
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 18824-80*
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ШТАМПОВ
ЛИСТОВОЙ ШТАМПОВКИ
Технические условия
Parts and assembly units of sheet metal dies.
Technical conditions
ОКП 39 6330
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 31 декабря 1980 г. N 6299 срок введения установлен с 01.01.82
Проверен в 1985 г.
ВЗАМЕН ГОСТ 18824-73
* ПЕРЕИЗДАНИЕ (декабрь 1986 г.) с Изменением N 1, утвержденным в декабре 1985 г. (ИУС N 4-86)
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Детали и сборочные единицы штампов листовой штамповки должны изготовляться в соответствии с требованиями настоящего стандарта и ГОСТ 18732-80  ГОСТ 18824-80, ГОСТ 24526-80 ГОСТ 24543-80.
ГОСТ 18824-80, ГОСТ 24526-80 ГОСТ 24543-80.
1.2. Допускается изготовление деталей из материалов с механическими свойствами не ниже указанных в стандартах.
1.3. Допускается для изготовления деталей применять заменители установленного сортамента на материал, а также поковки. В последнем случае шероховатость поверхностей, необрабатываемых по чертежу, выполнить не грубее  6,3 мкм.
6,3 мкм.
1.4. Неуказанные предельные отклонения размеров: отверстий - Н14, валов - h14, остальных - ± ; углов - ±
; углов - ± по ГОСТ 8908-81; для радиусов закруглений, фасок и элементов, не относящихся к отверстиям и валам, класс точности "средний" по ГОСТ 25670-83*.
по ГОСТ 8908-81; для радиусов закруглений, фасок и элементов, не относящихся к отверстиям и валам, класс точности "средний" по ГОСТ 25670-83*.
______________
* На территории Российской Федерации действует ГОСТ 30893.1-2002. - Примечание .
(Измененная редакция, Изм. N 1).
1.5. Предельные отклонения необработанных поверхностей деталей из чугуна - по III классу точности ГОСТ 1855-55, из стали - по III классу точности ГОСТ 2009-55.
1.6. Подкладные брусья (ГОСТ 18818-80 ГОСТ 18823-80) из чугуна должны быть подвергнуты старению.
1.7. Неуказанные литейные радиусы закруглений 3-5 мм.
1.8. Отклонение осей крепежных отверстий в деталях от номинального расположения - не более 0,2-0,3 мм.
1.9. Поверхности деталей не должны иметь трещин, забоин, заусенцев и других механических повреждений, снижающих эксплуатационные качества и товарный вид изделия.
1.10. Необработанные поверхности литых деталей должны грунтоваться и окрашиваться в серый цвет.
1.11. Стальные детали должны быть размагничены.
1.12. Резьба метрическая - по ГОСТ 9150-81* и ГОСТ 24705-81**. Поля допусков - по ГОСТ 16093-81***.
______________
* На территории Российской Федерации действуют ГОСТ 9150-2002;
** на территории Российской Федерации действует ГОСТ 24705-2004;
*** На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание .
6Н и 6 - для резьбы с шагом до 0,8 мм;
- для резьбы с шагом до 0,8 мм;
7Н и 8 - для резьбы с шагом свыше 0,8 мм.
1.13. Разница размеров  между наибольшим и наименьшим подкладными брусьями (ГОСТ 18818-80 ГОСТ 18823-80) в пределах одного комплекта (в штампе) не должна превышать:
между наибольшим и наименьшим подкладными брусьями (ГОСТ 18818-80 ГОСТ 18823-80) в пределах одного комплекта (в штампе) не должна превышать:
при длине брусьев до 400 мм - 0,04 мм; при длине брусьев свыше 400 мм - 0,1 мм.
1.14. В оградительных кожухах (ГОСТ 24537-80 ГОСТ 24539-80) наружные поверхности должны быть окрашены эмалью в желтый цвет; вмятины на поверхностях патрубков и колец допускаются не более 0,4 мм в любую сторону; отклонение от цилиндричности патрубков и колец не более 0,4 мм.
Отклонение лапок от их номинального расположения не более ±2°. Поверхности лапок, крепящиеся к штампу, должны быть расположены в одной плоскости. Отклонение от перпендикулярности осей патрубков и держателей должно быть не более 3°.
1.15. В оградительных телескопических кожухах (ГОСТ 24537-80 ГОСТ 24539-80) патрубки допускается изготавливать методом свертывания заготовок со сваркой встык по ГОСТ 14771-76.
1.14, 1.15 (Измененная редакция, Изм. N 1).
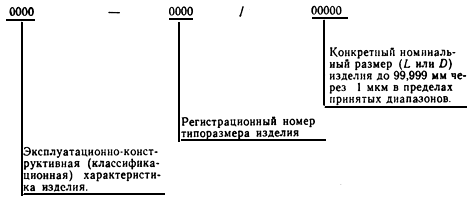
1.16. Шаговые ножи по ГОСТ 18736-80, ГОСТ 18737-80, ГОСТ 24528-80, ГОСТ 24529-80 и фиксаторы по ГОСТ 18769-80 ГОСТ 18771-80, ГОСТ 18773-80, ГОСТ 18775-80, ГОСТ 18776-80 обозначаются по схеме:
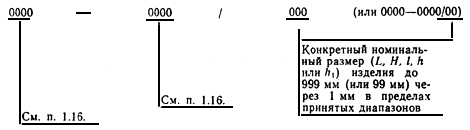
1.17. Обозначение разовых упоров с гнездом под пружину (ГОСТ 18741-80), разовых упоров (ГОСТ 18742-80), упорных шпилек (ГОСТ 18746-80), прижимов (ГОСТ 18758-80), роликовых прижимов (ГОСТ 18759-80), толкателей (ГОСТ 18780-80), грибковых толкателей (ГОСТ 18784-80), составных грибковых толкателей (ГОСТ 18785-80), пальцев к толкателям (ГОСТ 18782-80), направляющих втулок для толкателей (ГОСТ 18783-80), проколочных пуансонов (ГОСТ 24533-80), удлинителей к ступенчатым винтам (ГОСТ 18788-80), ограничительных втулок (ГОСТ 18789-80), ограничительных скоб (ГОСТ 18790-80), ограничителей хода выталкивателей (ГОСТ 18791-80), втулок для пружинных пакетов (ГОСТ 18795-80), стержней с резьбой для пакетов тарельчатых пружин (ГОСТ 18800-80), втулочных ограничителей (ГОСТ 18802-80), цилиндрических ограничителей (ГОСТ 18803-80), прямоугольных ограничителей (ГОСТ 18805-80), ступенчатых ограничителей (ГОСТ 18807-80), стержневых ограничителей (ГОСТ 24536-80), и соединительных планок (ГОСТ 24540-80) производится по схеме:
1.18. Обозначение ступенчатых винтов (ГОСТ 18786-80 и ГОСТ 18787-80) производится аналогично правилу п.1.16. Рабочая длина винта  выбирается в принятых диапазонах кратной 5.
выбирается в принятых диапазонах кратной 5.
1.17, 1.18 (Измененная редакция, Изм. N 1).
1.19. Отверстия в державках для шаговых ножей по ГОСТ 18736-80, ГОСТ 18737-80, ГОСТ 24528-80 и ГОСТ 24529-80 выполняются с учетом обеспечения поля допуска N 7.
(Введен дополнительно, Изм. N 1)
2. ПРАВИЛА ПРИЕМКИ
2.1. Для контроля соответствия изделий требованиям настоящего стандарта и требованиям настоящего сборника предприятие-изготовитель должно проводить приемо-сдаточные испытания.
2.2. При приемо-сдаточных испытаниях следует проводить выборку изделий в объеме 5% от партии изделий одного наименования и одного типоразмера, но не менее 5 шт.
Партия должна состоять из изделий, совместно прошедших производственный цикл и одновременно предъявленных на контроль по одному документу.
2.3. При получении неудовлетворительных результатов испытаний хотя бы по одному показателю следует производить повторные испытания на удвоенном количестве изделий из той же партии.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
2.4. Каждый комплект оградительных кожухов (ГОСТ 24537-80 ГОСТ 24539-80) должен быть связан проволокой и замаркирован номером в сборе на металлической или деревянной бирке.
(Измененная редакция, Изм. N 1).
3. МЕТОДЫ КОНТРОЛЯ
3.1. Методы контроля - по ГОСТ 22472-77*.
________________
* Действует ГОСТ 22472-87, здесь и далее. - Примечание .
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 22472-77.
4.2. Допускается маркировку деталей и узлов штампов проводить на бирке для партии.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Гарантии изготовителя - по ГОСТ 22472-77.
Текст документа сверен по:
официальное издание
Штампы листовой штамповки.
Детали и сборочные единицы: Сб. ГОСТов. -
М.: Издательство стандартов, 1987
Личный кабинет:
доступно после авторизации Для жен призывников существует дополнительная господдержка
Для жен призывников существует дополнительная господдержка  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке