
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
июня
26
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 13355-74
Группа Г21
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЯЩИКИ СТЕРЖНЕВЫЕ И МОДЕЛИ ЛИТЕЙНЫЕ МЕТАЛЛИЧЕСКИЕ
Шероховатость поверхностей
Metal core boxes and casting patterns. Surface finish
ОКСТУ 3902
Дата введения 1975-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
М.Ф.Калинина (руководитель темы); Л.И.Круглова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 11.01.74 N 89
3. ВЗАМЕН ГОСТ 13355-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
2, 3 |
5. Ограничение срока действия снято по протоколу N 2-92 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (февраль 1999 г.) с Изменениями N 1, 2, утвержденными в июле 1980 г., марте 1987 г. (ИУС 9-80, 6-87)
1. Настоящий стандарт распространяется на металлические стержневые ящики и литейные модели для отливок в песчаные формы, оболочковые формы из термореактивных смесей и формы, уплотняемые под средним и высоким удельным давлением, и устанавливает шероховатость поверхностей стержневых ящиков и литейных моделей.
2. Шероховатость поверхностей металлических стержневых ящиков должна соответствовать числовым значениям параметров шероховатости, указанным в табл.1.
Таблица 1
|
|
|
Числовые значения параметров шероховатости, мкм |
|||
|
Наименование поверхности |
Класс точности стержневых ящиков по ГОСТ 3212 |
При изготовлении стержней из песчаных смесей |
при изготовлении оболочковых стержней из термореактивных смесей |
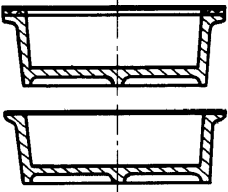
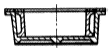
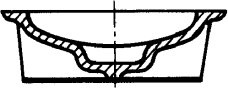
Пример поверхности, для которой указаны числовые значения параметров шероховатости (показана утолщенными линиями) | |
|
машинным или ручным способом |
пескодувным способом |
||||
|
Рабочие поверхности |
1 |
От |
От |
От |
|
|
2 |
|
||||
|
3 |
От |
От |
- |
||
|
Плоскости разъема |
1 |
От |
От |
От |
|
|
2 |
От |
||||
|
3 |
- |
| |||
|
Плоскости сопряжения |
1 |
От |
От |
| |
|
2 |
От |
От |
|||
|
3 |
- |
||||
|
Плоскости набивки |
1 |
От |
От |
От |
|
|
2 |
|
||||
|
3 |
От |
- |
|||
|
Установочные плоскости |
1 |
От |
От |
| |
|
2 |
|||||
|
3 |
- |
||||
 1,0 до 2,5
1,0 до 2,5 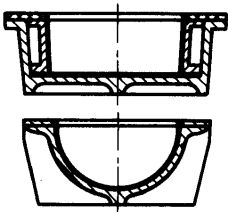


3. Шероховатость поверхностей металлических литейных моделей должна соответствовать числовым значениям параметров шероховатости, указанным в табл.2.
Таблица 2
|
|
Числовые значения параметров шероховатости, мкм |
|||
|
Наименование поверхности |
Класс точности литейных моделей по ГОСТ 3212 |
для отливок |
для отливок в оболочковые формы из термореактивных смесей и в песчаные формы, уплотняемые под средним и высоким удельным давлением |
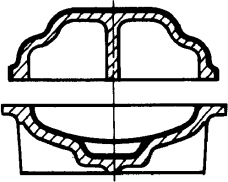
Пример поверхности, для которой указаны числовые значения параметров шероховатости (показана утолщенными линиями) |
|
Рабочие поверхности |
1 |
От |
От |
|
|
2 |
||||
|
3 |
От |
- |
||
|
Плоскости разъема |
1 |
От |
От |
|
|
2 |
||||
|
3 |
От |
- |
||
|
Плоскости сопряжения |
1 |
От |
От |
|
|
2 |
|
|||
|
3 |
От |
- |
||
|
Установочные плоскости |
1 |
От |
От |
|
|
2 |
||||
|
3 |
От |
- |
||


Личный кабинет:
доступно после авторизации «У звезд полный треш». Туапсинца Илью Жукова шокировали...
«У звезд полный треш». Туапсинца Илью Жукова шокировали...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке