
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 13876-87
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНЦЫ ШПИНДЕЛЕЙ АГРЕГАТНЫХ СТАНКОВ
Основные размеры
Spindle noses for modular type machines. Basic dimensions
ОКП 38 1880
Дата введения 1988-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
B.C.Васильев, А.И.Байков, Б.И.Черпаков, Н.Ф.Хлебалин, В.В.Земляной, Л.П.Малиновская, С.В.Токарева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.06.87 N 2258
3. Стандарт полностью соответствует СТ СЭВ 4374-83, СТ СЭВ 4852-84
4. Стандарт соответствует международному стандарту ИСО 2905-74
5. ВЗАМЕН 13876-76
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
10 | |
|
ГОСТ 2849-77 |
8 |
|
1 | |
|
ГОСТ 12595-85 |
1 |
|
1 | |
|
9 | |
|
ГОСТ 19860-74 |
10 |
|
1 | |
|
1 | |
|
9 |
7. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
8. ПЕРЕИЗДАНИЕ (март 1999 г.) с Изменением N 1, утвержденным в июне 1988 г. (ИУС 9-88)
Настоящий стандарт распространяется на концы унифицированных шпинделей под переходные регулируемые втулки, оправки и фрезы для силовых головок, сверлильных, расточных и фрезерных бабок, шпиндельных коробок и насадок, предназначенных для выполнения сверлильно-расточных, фрезерных и резьбонарезных работ на отдельных или встраиваемых в автоматические линии агрегатных станках, а также на концы шпинделей под цанги малогабаритных силовых головок.
Стандарт соответствует СТ СЭВ 4374-83, СТ СЭВ 4852-84 и международному стандарту ИСО 2905-74.
(Измененная редакция, Изм. N 1).
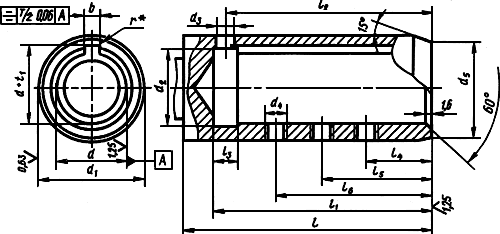
1. Основные размеры должны соответствовать:
концов шпинделей под переходные регулируемые втулки - указанным на черт.1 и в табл.1;
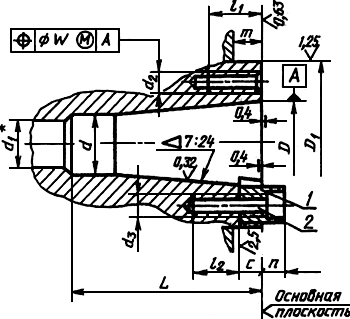
концов шпинделей под цанги - указанным на черт.2 и в табл.3;
гаек для концов шпинделей под цанги - указанным на черт.3 и в табл.4;
концов шпинделей под расточные оправки - указанным на черт.4-6 и в табл.5, 6;
концов шпинделей под фрезерные оправки и фрезы - указанным на черт.7, 8 и в табл.7.
Концы шпинделей под переходные регулируемые втулки
________________
* Радиус закругления  шпоночных пазов - по ГОСТ 23360.
шпоночных пазов - по ГОСТ 23360.
Черт.1
Таблица 1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
поле допуска |
|
|
|
|
Не менее |
|
|
|
Но- |
поле допуска |
| ||||
|
Н7 |
|
|
|
|
|
|
|
|
|
|
|
||||
|
8 |
15 |
8,6 |
3,5 |
М4х0,7 |
14,4 |
46 |
40 |
35 |
8 |
- |
16 |
25 |
2 |
С11 |
9 |
|
10 |
18 |
10,6 |
5 |
М5х0,8 |
17,4 |
60 |
52 |
48 |
|
- |
22 |
32 |
3 |
|
11 |
|
12 |
20 |
12,6 |
|
М6х1 |
19,2 |
|
|
|
|
|
33 |
|
|
13 | |
|
16 |
25 |
16,6 |
6 |
М8х1 |
24 |
85 |
74 |
70 |
|
21 |
34 |
47 |
5 |
D10 |
17,3 |
|
20 |
32 |
20,6 |
|
|
31 |
90 |
77 |
73 |
|
|
|
|
|
|
21,3 |
|
25 |
37 |
25,6 |
8 |
|
36 |
100 |
85 |
80 |
10 |
23 |
38 |
53 |
6 |
26,7 | |
|
28 |
40 |
28,6 |
|
M10х1 |
39 |
|
|
|
|
|
|
|
|
|
29,7 |
|
36 |
50 |
36,6 |
10 |
M12x1,25 |
49 |
128 |
106 |
101 |
12 |
28 |
45 |
62 |
8 |
37,7 | |
|
48 |
67 |
48,6 |
12 |
66 |
152 |
129 |
123 |
14 |
40 |
57 |
74 |
10 |
50,1 | ||
|
60 |
90 |
60,8 |
18 |
М16х1,5 |
88,6 |
172 |
150 |
140 |
20 |
30 |
60 |
90 |
16 |
63,6 | |
|
80 |
110 |
80,8 |
22 |
|
108,6 |
190 |
170 |
158 |
25 |
|
|
|
20 |
|
84,3 |




 ±0,1
±0,1 

 7
7
Примечания:
1. Концы шпинделей  48 и 60 мм допускается изготовлять с размером
48 и 60 мм допускается изготовлять с размером  105 мм вместо указанного в табл.1 при соответствующем уменьшении размера
105 мм вместо указанного в табл.1 при соответствующем уменьшении размера  .
.
2. Размеры  , указанные в табл.1 для концов шпинделей 20 и 36 мм по согласованию с потребителем допускается заменять соответственно на 21,9 и 38,6 мм.
, указанные в табл.1 для концов шпинделей 20 и 36 мм по согласованию с потребителем допускается заменять соответственно на 21,9 и 38,6 мм.
3. Увеличение принятого размера  должно производиться ступенчато с приращениями, кратными указанным в табл.2.
должно производиться ступенчато с приращениями, кратными указанным в табл.2.
Концы шпинделей под цанги

Черт.2
Таблица 2
|
|
Приращение в мм |
Число ступеней |
|
8-12 |
4 |
12 |
|
14-20 |
5 |
15 |
|
25-28 |
5 |
20 |
|
36-48 |
6 |
20 |
|
60-80 |
10 |
12 |
Таблица 3
мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
9 |
M12x1,25 |
6,2 |
6 |
6,5 |
5 |
M4 |
32 |
12 |
8 |
2 |
6 |
7 |
8 |
10 |
|
6 |
15 |
M22x1,5 |
10,2 |
10 |
10,5 |
9 |
M8 |
50 |
20 |
12 |
3 |
10 |
10 |
10 |
17 |
|
10 |
18 |
M30x1,5 |
14,2 |
14 |
14,5 |
13 |
M12 |
60 |
26 |
15 |
3 |
12 |
15 |
12 |
22 |





_______________
* - наибольший диаметр сверла, закрепленного в цанге.
- наибольший диаметр сверла, закрепленного в цанге.
Гайка для концов шпинделей под цанги

Черт.3
Таблица 4
мм
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
M12x1,25 |
6 |
12,5 |
18 |
21,1 |
10 |
6 |
8 |
19 |
0,6 |
|
6 |
M22x1,5 |
11 |
22,5 |
25 |
31,2 |
14 |
8 |
11 |
27 |
1,0 |
|
10 |
M30x1,5 |
15 |
30,5 |
34 |
40,3 |
20 |
12 |
16 |
36 |
1,0 |



_______________
* - наибольший диаметр сверла, закрепленного в цанге.
Концы шпинделей под расточные оправки

_________________
* Размер для справок
** Внутреннее отверстие шпинделя  не регламентируется.
не регламентируется.
1 - шпонка по ГОСТ 12595*; 2 - винт по ГОСТ 11738
_______________
* На территории Российской Федерации действует ГОСТ 12595-2003. - Примечание .

_______________
* Условные номера типоразмеров
Концы шпинделей под расточные оправки

_______________
* Внутреннее отверстие шпинделя не регламентируется.
1 - шпонка по ГОСТ 24644; 2 - винт по ГОСТ 11738.
Черт.6
Таблица 5
мм
|
Условный номер типоразмера конца шпинделя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
Номин. |
Пред. откл. |
|
|
Поле допуска |
|
|
|
Не менее |
|
|
|
|
| ||||
|
|
|
|
|
|
Н8 |
6Н |
7Н |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
53,975 |
+0,008 |
92 |
70,6 |
- |
М10 |
- |
11 |
- |
- |
- |
16 |
5 |
0,2 |
0,2 |
1,0 |
1,5 |
3 |
|
4 |
63,513 |
+0,008 |
108 |
82,6 |
14,25 |
М10 |
М6 |
11 |
5 |
5 |
15 |
20 |
5 |
0,2 |
0,2 |
1,0 |
1,5 |
3 |
|
5 |
82,563 |
+0,01 |
133 |
104,8 |
15,9 |
М10 |
М6 |
13 |
5 |
6 |
15 |
22 |
5 |
0,2 |
0,2 |
1,0 |
1,5 |
3 |
|
6 |
106,375 |
+0,01 |
165 |
133,4 |
19,05 |
М12 |
М8 |
14 |
5 |
8 |
18 |
25 |
5 |
0,2 |
0,2 |
1,0 |
1,5 |
3 |
|
8 |
139,719 |
+0,012 |
210 |
171,4 |
23,8 |
М16 |
М8 |
16 |
6 |
10 |
18 |
28 |
5 |
0,2 |
0,2 |
1,6 |
1,5 |
3 |
|
11 |
196,869 |
+0,014 |
280 |
235,0 |
28,6 |
М20 |
М10 |
18 |
8 |
12 |
20 |
35 |
5 |
0,2 |
0,2 |
1,6 |
1,5 |
3 |
|
15 |
285,775 |
+0,016 |
380 |
330,2 |
34,9 |
М24 |
М12 |
19 |
8 |
12 |
25 |
42 |
5 |
0,3 |
0,3 |
1,6 |
2,5 |
5 |






Примечания:
1. На торцах шпинделя допускаются отверстия, цековки и т.д.
2. Допускается изготовлять отверстия  и
и  сквозными.
сквозными.
Таблица 6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Поле допуска |
|
Поле допуска |
Не менее |
|
|
|
|
|
|
| |||||
|
Н6 |
h8 |
|
6Н |
7Н |
|
|
|
|
|
|
|
|
|
| |
|
20 |
60 |
45 |
М6 |
М3 |
10 |
12 |
7 |
5 |
5 |
8 |
22,5 |
- |
0,02 |
0,15 | |
|
|
70 |
52 |
М8 |
М4 |
12 |
15 |
8 |
6 |
6 |
10 |
26 |
|
|
| |
|
28 |
80 |
58 |
М10 |
|
|
18 |
|
|
|
|
29 |
|
0,03 |
0,2 | |
|
32 |
90 |
66,7 |
М12 |
М6 |
15 |
21 |
9 |
8 |
8 |
15,9 |
33 |
|
|
| |
|
|
100 |
75 |
|
|
|
|
|
|
|
|
38 |
|
|
| |
|
40 |
120 |
90 |
М16 |
|
20 |
31 |
|
|
|
48 |
|
|
| ||
|
|
140 |
106 |
|
М10 |
|
|
18 |
12,5 |
12,5 |
25,4 |
55 |
|
0,04 |
| |
|
60 |
160 |
126 |
|
|
25 |
|
|
|
|
|
44 |
22 |
|
| |
|
|
180 |
144 |
|
|
|
|
54 |
|
| ||||||
|
|
200 |
164 |
|
|
|
|
64 |
|
| ||||||
|
80 |
230 |
188 |
М20 |
35 |
|
|
79 |
|
| ||||||
|
|
260 |
218 |
|
|
|
|
|
|
|
|
94 |
|
|
| |





Примечания:
1. Допускается изготавливать отверстия  и сквозными.
и сквозными.
2. На торце шпинделя допускаются отверстия, цековки и т.д.
Концы шпинделей под фрезерные оправки и фрезы
________________
* Размер не регламентируется.
1 - шпонка по ГОСТ 24644; 2 - винт по ГОСТ 11738
Черт.7

________________
* Обозначение конуса в шпинделе - по ГОСТ 15945
Черт.8.
Таблица 7
мм
|
Обозначение конуса в шпинделе |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
Поле допуска |
Не |
|
|
|
|
|
|
|
| ||||||
|
|
Ряд1 |
Ряд 2 |
|
Н12 |
6Н |
7Н |
|
|
|
|
|
|
|
|
| |||
|
30 |
31,75 |
69,832 |
70 |
54 |
17,4 |
М10 |
М6 |
73 |
16 |
9 |
8 |
8 |
12,5 |
15,9 |
25 |
- |
0,03 |
0,2 |
|
40 |
44,45 |
88,882 |
90 |
66,7 |
25,3 |
М12 |
|
100 |
20 |
|
|
|
16 |
|
33 |
|
|
|
|
45 |
57,15 |
101,6 |
100 |
80 |
32,4 |
|
М8 |
120 |
|
13 |
9,5 |
9,5 |
18 |
19 |
40 |
|
|
|
|
|
|
128,57 |
125 |
101,6 |
|
М16 |
М10 |
|
25 |
18 |
12,5 |
12,5 |
19 |
25,4 |
49 |
|
0,04 |
|
|
50 |
69,85 |
128,57 |
125 |
101,6 |
39,6 |
|
|
140 |
|
|
|
|
|
|
|
|
|
|
|
|
|
152,40 |
150 |
120,6 |
|
М20 |
|
30 |
|
|
|
25 |
61 |
|
| |||
|
|
|
221,44 |
220 |
177,8 |
|
|
|
|
|
|
|
|
38 |
|
73 |
22 |
|
|
|
|
|
335,0 |
- |
265,0 |
|
М24 |
М12 |
|
36 |
|
|
|
32 |
109 |
30 |
|
0,3 | |
|
55 |
88,90 |
152,40 |
150 |
120,6 |
50,4 |
М20 |
М10 |
178 |
30 |
|
|
|
25 |
25,4 |
61 |
- |
0,2 | |
|
60 |
107,95 |
221,44 |
220 |
177,8 |
60,2 |
|
|
220 |
|
|
|
|
38 |
|
73 |
22 |
|
|
|
|
|
335,0 |
- |
265,0 |
|
М24 |
М12 |
|
36 |
|
|
|
|
32 |
109 |
30 |
|
0,3 |
|
70 |
165,10 |
335,0 |
- |
265,0 |
92,9 |
|
|
315 |
|
24 |
20 |
20 |
50 |
|
|
|
|
|
Примечания:
1. Допускается изготавливать отверстия и сквозными.
2. На торце шпинделя допускаются отверстия, цековки и т.д.
(Измененная редакция, Изм. N 1).
2. Допускается изменение размера за зоной размещения резьбовых отверстий  .
.
3. Размер концов шпинделей шпиндельных насадок для силовых головок с плоскокулачковым приводом подачи пиноли, а также концов шпинделей указанных силовых головок допускается принимать не менее 50 мм.
4. Допускается изготовление концов шпинделей под переходные регулируемые втулки:
- с окнами для удаления инструментов;
- с двумя резьбовыми отверстиями под стопорные винты, одним из которых должно быть среднее;
- с размером на одну ступень больше, чем указано в табл.1 для данного размера  ;
;
- с местной выемкой или увеличенным размером (взамен ), достаточными для выхода инструмента при обработке шпоночного паза.
5. Для шпиндельных насадок силовых головок с плоскокулачковым приводом подачи пиноли допускается изготовление концов шпинделей  мм без резьбовых отверстий с буртом на наружном диаметре и с наружной резьбой на передней части конца шпинделя.
мм без резьбовых отверстий с буртом на наружном диаметре и с наружной резьбой на передней части конца шпинделя.
6. Для закрепления в концах шпинделей переходных регулируемых втулок должны использоваться винты с шестигранными или квадратными углублениями "под ключ". Винты для отверстий  10 мм допускается изготовлять со шлицем под отвертку.
10 мм допускается изготовлять со шлицем под отвертку.
7. Допускается изготовление концов шпинделей агрегатных станков с внутренними конусами Морзе для конусов с лапкой или с резьбовым отверстием взамен отверстий под переходные регулируемые втулки и цанги.
8. Внутренние конусы Морзе должны проверяться калибрами-пробками 4-й степени точности по ГОСТ 2849*.
_______________
* Действует ГОСТ 2849-94. - Примечание .
9. Резьба метрическая - по ГОСТ 24705,* поле допуска резьбы - по ГОСТ 16093**.
_______________
* На территории Российской Федерации действует ГОСТ 24705-2004;
** На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание .
10. Внутренние конусы шпинделей должны соответствовать следующим степеням точности:
|
- для станков класса точности Н и П: |
|
|
конус Морзе по ГОСТ 2848 |
АТ6 |
|
конус с конусностью 7:24 по ГОСТ 19860* |
АТ5 |
|
_______________ | |
|
- для станков класса точности В: |
|
|
конус Морзе по ГОСТ 2848 |
АТ5 |
|
конус с конусностью 7:24 по ГОСТ 19860 |
АТ4 |
11. Неуказанные предельные отклонения размеров: Н14, h14,  .
.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1999
Личный кабинет:
доступно после авторизации "Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...
"Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке