
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
03
:
40
апреля
7
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 427-75
Группа П53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮ3А ССР
ЛИНЕЙКИ ИЗМЕРИТЕЛЬНЫЕ МЕТАЛЛИЧЕСКИЕ
Технические условия
Measuring metal rules.
Basic parameters and dimensions.
Specifications
ОКП 39 3631
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24.10.75 N 2690
2. ВЗАМЕН ГОСТ 427-56
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 8.001-80* |
2а.2 |
|
ГОСТ 8.383-80* |
2а.2 |
|
_______________ | |
|
|
2.15.1 |
|
2.10 | |
|
2.9 | |
|
ГОСТ 8273-75 |
2.15.2 |
|
3 | |
|
2.7 | |
|
МИ 2024-89 |
2б.1 |
4. Ограничение срока действия снято Постановлением Госстандарта от 05.10.92 N 1298
5. ПЕРЕИЗДАНИЕ (март 1994 г.) с Изменениями N 1, 2, 3, утвержденными в декабре 1981 г., ноябре 1985 г., октябре 1992 г. (ИУС 4-82, 2-86, 12-92)
Настоящий стандарт распространяется на измерительные металлические линейки с пределами измерений до 3000 мм, с ценой деления 1 мм.
Стандарт не распространяется на линейки специального назначения.
Требования разд. 1, пп.2.1-2.10; 2.14 и разд. 2б настоящего стандарта являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 3).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Линейки должны изготовляться со следующими пределами измерений: 150; 300; 500; 1000; 1500; 2000; 3000 мм.
Линейки должны изготовляться с двумя шкалами (черт.1), с одной шкалой (черт.2), а также с двумя шкалами, оцифровка которых направлена в противоположные стороны (черт.3).


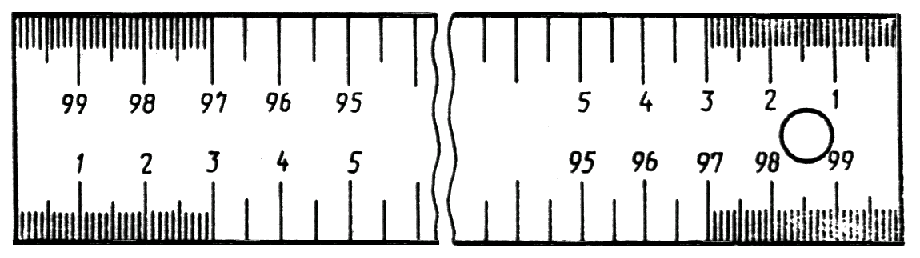
Черт.3
(Измененная редакция, Изм. N 1, 2, 3).
1.2. Основные размеры линеек, штрихов и числовых обозначений должны соответствовать указанным в табл.1.
Таблица 1
Размеры в мм
|
|
Пределы измерений | |
|
|
До 500 |
До 3000 |
|
Ширина линеек |
18,0-22,0 |
36,0-40,0 |
|
Толщина линеек |
0,4-0,6 |
0,8-2,0 |
|
Длина миллиметровых штрихов, не менее |
3,5 |
5,0 |
|
Длина полусантиметровых штрихов, не менее |
5,0 |
7,0 |
|
Длина сантиметровых штрихов, не менее |
6,5 |
9,0 |
|
Высота числовых обозначений, не менее |
3,0 |
3,0 |
|
Ширина штрихов |
0,20 ± 0,05 | |
(Измененная редакция, Изм. N 3).
1.3. Разница в длине миллиметровых, полусантиметровых и сантиметровых штрихов должна быть не менее 1,5 мм.
1.4. Разноразмерность длины одноименных штрихов, а также высоты числовых обозначений не должна превышать 0,5 мм.
Пример условного обозначения измерительной линейки с пределом измерения 300 мм:
Линейка - 300 ГОСТ 427-75
То же, с пределом измерения 1000 мм с двумя шкалами:
Линейка - 1000 ![]() ГОСТ 427-75
ГОСТ 427-75
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Началом шкалы линейки должна быть торцовая грань, перпендикулярная к продольному ребру линейки. Линейки за последней сантиметровой отметкой шкалы должны иметь не менее пяти добавочных миллиметровых делений. Закругленный конец линейки должен иметь для подвешивания отверстие диаметром не менее 5 мм для линеек с пределами измерений 150, 300 и 500 мм и не менее 8 мм для линеек с пределом измерения 1000 мм и более.
Линейки с пределом измерения 1000 мм и более с двумя шкалами должны иметь вторую торцовую грань, перпендикулярную к продольному ребру линейки, и не должны иметь добавочных миллиметровых делений.
(Измененная редакция, Изм. N 1, 3).
2.2. Торцовая грань или торцовые грани, служащие началом линейки, должны быть прямолинейны и перпендикулярны к продольному ребру линейки. Отклонение от перпендикулярности не должно превышать ±10. Отклонение от прямолинейности торцовой грани не должно превышать 0,04 мм для линеек с пределами измерений 150, 300 и 500 мм и 0,08 мм для линеек с пределом измерения 1000 мм и более.
(Измененная редакция, Изм. N 2, 3).
2.3. Отклонения от номинальных значений длины шкалы и расстояний между любым штрихом и началом или концом шкалы не должны превышать значений, указанных в табл.2.
Таблица 2
мм
|
Общая длина шкалы и расстояние между любым штрихом и началом или концом шкалы |
Допускаемые отклонения | |||
|
До |
300 |
|
|
±0,10 |
|
Св. |
300 |
до |
500 |
±0,15 |
|
" |
500 |
" |
1000 |
±0,20 |
|
" |
1000 |
" |
1500 |
±0,25 |
|
" |
1500 |
" |
2000 |
±0,30 |
|
" |
2000 |
" |
3000 |
±0,60 |
(Измененная редакция, Изм. N 3).
2.4. Отклонения от номинальных значений длин сантиметровых делений шкалы линеек не должны превышать 0,10 мм, а отклонения от номинальных значений длин миллиметровых делений шкалы линеек не должны превышать ±0,05 мм.
2.5. Каждый сантиметровый штрих шкалы линейки должен иметь числовое обозначение, указывающее расстояние в сантиметрах до этого штриха от начала шкалы.
При наличии двух шкал сантиметровые штрихи обеих шкал обозначаются:
одним рядом цифр для шкал по черт.1;
двумя рядами цифр, каждый из которых направлен от начала шкалы, для шкал по черт.3.
(Измененная редакция, Изм. N 3).
2.6. Цвет штрихов и цифр должен быть черным, отчетливым. Штрихи должны доходить до продольного ребра линейки.
2.7. Линейки должны быть изготовлены из стальной холоднокатаной термообработанной ленты с полированной поверхностью группы прочности 1П и 2П по ГОСТ 21996-76.
Прямолинейность продольного ребра - по ГОСТ 21996-76.
(Измененная редакция, Изм. N 1, 3).
2.8. Просвет между поверочной плитой и плоскостью линейки, положенной на плиту (шкалой вверх), не должен превышать 0,5 мм для линеек с длиной шкалы 150, 300, 500 мм; 0,7 - для линеек с длиной шкалы 1000 мм и 1 - для линеек с длиной шкалы более 1000 мм.
(Измененная редакция, Изм. N 3).
2.9. Шероховатость торцовых граней на базовой длине 0,8 мм - ![]() 2,5 по ГОСТ 2789-73.
2,5 по ГОСТ 2789-73.
2.10. Линейки должны иметь антикоррозионное гальваническое хромовое покрытие по ГОСТ 9.306-85.
2.11. На лицевой поверхности линеек не должно быть вмятин, забоин, трещин, расслоений, глубоких царапин и следов коррозии. На обратной стороне допускаются мелкие раковины, продольные царапины, риски и отпечатки от валков глубиной не более допуска на толщину ленты.
2.12. Полный средний срок службы - не менее 5 лет.
Критерием предельного состояния линеек является износ шкал, приводящий к невыполнению требований пп.2.6 и 2.11.
(Измененная редакция, Изм. N 2, 3).
2.13. Комплектность
Каждая партия линеек должна сопровождаться документом, удостоверяющим качество линеек и их соответствие требованиям настоящего стандарта.
Документ должен содержать:
наименование предприятия-изготовителя, его местонахождение (город);
число линеек в партии и их размеры;
обозначение стандарта;
дату выпуска;
требования к эксплуатации и хранению линеек.
2.14. Маркировка
На каждой линейке должны быть нанесены:
обозначение размерности длины деления;
товарный знак предприятия-изготовителя;
обозначение стандарта;
RF или РФ для линеек, поставляемых на экспорт.
2.15. Упаковка
2.15.1. Методы и средства для обезжиривания и консервации линеек - по ГОСТ 9.014-78.
Срок консервации - 2 года.
2.15.2. При транспортировании линейки следует связывать в пачки, обертывать оберточной бумагой по ГОСТ 8273-75 и упаковывать в транспортную тару.
2.13-2.15; 2.15.1; 2.15.2. (Введены дополнительно, Изм. N 3).
2а. ПРИЕМКА
2а.1. Для проверки соответствия линеек требованиям настоящего стандарта проводят государственные испытания, приемочный контроль и периодические испытания.
2а.2. Государственные испытания следует проводить по ГОСТ 8.001-80 и ГОСТ 8.383-80.
2а1; 2а2. (Измененная редакция, Изм. N 2).
2а.3. При приемочном контроле следует проверять на соответствие пп.1.1; 2.5; 2.6; 2.8; 2.10 каждую линейку; на соответствие пп.2.1-2.4; 2.7; 2.9-3% партии. За партию принимают количество линеек, предъявленных к приемке по одному документу. Результаты выборочных испытаний распространяются на всю партию.
(Измененная редакция, Изм. N 2, 3).
2а.4. Периодические испытания проводят не реже одного раза в 3 года. Периодическим испытаниям следует подвергать не менее пяти линеек из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта.
Если при испытаниях будет обнаружено, что линейки соответствуют всем требованиям настоящего стандарта, то результаты периодических испытаний считают положительными.
(Измененная редакция, Изм. N 2).
2б. МЕТОДЫ КОНТРОЛЯ
2б.1. Поверка линеек - по МИ 2024-89.
2б.2. Воздействие климатических факторов среды при транспортировании проверяют в климатических камерах.
Испытания проводят трех видов: при температуре (-50±3) °С, (+50±3) °С и при влажности (95±3)% при температуре 35 °С.
Выдержка в климатической камере по каждому виду испытаний - 2 ч.
После испытаний линейки не должны иметь следов коррозии, а отклонения от прямолинейности и от номинальных значений длин не должны превышать значений, указанных в пп.2.2-2.4; 2.7.
2б.1; 2б.2. (Измененная редакция, Изм. N 3).
3. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение линеек - по ГОСТ 13762-86.
Разд.3. (Измененная редакция, Изм. N 3).
4. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
4.1. Изготовитель гарантирует соответствие линеек требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
Гарантийный срок эксплуатации - 12 мес со дня ввода линеек в эксплуатацию.
(Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1994
Личный кабинет:
доступно после авторизации Беспилотники ВСУ вновь атаковали Ростов
Беспилотники ВСУ вновь атаковали Ростов  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке