
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
23
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 31.0151.01-90
Группа Г27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРИСПОСОБЛЕНИЯ УНИВЕРСАЛЬНЫЕ НАЛАДОЧНЫЕ
И СПЕЦИАЛИЗИРОВАННЫЕ НАЛАДОЧНЫЕ
Общие технические условия
Universal and specialized adjusting devices.
General specifications
МКС 25.060.01
ОКП 39 6100
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по управлению качеством продукции и стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.04.90 N 1001
3. ВЗАМЕН ГОСТ 22129-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
3.11 | |
|
5.10.2 | |
|
5.6.5 | |
|
5.6.1, 7.6 | |
|
5.6.1, 7.6 | |
|
2.2.9 | |
|
7.7 | |
|
Вводная часть, приложение 2 | |
|
1.3, 1.6, 1.14 | |
|
1.3, 1.6, 1.14 | |
|
5.10.1 | |
|
5.2.1 | |
|
2.2.2 | |
|
2.2.1 | |
|
5.2.1 | |
|
7.5 | |
|
5.1.5, 5.8.4, 7.4 | |
|
3.8 | |
|
7.3 | |
|
5.1.9 | |
|
5.10.1 | |
|
1.6, 1.14, 1.18 | |
|
5.5.1 | |
|
5.1.9 | |
|
2.1.2 | |
|
5.10.1 | |
|
5.6.3 | |
|
1.3, приложение 2 | |
|
5.3.2 | |
|
5.3.2 | |
|
5.4.4 | |
|
5.3.1 | |
|
5.5.1 | |
|
5.1.3 | |
|
5.1.1 | |
|
5.10.1 | |
|
3.8 | |
|
5.1.3 | |
|
ГОСТ 9396-88 |
5.10.1 |
|
5.6.5 | |
|
3.9, 5.8.7, 5.8.9 | |
|
5.10.1 | |
|
5.1.3 | |
|
5.1.2 | |
|
5.1.4 | |
|
2.1.2 | |
|
2.1.1 | |
|
2.1.1 | |
|
2.1.2 | |
|
2.1.2 | |
|
2.1.2, 2.1.3 | |
|
2.1.2, 2.1.3 | |
|
2.1.2, 2.1.3 | |
|
5.1.4 | |
|
1.9 | |
|
1.9 | |
|
5.8.10 | |
|
3.8 | |
|
5.9.2 | |
|
5.5.1 | |
|
8.2 | |
|
5.1.3 | |
|
1.9 | |
|
2.1.2 | |
|
2.1.2 | |
|
5.8.11 | |
|
5.10.1 | |
|
5.8.1 | |
|
5.1.8 | |
|
Приложение 3 | |
|
5.10.1 | |
|
3.8, 7.1 | |
|
5.1.3 | |
|
Приложение 2 | |
|
Приложение 2 | |
|
ГОСТ 26228-90 |
Приложение 1 |
|
ГОСТ 27218-87 |
1.17 |
|
Р 50-609-39-88 |
3.10 |
|
РД 50-533-85 |
Приложение 2 |
|
РД 50-572-85 |
Приложение 2 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на изготавливаемые в виде товарной продукции или для внутреннего применения универсальные наладочные и специализированные наладочные станочные приспособления к металлорежущим станкам со стандартными параметрами, размерами и технико-эксплуатационными характеристиками.
Стандарт устанавливает серии приспособлений, конструктивные элементы и их основные размеры и параметры, нормы точности, показатели надежности, технические требования, правила приемки, методы испытаний, правила маркировки, упаковки, транспортирования и хранения, правила выбора и проектирования приспособлений.
Стандарт входит в состав документов на технологическую оснастку, определяемый по ГОСТ 31.0000.01.
1. СЕРИИ ПРИСПОСОБЛЕНИЙ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ИХ ОСНОВНЫЕ РАЗМЕРЫ И ПАРАМЕТРЫ
1.1. В зависимости от прочностных характеристик конструктивных элементов, образующих базовые и присоединительные поверхности и их крепежные соединения, устанавливают 4 серии приспособлений. Номера серий и их основные эксплуатационные силовые характеристики - по табл.1.
Таблица 1
|
Серия приспособлений, приравненных по прочности соединений к Т-образному пазу по ГОСТ 1574 |
Характеристика допустимых нагрузок и предельных размеров обрабатываемых поверхностей |
|
10 |
Легкие деформирующие нагрузки. Обработка стальных заготовок размером до 100х100х100 мм, сверление отверстий диаметром до 12 мм, обработка заготовок из легких сплавов размером до 300х300х250 мм |
|
14 |
Нормальные деформирующие нагрузки. Обработка стальных заготовок размером до 300х300х250 мм, сверление отверстий диаметром до 20 мм, обработка заготовок из легких сплавов размером свыше 300х300х250 мм |
|
18 |
Повышенные деформирующие нагрузки. Обработка заготовок из труднообрабатываемых материалов размером до 300х300х250 мм, обработка стальных заготовок размером свыше 300х300х250 мм, сверление отверстий диаметром до 30 мм |
|
22 |
Высокие деформирующие нагрузки. Обработка заготовок из труднообрабатываемых материалов размером свыше 300х300х250 мм, сверление отверстий диаметром свыше 30 мм |
1.2. Числовые значения указанных в табл.1 характеристик допустимых нагрузок для основных типов приспособлений устанавливаются по пп.2.2.3-2.2.6 настоящего стандарта.
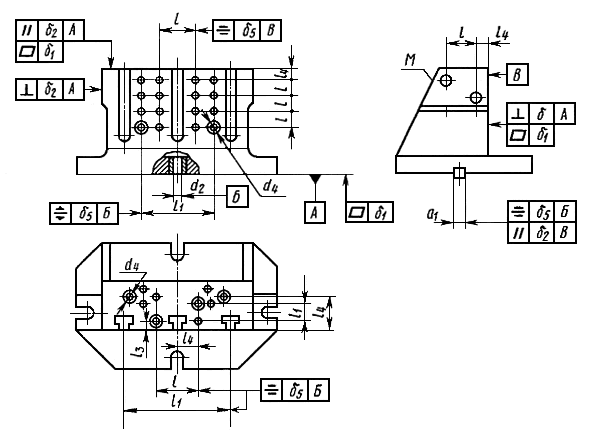
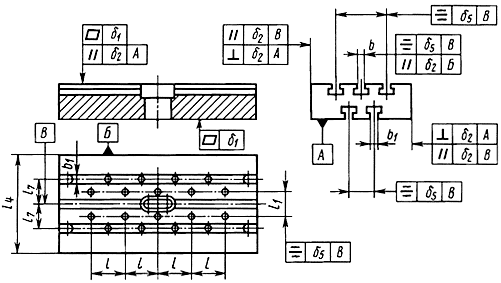
1.3. Номенклатура конструктивных элементов и крепежных соединений, применяемых на базовых и присоединительных поверхностях приспособлений, и их размеры должны соответствовать указанным на черт.1 и в табл.2.
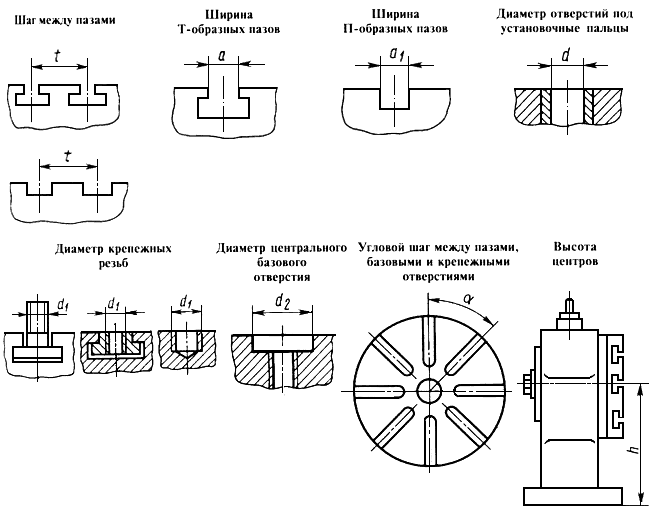
Черт.1
Таблица 2
Размеры, мм
|
Серия станочных приспо- |
|
|
|
|
|
|
|
|
Конус Морзе | ||||
|
не воспри- |
воспри- |
Исполнения |
|||||||||||
|
1 |
2 |
3 |
4 |
||||||||||
|
10 |
40 |
10 |
8; 10 |
8; 10 |
М6 |
М8; М10 |
25 |
90° |
45° |
120° |
60° |
От 40 до 630 |
2 |
|
14 |
60 |
14 |
10; 14 |
10; 14 |
М8 |
М12; М16 |
40 |
3 | |||||
|
18 |
80 |
18 |
14; 18 |
14; 18 |
М10 |
М16; М20 |
50 |
45° |
22° 30 |
60° |
30° |
4 | |
|
22 |
100 |
22 |
18; 22 |
18; 22 |
М12 |
М20; М24 |
85 |
5 | |||||






В случаях необходимости применения в компоновках приспособлений деталей и сборочных единиц УСП по ГОСТ 31.111.41 и УСПО по ГОСТ 31.121.41, их установка на базовых и присоединительных поверхностях должна обеспечиваться за счет применения специальных переходных элементов. Пример применения - в приложении 2.
1.4 Допускается разработка приспособлений других серий с параметрами, указанными в табл.3.
Таблица 3
мм
|
Серия станочных приспособлений |
|
|
|
8 |
30 |
8 |
|
12 |
50 |
12 |
|
28 |
120 |
28 |
|
36 |
160 |
36 |
1.5. Размеры конструктивных элементов для приспособлений серий, указанных в табл.3, устанавливаются в технических условиях и (или) конструкторской документации с учетом зависимости размеров от серий, изложенных в табл.2.
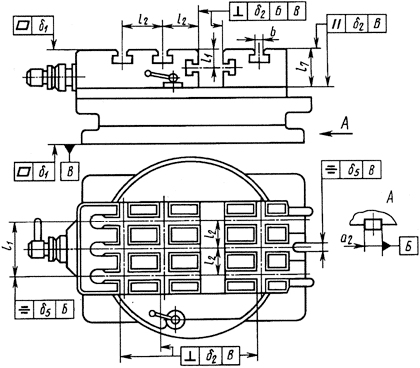
1.6. Определение базовых поверхностей для установки наладок и съемных (агрегатируемых) функциональных частей приспособлений, применяемых размеров конструктивных элементов и их расположения в пространстве - по черт.2-26 и табл.2-14. Применение базовых поверхностей других исполнений не допускается.
Общий случай баз для установки наладок
(см. табл.2)
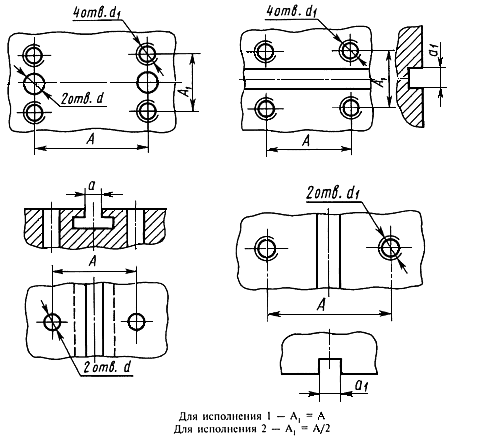
Черт.2
 =А
=А
|
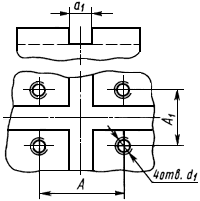
Расположение отверстий для установки наладок на прижимных планках (см. табл.2) |
Отверстие и пазы для установки наладок на горизонтальной плоскости портальных кондукторов (см. табл.2)
| |
|
Черт.5 |
Черт.6 |
Базирование наладок в кондукторах кантуемых и со сменными вкладышами (см. табл.4)
|
|
|||
|
|
|||
Черт.8
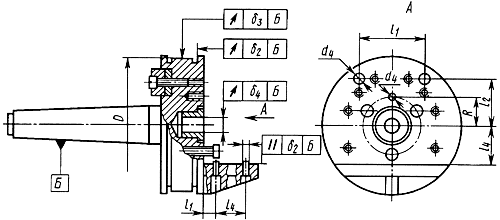
Отверстие для установки базовых штырей на токарных планшайбах (см. табл.4)
Черт.9
Таблица 4
мм
|
Серия станочных приспособлений |
|
|
|
|
10 |
10 |
M8 |
25 |
|
14 |
14 |
M12 |
40 |
|
18 |
18 |
M16 |
50 |
|
22 |
22 |
M20 |
85 |


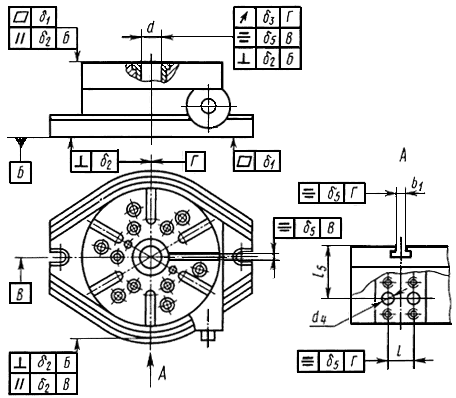
Отверстия для установки наладок в центре токарных планшайб (см. табл.5)
Черт.10
Таблица 5
мм
|
Серия станочных приспособлений |
|
|
|
|
|
|
10 |
M8 |
М6 |
25 |
60 |
10 |
|
14 |
M12 |
M8 |
40 |
75 |
14 |
|
18 |
M16 |
М10 |
50 |
80 |
18 |
|
22 |
M20 |
M12 |
85 |
120 |
22 |
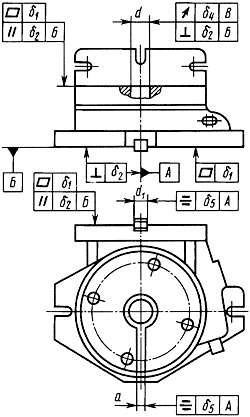
Отверстия и паз для установки наладок, требующих угловой фиксации в центре столов, стоек и т.д. (см. табл.5)
Черт.11
Отверстия для установки наладок на тисках (см. табл.6)
Черт.12
Таблица 6
мм
|
Серия |
|
|
|
|
|
14 |
80 |
20 |
14 |
M12 |
|
100 |
25 |
|||
|
120 |
30 |
|||
|
18 |
100 |
25 |
18 |
M16 |
|
120 |
30 |
|||
|
160 |
40 |
|||
|
22 |
160 |
40 |
22 |
M20 |
|
200 |
50 |
|||
|
240 |
60 |
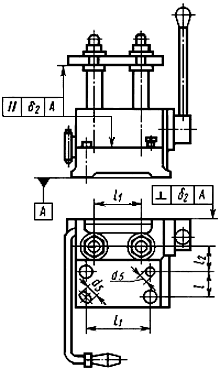
Отверстия и пазы для установки наладок на горизонтальных плоскостях наладочных тисков, съемных узлов (см. табл.2, п.1.6)
Черт.15
Присоединительные места для пневмоцилиндров (см. табл.7)
Черт.16
Таблица 7
Размеры, мм
|
Рабочий диаметр цилиндра пневмопривода |
|
|
|
Присоединительная резьба под трубопровод |
|
50; 63; 80; 100 |
10 |
M8x1 |
25 |
М12х1,5 или К 1/4" |
|
125;160 |
12 |
M10x1,25 |
40 |
M16х1,5 или К 3/8" |
|
200;250 |
14 |
M12x1,25 |
50 |
M18х1,5 или К 1/2" |
|
320 |
18 |
M16x1,5 |
85 |
М24х1,5 или К 3/4" |

Присоединительные места для гидроцилиндров (см. табл.8)
Черт.17
Таблица 8
мм
|
|
|
|
|
|
|
|
40 |
22 |
M12x1,25 |
М42х1,5 |
М14х1,5 или К 1/4" |
19 |
|
50 |
25 |
M16x1,5 |
М48х1,5 |
22 | |
|
63 |
32 |
M20x1,5 |
М56х1,5 |
30 | |
|
80 |
36 |
М24х2 |
М60х1,5 |
М16х1,5 или К 3/8" |
32 |
|
100 |
45 |
М30х2 |
М72х1,5 |
41 |

Размеры под ключ для приводных механизмов (см. табл.9)
Черт.18
Таблица 9
|
|
Максимальный крутящий момент на ключе, даН·м |
|
6 |
3,5 |
|
9 |
7,5 |
|
11 |
16,0 |
|
14 |
20,0 |
|
17 |
46,0 |
Отверстия для базирования наладок на токарных планшайбах (см. табл.10)
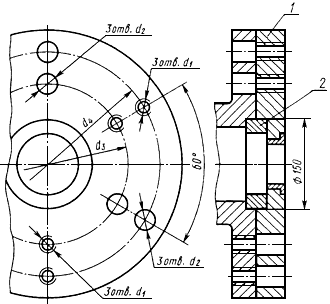
1 - наладка; 2 - соединительное кольцо
Черт.19
Таблица 10
Размеры, мм
|
Наибольший диаметр обработки |
|
|
|
|
|
250 |
М12 |
13 |
200 |
- |
|
320 |
М16 |
17 |
250 |
- |
|
400 |
320 | |||
|
500 |
400 | |||
|
630 |
500 | |||
|
800; 1000 |
400 |
Установочные элементы фрезерных приспособлений (см. табл.11)
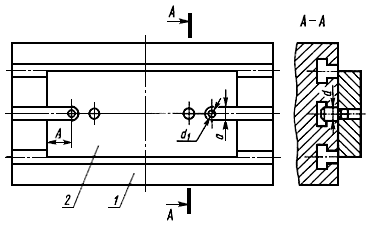
1 - стол; 2 - плита
Черт.20
Таблица 11
Размеры, мм
|
Серия станочных приспособлений |
|
|
|
|
|
|
|
10 |
10 |
M8 |
10 |
20 |
16 |
2 |
|
14 |
14 |
M12 |
14 |
30 |
20 |
|
|
18 |
18 |
M16 |
18 |
38 |
25 |
3 |
|
22 |
22 |
M20 |
22 |
44 |
28 |



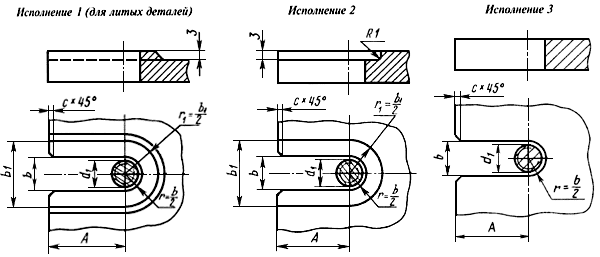
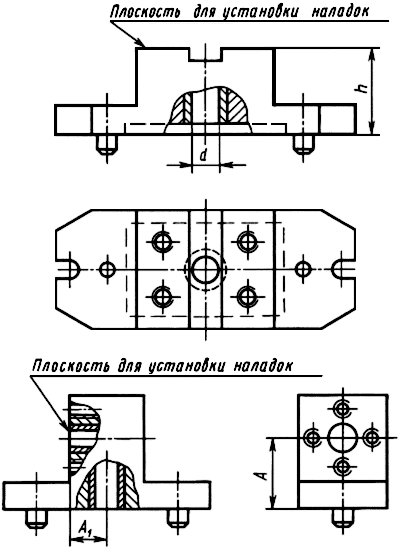
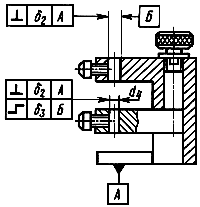
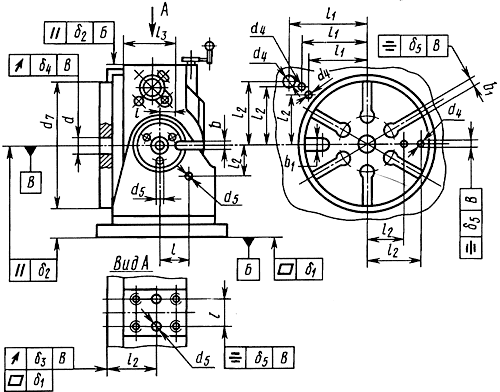
Схема перекомпоновки корпусной части приспособления типа "двухсторонняя стойка"
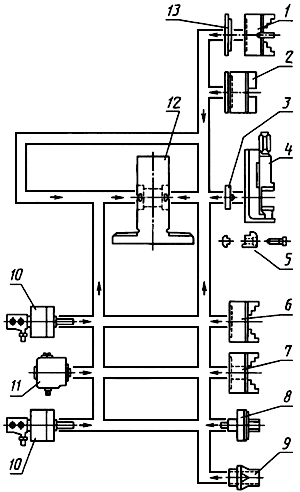
1 - патрон с жесткими кулачками; 2 - патрон с мягкими кулачками; 3 - установочный переходный фланец;
4 - тиски наладочные; 5 - крепежный набор; 6 - вращающийся патрон; 7 - невращающийся патрон;
8 - разжимная оправка; 9 - переходная втулка для закрепления оснастки с базированием на
конический хвостовик; 10 - вращающийся привод; 11 - невращающийся привод;
12 - двухсторонняя стойка; 13 - переходный фланец по ГОСТ 3889
Черт.23
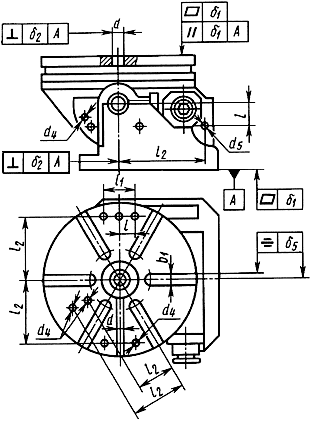
Схема перекомпоновки корпусной части приспособления типа "четырехсторонняя стойка"
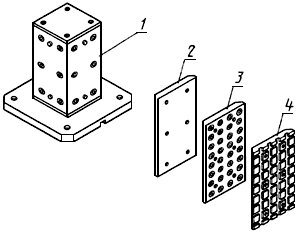
1 - четырехсторонняя стойка; 2 - основание (плита) неразборного специального приспособления;
3 - основание (плита) универсально-сборного переналаживаемого приспособления по ГОСТ 31.121.41;
4 - основание (плита) универсально-сборного приспособления по ГОСТ 31.111.41
Черт.24
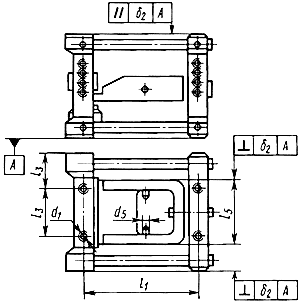
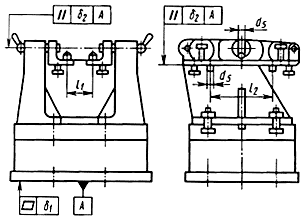
Стойка двухсторонняя (см. табл.13)
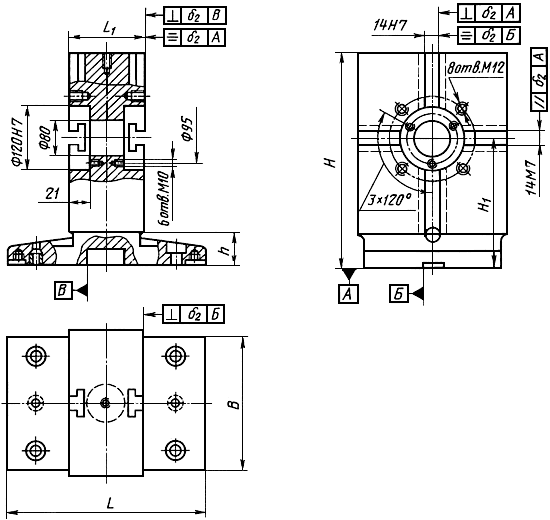
Черт.25
Таблица 13
мм
|
Типоразмер стойки |
|
|
|
|
|
|
|
400 |
400 |
130 |
270 |
430 |
250 |
65 |
|
500 |
500 |
160 |
550 |
650 |
400 |
95 |




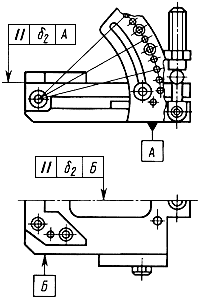
Стойка четырехсторонняя (см. табл.14)
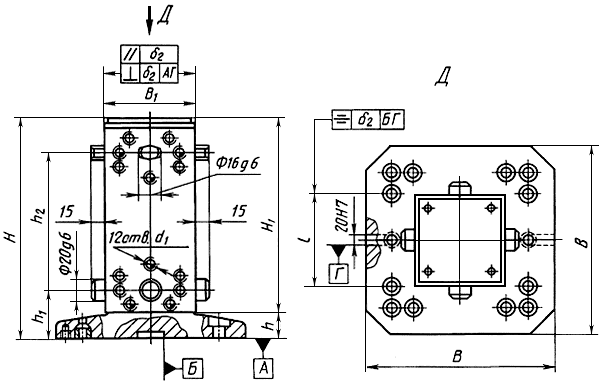
Черт.26
Таблица 14
мм
|
Типоразмер стойки |
|
|
|
|
|
|
|
|
|
|
315 |
315 |
140 |
360 |
315 |
140 |
35 |
92,5 |
200 |
M10 |
|
400 |
400 |
200 |
450 |
400 |
200 |
40 |
90 |
300 |
M12 |
|
500 |
500 |
300 |
555 |
500 |
300 |
45 |
95 |
400 |



Не указанные в табл.2-14 линейные размеры  и
и  между отверстиями для образования схем базирования следует выбирать из ряда: 20, 25, 30, 40, 50, 60, 80, 100, 120, 160, 200, 240, 320, 400 мм.
между отверстиями для образования схем базирования следует выбирать из ряда: 20, 25, 30, 40, 50, 60, 80, 100, 120, 160, 200, 240, 320, 400 мм.
1.7. Базовые поверхности для установки агрегатных пневматических приводных устройств - по черт.16. Размер  устанавливается из ряда для размеров и
устанавливается из ряда для размеров и  , указанного в п.1.6.
, указанного в п.1.6.
1.8. Номинальное давление: для пневматических приводов - 0,4 МПа (4 кгс/см ) и 0,63 МПа (6,3 кгс/см); для гидравлических приводов - 6,3 МПа (63 кгс/см) и 10 МПа (100 кгс/см).
) и 0,63 МПа (6,3 кгс/см); для гидравлических приводов - 6,3 МПа (63 кгс/см) и 10 МПа (100 кгс/см).
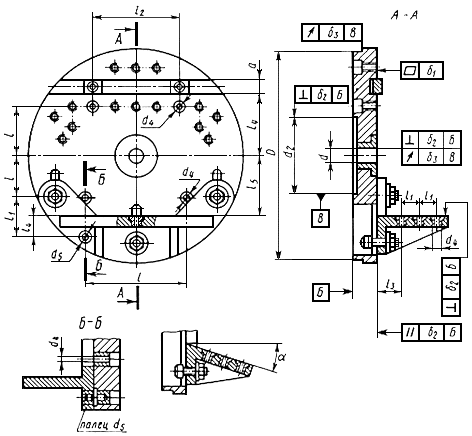
1.9. Базы для установки приспособлений на станках токарной группы выполняются исполнений:
а) устанавливаемые на резьбовые концы шпинделей - по ГОСТ 16868;
б) устанавливаемые на фланцевые концы шпинделей станков под поворотную шайбу - по ГОСТ 12593;
в) устанавливаемые на фланцевые концы шпинделей станков - по ГОСТ 12595.
Размеры элементов схемы базирования наладок на токарных планшайбах приведены на черт.19 и в табл.10.
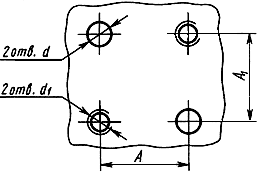
1.10. Для установки фрезерных приспособлений на плоскости стола станка в их корпусной части необходимо предусматривать наличие двух сменных пальцев или шпонок. Размеры установочных элементов для фрезерных приспособлений приведены на черт.20 и 21 и в табл.11.
1.11. Сверлильные приспособления должны иметь проушины и места под прижимные лапки аналогично фрезерным приспособлениям. Для легких сверлильных работ (при выполнении отверстий диаметром до 6 мм) при наличии рукояток, скоб и других устройств, обеспечивающих надежное удержание рукой, допускается не предусматривать крепление приспособлений к оборудованию.
1.12. В конструкциях приспособлений, имеющих механизмы для фиксации подвижных частей, необходимо предусматривать стопорное устройство, обеспечивающее жесткость фиксации частей приспособления.
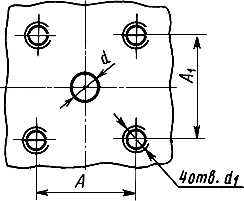
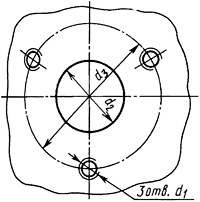
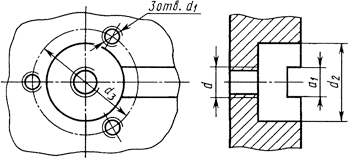
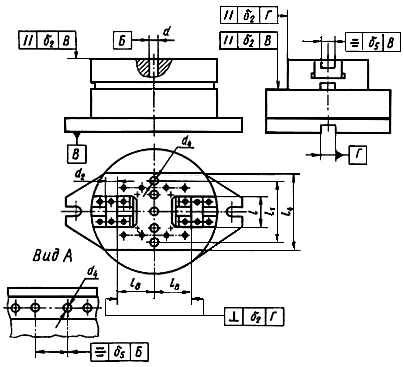
1.13. Приспособления, предназначенные для установки на столы станков с числовым программным управлением (ЧПУ), кроме двух сменных шпонок или пальцев в основании, должны иметь отверстия ( ) для базирования на программном пальце по черт.22. Диаметры отверстий - по табл.12. Числовые значения координат расположения главных баз для установки и закрепления наладок или обрабатываемых заготовок относительно отверстия должны выражаться целыми числами, кратными 5 (на черт.22 - размеры
) для базирования на программном пальце по черт.22. Диаметры отверстий - по табл.12. Числовые значения координат расположения главных баз для установки и закрепления наладок или обрабатываемых заготовок относительно отверстия должны выражаться целыми числами, кратными 5 (на черт.22 - размеры  , и ). Предельные отклонения размеров , и должны соответствовать классу точности приспособления.
, и ). Предельные отклонения размеров , и должны соответствовать классу точности приспособления.
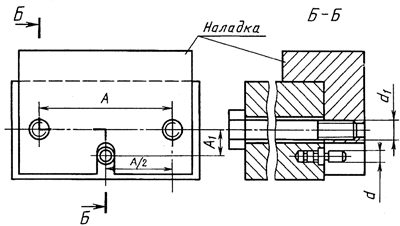
1.14. Конструкции основных корпусных частей приспособлений, применяемых для оснащения гибких производственных систем (ГПС), обрабатывающих центров (ОЦ), и гибких производственных модулей (ГПМ) должны обеспечивать организацию проведения быстрой и надежной перекомпоновки приспособлений и, в том числе, с использованием составных частей оснастки различных систем и серий (см. черт.23-24).
1.15. Размеры и расположение основных конструктивных элементов на корпусной части приспособлений типа "стойка двухсторонняя" - по черт.25 и табл.13.
1.16. Размеры и расположение основных конструктивных элементов на корпусной части приспособления типа "стойка четырехсторонняя" - по черт.26 и табл.14.
1.17. Размеры и расположение основных конструктивных элементов на поверхности основания должны обеспечивать стыковку со столами-спутниками по ГОСТ 27218 и установку на столах металлорежущих станков.
1.18. Не указанные на черт.25 и в табл.13 количество, расположение и размеры крепежных резьбовых отверстий на рабочих поверхностях двухсторонней стойки определяются выбранным типоразмером переходного фланца по ГОСТ 3889.
1.19. Не указанные на черт.26 и в табл.14 количество, расположение и размеры крепежных резьбовых отверстий на рабочих поверхностях четырехсторонней стойки определяются по принадлежности к системе оснастки, серии и строительному модулю агрегатируемых оснований (плит) приспособлений.
1.20. Общие требования к проектированию приспособлений для ГПС, ОЦ и ГПМ - по приложению 2.
2. КОНСТРУКТИВНЫЕ ИСПОЛНЕНИЯ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЙ
2.1. Элементы фиксации
2.1.1. Установка постоянных пальцев (цилиндрических - по ГОСТ 12209 и срезанных - по ГОСТ 12210) в корпусах приспособлений - по черт.27.
Черт.27
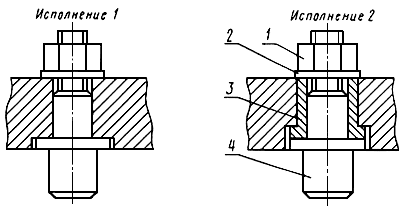
2.1.2. Установка съемных пальцев в корпусах приспособлений - по черт.28 и 29: исполнение 1 - для стальных корпусов, исполнение 2 - для чугунных.
Конструктивные исполнения установки съемных пальцев с креплением винтами
а) в глухих отверстиях
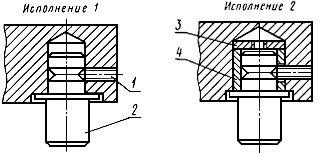
б) в сквозных отверстиях
1 - установочный винт; 2 - установочный палец, сменный цилиндрический или срезанный
(конструкция и размеры: а) для пальцев с упором - по ГОСТ 16898; б) для пальцев срезанных с упором
- по ГОСТ 16899; в) для пальцев установочных цилиндрических сменных - по ГОСТ 12211; г) для пальцев
установочных срезанных сменных - по ГОСТ 12212); 3 - шайба резьбовая - по ГОСТ 12219;
4 - втулка - по ГОСТ 12215; 5 - втулка с буртиком - по ГОСТ 12214
Черт.28
Конструктивные исполнения установки съемных пальцев в сквозных отверстиях с креплением гайками
1 - гайка по ГОСТ 5927; 2 - шайба по ГОСТ 11371; 3 - втулка с буртиком по ГОСТ 12214;
4 - установочный сменный палец цилиндрический или срезанный
Черт.29
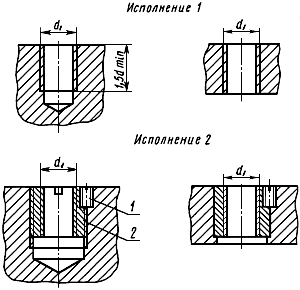
2.1.3. Конструктивные исполнения базовых отверстий - по черт.30.
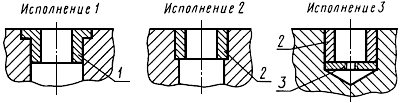
1 - втулка с буртиком по ГОСТ 12214; 2 - втулка по ГОСТ 12215; 3 - шайба резьбовая по ГОСТ 12219
Черт.30
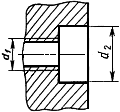
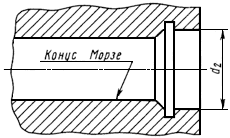
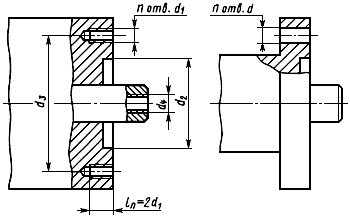
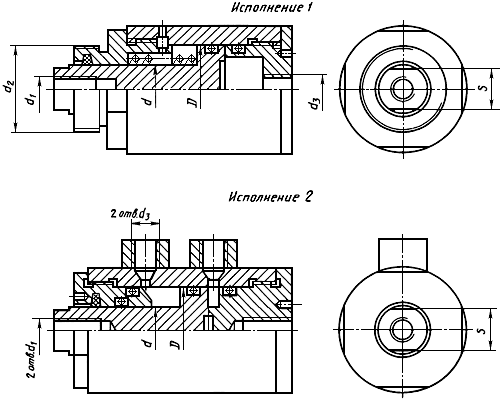
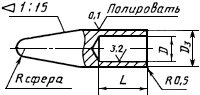
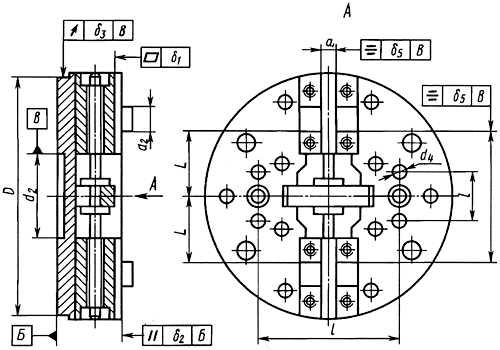
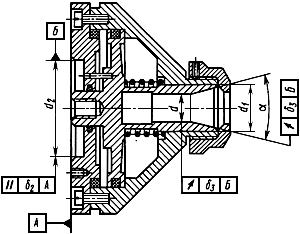
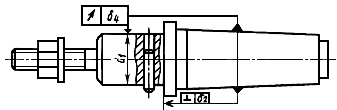
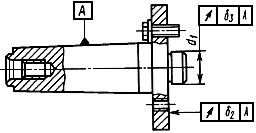
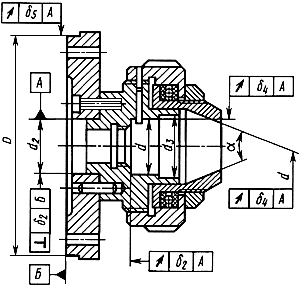
2.1.4. Конструктивные исполнения центрального базового отверстия на планшайбах токарных приспособлений и поворотноделительных устройств - по черт.31, размеры - по табл.15.
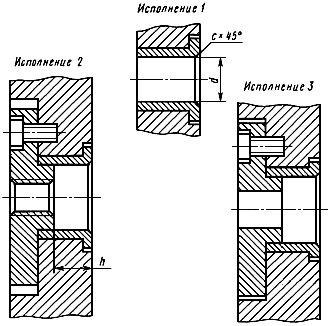
Исполнения: 1 - центральное отверстие свободно для прохода заготовки; 2 - с базированием на
центральное отверстие установлена втулка с резьбовым отверстием для крепления заготовок;
3 - с базированием на центральное отверстие установлена втулка с направлением
для штока гидро- или пневмопривода
Черт.31
Таблица 15
мм
|
|
25 |
40 |
50; 85 |
|
|
8 |
12 | |
|
|
1,6 |
2,5 | |
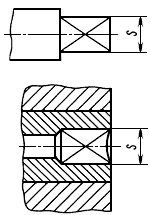
2.1.5. Крепление шпонки в П-образных пазах приспособлений - по черт.32 и табл.16.
Черт.32
Таблица 16
Размеры, мм
|
|
6 |
8 |
10 |
12 |
14 |
18; 22 |
|
|
М2 |
М2,5 |
М3 |
М4 |
М5 |
М6 |
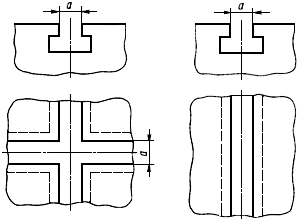
2.1.6. Размеры П-образных пазов - по черт.33 и табл.17.
Черт.33
Таблица 17
Размеры, мм
|
|
6; 8; 10 |
12; 14 |
18; 22 |
|
|
4 |
6 |
8 |
2.2. Элементы крепления
2.2.1. Конструкция и размеры Т-образных пазов - по ГОСТ 1574. В зависимости от прочностных показателей материалов, применяемых в конструкциях приспособлений, допускается изменение размеров Т-образных пазов в сторону уменьшения их элементов по высоте.
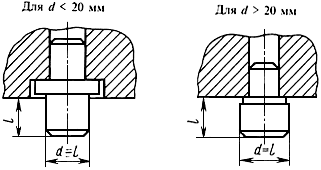
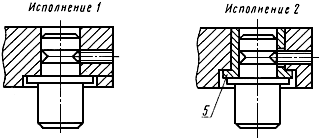
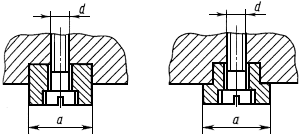
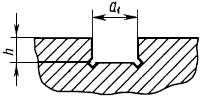
2.2.2. Конструкция и размеры резьбовых отверстий - по черт.34 и табл.2.
Исполнения: 1 - для стальных деталей; 2 - для чугунных деталей;
1 - установочный винт по ГОСТ 1477; 2 - резьбовая переходная втулка
Черт.34
2.2.3. Максимальные осевые зажимные усилия в приспособлениях, базирующих заготовки в центрах, должны быть не менее указанных в табл.18.
Таблица 18
|
Наименование центров |
Номер конуса Морзе |
Максимальное осевое усилие, даН |
|
Нормальные центры с постоянным центровым валиком: |
||
|
с нормальным рабочим конусом |
2 |
250 |
|
|
3 |
350 |
|
|
4 |
700 |
|
|
5 |
1000 |
|
с удлиненным рабочим конусом |
2 |
280 |
|
|
3 |
380 |
|
|
4 |
750 |
|
|
5 |
1200 |
|
Усиленные центры с постоянным центровым валиком, нормальным рабочим конусом, насадкой на центровой валик и усиленные высокооборотные центры с постоянным центровым валиком, удлиненным рабочим конусом |
4 |
1000 |
|
5 |
1520 | |
|
6 |
2000 |
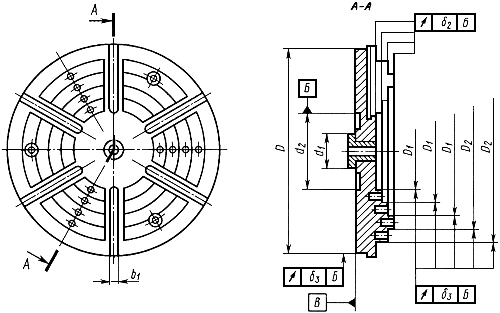
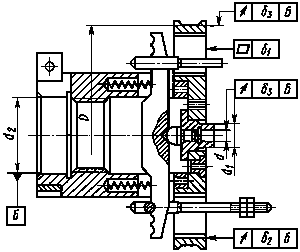
2.2.4. Максимальная суммарная сила зажима заготовки в приспособлениях типа "патрон" с ручным приводом должна быть не менее указанной в табл.19 и превышать указанные значения не менее, чем на 20% в приспособлениях типа "патрон" с механизированным приводом.
Таблица 19
|
Наружный диаметр приспособления |
Максимальная суммарная сила зажима, даН | |
|
Двухкулачковое приспособление |
Трехкулачковое приспособление | |
|
80 |
400 |
1000 |
|
100 |
500 |
1700 |
|
125 |
900 |
2400 |
|
160 |
1400 |
3100 |
|
200 |
1800 |
3700 |
|
250 |
3000 |
4600 |
|
315 |
4200 |
5500 |
|
400 |
4800 |
6500 |
|
500 |
6000 |
7200 |
|
630 |
7000 |
8000 |
2.2.5. Максимальное усилие зажима заготовки в приспособлениях тисочного типа не менее указанных в табл.20.
Таблица 20
|
Ширина губок, мм |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
|
Максимальное усилие зажима, даН |
500 |
800 |
1250 |
2500 |
3200 |
5000 |
6300 |
8000 | |
2.2.6. Средняя удельная сила притяжения заготовок должна быть не менее: для приспособлений магнитных - 80 Н/см, для приспособлений электромагнитных - 50 Н/см.
2.2.7. Правила выбора и проектирования приспособлений - по приложению 2.
2.2.8. Во всех случаях проектирования приспособлений, предназначенных для применения на станках, входящих в состав гибких производственных систем (ГПС), показатели оценки уровня их автоматизации должны соответствовать требованиям, указанным в приложении 1.
2.2.9. Требования безопасности приспособлений - по ГОСТ 12.2.029.
3. НОРМЫ ТОЧНОСТИ ПРИСПОСОБЛЕНИЙ
3.1. Устанавливаются два класса точности станочных приспособлений: Н - нормальный для получения размеров с точностью по 9-12 квалитетам;
П - повышенный для получения размеров с точностью по 7-му квалитету.
Значения предельных отклонений для приспособлений других классов точности (В, А и С) устанавливаются при переходе от одного класса точности к другому по геометрическому ряду со знаменателем  =1,6. В обоснованных случаях допускается принимать другие значения от 1,25 до 2,0.
=1,6. В обоснованных случаях допускается принимать другие значения от 1,25 до 2,0.
К показателям, обеспечивающим точность обработки заготовок в приспособлении, следует относить показатели, определяющие его геометрическую точность и дополнительные показатели.
К показателям, характеризующим геометрическую точность приспособления, относятся:
точность баз, обеспечивающих сборку (компоновку) и переналадку приспособления;
точность баз для установки заготовки и закрепления инструмента;
точность и стабильность координатных перемещений (позиционирования) частей приспособления, несущих заготовку и (или) направляющих инструмент.
Предельные отклонения размеров конструктивных элементов и крепежных соединений в зависимости от их функционального назначения устанавливаются по черт.35-65 и табл.25-28 приложения 2.
3.2. К дополнительным показателям точности относятся показатели, обеспечивающие сохранение в заданном временном интервале эксплуатации приспособлений значений показателей их геометрической точности.
Числовые значения дополнительных показателей точности определяются, исходя из планируемых условий эксплуатации приспособлений (частоты смены заготовок и величин нагрузок, возникающих при их обработке) и указываются в технических условиях и (или) конструкторской документации.
3.3. Смещение осей установочных, фиксирующих отверстий и пазов от номинального расположения не должно быть более 0,02 мм для класса точности П и 0,032 мм для класса точности Н.
3.4. При расположении базовых отверстий в несколько рядов и при необходимости их взаимной увязки:
отклонение размеров между осями любых отверстий в рядах не должно быть более:
0,02 мм - для класса точности П;
0,03 мм " " " Н;
отклонение размеров между осями базовых отверстий, расположенных в двух взаимно перпендикулярных плоскостях, не должно быть более:
0,007 мм - для класса точности П;
0,011 мм " " " Н;
отклонение размеров между осями базовых отверстий, расположенных в один ряд, не должно быть более:
0,014 мм - для класса точности П;
0,022 мм " " " Н.
3.5. Допуск соосности диаметров центрирующих и установочных отверстий поворотных столов не должен быть более ±0,01 мм.
3.6. Допуск перпендикулярности рабочей поверхности столов к оси цилиндрического фиксатора делительного диска - ±0,01 мм.
3.7. Ось призматического фиксатора и ось вращения столов должна находиться в одной плоскости. Предельное отклонение - ±0,01 мм.
3.8. Допуски формы и расположения поверхностей, угловых и межцентровых размеров приспособлений должны соответствовать указанным в табл.21.
Таблица 21
|
Наименование |
Значение отклонений |
|
Допуск плоскостности |
4-я степень точности ГОСТ 24643 |
|
Допуск перпендикулярности осей кондукторных втулок и деталей фиксации относительно баз. |
5-я степень точности ГОСТ 24643 |
|
Допуск радиального биения центрального базового отверстия |
4-я степень точности ГОСТ 24643 |
|
Допуск соосности осей направляющих пазов. |
3-я степень точности ГОСТ 24643 |
|
Допуск угла поворота в делительных приспособлениях |
7-я степень точности ГОСТ 8908 |
|
Допуск угловых размеров между поверхностями с шероховатостью Ra 0,8...0,4 |
4-я степень точности ГОСТ 8908 |
|
Допуск размеров, координирующих оси отверстий для крепежных деталей |
по ГОСТ 14140 |
|
Допуск размеров отверстий конуса Морзе |
по ГОСТ 2848 |
3.9. Поля допусков диаметров деталей гидравлических и пневматических приводов, работающих в сопряжении с резиновыми кольцами, должны соответствовать ГОСТ 9833.
3.10. Основные положения и правила выбора средств измерения - по Р 50-609-39.
3.11. Допускаемые погрешности при измерении линейных размеров - по ГОСТ 8.051.
3.12. Методы контроля формы и расположения основных поверхностей приспособлений приведены в приложении 3.
3.13. Предельные значения допускаемого дисбаланса для быстровращающихся приспособлений - по табл.22.
Таблица 22
|
Наружный диаметр приспособлений, мм |
Допускаемый дисбаланс, г см, для приспособлений класса точности | |
|
Н |
П | |
|
250 |
250 |
160 |
|
315 |
355 |
224 |
|
400 |
500 |
310 |
|
500 |
710 |
420 |
|
630 |
1000 |
600 |
4. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
4.1. Для приспособлений, выполненных из конструкционных сталей, установленный срок службы до капитального ремонта - не менее 6 лет; установленный ресурс по точности - не менее 3 лет; установленная безотказная наработка для механизированных приспособлений - не менее 1500 ч, для механизированных - не менее 2000 ч при количестве циклов "зажим-разжим" не менее 60 в час.
4.2. Для приспособлений, выполненных из чугуна, показатели надежности могут быть на 25% менее указанных в п.4.1.
4.3. Для пневматических и гидравлических приводов установленная безотказная наработка устанавливается в зависимости от выбранных характеристик уплотнительных элементов (манжет, колец).
4.4. Критерием отказа для механизированных приспособлений является уменьшение установленного значения зажимного усилия на 20% или потеря работоспособности (несоответствие требованиям пп.3.2-3.8), для немеханизированных приспособлений - потеря работоспособности.
4.5. Критерием предельного состояния является невосстановимые с помощью текущего ремонта уменьшение установленного значения зажимного усилия на 20% или потеря работоспособности.
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1. Требования к механически обрабатываемым деталям
5.1.1. Формы и размеры канавок для выхода шлифовального круга - по ГОСТ 8820.
5.1.2. Значения радиусов закруглений и фасок для деталей - по ГОСТ 10948.
5.1.3. Метрические резьбы - по ГОСТ 9150, ГОСТ 8724 и ГОСТ 24705. Допуски на резьбу - по ГОСТ 16093: для М5 и М6 - 7g/8H, для остальных - 8g/8H. Размеры сбегов, недорезов, проточек и фасок на конце резьбы - по ГОСТ 10549.
5.1.4. Диаметры сквозных отверстий под крепежные детали - по ГОСТ 11284, диаметры отверстий под установочные винты - по ГОСТ 12415.
5.1.5. Параметр шероховатости обработанных поверхностей деталей, предназначенных для нанесения защитного покрытия,  6,3 мкм - по ГОСТ 2789.
6,3 мкм - по ГОСТ 2789.
Параметр шероховатости баз приспособлений 1,6 мкм - по ГОСТ 2789.
5.1.6. Детали, подвергающиеся шлифованию на магнитных столах или приспособлениях, должны быть после обработки размагничены.
5.1.7. Поверхности деталей, подвергнутые шабрению, следует проверять на краску по контрольной плите, при этом на площади квадрата плиты со стороной 25 мм должно быть не менее 12 пятен.
5.1.8. Рифление сетчатое - по ГОСТ 21474.
5.1.9. Цифры и деления градусных шкал, риски и надписи на деталях должны быть четкими и ровными. Размеры рисок и надписей, а также точность их взаимного расположения - по ГОСТ 5365 и ГОСТ 2930.
5.2. Требования к отливкам
5.2.1. Чугунное литье - по ГОСТ 1412 и ГОСТ 1585.
5.2.2. Классы точности размеров и масс и ряды припусков на механическую обработку отливок для различных способов литья по табл.23.
Таблица 23
|
Способ литья |
Наибольший габаритный размер отливки, мм |
Тип металла и сплава | ||
|
цветные с температурой плавления ниже 700° С |
цветные с температурой плавления выше 700° С, серый чугун |
ковкий, высокопрочный и легированный чугун, сталь | ||
|
Классы точности размеров и масс отливок и ряды припусков | ||||
|
Литье под давлением в металлические формы |
До 100 |
3т-5 |
3-6 |
4-7т |
|
Св. 100 |
3-6 |
4-7т |
5т-7 | |
|
Литье в керамические формы и по выплавляемым и выжигаемым моделям |
До 100 |
3-6 |
4-7т |
5т-7 |
|
Св. 100 |
4-7 |
5т-7 |
5-8 | |
|
Литье в кокиль и под низким давлением в металлические формы без и с песчаными стержнями, литье в песчаные формы, отверждаемые в контакте с оснасткой |
До 100 |
4-9 |
5т-10 |
5-11т |
|
Св. 100 до 630 |
5т-10 |
5-11т |
6-11 | |
|
Св. 630 |
5-11т |
6-11 |
7т-12 | |
|
Литье в песчаные формы, отверждаемые вне контакта с оснасткой, центробежное, в сырые и сухие песчано-глинистые формы |
До 630 |
6-11 |
7т-12 |
7-13т |
|
Св. 630 |
7-12 |
8-13т |
9т-13 | |
Примечание. В числителе указаны классы точности размеров и масс, в знаменателе - ряды припусков. Меньшие их значения относятся к простым отливкам и условиям массового автоматизированного производства; большие значения - к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние - к отливкам средней сложности и условиям механизированного серийного производства. Классы точности масс следует принимать соответствующими классам точности отливок.
5.2.3. На корпусных деталях токарных и круглошлифовальных приспособлений в местах их крепления со шпинделем станка дефекты литья (раковины, трещины и т.д.) не допускаются.
5.2.4. На неответственных местах отливок (ребра жесткости, опоры и угольники) на необрабатываемых поверхностях допускаются раковины размером до 3 мм и не более 5 шт. на площади в 100 см при глубине их не более 1/3 толщины стенки.
5.2.5. В отверстиях под крепежные болты, под запрессовку втулок и на привалочных плоскостях не допускаются раковины общей площадью более 1% площади прилегания. Глубина раковин не должна превышать 1/3 толщины стенки.
5.2.6. Чугунные отливки ответственного назначения (корпуса токарных, шлифовальных и т.п. приспособлений) после предварительной механической обработки должны подвергаться искусственному или естественному старению для снятия напряжений.
5.2.7. Стальные отливки перед механической обработкой должны подвергаться нормализации или отжигу.
5.2.8. Отливки, имеющие коробления и вогнутости, могут быть подвергнуты рихтовке с обязательным последующим отжигом.
5.3. Требования к горячим и холодным штамповкам, поковкам
5.3.1. Заготовки, выполненные горячей штамповкой и поковкой - по ГОСТ 8479.
5.3.2. Припуски и допуски горячих штамповок и поковок из черных металлов - по ГОСТ 7505 и ГОСТ 7829.
5.3.3. Поверхности заготовок после операций горячей штамповки и ковки должны быть зачищены и не должны иметь дефектов (закатов, окалины, загрязнений и т.п.), выводящих размеры деталей за пределы поля допуска.
5.3.4. Заготовки, изготовленные методом холодной штамповки, не должны иметь трещин, расслоений, надрывов, а также следов коррозии, глубоких вмятин и царапин, выводящих размеры деталей за пределы поля допуска.
5.3.5. При гибке полос, листов и угольников утонение материала в местах изгиба не должно превышать 15% от фактической толщины материала до гибки.
5.4. Требования к термообрабатываемым деталям
5.4.1. Корпусные детали из высокопрочного чугуна должны иметь твердость 20,5...26 HRC . Базовые детали из стали должны иметь твердость 57...64 HRC. Стальные установочные элементы и детали зажимных узлов должны иметь твердость 59...63 HRC. Стальные детали фиксации - твердость 56...60 HRC. Стальные крепежные детали - твердость 34,3...43,5 HRC.
. Базовые детали из стали должны иметь твердость 57...64 HRC. Стальные установочные элементы и детали зажимных узлов должны иметь твердость 59...63 HRC. Стальные детали фиксации - твердость 56...60 HRC. Стальные крепежные детали - твердость 34,3...43,5 HRC.
5.4.2. Глубина упрочненного слоя для деталей толщиной до 5 мм должна быть 0,2-0,5 мм, для деталей толщиной свыше 5 мм - не менее 0,7 мм.
5.4.3. Тонкие детали должны подвергаться нитроцементации (цианированию, жидкому азотированию), крупные детали - цементации.
5.4.4. Поверхностный слой цементированных и закаленных деталей должен удовлетворять следующим требованиям:
оптимальное содержание углерода в поверхностном слое должно быть 0,8-1,1%;
микроструктура цементированного и закаленного слоя должна представлять собой безыгольчатый или мелко- и среднеигольчатый мартенсит не более 6-го балла по ГОСТ 8233;
карбидная сетка не допустима;
допускаются мелкие карбидные включения.
5.4.5. После термообработки болты, винты и шпильки ответственного назначения (токарные, круглошлифовальные и т.п. приспособления) должны иметь микроструктуру сорбида тонкого строения без наличия свободного феррита.
5.4.6. Детали и заготовки, прошедшие термообработку, должны быть тщательно очищены от окалины, грязи, масла и не должны иметь трещин и коробления.
5.5. Требования к сварным соединениям
5.5.1. Типы и конструктивные элементы швов сварных соединений - по ГОСТ 8713, ГОСТ 14771 и ГОСТ 5264.
5.5.2. Сварные швы должны быть непрерывными с мелкочешуйчатой поверхностью. Не допускаются наплывы, подрезы, прожоги, трещины, отдельные поры или неметаллические включения размером более 3 мм, цепочки пор и неметаллических включений общей протяженностью более 5% длины шва, непровар.
5.5.3. Характеристики механических свойств сварных соединений не должны быть ниже характеристик механических свойств основного металла более чем на 15%.
5.6. Требования к покрытиям
5.6.1. Технические требования к металлическим и неметаллическим органическим покрытиям, правила приемки и методы контроля покрытий - по ГОСТ 9.301 и ГОСТ 9.302.
5.6.2. Лакокрасочные покрытия должны иметь все поверхности за исключением: рабочих, базовых, полированных, имеющих декоративно-защитные покрытия, деталей из пластмасс, трубопроводов медных и латунных.
5.6.3. Необрабатываемые наружные места корпусов, плит, кронштейнов и прочих крупных деталей рекомендуется прошпатлевывать лаком и окрашивать без пятен и заливов нитроглифталевой эмалью по ГОСТ 6631 светлых тонов. Приспособления нормальной точности окрашивать в салатовый цвет, повышенной точности - в белый.
5.6.4. На детали с параметром шероховатости  6,3 мкм допускается производить покрытия без учета их толщин.
6,3 мкм допускается производить покрытия без учета их толщин.
5.6.5. Лакокрасочные материалы в зависимости от назначения должны соответствовать условиям эксплуатации ГОСТ 9.032 и ГОСТ 9825.
5.6.6. Минимальная толщина лакокрасочного покрытия должна на 20% превышать максимальную высоту микронеровностей.
5.6.7. При отсутствии в чертежах указаний на вид антикоррозийного покрытия стальные детали станочных приспособлений необходимо оксидировать.
5.7. Требования к сборке
5.7.1. Детали и сборочные единицы, поступившие на сборку, должны иметь контрольные клейма или бирки ОТК об их годности и перед сборкой подвергаться очистке и промывке.
5.7.2. Соединения деталей и сборочных единиц станочных приспособлений при сборке должны производиться без нарушения шероховатости обработанных поверхностей и размеров сопрягаемых деталей.
5.7.3. Люфты в направляющих соединениях подвижных узлов, имеющих строго ориентированное положение в пространстве, должны обеспечивать сохранение показателей точности, приведенных в табл.21.
5.7.4. Для механизмов, обеспечивающих фиксацию подвижных частей приспособлений в пространстве, размеры люфтов должны обеспечивать заданную точность положения фиксированных частей.
5.7.5. В зазоры сопряженных элементов неподвижных разъемных соединений не должен проходить щуп толщиной 0,04 мм.
5.7.6. Движения подвижных частей должны происходить от упора и до упора. Заеданий и затираний не допускается. Все подвижные части должны иметь смазку, кроме случаев, указанных особо.
5.7.7. При сборке станочных приспособлений не допускается применение дополнительных прокладок, не предусмотренных рабочим чертежом, а также наклеек, краски, лака, шпатлевки и прочих методов наращивания или искусственного занижения размеров деталей.
5.7.8. Маховички и ручки должны быть надежно закреплены на осях. Биение, проворачивание и качка на осях не допускаются.
5.7.9. Стопорные винты маховичков или ручек не должны выступать за габариты деталей в месте их установки.
5.8. Требования к пневматическим и гидравлическим устройствам
5.8.1. Для резиновых уплотнительных колец допускается применение резины марок, физико-механические свойства которых не ниже марки КР-360-3 по ГОСТ 18829.
5.8.2. Поверхность колец должна быть гладкой, без трещин и пузырей. В местах снятия облоя допускаются следы зашлифовки. Облой от разъема пресс-формы тщательно удаляют без повреждения поверхности кольца, при этом выступы облоя не должны превышать 0,1 мм на сторону.
5.8.3. Отклонение от геометрической формы сечения колец (овальность) не должно выходить за пределы допустимых отклонений по диаметру сечения кольца и не должно превышать ±0,15 мм.
5.8.4. Шероховатость формующей поверхности пресс-форм, определяющей поверхность колец, должна быть не более 0,32 мкм по ГОСТ 2789.
5.8.5. При установке резиновые кольца следует предохранять от перекосов, скручивания, механических повреждений и порезов.
5.8.6. Если в процессе монтажа кольцо проходит по отверстию, то, во избежание среза, делают кольцевые проточки (черт.35). Если невозможно выполнить кольцевую проточку, то притупляют острые кромки.
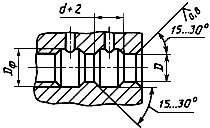
 мм
мм
Черт.35
5.8.7. Для установки уплотнительных колец в наружные канавки рекомендуется применять конусные оправки (черт.36).
 кольца по ГОСТ 9833
кольца по ГОСТ 9833
Черт.36
Диаметр оправки  устанавливается в зависимости от диаметра штока или поршня, a
устанавливается в зависимости от диаметра штока или поршня, a  - от расположения гнезд в соединении, в которые будет монтироваться уплотнительное кольцо.
- от расположения гнезд в соединении, в которые будет монтироваться уплотнительное кольцо.
 мм.
мм.
5.8.8. Кольца после демонтажа уплотнительного узла, находившегося в эксплуатации, повторно не применять.
5.8.9. Размеры канавок под уплотнительные резиновые кольца и заходных фасок должны соответствовать указанным в ГОСТ 9833.
5.8.10. Номинальные размеры резьбовых соединений трубопроводов для подвода рабочей среды - по ГОСТ 12853.
5.8.11. Гидравлические приводы должны работать на минеральном масле не грубее 15-го класса чистоты по ГОСТ 17216 с кинематической вязкостью от 10 до 40 мм/с при температуре 50 °С.
5.9. Маркировка
5.9.1. При маркировке приспособлений в местах, указанных на рабочих чертежах, следует указывать:
обозначение приспособления;
товарный знак предприятия-изготовителя;
год изготовления.
При изготовлении для внутреннего потребления товарный знак не маркируют.
5.9.2. Маркировка тары - по ГОСТ 14192, при этом на ящике дополнительно указывают:
условное обозначение изделия;
количество изделий;
дату упаковки.
5.10. Упаковка
5.10.1. Приспособления, подлежащие транспортированию, упаковываются в ящики дощатые типов III-VII по ГОСТ 9396, из листовых древесных материалов типов V, VI по ГОСТ 5959, дощатые типов III, IV, VI по ГОСТ 2991, типа I-I по ГОСТ 10198, типов I-V по ГОСТ 10198, выстланные водонепроницаемой бумагой по ГОСТ 8828 или битумной бумагой марки БУ-Б по ГОСТ 515, или универсальные контейнеры типов АУК-1,25 и УУК-3 по ГОСТ 18477.
При транспортировании в один адрес нескольких грузовых мест необходимо формировать их в пакеты транспортные по ГОСТ 24597.
5.10.2. Консервация - по ГОСТ 9.014 (II группа изделий). Дата консервации и срок сохраняемости без переконсервации должны быть указаны в эксплуатационной документации.
6. ПРИЕМКА
6.1. Готовые приспособления должны подвергаться приемосдаточным; периодическим и типовым испытаниям.
При приемосдаточных испытаниях должны проверяться приспособления на соответствие требованиям пп.3.3-3.8, 5.7.3, 5.7.6, 5.7.8:
при единичном производстве - каждое приспособление;
при серийном - каждое десятое от партии, превышающей 10 шт. Партией считается количество изделий, совместно прошедших производственный цикл и одновременно предъявленных к приемке по одному документу. Результаты выборочной проверки распространяются на всю партию.
6.2. Периодические испытания проводятся один раз в полгода. Периодическим испытаниям подвергаются пять приспособлений от партии на соответствие пунктам, указанным для приемосдаточных испытаний.
6.3. Типовые испытания проводятся по программе периодических испытаний при изменении конструкции, материалов основных деталей приспособлений или технологии изготовления, если эти изменения могут повлиять на точность приспособления.
6.4. Установленный срок службы, установленный ресурс по точности, установленная безотказная наработка приспособлений подтверждаются по результатам подконтрольной эксплуатации не реже одного раза в год на пяти приспособлениях одного типа. Результат считают удовлетворительным, если все приспособления соответствуют требованиям пп.4.1 и 4.2.
Под подконтрольной эксплуатацией понимается эксплуатация изделия в установленных для нее производственных условиях на предприятии изготовителя или потребителя с фиксированием результатов проверки контролируемых характеристик в заданных интервалах времен.
7. МЕТОДЫ ИСПЫТАНИЙ
7.1. Отклонения геометрической формы поверхностей и их взаимного расположения по ГОСТ 24643 проверяют универсальными приборами и калибрами.
7.2. Шероховатость контролируют профилометром или профилографом по НТД.
7.3. Конус Морзе проверяют калибром-пробкой по ГОСТ 2849 на краску. Прилегание конусных поверхностей шпинделя и калибра-пробки для приспособлений:
класса точности Н - не менее 70% поверхности;
класса точности П - не менее 80% при контакте по большому диаметру.
Толщина слоя краски при контроле-припасовке не должна превышать 3 мкм.
7.4. Глубину цементированного слоя контролируют на поверхностях с параметром шероховатости 0,8...0,4 мкм по ГОСТ 2789.
7.5. Глубину обезуглероженного слоя контролируют по ГОСТ 1763.
7.6. Методы контроля качества металлических и неметаллических неорганических покрытий - по ГОСТ 9.301, ГОСТ 9.302.
7.7. Испытания пневматических и гидравлических устройств следует проводить на стендах, обеспечивающих выполнение требований ГОСТ 12.2.086*.
________________
* На территории Российской Федерации до 01.01.2007 действует ГОСТ 12.2.086-83. С 01.01.2007 действует ГОСТ Р 52543-2006. - Примечание .
7.8. Пробное давление при испытании на прочность и наружную герметичность должно быть выше номинального в 1,5 раза. Допускаемое отклонение величины пробного давления ±5%. Устройства должны выдерживать пробное давление без следов деформации и наружной течи.
7.9. Внутреннюю герметичность устройств следует проверять при номинальном давлении. Внутренняя утечка рабочей жидкости не допускается. Падение давления в пневмоприводе за счет внутренней утечки не должно превышать 0,1 МПа в течение 1 мин.
7.10. Методы проверки установленной безотказной наработки должны регламентироваться в технических условиях или конструкторской документации на конкретные приспособления.
8. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1. Транспортирование приспособлений осуществляется всеми видами транспорта в закрытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на конкретном виде транспорта.
8.2. Готовые изделия должны храниться в упакованном виде в сухом закрытом помещении. Условия хранения - 2 или 3 по ГОСТ 15150.
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Изготовитель гарантирует соответствие приспособлений требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
9.2. Гарантийный срок эксплуатации - не менее 12 мес со дня ввода приспособления в эксплуатацию.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ТРЕБОВАНИЯ К УРОВНЮ АВТОМАТИЗАЦИИ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ С ЧПУ, РАБОТАЮЩИХ В СОСТАВЕ ГПС И ГПМ
Конструкции станочных приспособлений, механизация и автоматизация их составных функциональных частей, должны обеспечивать техническую совместимость с установленным ГОСТ 26228 уровнем автоматизации ГПМ, в составе которых они применяются.
Конструкции станочных приспособлений и уровень автоматизации их составных частей должны соответствовать выполняемым или обеспечивающим выполнение в составе ГПС или ГПМ функциям по уровням автоматизации, указанным в приведенной табл.24.
Таблица 24
|
Наименование выполняемых функций |
Уровень автоматизации | ||
|
I |
II |
Ill | |
|
Обработка заготовок |
+ |
+ |
+ |
|
Загрузка-выгрузка заготовок |
+ |
+ |
+ |
|
Закрепление заготовок или приспособлений с заготовками в рабочей зоне |
+ |
+ |
+ |
|
Блокировка и герметизация рабочей зоны |
+ |
+ |
+ |
|
Очистка рабочей зоны и приспособлений |
+ |
+ |
+ |
|
Удаление отходов из зоны обработки |
+ |
+ |
+ |
|
Смена управляющих программ |
(+) |
+ |
+ |
|
Защита от аварийных ситуаций |
+ |
+ |
+ |
|
Контроль загрузки и индентификация приспособлений |
- |
+ |
+ |
|
Контроль состояния приспособлений и их подналадка |
- |
- |
(+) |
|
Смена комплектов приспособлений |
- |
- |
+ |
|
Адаптация технологического процесса |
- |
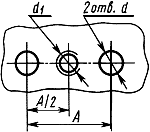
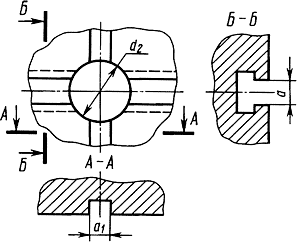
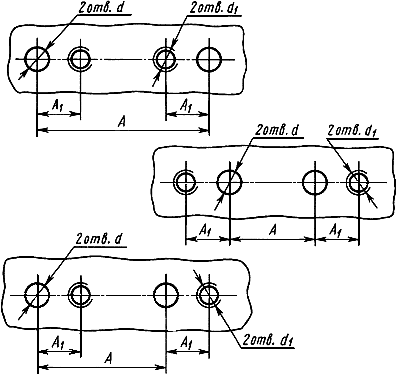
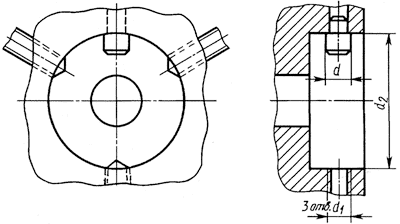
- |
+ |
Примечания:
1. Знаки обозначают: + автоматическое выполнение функций, - механизированное или ручное выполнение функций при условии соблюдения требований техники безопасности труда, (+) автоматизированное выполнение функций, допускающее участие оператора.
2. Уровень автоматизации выбирают в зависимости от технико-экономической целесообразности.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРАВИЛА ВЫБОРА И ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ
1. Выбор конструкций приспособлений производится по результатам группирования оснащаемых операций в пакеты, обеспечивающие оптимальный уровень загрузки и интенсивность эксплуатации оборудования и закрепляемого за ним приспособления вплоть до организации их беспрерывной работы.
Соотнесение приспособлений к системам оснастки (универсальные или специализированные наладочные) в соответствии с характеристиками систем - по ГОСТ 31.0000.01 и РД 50-533.
2. Формирование каждого пакета операций производится по виду обработки (обрабатываемых поверхностей) и моделям оборудования на основе точностных характеристик и типоразмера приспособления, которые обеспечивают получение заданных размеров обработки заготовок.
3. Предельные размеры диапазона установочных габаритных размеров заготовок, закрепляемых за типоразмером приспособления, в общем случае не должны превышать 70% его величины.
Предельные размеры заготовок допускается устанавливать на основе анализа применяемости аналогичных приспособлений на предприятии (в отрасли).
4. Подбор операций в пакете должен производиться на основе предпочтения их точностной однородности.
5. При выборе приспособлений необходимо учитывать ограничения, обеспечивающие эффективность использования их технико-экономических характеристик.
К указанным ограничениям относятся: продолжительность эксплуатации, величина суммарной загрузки приспособления пакетом операции, трудоемкость базирования наладки и заготовки, требования к точности и прочности, форма организации эксплуатации, трудоемкость цикла оснащения, уровень механизации и автоматизации.
6. Порядок проведения и методы группирования операций и выбора приспособлений - по РД 50-533.
7. Принадлежность проектируемого приспособления к серии определяется минимально допустимым сечением крепежных или фиксирующих (пальца, шпонки и т.п.) элементов баз.
8. Функциональная взаимозаменяемость приспособлений осуществляется в каждой серии на основе единства установочных и присоединительных размеров баз. Между приспособлениями различных серий функциональная взаимозаменяемость обеспечивается применением переходных элементов.
9. Основные размерные параметры приспособлений, не ограниченные настоящим стандартом, принимаются по ряду 20 ГОСТ 6636.
10. Габаритные размеры корпусных частей приспособлений увязываются с оборудованием и определяются в зависимости от их вида:
для фрезерных и сверлильных приспособлений длина и ширина - по ряду 40 ГОСТ 6636;
для токарных приспособлений максимальный диаметр - по ряду 20 ГОСТ 6636, вылет определяется конструктивно с учетом обеспечения необходимой жесткости.
11. Базы на сменных наладочных элементах для установки заготовок образуются в соответствии с геометрической формой заготовки и схемами технологического базирования. Проектирование сменных или регулируемых наладок необходимо производить с учетом максимального использования стандартных деталей и сборочных единиц.
12. Базы для установки силовых сменных наладок и съемных сборочных единиц должны, как правило, располагаться на корпусных частях приспособлений.
13. Минимально допустимые габаритные размеры баз включают в себя межцентровое расстояние крайних отверстий (базовых, крепежных) плюс диаметр наибольшего отверстия с каждой стороны габаритного размера.
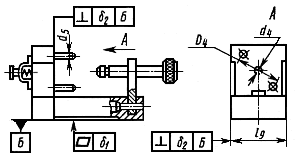
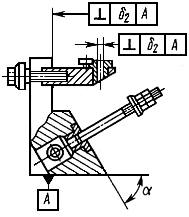
14. Требования к геометрической точности основных типов переналаживаемых приспособлений приведены на черт.37-65.
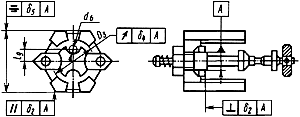
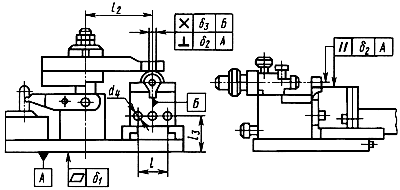
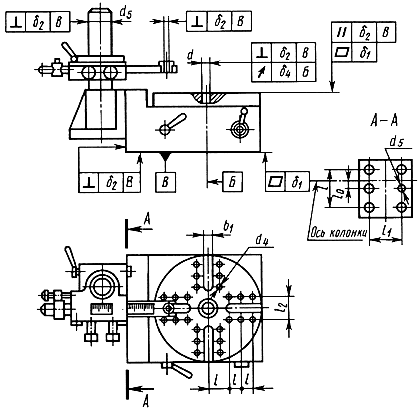
Приспособление плоское типа "Плита"
Черт.65
15. Для изображенных на черт.37-65 приспособлений предельные отклонения размеров:
для диаметров центрирования и фиксации положения наладок, прижимных и опорных сборочных единиц - в табл.25;
для установочных и крепежных пазов - в табл.26;
для присоединительных размеров - в табл.27.
Таблица 25
Поля допусков диаметров для центрирования наладок, опорных и зажимных сборочных станочных приспособлений
|
Обозначение размеров |
Поле допуска |
|
по ГОСТ 25346 и ГОСТ 25347 | |
|
|
H7 |
|
|
h6 |
|
|
g6 |
|
|
h12 |
 ,
, 

 ,
,
Таблица 26
Поля допусков установочных и крепежных пазов станочных приспособлений
|
Обозначение размеров |
Поле допуска |
|
по ГОСТ 25346 и ГОСТ 25347 | |
|
|
Н7 |
|
|
Н8 |
|
|
h6 |
Таблица 27
Предельные отклонения присоединительных размеров станочных приспособлений
|
Обозначение размеров |
Класс точности |
Интервал номинальных размеров, мм | |||||||||
|
до 30 |
св. 30 до 50 |
св. 50 до 80 |
св. 80 до 120 |
св. 120 до 180 |
св. 180 до 260 |
св. 260 до 360 |
св. 360 до 500 |
св. 500 до 630 |
св. 630 до 800 | ||
|
Предельное отклонение, мкм | |||||||||||
|
|
Н |
- |
- |
- |
+34 |
+38 |
+38 |
+72 |
+80 |
+96 |
- |
|
П |
- |
- |
- |
+21 |
+24 |
+24 |
+45 |
+50 |
+60 |
- | |
|
|
Н |
- |
- |
- |
- |
- |
-32 |
-32 |
-64 |
-64 |
- |
|
П |
- |
- |
- |
- |
- |
-20 |
-20 |
-40 |
-40 |
- | |
|
|
Н |
- |
- |
- |
- |
- |
- |
+48 |
+52 |
+58 |
- |
|
П |
- |
- |
- |
- |
- |
- |
+30 |
+32 |
+36 |
- | |
|
|
Н |
+25 |
+30 |
+37 |
+43 |
+48 |
+56 |
+64 |
+72 |
+80 |
+96 |
|
П |
+16 |
+19 |
+23 |
+27 |
+30 |
+35 |
+40 |
+45 |
+50 |
+60 | |
|
|
Н |
±10 |
±14 |
±16 |
±20 |
±22 |
±26 |
±30 |
±32 |
±35 |
±40 |
|
П |
±7 |
±8 |
±10 |
±12 |
±14 |
±16 |
±16 |
±20 |
±23 |
±25 | |
|
|
Н |
+20 |
+30 |
+30 |
+50 |
+50 |
+50 |
+60 |
+70 |
+90 |
+100 |



 ,
,  ,
,  ,
,  ,
,  ,
,  ,
, 
 ,
, 
16. Предельные отклонения формы и расположения поверхностей приспособлений - по табл.28.
Таблица 28
Предельные отклонения формы и расположения установочных и опорных поверхностей приспособлений
|
Наименование отклонений |
Класс точности приспо- |
Интервал номинальных размеров, мм | |||||||||
|
до 6 |
св. 6 |
св. 18 |
св. 50 до 120 |
св. 120 до 260 |
св. 260 до 400 |
св. 400 |
св. 500 до 800 |
св. 800 до 1000 |
св. 1000 до 1250 | ||
|
Предельное отклонение, мкм | |||||||||||
|
Допуск плоскостности |
Н |
- |
4 |
6 |
10 |
16 |
20 |
25 |
32 |
32 |
40 |
|
П |
- |
2,5 |
4 |
6 |
10 |
12 |
16 |
20 |
20 |
25 | |
|
Допуск параллельности, перпендикулярности, торцового биения |
Н |
4 |
6 |
10 |
16 |
20 |
25 |
32 |
40 |
40 |
60 |
|
П |
2,5 |
4 |
6 |
10 |
12 |
16 |
20 |
25 |
25 |
40 | |
|
у торца |
Н |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
- |
|
П |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
- | |
|
на длине 100 мм |
Н |
8 |
10 |
12 |
16 |
20 |
25 |
25 |
32 |
32 |
40 |
|
П |
5 |
6 |
8 |
10 |
12 |
16 |
16 |
20 |
20 |
25 | |
|
Допуск соосности, симметричности |
Н |
- |
2 |
3 |
5 |
8 |
8 |
13 |
13 |
16 |
20 |
|
П |
- |
1 |
2 |
3 |
5 |
5 |
8 |
8 |
10 |
12 | |
|
Допуск угла поворота |
Н |
- |
- |
- |
140 |
125 |
100 |
80 |
65 |
50 |
50 |
|
П |
- |
- |
- |
75 |
65 |
50 |
40 |
32 |
25 |
25 | |
|
Допуск угла наклона |
Н |
- |
- |
- |
140 |
125 |
100 |
80 |
65 |
50 |
50 |
|
П |
- |
- |
- |
75 |
65 |
50 |
40 |
32 |
25 |
25 | |







17. Проектирование приспособлений должно обеспечивать создание целевых комплексов и систем оснастки на основе единства построения типажа, типоразмерных рядов, применяемых методов агрегатирования и взаимозаменяемости составных функциональных частей, имеющих стандартные конструктивные элементы базирующих и крепежных поверхностей, а также на основе единства технико-эксплуатационных характеристик, применяемых материалов, покрытий и норм точности.
Характеристики систем универсальных наладочных и специализированных наладочных приспособлений - по ГОСТ 31.0000.01.
18. Комплектование исходного типажа разновидности или целевого комплекса технологической оснастки (ТО) производится с учетом:
специфики применения входящих в состав конструкций ТО, определяемой различными методами обработки заготовок, концентрацией или совмещением операций, приспособленностью к различным организационным формам эксплуатации;
взаимосвязей ТО с характеристиками конструктивной формы заготовок;
комплексности и вариантности оснащения производственного процесса и уровня его автоматизации.
19. Выбор методов агрегатирования (блочно-модульный, блочный, подетальный, смешанный) должен обеспечивать эффективность эксплуатации ТО за счет оборачиваемости составляющих частей в заданных диапазонах организационных форм и масштабах производства (специализированное, многономенклатурное, мелкосерийное, серийное).
20. В основу агрегатирования закладывается вычленение специальных частей ТО от унифицированных и стандартных многократного применения.
21. Степень укрупнения агрегатируемых частей обосновывается частотой их оборачиваемости в заданном временном интервале производственного процесса (числом замен, переналадок, сборок-разборок, а также частотой замены быстроизнашиваемых частей).
22. В соответствии с ГОСТ 31.0000.01 на системы и целевые комплексы ТО, а также на составляющие их функциональные части должны разрабатываться межотраслевые и отраслевые каталоги и альбомы. Порядок разработки и утверждения каталогов и альбомов - по РД 50-572*.
________________
* На территории Российской Федерации действует РД 50-572-90. - Примечание .
23. Номенклатура основных показателей качества на целевые комплексы и системы ТО приведены в табл.29.
Таблица 29
|
Наименование показателя качества |
Обозначение |
Наименование характеризуемого свойства |
|
1. Показатели назначения |
||
|
размерная |
Квалитет |
Точностная характеристика совместимости с оборудованием |
|
расположение поверхностей |
Степень точности |
|
|
качество поверхностей |
|
|
|
1.2. Стабильность базирования |
Точность переналадки | |
|
1.3. Наличие средств механизации, балл |
Сокращение ручного труда | |
|
1.4. Уровень автоматизации, номер |
Применяемость на приоритетных видах оборудования (станки с ЧПУ, ГПМ и ГПС) | |
|
2. Ресурсосберегающие показатели |
||
|
2.1. Удельная масса металла комплекса системы ТО (масса металла заменяемой ТО, отнесенная к массе комплекса ТО), кг/кг |
|
Экономичность расхода металла на оснащение совокупности пакетов операций |
|
2.2. Удельный расход электроэнергии (расход электроэнергии на изготовление заменяемой ТО, отнесенный к расходу электроэнергии на изготовление комплекса ТО), квт.ч/квт.ч |
|
Экономичность расхода электроэнергии на изготовление комплекса ТО |
|
3. Показатели надежности |
||
|
3.1. Установленный срок службы до капитального ремонта, год |
|
Сохраняемость показателей назначения |
|
3.2. Установленный ресурс по точности, год |
|
То же |
|
3.3. Установленная безотказная наработка, год |
|
" |
|
3.4. Гарантийный срок, мес |
|
" |
|
4. Показатели стандартизации |
||
|
4.1. Уровень применяемости стандартных частей, % |
Уровень стандартизации |







24. Оценка сопоставимости значений показателей качества приспособлений и их аналогов производится на основе сопоставимости их принадлежности к серии, определяемой по табл.1 (условия эксплуатации).
Применяемость показателей качества в документации на целевые комплексы и системы ТО - по табл.30.
Таблица 30
|
Номер показателя по табл.29 |
Применяемость в НТД | ||||
|
ТЗ на НИР |
КД |
ТУ |
Каталоги (альбомы) |
КУ | |
|
1.1 |
+ |
+ |
+ |
+(+) |
+ |
|
1.2 |
+ |
+ |
+ |
+(+) |
+ |
|
1.3 |
+ |
- |
- |
-(-) |
+ |
|
1.4 |
+ |
- |
+ |
-(-) |
+ |
|
2.1 |
- |
- |
- |
-(-) |
+ |
|
2.2 |
- |
- |
- |
-(-) |
+ |
|
3.1 |
+ |
- |
+ |
+(-) |
+ |
|
3.2 |
+ |
- |
+ |
+(-) |
+ |
|
3.3 |
+ |
- |
+ |
+(-) |
+ |
|
3.4 |
- |
- |
+ |
+(-) |
+ |
|
4.1 |
- |
- |
- |
-(-) |
+ |
Знаком + обозначается применяемость.
ПРИЛОЖЕНИЕ 3
Справочное
МЕТОДЫ КОНТРОЛЯ ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ПРИСПОСОБЛЕНИЙ
1. Плоскостность поверхностей
1.1. Методы контроля - по ГОСТ 22267 (раздел 4, метод 3).
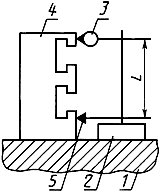
2. Параллельность плоскостей
2.1. Контроль при помощи поверочной плиты и измерительной головки (черт.66 и 67).
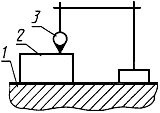
Черт.67
На поверочной плите 1 устанавливают контролируемое приспособление 2 и стойку с измерительной головкой 3 так, чтобы наконечник головки касался проверяемой поверхности детали.
Отклонение от параллельности плоскостей равно наибольшей алгебраической разности показаний измерительной головки при ее перемещении на заданную длину.
3. Параллельность оси отверстия и плоскости
3.1. Методы контроля - по ГОСТ 22267 (разд.7, метод 2).
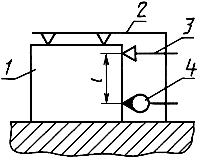
4. Перпендикулярность плоскостей
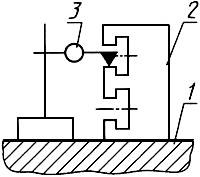
4.1. Контроль с помощью поверочной плиты и приспособления с измерительной головкой (черт.68)
Черт.68
На поверхность поверочной плиты 1 устанавливают контролируемое приспособление 4 и стойку 2 с измерительной головкой 3 и упором 5. Приспособление настраивают по эталону перпендикулярности.
Проверку проводят перемещением стойки так, чтобы упор 5 касался проверяемого приспособления.
Отклонение от перпендикулярности поверхностей на расстоянии равно разности показаний головки 3 при измерениях по эталону перпендикулярности и по контролируемому приспособлению ( - в зависимости от размера приспособления).
4.2. Контроль с помощью угольника с измерительной головкой (черт.69)
Черт.69
На поверхности приспособления 1 устанавливают настроенный по эталону перпендикулярности угольник 2 с измерительной головкой 4 и упором 3.
Отклонение от перпендикулярности контролируемых поверхностей определяют по показаниям измерительной головки.
5. Радиальное и торцевое биение
5.1. Методы контроля радиального и торцевого биений - по ГОСТ 22267 (разд.16, метод 1 и разд.18) с использованием оправки с конусностью от 1/1000 до 1/10000.
6. Углы
6.1. Контроль с помощью синусной линейки, плоскопараллельных концевых мер длины, измерительной головки и поверочной плиты (черт.70).
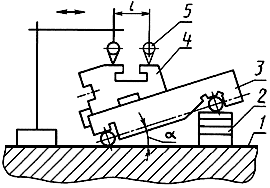
Черт.70
Контролируемое приспособление устанавливают на синусную линейку 3, настроенную на номинальный угол с помощью плоскопараллельных концевых мер длины 2 на поверочной плите 1.
Отклонение угла  в секундах от номинального размера определяют по формуле
в секундах от номинального размера определяют по формуле
 ,
,
где  - разность показаний по шкале измерительной головки, мм;
- разность показаний по шкале измерительной головки, мм;
 - длина контролируемой поверхности, мм.
- длина контролируемой поверхности, мм.
7. Контроль усилий зажима проводится с применением динамометра.
8. Допускается применение методов проверки и средств измерений, отличающихся от указанных в настоящем стандарте, при условии обеспечения выполнения требуемой точности измерения и достоверности определения проверяемых параметров точности.
Текст документа сверен по:
официальное издание
Технологическая оснастка. Часть 1:
Сб. стандартов. - М.: Стандартинформ, 2005
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке