||
|
" 50 " 58 |
16x10 |
16 |
6 |
4,3 |
||||
|
" 58 " 65 |
18x11 |
18 |
7 |
4,4 |
||||
|
Св. 65 до 75 |
20x12 |
20 |
7,5 |
4,9 |
|
0,40 |
0,60 | |
|
" 75 " 85 |
22x14 |
22 |
9 |
5,4 |
||||
|
" 85 " 95 |
25x14 |
25 |
||||||
|
" 95 " 110 |
28x16 |
28 |
10 |
6,4 |
||||
|
" 110 " 130 |
32x18 |
32 |
11 |
7,4 |
||||
|
Св. 130 до 150 |
36x20 |
36 |
12 |
+0,3 |
8,4 |
+0,3 |
0,70 |
1,00 |
|
" 150 " 170 |
40x22 |
40 |
13 |
9,4 |
||||
|
" 170 " 200 |
45x25 |
45 |
15 |
10,4 |
||||


 или фаска
или фаска  45°
45°
9. Вместо контроля размеров и  допускается контролировать размеры и , предельные отклонения которых должны соответствовать указанным в табл.4.
допускается контролировать размеры и , предельные отклонения которых должны соответствовать указанным в табл.4.
Таблица 4
мм
|
Высота шпонок |
Предельные отклонения размеров | |
|
|
|
|
|
От 7 до 18 |
0 |
+0,2 |
|
Св. 18 до 45 |
0 |
+0,3 |


(Измененная редакция, Изм. N 1).
10. Теоретическая масса шпонок указана в справочном приложении 1.
11. Предельные отклонения размера длины паза вала должны соответствовать полю допуска H15.
12. Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей - по ГОСТ 24109-80 - ГОСТ 24118-80, ГОСТ 24120-80 и ГОСТ 24121-80.
13. Для изделий, спроектированных до 1 января 1980 г., допускаются предельные отклонения размеров шпоночных соединений, указанные в справочном приложении 3 ГОСТ 23360-78.
14. Параметры шероховатости поверхности элементов шпоночных соединений приведены в рекомендуемом приложении 3.
11-14. (Введены дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
Размеры в мм
|
|
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
28 |
32 |
36 |
40 |
45 |
|
|
7 |
8 |
8 |
9 |
10 |
11 |
12 |
14 |
14 |
16 |
18 |
20 |
22 |
25 |
|
|
Теоретическая масса 1000 шпонок исполнения 3, кг | |||||||||||||
|
25 |
8,6 |
13,1 |
||||||||||||
|
28 |
9,9 |
15,0 |
16,5 |
|||||||||||
|
32 |
11,7 |
17,5 |
20,6 |
|||||||||||
|
36 |
13,4 |
20,0 |
23,1 |
27,6 |
||||||||||
|
40 |
15,2 |
22,5 |
26,2 |
32,0 |
||||||||||
|
45 |
17,4 |
25,6 |
29,9 |
37,1 |
44,4 |
|||||||||
|
50 |
19,6 |
28,8 |
33,7 |
41,9 |
51,1 |
64,4 |
||||||||
|
56 |
22,2 |
32,5 |
38,4 |
47,7 |
58,1 |
74,5 |
93,1 |
|||||||
|
63 |
25,2 |
36,9 |
43,3 |
54,3 |
66,9 |
84,7 |
104,9 |
124,9 |
||||||
|
70 |
28,4 |
41,4 |
48,8 |
61,6 |
76,2 |
96,3 |
119,0 |
141,7 |
164,8 |
|||||
|
80 |
32,6 |
47,6 |
56,3 |
71,5 |
88,8 |
112,0 |
137,0 |
165,7 |
192,1 |
253,0 |
||||
|
90 |
37,0 |
52,9 |
63,9 |
81,4 |
101,0 |
127,0 |
156,0 |
189,7 |
219,4 |
288,0 |
357,0 |
|||
|
100 |
60,1 |
71,4 |
91,4 |
114,0 |
143,0 |
175,0 |
213,7 |
246,7 |
323,0 |
402,0 |
512,0 |
602,0 |
||
|
110 |
66,3 |
78,9 |
101,0 |
126,0 |
158,0 |
194,0 |
237,7 |
274,0 |
358,0 |
447,0 |
569,0 |
675,0 |
||
|
125 |
89,2 |
116,0 |
145,0 |
181,0 |
222,0 |
273,8 |
314,9 |
370,0 |
514,0 |
651,0 |
775,0 |
1007,0 | ||
|
140 |
100,4 |
131,0 |
164,0 |
205,0 |
250,0 |
309,8 |
355,9 |
464,0 |
583,0 |
738,0 |
882,0 |
1143,0 | ||
|
160 |
149,0 |
189,0 |
236,0 |
288,0 |
357,8 |
410,5 |
534,0 |
673,0 |
851,0 |
1021,0 |
1319,0 | |||
|
180 |
214,0 |
267,0 |
326,0 |
405,8 |
475,1 |
604,0 |
764,0 |
964,0 |
1159,0 |
1496,0 | ||||
|
200 |
298,0 |
364,0 |
453,9 |
519,7 |
675,0 |
854,0 |
1077,0 |
1297,0 |
1673,0 | |||||
|
220 |
401,0 |
501,9 |
574,3 |
745,0 |
945,0 |
1190,0 |
1435,0 |
1849,0 | ||||||
|
250 |
573,9 |
656,2 |
851,0 |
1080,0 |
1360,0 |
1642,0 |
2114,0 | |||||||
|
280 |
738,1 |
956,0 |
1216,0 |
1530,0 |
1849,0 |
2379,0 | ||||||||
|
320 |
1084,0 |
1388,0 |
1743,0 |
2112,0 |
2715,0 | |||||||||
|
360 |
1557,0 |
1968,0 |
2387,0 |
3066,0 | ||||||||||
|
400 |
2192,0 |
2678,0 |
3439,0 | |||||||||||
|
450 |
3856,0 | |||||||||||||
|
Для шпонок исполнения 1 масса уменьшается на |
0,76 |
1,35 |
1,94 |
2,97 |
4,31 |
6,00 |
8,09 |
11,2 |
15,1 |
21,0 |
31,1 |
43,7 |
59,3 |
85,3 |
|
Для шпонок исполнения 2 масса уменьшается на |
0,38 |
0,67 |
0,97 |
1,48 |
2,15 |
3,00 |
4,04 |
5,6 |
7,5 |
10,5 |
15,5 |
21,8 |
29,6 |
42,6 |
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2. (Исключено. Изм. N 2).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Зависимость параметров шероховатости поверхности от допуска размера
|
Допуск размера |
Номинальные размеры | |||
|
До 18 |
Св. 18 до 50 |
Св. 50 до 120 |
Св. 120 до 500 | |
|
| ||||
|
IT9 |
3,2 |
3,2 |
6,3 |
6,3 |
|
IT10 |
3,2 |
6,3 |
6,3 |
6,3 |
|
IТ11 |
6,3 |
6,3 |
12,5 |
12,5 |
|
IT12, 13 |
12,5 |
12,5 |
25 |
25 |
|
IT14, 15 |
12,5 |
25 |
50 |
50 |
Примечания:
1. Параметры шероховатости поверхностей с неуказанными предельными отклонениями - 20 мкм.
2. Параметр шероховатости дна шпоночного паза рекомендуется принимать равным 6,3 мкм.
Приложение 3. (Введено дополнительно, Изм. N 1).
Личный кабинет:
доступно после авторизации Азов, Кропоткин и Судак: куда выгодно на майские праздники из Краснодара
Азов, Кропоткин и Судак: куда выгодно на майские праздники из Краснодара  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке