
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
22
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 12.4.132-83
Группа М38
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ХАЛАТЫ МУЖСКИЕ
Технические условия
Men's smock-frocks. Specifications
МКС 61.020
ОКП 85 7702
Дата введения 1985-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством легкой промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 10.10.83 N 4894
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 12.4.031-84 |
2.4.2 |
|
5.1 | |
|
ГОСТ 4103-82 |
3.2 |
|
ГОСТ 6309-93 |
2.2 |
|
ГОСТ 9092-81 |
2.2 |
|
4.1 | |
|
ГОСТ 11209-85 |
2.2 |
|
ГОСТ 12807-88 |
2.4.1 |
|
4.2 | |
|
ГОСТ 23948-80 |
3.1 |
|
ГОСТ 29122-91 |
2.4.1 |
|
ГОСТ 29298-92 |
2.2 |
|
ОСТ 17-699-88 |
2.2 |
|
ОСТ 17-805-85 |
2.2 |
|
ТУ 17 РСФСР 60-10724-84 |
2.2 |
|
ТУ 17 РСФСР 62-10645-83 |
2.2 |
|
ТУ 17 РСФСР 66-10449-82 |
2.2 |
|
ТУ 17 УССР 3503-85 |
2.2 |
|
ТУ 17 УССР 11-12-86 |
2.2 |
|
ТУ 17 Каз. ССР 01-385-80 |
2.2 |
|
ТУ 17 ЭССР 559-88 |
2.2 |
|
ТУ 17 ГССР 122-85 |
2.2 |
4. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 4-94)
5. ИЗДАНИЕ (сентябрь 2003 г.) с Изменениями N 1, 2, утвержденными в июне 1986 г., марте 1989 г. (ИУС 9-86, 5-89)
Настоящий стандарт распространяется на мужские халаты, предназначенные в качестве спецодежды для защиты работающих от общих производственных загрязнений, механических воздействий, кислот и повышенных температур в различных отраслях промышленности.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
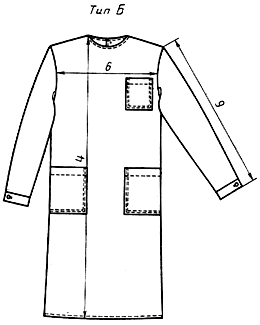
1.1. Халаты должны изготовляться двух типов:
А - с центральной или смещенной бортовой застежкой (черт.1);
Б - с застежкой сзади (черт.1).
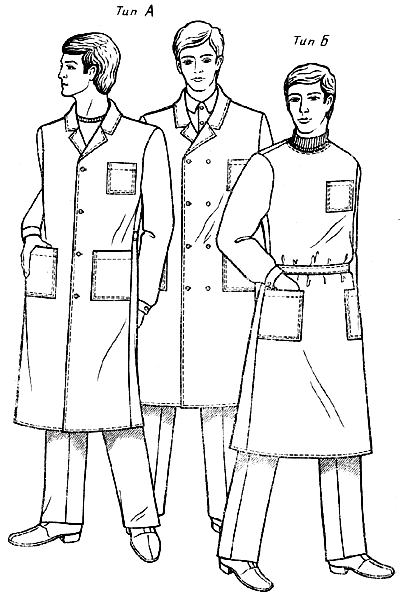
Черт.1
1.2. Размеры халатов должны соответствовать росту и обхвату груди типовой фигуры человека, указанным в табл.1 и 2.
Примечание. Халаты размеров меньше 88, 92 см по обхвату груди в 158, 164 см по росту типовой фигуры человека и больше 120, 124 см по обхвату груди и 182, 188 см по росту типовой фигуры человека должны изготовляться по требованию потребителя.
Таблица 1
|
см | |
|
Рост типовой фигуры человека |
Интервал роста человека |
|
158, 164 |
155,0-166,9 |
|
170, 176 |
167,0-178,9 |
|
182, 188 |
179,0-191,0 |
Таблица 2
|
см | |
|
Обхват груди типовой фигуры человека |
Интервал обхвата груди человека |
|
88, 92 |
86,0-93,9 |
|
96, 100 |
94,0-101,9 |
|
104, 108 |
102,0-109,9 |
|
112, 116 |
110,0-117,9 |
|
120, 124 |
118,0-126,0 |
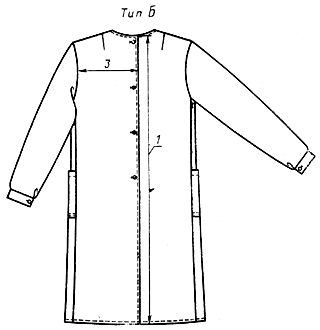
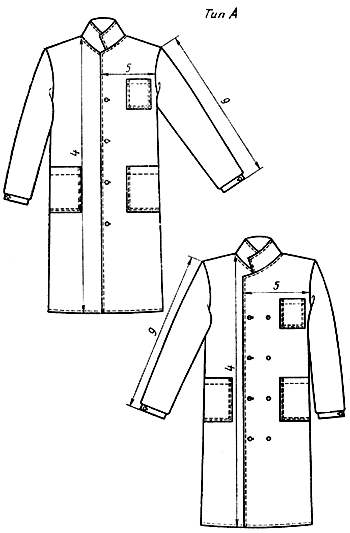
1.3. Измерения готовых халатов типов А и Б должны соответствовать указанным на черт. 2-7 и в табл.3.
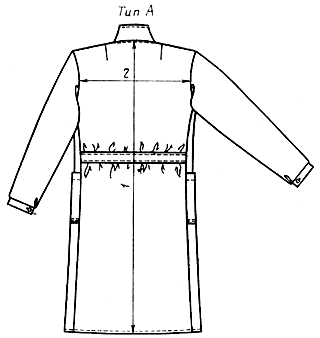
Черт.2
Черт.3
Черт.4
Черт.5
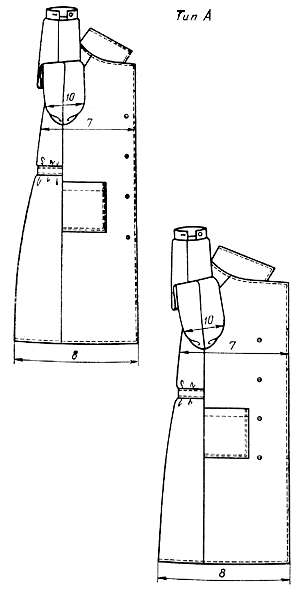
Черт.6
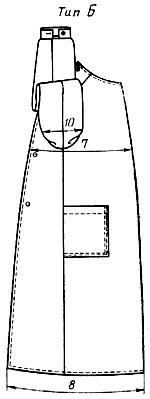
Черт.7
Таблица 3
|
Размер в сантиметрах | ||||||||
|
|
|
Обхват груди типовой фигуры человека |
| |||||
|
Номер изме- |
Наименование измерения |
Рост типовой фигуры человека |
88, |
96, |
104, 108 |
112, 116 |
120, 124 |
Допус- |
|
1 |
Длина спинки |
158, 164 |
106,0 |
106,0 |
106,0 |
- |
- |
±1,0 |
|
170, 176 |
112,0 |
112,0 |
112,0 |
112,0 |
112,0 |
| ||
|
182, 188 |
118,0 |
118,0 |
118,0 |
118,0 |
118,0 |
| ||
|
2 |
Ширина спинки, тип А |
- |
44,6 |
46,6 |
48,6 |
50,6 |
52,6 |
±1,0 |
|
3 |
Ширина половины спинки, тип Б |
- |
25,3 |
26,3 |
27,3 |
28,3 |
29,3 |
±0,5 |
|
4 |
Длина переда (полочки) |
158, 164 |
107,0 |
108,2 |
109,4 |
- |
- |
±1,0 |
|
|
|
170, 176 |
113,0 |
114,2 |
115,4 |
116,6 |
117,8 |
|
|
|
|
182, 188 |
119,0 |
120,2 |
121,4 |
122,6 |
123,8 |
|
|
5 |
Ширина полочки по линии груди, тип А: |
|||||||
|
|
с центральной бортовой застежкой |
- |
22,8 |
24,0 |
25,2 |
26,4 |
27,6 |
±0,5 |
|
|
со смещенной бортовой застежкой |
- |
25,8 |
27,0 |
28,2 |
29,4 |
30,6 |
±0,5 |
|
6 |
Ширина переда по линии груди, тип Б |
- |
39,6 |
42,0 |
44,4 |
46,8 |
49,2 |
±1,0 |
|
7 |
Ширина халата на уровне глубины проймы: |
|
|
|
|
|
|
|
|
|
тип А: |
|
|
|
|
|
|
|
|
|
с центральной бортовой застежкой |
- |
57,0 |
61,0 |
65,0 |
69,0 |
73,0 |
±1,0 |
|
|
со смещенной бортовой застежкой |
- |
60,0 |
64,0 |
68,0 |
72,0 |
76,0 |
±1,0 |
|
|
тип Б |
- |
57,0 |
61,0 |
65,0 |
69,0 |
73,0 |
±1,0 |
|
8 |
Ширина халата внизу: |
|
|
|
|
|
|
|
|
тип А: |
||||||||
|
|
с центральной бортовой застежкой |
- |
66,0 |
70,0 |
74,0 |
78,0 |
82,0 |
±1,0 |
|
|
со смещенной бортовой застежкой |
- |
69,0 |
73,0 |
77,0 |
81,0 |
85,0 |
±1,0 |
|
|
тип Б |
- |
66,0 |
70,0 |
74,0 |
78,0 |
82,0 |
±1,0 |
|
9 |
Длина рукава |
158, 164 |
61,0 |
61,0 |
61,0 |
- |
- |
±1,0 |
|
|
|
170, 176 |
64,0 |
64,0 |
64,0 |
64,0 |
64,0 |
|
|
|
|
182, 188 |
67,0 |
67,0 |
67,0 |
67,0 |
67,0 |
|
|
10 |
Ширина рукава вверху |
- |
22,0 |
23,5 |
25,0 |
26,5 |
28,0 |
±0,5 |
Примечание. В зависимости от условий производства и конструктивных особенностей измерения халатов допускается изменять.
1.2, 1.3 (Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Халаты должны изготовляться в соответствии с требованиями настоящего стандарта, промышленной технологии поузловой обработки спецодежды, образцом и техническим описанием на модель, утвержденными в установленном порядке.
Халаты, предназначенные для защиты от общих производственных загрязнений и механических воздействий, по моделям должны соответствовать единой промышленной коллекции халатов, утвержденной в установленном порядке.
2.2. Халаты должны изготовляться из материалов, указанных в табл.4, 5.
Таблица 4
|
Назначение халатов по защитным свойствам |
Марки- |
Наименование материала |
Нормативно-техническая документация |
Назначение материала |
|
Для защиты от производтенных загрязнений |
3 |
Сатин гладкокрашеный |
ГОСТ 29298 |
Для изготовления халатов |
|
|
3 |
Репс крученый гладкокрашеный с капроновым волокном N 13 |
ГОСТ 11209 |
То же |
|
|
3 |
Репс хлопкополиэфирный гладкокрашеный отбеленный арт. 3022 |
ТУ 17 УССР 11-12 |
" |
|
|
3 |
Бязь отбеленная |
ГОСТ 29298 |
" |
|
|
3 |
Бязь отбеленная арт. 276, 283 |
ТУ 17 РСФСР 60-10724 |
" |
|
|
3 |
Бязь отбеленная арт. 275 |
ТУ 17 Каз. ССР 01-385 |
" |
|
|
3 |
Бязь отбеленная арт. 289 |
ТУ 17 УССР 3503 |
" |
|
|
3 |
Бязь отбеленная арт. 218 |
ТУ 17 ГССР 122 |
" |
|
|
3 |
Ткань "Страдниекс" гладкокрашеная N 15 |
ГОСТ 11209 |
" |
|
|
3 |
Ткань одежная "Страдниекс" гладкокрашеная арт. 3019 |
ТУ 17 ЭССР 559 |
" |
|
|
3 |
Ткань гладкокрашеная |
ГОСТ 11209 |
" |
|
|
3 |
Ткань костюмная гладкокрашеная (из пряжи |
ТУ 17 РСФСР 66-10449 |
" |
|
Для защиты от повышенных температур, общих производственных загрязнений и механических воздействий |
ТиЗМи |
Молескин гладкокрашеный |
ГОСТ 11209 |
" |
|
Для защиты от растворов кислот, общих производст- |
К |
Молескин гладкокрашеный |
ГОСТ 11209 |
" |
|
|
К |
Ткань костюмная гладкокраше- ная с отделкой К |
ГОСТ 11209 |
" |
Таблица 5
|
Наименование прикладных материалов |
Нормативно-техническая документация |
Назначение материала |
|
Нитки хлопчатобумажные: |
ГОСТ 6309 |
Для изготовления халатов |
|
Rн 53,0 текс (40/6) |
|
|
|
Rн 68,6 текс (30/6) |
|
|
|
Rн 50,0 текс (40/3) |
|
Для изготовления халатов для защиты от общих производственных загрязнений из тканей бязевой группы |
|
Нитки армированные швейные: |
НД |
|
|
Rн 45,0 текс (44ЛХ) |
|
Для изготовления халатов |
|
Rн 69,5 текс (65ЛХ) |
|
|
|
Rн 34,5 текс (36ЛХ) |
|
Для изготовления халатов для защиты от общих производственных загрязнений из тканей бязевой группы |
|
Нитки капроновые швейные |
ТУ 17 РСФСР 62-10645 |
Для изготовления халатов, кроме халатов для защиты от растворов кислот и повышенных температур |
|
Rн 50,0 текс (50К) |
|
|
|
Нитки лавсановые швейные |
НД |
Для изготовления халатов, кроме халатов для защиты от повышенных температур |
|
Rн 37,5 текс (33Л) |
|
|
|
Rн 62,0 текс (55Л) |
|
|
|
Нитки хлопчатобумажные швейные |
ГОСТ 6309 |
Для обметывания срезов халатов |
|
Rн 39,4 текс (50/3) |
|
|
|
Rн 50,0 текс (40/3) |
|
|
|
Пряжа хлопчатобумажная |
ГОСТ 9092 |
Для обметывания срезов халатов, кроме халатов для защиты от растворов кислот и повышенных температур |
|
Rн 30,8-50,0 текс |
|
|
|
Пуговицы пластмассовые (аминопластовые) или металлические диаметром 17-22 мм |
ОСТ 17-699 |
Для застегивания халатов |
|
Пуговицы пластмассовые (аминопластовые) или металлические |
ОСТ 17-805 |
То же для изделий Госзаказа |
Примечания к табл.4 и 5:
1. По согласованию с потребителем и ЦК соответствующего профсоюза допускается применять материалы различного волокнистого состава и другую фурнитуру по качеству не ниже указанных в табл.4 и 5.
2. Пуговицы должны быть устойчивы к химической чистке и воздействию температуры до 120 °С; для халатов, подвергающихся стерилизации - до 180 °С.
(Измененная редакция, Изм. N 2).
2.3. Внешний вид
2.3.1. Халаты типа А - с центральной или смещенной бортовой застежкой на пуговицы, отложным воротником, внешними накладными карманами: двумя боковыми и одним верхним на левой полочке, втачными рукавами, с манжетами, застегивающимися на пуговицы.
Спинки со швом посередине, хлястиком по линии талии.
Халаты типа Б - с застежкой сзади на пуговицы, без воротника, с внешними накладными карманами: двумя боковыми и одним верхним на левой стороне переда, втачными рукавами с манжетами, застегивающимися на пуговицы, поясом по линии талии.
Халаты размеров свыше 104, 108 см по обхвату груди типовой фигуры человека допускается изготовлять с различными конструктивными элементами, улучшающими посадку изделия на фигуре человека.
(Измененная редакция, Изм. N 1).
2.3.2. В зависимости от условий производства и по согласованию изготовителя с потребителем халаты допускается изготовлять:
с карманами, клапанами, защитными и усилительными накладками различных видов, размеров, количества и местами расположения;
с различными конструктивными элементами для регулирования по обхвату на уровне линии талии, низа рукавов;
со скошенным полузаносом;
с различным расположением рельефных швов;
с кокетками различной формы и размеров на спинке и полочках;
с застежками различных видов и расположением;
с рукавами различной конструкции и длины или без них;
с нарукавниками, пристегивающимися к рукаву;
с воротником различной формы в халатах типов А и Б или без него, в халатах типа А;
со шлицами в среднем шве спинки или боковых швах;
со складками различных видов на спинке и полочках (переде);
без боковых швов;
с петлями на двух полочках в халатах со смещенной бортовой застежкой;
с различными видами отделок;
с вентиляционными отверстиями;
с головными уборами различных видов.
В халатах не допускаются рукава без манжет, регулирующиеся по ширине внизу за счет петель и пуговиц.
(Измененная редакция, Изм. N 1).
2.3.3. Халаты из тканей со специальными защитными пропитками должны быть изготовлены с воротником, потайной застежкой, длинными рукавами, регулирующимися по ширине внизу, клапанами на карманах.
2.4. Основные требования к изготовлению
2.4.1. Классификация и виды стежков, строчек и швов, применяемых для изготовления халатов - по ГОСТ 12807*.
_______________
* На территории Российской Федерации действует ГОСТ 12807-2003. - Примечание .
Требования к стежкам, строчкам и швам - по ГОСТ 29122.
2.4.2. Определение сортности халатов - по ГОСТ 12.4.031.
2.4.3. Соединение срезов халатов выполняют стачным, настрочным, накладным, запошивочным швами или швом "взамок". Накладной шов выполняют двумя строчками.
Втачивание рукавов, соединение плечевых срезов халатов выполняют стачным швом двумя строчками на машинах челночного стежка или одной строчкой на машинах цепного стежка.
Открытые срезы должны быть обработаны.
Низ халатов обрабатывают швом вподгибку шириной 1,0-2,5 см.
2.4.4. Накладные детали настрачивают накладным швом с закрытым срезом одной или двумя строчками.
2.4.5. Петли обметывают в следующих местах:
на левой полочке в халатах типа А - не менее четырех петель на расстоянии 2,0-2,5 см от края борта;
на левом борте спинки в халатах типа Б - не менее четырех петель на расстоянии 2,0-2,5 см от края и уступа борта;
на манжете рукава одну петлю на расстоянии 1,5-2,0 см от конца, посередине ширины.
2.4.6. Пуговицы пришивают соответственно расположению петель.
2.4.7. Раскладку лекал, допуски при раскрое и раскрой деталей халатов производят в соответствии с промышленной технологией поузловой обработки спецодежды.
В готовых халатах допускаются надставки внизу боковых швов длиной не более 20,0-40,0 см, шириной не более 8,0-20,0 см, перемещение боковых швов халатов и швов рукавов.
2.4.8. Требования к влажно-тепловой обработке халатов, в зависимости от применяемых материалов и методов обработки, устанавливаются техническим описанием на модель.
3. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ КОНТРОЛЯ
3.1. Правила приемки халатов - по ГОСТ 23948.
3.2. Методы контроля качества халатов - по ГОСТ 4103.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Маркировка, транспортирование, упаковка и хранение халатов - по ГОСТ 10581.
4.2. Маркировка и упаковка халатов, изготавливаемых по госзаказу - по ГОСТ 19159.
4.3. К халатам должна быть приложена памятка-инструкция по уходу во время эксплуатации (см. приложение).
5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5.1. Химическая чистка изделий - по ГОСТ 12.4.169.
5.2. Стирка изделий - согласно приложению.
Разд.5. (Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ПАМЯТКА-ИНСТРУКЦИЯ
по уходу за халатами во время эксплуатации
1. (Исключен, Изм. N 2).
2. При необходимости спецодежду из хлопчатобумажных и смешанных тканей допускается стирать в растворе, содержащем 5 г/дм![]() универсального моющего препарата при температуре 40 °С в стиральной машине в течение 10 мин с последующей промывкой.
универсального моющего препарата при температуре 40 °С в стиральной машине в течение 10 мин с последующей промывкой.
3. Спецодежду высушивают на воздухе или в воздушной сушилке при температуре 80 °С. Влажно-тепловая обработка спецодежды из хлопчатобумажных тканей производится при температуре 180 °С, из хлопчатобумажных тканей с вложением химических волокон - 120 °С.
Текст документа сверен по:
официальное издание
Система стандартов безопасности труда.
ГОСТ 12.4.126-83-ГОСТ 12.4.128-83, ГОСТ 12.4.129-2001,
ГОСТ 12.4.130-83-ГОСТ 12.4.134-83, ГОСТ 12.4.135-84-
ГОСТ 12.4.139-84, ГОСТ 12.4.141-99, ГОСТ 12.4.142-84-
ГОСТ 12.4.149-84, ГОСТ 12.4.150-85-ГОСТ 12.4.155-85,
ГОСТ Р 12.4.204-99 (ИСО 11933-2-87): Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации Светлана Бессараб: все социальные обязательства государства будут выполнены
Светлана Бессараб: все социальные обязательства государства будут выполнены  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке