
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
декабря
2
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 26689-85
Группа Г44
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Методы контроля технологических параметров
Injection moulding machines.
Methods of technological parameters control
ОКП 42 4981
Дата введения 1987-01-01
РАЗРАБОТАН
Министерством станкостроительной и инструментальной промышленности
Министерством высшего и среднего специального образования СССР
ИСПОЛНИТЕЛИ
Ю.А.Степанов, д-р техн. наук; А.А.Мандрик, канд. техн. наук; Л.П.Каширцев, канд. техн. наук; А.И.Малюк, Г.А.Тюков; Ю.И.Сосульников; В.М.Попов
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии В.Н.Покасюк
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17 декабря 1985 г. N 4055
Настоящий стандарт устанавливает методы контроля и определения стабильности технологических параметров литья под давлением деталей на машинах по ГОСТ 15595-84.
Периодичность и объем испытания серийно выпускаемых машин на предприятии-изготовителе - по ГОСТ 10580-74 и ГОСТ 15595-84.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. К основным технологическим параметрам литья под давлением относятся:
положение прессующего поршня  , м;
, м;
скорости первой  и второй
и второй  фаз прессования, м/с;
фаз прессования, м/с;
время нарастания давления подпрессовки  , с;
, с;
давление подпрессовки  , МПа;
, МПа;
усилие запирания пресс-формы  , кН;
, кН;
время выдержки отливки в пресс-форме  , с;
, с;
температура пресс-формы на расстоянии 20 мм от формообразующей поверхности (температурный фон пресс-формы)  , °С;
, °С;
температура расплава в печи  , °С.
, °С.
1.2. К вспомогательным технологическим параметрам относятся:
давление рабочей жидкости в поршневой  и штоковой
и штоковой  полостях цилиндра прессования, МПа;
полостях цилиндра прессования, МПа;
давление расплава в пресс-форме  , МПа;
, МПа;
усилие прессования  , кН;
, кН;
усилие выталкивания отливки  , кН;
, кН;
длительность первой фазы прессования  , с;
, с;
длительность второй фазы прессования  , с;
, с;
длительность третьей фазы прессования  , с;
, с;
длительность цикла  , с;
, с;
время заполнения пресс-формы металлом  , с;
, с;
температура формообразующей поверхности пресс-формы (температура пресс-формы)  , °С.
, °С.
1.3. Контроль технологических параметров следует осуществлять на стендах по ГОСТ 23800-79. Допускается для контроля отдельных параметров применение нестандартных средств измерения, аттестованных метрологической службой предприятия-изготовителя.
1.4. Средства измерения должны быть проверены по ГОСТ 8.513-84* и при необходимости снабжены тарировочными графиками.
_______________
* На территории Российской Федерации действуют ПР 50.2.006-94. - Примечание .
1.5. Контроль параметров должен осуществляться непрерывным или дискретным методами.
При непрерывном методе на осциллограмму следует фиксировать изменения параметров в течение одного цикла работы машины (за исключением времени выдержки отливки в пресс-форме и длительности цикла). При дискретном методе параметры необходимо определять по показаниям цифровых индикаторов или регистрирующего печатающего устройства. Эти показания должны соответствовать значениям параметров в заданной точке или заданном интервале.
2. МЕТОДЫ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
2.1. Контроль параметров процесса непрерывным методом
2.1.1. Процесс изготовления детали литьем под давлением состоит из нескольких фаз прессования в зависимости от типа машины, конструкции механизма прессования и требований технологии.
Типичная осциллограмма процесса литья под давлением на машине с холодной горизонтальной камерой прессования и методика ее обработки приведены в рекомендуемом приложении 1.
2.1.2. Длительность фаз прессования определяют следующим образом:
первой фазы - от начала движения прессующего поршня до момента изменения скорости прессования, вызванного включением привода следующей фазы прессования;
второй фазы - от момента окончания первой фазы до момента окончания заполнения пресс-формы расплавом;
третьей фазы - от момента окончания заполнения пресс-формы расплавом до окончания кристаллизации расплава в питателе и полной остановки прессующего поршня.
2.1.3. Время заполнения пресс-формы расплавом определяют от начала входа расплава в питатель до окончания заполнения пресс-формы расплавом.
Расчетное время заполнения пресс-формы расплавом , с, вычисляют по формуле
 , (1)
, (1)
где  - объем отливки с промывниками, м
- объем отливки с промывниками, м ;
;
 - площадь поперечного сечения камеры прессования, м
- площадь поперечного сечения камеры прессования, м ;
;
 , где
, где  - диаметр камеры прессования, м;
- диаметр камеры прессования, м;
- средняя скорость второй фазы прессования, м/с.
2.1.4. Время нарастания давления подпрессовки следует считать от момента окончания заполнения пресс-формы расплавом до момента создания давления подпрессовки, определяемого пересечением кривой давления в поршневой полости цилиндра прессования с прямой, проведенной на уровне 95% от установившегося давления в этой полости.
2.1.5. Давление подпрессовки следует определять как установившееся давление расплава в пресс-форме или как установившееся давление в поршневой полости цилиндра прессования после окончания в ней переходного процесса.
2.1.6. Скорости первой и второй  фаз прессования следует определять как средние скорости прохождения прессующим поршнем баз определенной длины
фаз прессования следует определять как средние скорости прохождения прессующим поршнем баз определенной длины  и
и  . Длину базы, в зависимости от типа машины, выбирают из ряда 0,02; 0,04; 0,06; 0,08; 0,10; 0,16 м.
. Длину базы, в зависимости от типа машины, выбирают из ряда 0,02; 0,04; 0,06; 0,08; 0,10; 0,16 м.
При определении скоростей и по кривой перемещения прессующего поршня центр баз и располагают в середине хода поршня в соответствующей фазе прессования. Скорости и , м/с, определяют по формуле
 ;
;  , (2)
, (2)
где  ,
,  - время прохождения прессующим поршнем соответствующей базы.
- время прохождения прессующим поршнем соответствующей базы.
При записи на осциллограмме только кривой скорости  , без кривой , за скорости первой и второй фаз прессования следует принимать средние значения скоростей на временных отрезках и , расположенных в центрах соответствующих зон прессования, при этом
, без кривой , за скорости первой и второй фаз прессования следует принимать средние значения скоростей на временных отрезках и , расположенных в центрах соответствующих зон прессования, при этом  , а
, а  .
.
2.1.7. Для первой и второй фаз прессования давление рабочей жидкости в поршневой и в штоковой полостях цилиндра прессования и давление расплава в пресс-форме определяют как среднее на участках и или на временных отрезках и соответственно. К принятому обозначению давления добавляют индекс, указывающий на соответствующую зону прессования. Например:  - давление в поршневой полости цилиндра прессования в первой фазе;
- давление в поршневой полости цилиндра прессования в первой фазе;  - давление в штоковой полости во второй фазе.
- давление в штоковой полости во второй фазе.
2.1.8. Давление расплава в пресс-форме в третьей фазе прессования следует определять после окончания переходного процесса в поршневой полости цилиндра прессования.
Расчетное давление расплава в пресс-форме  , МПа, рассчитывают по формуле
, МПа, рассчитывают по формуле
 , (3)
, (3)
где  - диаметр поршня цилиндра прессования, м.
- диаметр поршня цилиндра прессования, м.
2.1.9. Усилие запирания пресс-формы , кН, определяют как сумму растягивающих усилий  , приходящихся на каждую колонну машины
, приходящихся на каждую колонну машины
 . (4)
. (4)
Усилия необходимо определять по показаниям датчиков, установленных на каждой колонне.
За усилие запирания в данном цикле работы машины следует принимать усилие, определенное после полного запирания пресс-формы и до начала прессования.
2.1.10. Расчетное усилие прессования  , кН, в различных фазах следует определять по следующим формулам
, кН, в различных фазах следует определять по следующим формулам
первая и вторая фазы
 (5)
(5)
фаза подпрессовки
 , (6)
, (6)
где  - диаметр штока цилиндра прессования, м;
- диаметр штока цилиндра прессования, м;
 ,
,  - давление в соответствующей фазе прессования, МПа;
- давление в соответствующей фазе прессования, МПа;
 - номер (индекс) фазы прессования.
- номер (индекс) фазы прессования.
2.1.11. Расчетное усилие выталкивания отливки , кН, вычисляют по формуле
 , (7)
, (7)
где  - диаметр поршня цилиндра выталкивания, м;
- диаметр поршня цилиндра выталкивания, м;  - максимальное давление в поршневой полости цилиндра в момент начала выталкивания (выхода) отливки из пресс-формы, МПа.
- максимальное давление в поршневой полости цилиндра в момент начала выталкивания (выхода) отливки из пресс-формы, МПа.
2.1.12. Температуру пресс-формы измеряют термопреобразователем с металлической термопарой (датчиком температуры), рабочий конец которой закреплен (приварен, припаян) на расстоянии не более 2,0 мм от формообразующей поверхности пресс-формы.
Температуру пресс-формы в начале цикла необходимо измерять от момента подачи команды "Запирание" до начала прессования.
2.1.13. Температурный фон пресс-формы измеряют термопреобразователем с металлической термопарой, рабочий конец которой закреплен (приварен, припаян) на расстоянии 20 мм от формообразующей поверхности пресс-формы.
Температурный фон пресс-формы в начале цикла следует измерять от момента подачи команды "Запирание" до начала прессования.
2.1.14. Температуру расплава в печи измеряют термопреобразователем по ГОСТ 6616-74*, опущенным в тигель с расплавленным металлом, в комплекте с потенциометрами классов точности от 0,2 до 1,0 по ГОСТ 7164-78.
_______________
* Действует ГОСТ 6616-94. - Примечание .
Температуру расплава в печи в начале цикла следует измерять от момента подачи команды "Запирание" до начала прессования.
2.2. Контроль параметров процесса дискретным методом
2.2.1. При дискретном методе контроля параметров регистрирующее устройство должно зафиксировать в каждом цикле работы машины величину параметра в заданной точке или заданном интервале внутри цикла.
2.2.2. Длительность фаз прессования и время заполнения пресс-формы при дискретном методе контроля параметров не определяют.
2.2.3. Время нарастания давления подпрессовки следует определять как время, за которое давление в поршневой полости цилиндра прессования возрастает от заданного минимального  до заданного максимального
до заданного максимального  давления.
давления.
Давление следует устанавливать в пределах  , а давление в пределах
, а давление в пределах  , где
, где  - давление в аккумуляторе машины, МПа.
- давление в аккумуляторе машины, МПа.
2.2.4. Давление подпрессовки  следует определять после окончания переходного процесса в поршневой полости цилиндра прессования, но не позднее трех секунд после остановки прессующего поршня (после заполнения пресс-формы расплавом).
следует определять после окончания переходного процесса в поршневой полости цилиндра прессования, но не позднее трех секунд после остановки прессующего поршня (после заполнения пресс-формы расплавом).
2.2.5. За скорости первой и второй  фаз прессования принимают среднюю скорость прессующего поршня на базе определенной длины и или на временных отрезках определенной длительности и соответственно. Расположение и размеры баз и временных отрезков выбирают в соответствии с требованиями п.2.1.6.
фаз прессования принимают среднюю скорость прессующего поршня на базе определенной длины и или на временных отрезках определенной длительности и соответственно. Расположение и размеры баз и временных отрезков выбирают в соответствии с требованиями п.2.1.6.
Допускается определять скорости первой и второй фаз прессования как мгновенные скорости прессующего поршня в точках, расположенных в центрах соответствующих фаз прессования. Положение центра фаз прессования допускается определять как по величине хода прессующего поршня, так и по времени прохождения им соответствующей фазы прессования.
2.2.6. Давление рабочей жидкости в поршневой и штоковой полостях цилиндра прессования и давление расплава в пресс-форме следует определять в соответствии с требованиями п.2.1.7. Допускается определять , , в центрах соответствующих фаз прессования.
2.2.7. Усилие запирания пресс-формы определяют в соответствии с требованиями п.2.1.9 в промежуток времени от окончания полного закрытия пресс-формы и до начала прессования.
2.2.8. Усилие прессования в различных фазах и усилие выталкивания отливки следует определять в соответствии с требованиями пп.2.1.10, 2.1.11 и 2.2.6.
2.2.9. Температуры , , измеряют термопреобразователями в соответствии с требованиями пп.2.1.12-2.1.14. Для каждого цикла их необходимо регистрировать между подачами команд "Запирание" и "Прессование".
2.2.10. Время выдержки отливки в пресс-форме следует определять как время от момента подачи команды "Прессование" до момента подачи команды "Раскрытие пресс-формы".
2.2.11. Длительность цикла равна времени между командами "Запирание" соседних циклов.
3. МЕТОДИКА ОЦЕНКИ СТАБИЛЬНОСТИ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
3.1. Стабильность (нестабильность) параметра необходимо определять степенью отклонения параметра в процессе работы от его среднего значения.
3.2. Оценку стабильности параметра  следует проводить по среднеквадратическому отклонению
следует проводить по среднеквадратическому отклонению  и интервалу отклонения
и интервалу отклонения  полученным не менее чем из 5 экспериментов.
полученным не менее чем из 5 экспериментов.
3.3. Сравнение стабильности одного и того же параметра в различных сериях наблюдений  и
и  необходимо проводить по соотношению
необходимо проводить по соотношению  к
к  или по соотношению
или по соотношению  к
к  , где - отношение интервала
, где - отношение интервала  к среднему значению параметра
к среднему значению параметра  , выраженное в процентах
, выраженное в процентах
 . (8)
. (8)
3.4. Статистическую обработку последовательности из  наблюдений параметра необходимо проводить при едином доверительном уровне всех оценок критериев и интервалов равном 0,95 по стандартным программам математического обеспечения ЭВМ.
наблюдений параметра необходимо проводить при едином доверительном уровне всех оценок критериев и интервалов равном 0,95 по стандартным программам математического обеспечения ЭВМ.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
МЕТОДИКА ОБРАБОТКИ ОСЦИЛЛОГРАММ ПРОЦЕССА ЛИТЬЯ ПОД ДАВЛЕНИЕМ
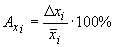
1. В качестве примера выбрана типичная осциллограмма процесса литья под давлением машины мод.71108 Тираспольского завода литейных машин им. С.И.Кирова (черт.1).
Осциллограмма трехфазного процесса прессования пресс-формы при литье под давлением
Черт.1
На чертеже обозначено: - перемещение прессующего поршня;  - скорость прессующего поршня; , - давление рабочей жидкости в поршневой и штоковой полостях цилиндра прессования;
- скорость прессующего поршня; , - давление рабочей жидкости в поршневой и штоковой полостях цилиндра прессования;
- температура пресс-формы; - температурный фон пресс-формы;
НЛ - нулевая линия соответствующего параметра.
В настоящем приложении рассматривается трехфазный процесс литья под давлением, как наиболее распространенный. При трехфазном прессовании: первая фаза - перекрытие заливочного окна и сбор расплава в камере прессования, вторая - заполнение пресс-формы расплавом, третья - подпрессовка.
При четырехфазном прессовании: первая фаза - перекрытие заливочного окна и сбор расплава в камере прессования, вторая и третья фазы - заполнение пресс-формы расплавом с различными скоростями прессования, четвертая - подпрессовка.
Границы фаз на осциллограмме следует определять по моментам изменения скорости прессования, вызванного включением привода соответствующей фазы прессования. При количестве фаз прессования более трех следует применять общие приемы и методы, изложенные в настоящем стандарте.
2. На осциллограмме зафиксированы: - перемещение прессующего поршня; - скорость прессующего поршня; , - давление в поршневой и штоковой полостях цилиндра прессования, - температура пресс-формы; - температурный фон пресс-формы.
3. Тарировку всех датчиков следует производить в комплексе с преобразующей и регистрирующей аппаратурой.
За каждым датчиком должен быть постоянно закреплен свой канал контроля. При замене одного из элементов контроля (датчик, кабель, гальванометр осциллографа и т.д.) тарировку производят вновь.
Тарировку рекомендуется проводить с применением образцовых средств измерения, ступенчато изменяя величину параметра от нуля до максимального значения и обратно с шагом 10-20% от максимальной величины параметра. При каждом шаге осциллографом следует фиксировать отклонение луча гальванометра при установившейся величине параметра, а с помощью образцовых средств измерения - величину параметра. По осциллограмме следует построить график в координатах: величина параметра - отклонение луча гальванометра. Необходимо записать номера датчиков, их каналов контроля и дату. Перед началом тарировки на датчик необходимо подать максимальное воздействие (значение) параметра и установить требуемый масштаб и направление луча гальванометра на осциллограмме. Необходимо стремиться к наиболее полному использованию ширины ленты или экрана осциллографа, что повысит точность контроля.
Тарировку датчиков следует производить в соответствии с их Инструкциями по эксплуатации.
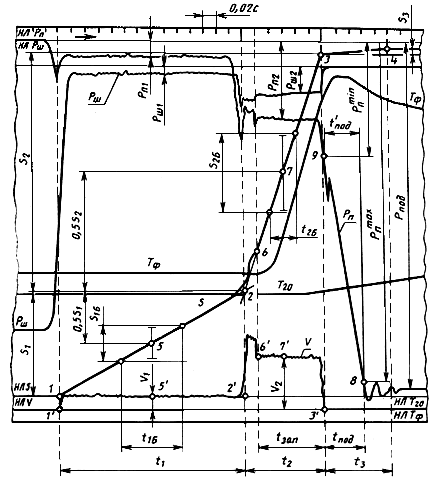
4. На черт.2 представлены масштабы всех контролируемых параметров.  - величина отклонения параметра на осциллограмме от положения нулевой линии.
- величина отклонения параметра на осциллограмме от положения нулевой линии.
График зависимости отклонения луча гальванометра от величины параметра
Черт.2
На чертеже обозначено: - перемещение прессующего поршня; - скорость прессующего поршня;
, - давление рабочей жидкости в поршневой и штоковой полостях цилиндра прессования;
, - температура и температурный фон пресс-формы; - отклонение луча гальванометра
на осциллограмме.
5. Принадлежность кривой на осциллограмме конкретному параметру следует определять по меткам прерывателя осциллографа или по внешнему виду кривой.
6. Необходимо отметить на осциллограмме направление изменения параметров во времени и величину интервала отметок времени. На осциллограмме (черт.1) направление отмечено стрелкой и сделана запись - 0,02 с.
7. Определение длительности фаз прессования
В исходном положении прессующий поршень неподвижен, поршневая полость цилиндра прессования соединена со сливом, а штоковая - с источником давления. На осциллограмме начало кривых , и совпадает с нулевыми линиями, а =10 МПа. Для постоянной отметки на осциллограмме нулевой линии параметра можно использовать свободный гальванометр, соединив его луч с лучем регистрирующего гальванометра при значении параметра равном нулю, или одну из линий продольного графления ленты.
По команде "Прессование" поршневая полость цилиндра прессования соединяется с источником давления, а штоковая - со сливом.
Начинается рост давления и падение . При достижении определенного соотношения между и , достаточного для преодоления сил трения, прессующий поршень начинает свое движение (точка 1). Кривая показывает возрастание скорости (точка 1'). Через точку 1 (1') следует провести пунктирную линию, параллельно линии отметчика времени. Она пройдет вблизи или через вершину пика давления на кривой , вызванного страгиванием с места прессующего поршня. Линия 1 (1') является началом первой фазы прессования. В этой фазе прессующий поршень, после короткого разгона, движется с постоянной скоростью, о чем свидетельствует постоянный угол наклона кривой и соответствующая горизонтальная площадка на кривой . Поршень перекрывает заливочное окно и собирает расплав в камере прессования, подводя его к питателю. Давление определяется сопротивлением сливной магистрали.
При прохождении поршнем определенного хода подается команда на подключение поршневой полости к аккумулятору. При этом давление и скорость резко увеличиваются. Это характеризуется увеличением угла наклона кривой . Начинается вторая фаза прессования.
Граница между первой и второй фазами прессования на кривых и может быть выражена нечетко. При плавном перегибе кривых и границу фаз прессования следует определять на пересечении прямых линий, продолжающих соответствующую кривую до и после перегиба, т.е. методом экстраполяции (точка 2, 2'). Через точку 2 (2') необходимо провести пунктирную линию, параллельную линии отметчика времени. Это граница конца первой и начала второй фазы прессования. Она проходит вблизи вершины пика давления . Длительность первой фазы прессования - время прохождения прессующим поршнем пути  между точками 1-2 осциллограммы. В зависимости от длины хода прессующего поршня в первой фазе (до момента включения второй фазы прессования), заполнение пресс-формы расплавом может начаться после включения привода второй фазы и некоторого разгона прессующего поршня, или одновременно с включением привода второй фазы. На черт.1 показан первый вариант. Прессующий поршень после включения привода второй фазы увеличивает свою скорость, а в точке 6 скорость прессования несколько снижается за счет входа расплава в питатель и вызванного этим увеличения гидродинамического сопротивления. В точке 6 заметен пик давления на кривой . Начало заполнения пресс-формы до включения привода второй фазы нежелательно. Такой случай будет характеризоваться уменьшением скорости прессования (уменьшением наклона кривой ) перед точкой 2.
между точками 1-2 осциллограммы. В зависимости от длины хода прессующего поршня в первой фазе (до момента включения второй фазы прессования), заполнение пресс-формы расплавом может начаться после включения привода второй фазы и некоторого разгона прессующего поршня, или одновременно с включением привода второй фазы. На черт.1 показан первый вариант. Прессующий поршень после включения привода второй фазы увеличивает свою скорость, а в точке 6 скорость прессования несколько снижается за счет входа расплава в питатель и вызванного этим увеличения гидродинамического сопротивления. В точке 6 заметен пик давления на кривой . Начало заполнения пресс-формы до включения привода второй фазы нежелательно. Такой случай будет характеризоваться уменьшением скорости прессования (уменьшением наклона кривой ) перед точкой 2.
Во второй фазе может быть заметно увеличение давления , особенно при больших скоростях прессования.
При окончании заполнения пресс-формы расплавом прессующий поршень резко остановится. На осциллограмме это характеризуется резким изменением наклона кривой (точка 3) и падением скорости прессования до нуля, так как датчики практически не фиксируют скорости порядка 0,01-0,03 м/с. Точка 3(3') является границей окончания второй и начала третьей фазы прессования. Через нее необходимо провести пунктирную линию параллельную линии отметчика времени.
Длительность второй фазы прессования - время прохождения прессующим поршнем пути  между точками 2-3 осциллограммы.
между точками 2-3 осциллограммы.
Время заполнения пресс-формы расплавом определяют по отметкам времени между точками 6 и 3 осциллограммы.
Время заполнения пресс-формы определяют по формуле 1, если известна скорость прессующего поршня во второй фазе прессования.
После окончания заполнения пресс-формы расплавом (точка 3) в поршневой полости цилиндра прессования резко увеличивается давление - сначала до  , а затем с помощью мультипликатора (зигзаг на кривой
, а затем с помощью мультипликатора (зигзаг на кривой  после точки 3) - до давления подпрессовки. В этот момент прессующий поршень с очень небольшой скоростью осуществляет подачу дополнительной порции расплава в отливку и подпрессовку последней. Это характеризуется очень малым наклоном кривой . Процесс подпрессовки продолжается до окончания кристаллизации расплава в питателе, после чего прессующий поршень останавливается (точка 4). Длительность третьей фазы прессования - время прохождения прессующим поршнем пути
после точки 3) - до давления подпрессовки. В этот момент прессующий поршень с очень небольшой скоростью осуществляет подачу дополнительной порции расплава в отливку и подпрессовку последней. Это характеризуется очень малым наклоном кривой . Процесс подпрессовки продолжается до окончания кристаллизации расплава в питателе, после чего прессующий поршень останавливается (точка 4). Длительность третьей фазы прессования - время прохождения прессующим поршнем пути  , между точками 3-4 осциллограммы. При позднем включении мультипликатора или тонком питателе движение прессующего поршня в зоне 3-4 может не быть.
, между точками 3-4 осциллограммы. При позднем включении мультипликатора или тонком питателе движение прессующего поршня в зоне 3-4 может не быть.
8. Определение времени нарастания давления подпрессовки.
После окончания переходного процесса в поршневой полости цилиндра прессования, вызванного замедлением движения поршня мультипликатора при достижении давления подпрессовки, давление  . На осциллограмме до пересечения с кривой давления (точка 8) следует провести прямую, параллельную НЛ и отстоящую от нее на расстояние
. На осциллограмме до пересечения с кривой давления (точка 8) следует провести прямую, параллельную НЛ и отстоящую от нее на расстояние  . Время нарастания давления подпрессовки следует определять от момента окончания заполнения пресс-формы расплавом (точка 3) до момента создания давления подпрессовки (точка 8).
. Время нарастания давления подпрессовки следует определять от момента окончания заполнения пресс-формы расплавом (точка 3) до момента создания давления подпрессовки (точка 8).
9. Давление подпрессовки необходимо определять по графику (черт.2), измерив на осциллограмме величину отклонения давления от нулевой линии. Для осциллограммы (черт.1) =29,3 МПа.
Расчетное значение давления подпрессовки следует определять по формуле 3.
10. Определение скоростей различных фаз прессования
По графику (черт.2) необходимо определить значение и . Найти середину хода поршня в соответствующей фазе прессования (точки 5, 7 осциллограммы). Определить в соответствии с п.2.1.6 длину базы для каждой фазы прессования, которую рекомендуется выбирать не меньше одной третьей части хода прессующего поршня в соответствующей фазе прессования. По графику (черт.2) определить размеры баз на осциллограмме. Располагая центр базы в точке 5 (7) необходимо провести через ее концы две горизонтальные линии до пересечения с кривой . Расстояние между точками пересечения определяет время прохождения прессующим поршнем соответствующей базы  ,
,  . Скорости первой и второй фаз прессования следует определять по формуле 2.
. Скорости первой и второй фаз прессования следует определять по формуле 2.
Например, на осциллограмме черт.1 =0,075 м; =0,148 м;  =0,025 м; =0,050 м; =0,09 с; =0,04 с;
=0,025 м; =0,050 м; =0,09 с; =0,04 с;  =0,27 м/с;
=0,27 м/с;  =1,23 м/с. По кривой скорость прессования следует определять следующим образом. В центре соответствующей зоны отложить временные отрезки
=1,23 м/с. По кривой скорость прессования следует определять следующим образом. В центре соответствующей зоны отложить временные отрезки  и
и  . В пределах этих отрезков измерить на осциллограмме и определить по графику (черт.2) минимальное и максимальное (
. В пределах этих отрезков измерить на осциллограмме и определить по графику (черт.2) минимальное и максимальное ( ,
,  ) значение скорости.
) значение скорости.
Скорость в соответствующей фазе прессования определить по формуле
 . (9)
. (9)
Для осциллограммы на черт.1  =0,29 м/с;
=0,29 м/с;  =0,25 м/с;
=0,25 м/с;  =0,27 м/с;
=0,27 м/с;  =1,24 м/с;
=1,24 м/с;  =1,22 м/с; =1,23 м/с.
=1,22 м/с; =1,23 м/с.
11. Определение давлений
В пределах участков и или временных отрезков и измерить на осциллограмме, определить по графику (черт.2) минимальное и максимальное значение соответствующего давления и вычислить по формуле 9 его среднее значение.
Для осциллограммы на черт.1 =1,25 МПа;  =0,25 МПа;
=0,25 МПа;  =6,75 МПа; =1,0 МПа.
=6,75 МПа; =1,0 МПа.
12. Определение температуры пресс-формы.
Температуру пресс-формы и следует определять перед началом прессования измерением на осциллограмме отклонения соответствующей кривой от нулевой линии. Истинное значение определить по графику (черт.2). Для осциллограммы (черт.1) перед началом прессования =175 °С, =150 °С. Максимальная температура пресс-формы в зоне 3-4 осциллограммы =420 °С.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ПРОЦЕССА ЛПД ПРИ ДИСКРЕТНОМ МЕТОДЕ КОНТРОЛЯ
1. Для определения времени нарастания давления подпрессовки установить два контролирующих значения давления в поршневой полости цилиндра прессования. Например, для машины мод.71108 в соответствии с п.2.2.3 =8 МПа и =27,8 МПа. Контролирующее устройство должно зафиксировать время изменения давления от до . Получим значение  (черт.1 приложения 1). Оно незначительно отличается от значения , определенного по осциллограмме.
(черт.1 приложения 1). Оно незначительно отличается от значения , определенного по осциллограмме.
2. Для определения значений остальных параметров провести настройку приборов на фиксацию параметров в заданных точках и интервалах в соответствии с требованиями пп.2.2.3-2.2.11.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1986
Личный кабинет:
доступно после авторизации Более 1,1 тысячи сообщений на «Прямую линию» с губернатором...
Более 1,1 тысячи сообщений на «Прямую линию» с губернатором...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке