
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 21945-76
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ БЕСШОВНЫЕ ГОРЯЧЕКАТАНЫЕ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА
Технические условия
Seamless hot-rolled tubes of alloys based on titanium. Specifications
МКС 23.040.10
ОКП 18 2558
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В.П.Сокуренко, канд. техн. наук (руководитель темы); Ю.М.Миронов, канд. техн. наук; Э.И.Куцыгина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 21.06.76 N 1484
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
4.2 | |
|
4.5 | |
|
2.3 | |
|
5.2 | |
|
5.2 | |
|
5.2 | |
|
2.9, 4.7 | |
|
4.2 | |
|
4.2 | |
|
4.2 | |
|
4.6 | |
|
4.4 | |
|
4.3 | |
|
5.2.3 | |
|
5.2.2 | |
|
4.8 | |
|
4.2 | |
|
4.2 | |
|
4.3 | |
|
ТУ 2-034-225-87 |
4.2 |
4. Ограничение срока действия снято Постановлением Госстандарта от 12.08.92 N 951
5. ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в декабре 1981 г., апреле 1983 г., июне 1987 г. (ИУС 2-82, 7-83, 11-87)
Настоящий стандарт распространяется на бесшовные горячекатаные трубы из сплавов на основе титана, применяемые для деталей и конструкций.
Показатели технического уровня, установленные настоящим стандартом для труб группы А повышенной точности по диаметру и толщине стенки, предусмотрены для высшей категории качества, для труб группы В* обычной точности по диаметру и толщине стенки - для первой категории качества.
________________
* Текст соответствует оригиналу. - Примечание .
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1.1. Размеры труб должны соответствовать указанным в табл.1.
(Измененная редакция, Изм. N 3).
Таблица 1
|
Наружный |
Длина мерных труб, м, не более, при толщине стенки, мм | |||||||||||||
|
|
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
83 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
|
89 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
3,75 |
3,5 |
3,25 |
3,0 |
- |
- |
- |
- |
- |
|
95 |
4,0 |
4,0 |
4,0 |
4,0 |
3,75 |
3,5 |
3,25 |
3,0 |
2,75 |
- |
- |
- |
- |
- |
|
102 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
3,5 |
3,5 |
3,25 |
3,0 |
3,0 |
2,75 |
2,75 |
2,5 |
|
108 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
3,5 |
3,5 |
3,25 |
3,0 |
2,75 |
2,75 |
2,5 |
2,5 |
2,5 |
|
114 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
3,75 |
3,5 |
3,5 |
3,0 |
3,0 |
2,75 |
2,75 |
2,5 |
2,5 |
|
121 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,75 |
4,0 |
4,0 |
4,0 |
4,0 |
|
127 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,5 |
4,5 |
4,25 |
|
133 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
|
140 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
3,75 |
|
146 |
- |
5,0 |
5,0 |
5,0 |
5,0 |
6,0 |
6,0 |
5,5 |
5,5 |
5,0 |
5,0 |
4,5 |
4,25 |
4,25 |
|
152 |
- |
5,0 |
5,0 |
5,0 |
5,0 |
6,0 |
6,0 |
5,25 |
5,0 |
4,5 |
4,5 |
4,25 |
4,0 |
4,0 |
|
159 |
- |
5,0 |
5,0 |
5,0 |
5,0 |
5,5 |
5,25 |
5,0 |
4,75 |
4,5 |
4,25 |
4,0 |
4,0 |
3,75 |
|
168 |
- |
- |
5,0 |
5,0 |
5,0 |
5,5 |
5,0 |
4,75 |
4,75 |
4,5 |
4,5 |
4,5 |
4,25 |
4,0 |
|
180 |
- |
- |
5,0 |
5,0 |
5,0 |
6,0 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
4,5 |
4,5 |
4,0 |
|
194 |
- |
- |
5,0 |
5,0 |
5,0 |
6,0 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
4,5 |
4,5 |
4,0 |
|
203 |
- |
- |
- |
5,0 |
5,0 |
6,0 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
4,5 |
4,5 |
4,0 |
|
219 |
- |
- |
- |
5,0 |
5,0 |
6,0 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
4,5 |
4,5 |
4,0 |
|
245 |
- |
- |
- |
- |
5,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,75 |
5,5 |
5,25 |
5,0 |
4,75 |
|
273 |
- |
- |
- |
- |
5,0 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,75 |
5,5 |
5,25 |
5,0 |
|
325 |
- |
- |
- |
- |
- |
- |
6,0 |
6,0 |
6,0 |
6,0 |
5,5 |
5,25 |
5,0 |
4,75 |
|
351 |
- |
- |
- |
- |
- |
- |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
377 |
- |
- |
- |
- |
- |
- |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
402 |
- |
- |
- |
- |
- |
- |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
426 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
465 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
4,5 |
4,5 |
4,5 |
4,5 |
|
480 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Продолжение табл.1
|
Наружный |
Длина мерных труб, м, не более, при толщине стенки, мм | ||||||||||||||
|
|
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
|
83 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
89 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
95 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
102 |
2,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
108 |
2,25 |
2,25 |
2,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
114 |
2,2 |
2,2 |
2,2 |
2,0 |
2,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
121 |
3,75 |
3,5 |
3,5 |
3,5 |
3,25 |
3,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
127 |
4,0 |
3,75 |
3,75 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
133 |
4,0 |
3,75 |
3,5 |
3,5 |
3,5 |
3,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
140 |
3,5 |
3,5 |
3,25 |
3,25 |
3,0 |
3,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
146 |
4,0 |
3,75 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
152 |
3,75 |
3,75 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
159 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
168 |
3,75 |
3,75 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
180 |
4,0 |
4,0 |
4,0 |
3,5 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
194 |
4,0 |
4,0 |
4,0 |
3,5 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
203 |
4,0 |
4,0 |
4,0 |
3,5 |
3,5 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
|
219 |
4,0 |
4,0 |
4,0 |
3,5 |
3,5 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
|
245 |
4,5 |
4,25 |
4,25 |
4,0 |
4,0 |
3,75 |
3,75 |
3,5 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
|
273 |
4,75 |
4,5 |
4,5 |
4,25 |
4,0 |
4,0 |
3,75 |
3,5 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
|
325 |
4,5 |
4,5 |
4,25 |
4,0 |
4,0 |
3,75 |
3,5 |
3,5 |
3,5 |
3,5 |
3,5 |
- |
- |
- |
- |
|
351 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
377 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
402 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
426 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
465 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
|
480 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
Продолжение табл.1
|
Наружный |
Длина мерных труб, м, не более, при толщине стенки, мм | |||||||||||||||
|
|
35 |
36 |
37 |
38 |
39 |
40 |
41 |
42 |
43 |
44 |
45 |
46 |
47 |
48 |
||
|
83 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
89 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
95 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
102 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
108 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
114 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
121 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
127 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
133 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
140 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
146 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
152 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
159 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
168 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
194 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
203 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
219 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
245 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
273 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
325 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
351 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
||
|
377 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
||
|
402 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
||
|
426 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
||
|
465 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
||
|
480 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
||
Продолжение табл.1
|
Наружный диаметр труб, мм |
Длина мерных труб, м, не более, при толщине стенки, мм | ||||||||||||||||
|
|
49 |
50 |
51 |
52 |
53 |
54 |
55 |
56 |
57 |
58 |
59 |
60 |
61 |
62 |
63 |
64 |
65 |
|
83 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
89 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
95 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
102 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
108 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
114 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
121 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
127 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
133 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
140 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
146 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
152 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
159 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
168 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
194 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
203 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
219 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
245 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
273 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
325 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
351 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
377 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
402 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
426 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
465 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
480 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
Примечания:
1. По требованию потребителя трубы диаметрами 83, 89, 95 мм с толщинами стенок 6 и 7 мм и трубы диаметрами более 325 мм изготавливаются механически обработанными.
2. Трубы группы Б изготавливаются с толщинами стенок от 10 мм и более.
1.2. По длине трубы должны изготавливаться:
немерной длины:
при диаметре 83-325 мм - от 1,5 до 6 м,
при диаметре 351-480 мм - от 2 до 4,5 м;
мерной длины - не более указанной в табл.1. Трубы мерной длины изготавливаются по требованию потребителя;
кратной мерной длины - в пределах мерной с припуском на каждый рез по 10 мм. Минимальная кратность - 300 мм.
Предельные отклонения по длине труб (мерной и кратной мерной) +25 мм.
1.2.1. В каждой партии труб немерной длины допускается не более 15% труб длиной не менее 0,75 м.
1.2.2. В каждой партии труб мерной длины допускается не более 10% труб немерной длины, но не короче 1,5 м.
1.2.3. По согласованию изготовителя с потребителем допускается изготовление труб длиной, выходящей за пределы, указанные в п.1.2.
(Измененная редакция, Изм. N 2)
1.3. Предельные отклонения по размерам труб должны соответствовать указанным в табл.2 и 2а.
Таблица 2
|
Наружный диаметр, |
Предельные отклонения, %, по наружному диаметру труб точности изготовления | |
|
обычной |
повышенной | |
|
От 83 до 180 |
+1,0 |
+1,0 |
|
" 194 " 325 |
+1,0 |
+0,8 |
|
" 351 " 480 |
±1,5 |
+1,0 |
Таблица 2а
|
Толщина стенки, мм |
Предельные отклонения, %, по толщине стенки труб точности изготовления | |
|
обычной |
повышенной | |
|
От 6 до 15 |
+15,0 |
±12,5 |
|
Св. 15 |
±15,0 |
|
(Измененная редакция, Изм. N 1).
1.4. По требованию потребителя трубы должны изготавливаться с комбинированными предельными отклонениями. Например: по диаметру - с отклонениями обычной точности, а по толщине - с отклонениями повышенной точности или наоборот.
1.5. Кривизна труб на любом участке длиной 1 м не должна превышать:
2,5 мм - при толщине стенки трубы до 20 мм;
4,0 мм - при толщине стенки трубы св. 20 мм.
1.6. (Исключен, Изм. N 3).
1.7. Теоретическую массу 1 м трубы ( ) в килограммах вычисляют по формуле
) в килограммах вычисляют по формуле
 ,
,
где  - наружный диаметр трубы, мм;
- наружный диаметр трубы, мм;
 - толщина стенки, мм.
- толщина стенки, мм.
Плотность сплава принята равной 4,5 г/см .
.
Примеры условных обозначений
Труба горячекатаная с наружным диаметром 89 мм и толщиной стенки 10 мм из сплава марки ПТ-7М, немерной длины, обычной точности изготовления:
Труба 89х10 ПТ-7М ГОСТ 21945-76
То же, немерной длины, повышенной точности изготовления по диаметру и толщине стенки и с повышенным качеством поверхности (группа А):
Труба 89 х10 ПТ-7М А ГОСТ 21945-76
х10 ПТ-7М А ГОСТ 21945-76
То же, длины, кратной 1500 мм, обычной точности изготовления по диаметру и повышенной точности изготовления по толщине стенки:
Труба 89х10х1500  ПТ-7М ГОСТ 21945-76
ПТ-7М ГОСТ 21945-76
То же, мерной длины, равной 4000 мм, обычной точности изготовления:
Труба 89х10х4000 ПТ-7М ГОСТ 21945-76
То же, повышенной точности изготовления, мерной длины, равной 4000 мм, с обычным качеством поверхности (группа Б):
Труба 89х10х4000 ПТ-7М Б ГОСТ 21945-76
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы должны изготавливаться в соответствии с требованиями настоящего стандарта из сплавов марок ВТ1-0, ПТ-1М, ПТ-7М, ПТ-3В, ВТ14, ОТ4, ОТ4-1, АТ3 и ТС5 с химическим составом, указанным в нормативно-технической документации на заготовку, утвержденной в установленном порядке.
Трубы из сплавов марок АТ3 и ТС5, а также трубы диаметром 351 мм и более из сплавов всех марок изготавливаются по согласованию изготовителя с потребителем.
Массовая доля водорода в трубах группы А не должна превышать:
0,005% - из сплавов марок ВТ1-0, ПТ-7М;
0,006% - из сплавов марок ПТ-1М, ПТ-3В;
0,010% - из сплавов марки ОТ4-1,
норм, установленных в технической документации на трубную заготовку из всех других сплавов, указанных в п.2.1.
В трубах группы А диаметром 351 мм и более и в трубах группы Б содержание водорода не определяется.
(Измененная редакция, Изм. N 1, 2).
2.2. Трубы должны быть термически обработанными. Термическая обработка труб группы А из сплавов марок ВТ1-0, ПТ-1М и ПТ-7М диаметром 325 мм и менее производится в вакууме.
Механические свойства металла труб должны соответствовать указанным в табл.3, механические свойства труб с толщиной стенки 20 мм и более из сплава марки ПТ-3В должны соответствовать указанным в табл.4.
Таблица 3
|
Марки сплавов |
Временное |
Предел
|
Относи- |
Относи-
|
Ударная | ||||
|
кгс/мм |
Н/мм |
кгс/мм |
Н/ мм |
|
кгс·м/см |
Дж/мм | |||
|
|
|
не менее | |||||||
|
ВТ1-0 |
35-58 |
343-568 |
25 |
245 |
20 |
42 |
8,0 |
0,78 | |
|
ПТ-1М |
35-55 |
343-539 |
25 |
245 |
24 |
47 |
9 |
0,88 | |
|
ПТ-7М |
48-70 |
470-686 |
38 |
372 |
18 |
36 |
8,0 |
0,78 | |
|
ПТ-3В |
57-88 |
559-862 |
53 |
519 |
10 |
30 |
6,5 |
0,64 | |
|
ОТ4-1 |
60-75 |
588-735 |
50 |
490 |
12 |
35 |
4,5 |
0,44 | |
|
ОТ4 |
71-90 |
686-882 |
65 |
637 |
10 |
30 |
3,5 |
0,34 | |
|
ВТ14 |
90-110 |
882-1078 |
80 |
784 |
8 |
25 |
4,0 |
0,39 | |



 , %
, %  , %
, %
Таблица 4
|
Марка |
Временное сопротивление разрыву, |
Предел текучести, |
Относи- |
Относи- |
Ударная вязкость, |
Временное сопротивление |
Предел текучести, | |||||
|
|
Н/мм |
кгс/мм |
Н/мм |
кгс/мм |
|
Дж/мм |
кгс/мм |
Н/мм |
кгс/мм |
Н/мм |
кгс/мм | |
|
|
|
|
не менее | |||||||||
|
При 20 °С |
При 350 °С | |||||||||||
|
ПТ-3В |
617- |
63-88 |
568 |
60 |
10 |
30 |
0,64 |
6,5 |
343 |
35 |
294 |
30 |
 , %
, % 

По требованию потребителя допускается изготовление труб без термической обработки. Нормы механических свойств металла труб, изготавливаемых без термической обработки, а также металла труб из сплавов марок АТ3 и ТС5 устанавливаются по соглашению изготовителя с потребителем.
(Измененная редакция, Изм. N 1, 3).
2.3. Трубы из сплавов, приведенных в табл.3, изготавливаются с повышенным качеством наружной поверхности (группа А) и обычным (группа Б).
Трубы группы А изготавливаются расточенными по внутренней и обточенными или шлифованными по наружной поверхности. Глубина снятого слоя с поверхности трубы при механической обработке должна быть не менее 1 мм. Шероховатость поверхности труб должна быть  40 мкм по ГОСТ 2789.
40 мкм по ГОСТ 2789.
Трубы группы Б поставляются после горячей прокатки без травления и механической обработки.
Качество поверхности труб (группа А или Б) указывается в заказе.
2.4. На наружной и внутренней поверхностях готовых труб группы А не должно быть альфированного слоя.
2.5. Наружная и внутренняя поверхности труб группы А не должны иметь плен, рванин, закатов, трещин, глубоких и острых рисок, остатков окалины, вмятин и грубых следов зачистки.
Допускается удаление дефектов путем местной пологой зачистки или шлифования при условии, что глубина местной зачистки или шлифования не выводит толщину стенки за пределы минимального размера.
Без зачистки на поверхности труб допускаются: рябизна, пологие углубления, следы волнистости, расположенные по спирали, местное налипание металла при механической обработке, вмятины, следы холодной зачистки, если они не выводят толщину стенки за пределы минимального размера.
2.6. На наружной и внутренней поверхностях труб группы Б допускаются: окалина, риски, порезы, следы вдавливания окалины, следы волнистости, расположенные по спирали, пологие углубления, местная зачистка дефектов, глубина которых не выходит за минусовые предельные отклонения по толщине стенки.
На наружной и внутренней поверхностях труб группы Б допускается наличие газонасыщенного слоя.
2.7. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев. Для труб группы Б допускается обрезка концов с наличием заусенцев. На внутренней поверхности труб диаметром 351 мм и более допускается фаска до 10 мм.
2.8. Трубы группы А из сплавов марок ВТ1-0, ПТ-1М и ПТ-7М подвергаются испытанию на сплющивание в холодном состоянии до получения между сжимающими плоскостями расстояния ( ) в миллиметрах, вычисляемого по формуле
) в миллиметрах, вычисляемого по формуле
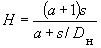 ,
,
где - номинальная толщина стенки, мм;
- номинальный наружный диаметр трубы, мм;
 - коэффициент жесткости, равный 0,05.
- коэффициент жесткости, равный 0,05.
При обнаружении на сплющенных образцах трещин или надрывов трубы бракуются.
Испытание на сплющивание труб из других марок сплавов, а также нормы испытаний устанавливаются по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. N 1, 2).
2.8.1. Трубы, изготовленные на пилигримовых установках, испытанию на сплющивание не подвергаются.
2.9. По требованию потребителя каждую трубу должны испытывать гидравлическим давлением  по ГОСТ 3845, при этом допускаемое напряжение принимается равным 40% от временного сопротивления разрыву для данной марки сплавов, вычисленное по нижнему пределу.
по ГОСТ 3845, при этом допускаемое напряжение принимается равным 40% от временного сопротивления разрыву для данной марки сплавов, вычисленное по нижнему пределу.
Максимальное испытательное давление устанавливается 40 МПа (400 кгс/см ).
).
Способность труб выдерживать гидравлическое давление обеспечивается технологией производства.
По согласованию изготовителя с потребителем допускается испытывать трубы под давлением более 40 МПа (400 кгс/см).
Испытание гидравлическим давлением может быть заменено неразрушающими методами контроля. Вид и объем испытаний устанавливаются по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. N 1, 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы предъявляются к приемке партиями. Партия должна состоять из труб одной марки сплава, одного размера, прошедших термическую обработку в одинаковых условиях, и сопровождаться одним документом о качестве, содержащим:
товарный знак или наименование предприятия-изготовителя и товарный знак;
размер труб и марку сплава;
номер труб, номер партии и номера плавок, входящих в нее, и группу качества поверхности;
количество труб;
результаты всех испытаний;
обозначение настоящего стандарта;
изображение государственного Знака качества, для труб высшей категории качества.
Количество труб в партии не должно превышать 75 шт.
Допускается комплектовать партию труб из металла нескольких плавок. Скомплектованной партии присваивается условный номер плавки, имеющей наибольшее содержание водорода.
(Измененная редакция, Изм. N 2).
3.2. Проверке наружной и внутренней поверхностей и размеров должна быть подвергнута каждая труба партии.
3.3. Для проверки труб группы А на растяжение, на ударную вязкость, на сплющивание и определение содержания водорода отбирают по две трубы от партии.
Если партия скомплектована из труб разных плавок, отбирают по две трубы от каждой плавки.
3.4. Химический состав сплава принимают по документу о качестве предприятия - изготовителя заготовки.
Содержание водорода в трубах группы А контролируется предприятием - изготовителем труб.
Для труб диаметром 351 мм и более и труб группы Б содержание водорода принимается по документу о качестве предприятия - изготовителя заготовки.
3.5. Ударную вязкость и относительное сужение определяют на трубах с толщиной стенки от 7 мм и более.
Трубы с толщиной стенки менее 7 мм, а также трубы группы Б на ударную вязкость и относительное сужение не испытывают.
3.6. При получении неудовлетворительных результатов анализа на водород трубы подвергают сплошному контролю при термической обработке в вакууме.
3.7. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей (кроме контроля на содержание водорода) по нему проводят повторные испытания на удвоенном количестве труб, взятых из числа не подвергавшихся испытаниям. При получении неудовлетворительных результатов повторных испытаний проводится сплошная проверка труб данной партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. От каждой отобранной трубы отрезают:
для испытания на растяжение при комнатной и повышенной температурах - по два образца;
для испытания на ударную вязкость - два образца;
для испытания на относительное сужение - два образца;
для испытания на сплющивание - два образца;
для контроля содержания водорода - два образца.
Образцы отбирают с обоих концов трубы.
4.2. Проверку наружной поверхности труб производят визуально, а внутренней - с помощью перископа.
Контроль наружного диаметра проводят штангенциркулем типа ШЦ по ГОСТ 166, гладким микрометром типа МК по ГОСТ 6507, скобами листовыми по ГОСТ 18360, ГОСТ 18365.
Контроль толщины стенки проводят трубным микрометром типа МТ по ГОСТ 6507.
Контроль длины труб проводят рулеткой по ГОСТ 7502.
Контроль кривизны труб проводят поверочной линейкой по ГОСТ 8026 и щупом по ТУ 2-034-225.
Допускается проводить контроль геометрических размеров другими приборами по нормативно-технической документации.
4.1, 4.2 (Измененная редакция, Изм. N 3).
4.3. Испытание на растяжение проводят на коротких продольных образцах по ГОСТ 10006, при повышенной температуре - по ГОСТ 19040.
Скорость испытания 10 мм/мин до предела текучести и 40 мм/мин за пределом текучести. Для труб диаметром 351 мм и более скорость испытания 3-2 мм/мин.
4.4. Испытание на ударную вязкость проводят по ГОСТ 9454:
на образцах сечением 10х10 мм - при толщине стенки труб 12 мм и более;
на образцах сечением 5х10 мм (тип образца 3 по ГОСТ 9454) при толщине стенки от 7 до 12 мм.
4.3, 4.4. (Измененная редакция, Изм. N 1).
4.5. Относительное сужение определяют на точечных цилиндрических образцах по ГОСТ 1497.
4.6. Испытание на сплющивание проводят по ГОСТ 8695.
4.7. Гидравлические испытания труб проводят по ГОСТ 3845 с выдержкой под давлением в течение времени, необходимого для осмотра.
4.8. Ультразвуковой контроль труб группы А производят по ГОСТ 17410 и инструкции предприятия-изготовителя при настройке чувствительности дефектоскопа по риске, нанесенной на испытательном образце, глубиной не более 5% номинальной толщины стенки.
4.9. В трубах группы А диаметром менее 351 мм определение содержания водорода производится по нормативно-технической документации, утвержденной в установленном порядке.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой трубе группы А на расстоянии не более 50 мм от одного из концов или на одном из торцов клеймами должны быть нанесены: клеймо отдела технического контроля предприятия-изготовителя, марка сплава, номер трубы и номер партии. На трубах группы Б краской наносят марку сплава и номер партии.
5.2. Трубы группы А должны быть упакованы массой до 500 кг в деревянные решетчатые ящики типа VI-2 по ГОСТ 2991 или другие аналогичные ящики, по качеству не уступающие указанным, и надежно закреплены внутри тары распорками от свободного перемещения их при транспортировании. При перевозке труб в крытых вагонах масса пакетов не должна быть более 1,2 т.
Трубы группы Б поставляются увязанными в пакеты по нормативно-техническому документу, массой от 1 до 5 т.
Пакеты прочно увязывают по длине не менее чем в трех местах, а в поперечном направлении - не менее чем в два витка. Увязка пакетов должна производиться проволокой диаметром не менее 5 мм по ГОСТ 3282 или стальной лентой сечением 1,2-1,8х30 мм по ГОСТ 3560. Увязочный материал не является приспособлением для застропки.
(Измененная редакция, Изм. N 2).
5.2.1. Каждый пакет или деревянный ящик, в который упакованы трубы, должны иметь фанерный, металлический или пластмассовый ярлык, содержащий:
обозначение стандарта;
размер труб;
марку сплава;
а по требованию потребителя:
номер плавки;
номер партии;
массу или длину труб в метрах;
товарный знак или наименование предприятия-изготовителя и товарный знак.
5.2.2. Упаковка труб, поставляемых в районы Крайнего Севера и приравненные к ним местности, должна соответствовать ГОСТ 15846, группа 132 (а).
5.2.3. Транспортная маркировка грузов, место нанесения и способ исполнения должны соответствовать ГОСТ 14192.
5.2.1.-5.2.3. (Введены дополнительно, Изм. N 2).
5.3. (Исключен, Изм. N 2).
5.4. Трубы должны храниться в закрытых помещениях, рассортированными по размерам и маркам сплавов.
5.5. Трубы транспортируются транспортом всех видов в соответствии с правилами перевозок грузов, действующими на транспорте каждого вида.
Транспортирование железнодорожным транспортом труб длиной до 3 м производится в крытых вагонах, свыше 3 м - выбор подвижного состава производится в соответствии с правилами перевозок грузов, утвержденными МПС СССР. Размещение и крепление грузов производится в соответствии с техническими условиями погрузки и крепления грузов, утвержденными МПС СССР.
(Измененная редакция, Изм. N 2).
5.6. (Исключен, Изм. N 2).
Текст документа сверен по:
официальное издание
Трубы металлические и соединительные части к ним.
Часть 1. Трубы бесшовные гладкие: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2004
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке