
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 25889.2-83
(CT СЭВ 3717-82)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Методы проверки параллельности двух плоских поверхностей образца-изделия
Metal-cutting machine tools.
Methods of checking specimen two flat surfaces for parallelism
Дата введения 1984-01-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.С.Белов, Н.Ф.Хлебалин, Н.В.Соколова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 июля 1983 г. N 3514
Настоящий стандарт устанавливает методы проверок параллельности двух плоских поверхностей образца-изделия, длина измерения которого не превышает 1600 мм.
Стандарт полностью соответствует требованиям СТ СЭВ 3717-82.
Отклонение от параллельности двух плоских поверхностей - по ГОСТ 24642-81. Допускается заменить прилегающую плоскость прилегающей прямой, лежащей в заданном сечении.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Общие требования к методам проверки - по ГОСТ 8-82.
1.2. Проверку следует проводить одним из следующих методов:
Метод 1. Проверка с помощью прибора для измерения длин, измерительный наконечник которого касается верхней поверхности поверочной линейки, приложенной к проверяемой поверхности образца-изделия.
Метод 2. Проверка с помощью прибора для измерения длин, измерительный наконечник которого касается нижней поверхности поверочной линейки, приложенной к проверяемой поверхности образца-изделия.
1.3. Образец-изделие опорной поверхностью должен быть установлен на поверочной плите, в данном случае как прилегающую плоскость. На проверяемую поверхность образца-изделия в заданном сечении накладывается поверочная линейка, в данном случае как прилегающую прямую. Размеры рабочей поверхности поверочной плиты и длина поверочной линейки должны быть больше размеров проверяемых поверхностей образца-изделия.
1.4. При проверке поверхностей с отклонением в сторону выпуклости между образцом-изделием и поверочной плитой следует установить три концевые плоскопараллельные меры длины, а между образцом-изделием и линейкой - две концевые плоскопараллельные меры длины одинакового размера.
Расположение плоскопараллельных концевых мер длины выбирают в соответствии со стандартами на нормы точности и техническими условиями на конкретные типы станков. Если эти указания отсутствуют, то расстояние от края поверхности до концевой меры принимается приблизительно равным 0,1 , где - заданная длина измерения.
, где - заданная длина измерения.
1.5. Количество и расположение проверяемых сечений устанавливается в зависимости от формы и размеров образца-изделия в стандартах на нормы точности и в технических условиях на конкретные типы станков. Если такие указания отсутствуют, то при проверке прямоугольных поверхностей измерения следует проводить в сечениях, указанных на черт.1, расположение которых должно соответствовать условиям, приведенным в табл.1 и 2.
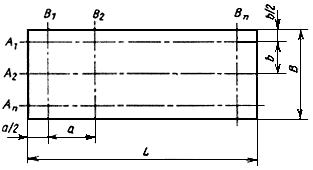
Черт.1
Таблица 1
|
Длина |
Расположение проверяемых поперечных сечений |
|
До 200 |
Среднее поперечное сечение |
|
Св. 200 |
|

 , но не менее 80 мм
, но не менее 80 мм
Таблица 2
|
Ширина |
Расположение проверяемых продольных сечений |
|
До 200 |
Среднее продольное сечение |
|
Св. 200 " 630 |
|
|
" 630 |
|



Если обработанная прямоугольная поверхность образца-изделия разделена пазами на ряд обрабатываемых продольных полос, то проверяемые сечения должны быть расположены в середине продольных полос.
2. МЕТОДЫ ПРОВЕРКИ
2.1. Проведение проверок по методам 1 и 2
Средства проверки: прибор для измерения длин, поверочная плита, поверочная линейка, измерительная стойка, концевые меры длины (при проверке поверхностей с отклонением в сторону выпуклости).
Схемы проверок указаны на черт.2 (метод 1) и на черт.3 (метод 2)
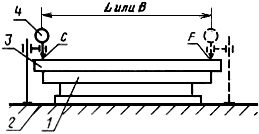
Черт.2
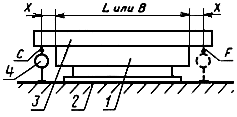
Черт.3
Образец-изделие 1 устанавливают на поверочной плите 2, а поверочную линейку 3 накладывают на образец-изделие 1, как указано в пп.1.3 и 1.4. Прибор для измерения длин 4, закрепленный в измерительной стойке, устанавливают на поверочную плиту 2 так, чтобы его измерительный наконечник касался верхней (метод 1) или нижней (метод 2) рабочей поверхности поверочной линейки 3 поочередно в точках измерения  и
и  .
.
Измерения проводят последовательно в сечениях, установленных в п.1.5.
При проведении проверки по методу 2 расстояние  между точками измерения и образцом-изделием должно быть минимальным.
между точками измерения и образцом-изделием должно быть минимальным.
С целью исключения влияния отклонения от параллельности рабочих поверхностей поверочной линейки на результат измерения допускается менять положение концов линейки, т.е. производить ее перестановку с поворотом на 180° вокруг оси, перпендикулярной ее рабочей поверхности.
2.2. Оценка результатов проверки по методам 1 и 2.
При проверке без изменения положения концов линейки для каждого проверяемого сечения определяют алгебраическую разность результатов измерения, полученных в точках измерения и .
Отклонение от параллельности определяют как наибольшую разность результатов измерения в проверяемых сечениях для каждого заданного направления.
Если положение концов линейки меняют, то для каждого проверяемого сечения определяют алгебраическую разность результатов измерения, полученных в точках измерения и до (положение I) и после (положение II) изменения положения концов линейки. Из обеих разностей определяют для каждого сечения среднее арифметическое значение.
Отклонением от параллельности является наибольшее среднее арифметическое значение результатов измерений в проверяемых сечениях для каждого заданного направления.
Примеры оценки
Пример оценки результатов без изменения положения концов линейки
При проверке образца-изделия с прямоугольной проверяемой поверхностью (=800 мм,  =450 мм) получены по отдельным сечениям (см. черт.1) результаты измерения, приведенные в табл.3.
=450 мм) получены по отдельным сечениям (см. черт.1) результаты измерения, приведенные в табл.3.
Таблица 3
мкм
|
Направление измерения |
Сечение |
Результаты измерения |
Разность результатов измерения | |
|
Точка |
Точка |
|||
|
Продольное |
|
30 |
15 |
15 |
|
|
25 |
12 |
13 | |
|
|
20 |
10 |
10 | |
|
Поперечное |
|
28 |
22 |
6 |
|
|
25 |
18 |
7 | |
|
|
25 |
19 |
6 | |
|
|
22 |
16 |
6 | |
|
|
20 |
15 |
5 | |








Отклонение от параллельности в продольном направлении равно 15 мкм на длине 800 мм, в поперечном направлении 7 мкм на длине 450 мм.
Пример оценки результатов с изменением положения концов линейки
При проверке образца-изделия с прямоугольной проверяемой поверхностью (=500 мм, =250 мм) получены по отдельным сечениям (см. черт.1) результаты измерения, приведенные в табл.4.
Таблица 4
мкм
|
Направление измерения |
Сечение |
Положение поверочной линейки |
Результаты измерения |
Разность результатов измерения |
Среднее арифметическое двух измерений | |
|
Точка |
Точка |
|||||
|
Продольное |
|
I |
20 |
10 |
10 |
15 |
|
|
II |
25 |
5 |
20 |
| |
|
|
|
I |
24 |
12 |
12 |
17 |
|
II |
29 |
7 |
22 |
|||
|
|
|
I |
16 |
8 |
8 |
13 |
|
|
II |
21 |
3 |
18 |
| |
|
Поперечное |
|
I |
22 |
18 |
4 |
7 |
|
|
II |
25 |
15 |
10 |
| |
|
|
|
I |
20 |
15 |
5 |
8 |
|
II |
23 |
12 |
11 |
| ||
|
|
|
I |
20 |
16 |
4 |
7 |
|
|
II |
23 |
13 |
10 |
| |
|
|
|
I |
20 |
16 |
4 |
7 |
|
|
II |
23 |
13 |
10 |
| |
|
|
|
I |
18 |
14 |
4 |
7 |
|
|
II |
21 |
11 |
10 |
| |
Отклонение от параллельности в продольном направлении равно 17 мкм на длине 500 мм, в поперечном направлении 8 мкм на длине 250 мм.
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке