
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
февраля
4
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ Р 51475-99
Группа Д92
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БУТЫЛКИ СТЕКЛЯННЫЕ ДЛЯ ПИЩЕВЫХ ЖИДКОСТЕЙ
Общие технические условия
Class bottles for food liquids.
General specifications
ОКС 55.100
ОКП 59 8700
Дата введения 2001-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 074 "Стеклянная тара"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 22 декабря 1999 г. N 631-ст
3 Стандарт гармонизирован с международными стандартами:
ИСО 7458-84 "Тара стеклянная. Сопротивление внутреннему давлению. Методы испытаний",
ИСО 7459-84 "Тара стеклянная. Сопротивление тепловому удару. Стойкость к тепловому удару. Методы испытаний"
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на стеклянные бутылки круглой формы, предназначенные для розлива в промышленных условиях, хранения и транспортирования пищевых жидкостей, поставляемых на внутренний рынок и экспорт.
Стандарт устанавливает требования к качеству, правилам приемки, методам контроля, упаковке, маркировке, транспортированию, хранению и условиям эксплуатации бутылок.
Стандарт не распространяется на бутылки некруглой формы, сувенирные, а также на бутылки для молока и молочных продуктов.
Обязательные требования по безопасности соответствуют ГОСТ 30288 и изложены в 5.1.5.1-5.1.5.5, 5.1.8, 5.1.16-5.1.18.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Технические условия
ГОСТ 2603-79 Ацетон. Технические условия
ГОСТ 3118-77 Кислота соляная. Технические условия
ГОСТ 12601-76 Порошок цинковый. Технические условия
ГОСТ 13903-93 Тара стеклянная. Методы определения термической стойкости
ГОСТ 13904-93 Тара стеклянная. Методы определения сопротивления внутреннему давлению
ГОСТ 13905-78 Тара стеклянная. Метод определения водостойкости внутренней поверхности
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля
ГОСТ 24980-92 Тара стеклянная. Методы определения параметров
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
ГОСТ 30005-93 Тара стеклянная. Термины и определения дефектов
ГОСТ 30288-95 Тара стеклянная. Общие положения по безопасности, маркировке и ресурсосбережению
ГОСТ Р 51476-99 Бутылки стеклянные для пищевых жидкостей. Типы, параметры и основные размеры
ОСТ 21-51-82 Тара стеклянная для пищевых продуктов. Марки стекол
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 бутылки сувенирные: Оригинальные бутылки, декоративно оформленные в традиционном для страны (республики, края, области) стиле, отображающие национальные или местные особенности, выдающиеся события, памятные даты, достижения отечественной науки, культуры, искусства, спорта.
3.2 бутылки круглой формы: Бутылки, имеющие в основании круг.
Термины и определения дефектов - по ГОСТ 30005.
4 Классификация
В зависимости от вида разливаемой пищевой жидкости бутылки подразделяют на группы согласно таблице 1.
Таблица 1
|
Номер группы бутылок |
Наименование |
Массовое содержание |
|
1 |
Шампанское, вина игристые |
0,55 (350) и более |
|
2 |
Вина газированные (шипучие) |
0,37 (200) и более |
|
|
Винные напитки газированные и т.п. |
0,30 (150) и более |
|
3 |
Безалкогольные напитки сильногазированные |
Более 0,40 (230) |
|
4 |
Пиво |
От 0,30 до 0,40 (150-230) |
|
|
Безалкогольные напитки: |
|
|
|
- среднегазированные |
" 0,30 " 0,40 (150-230) |
|
|
- слабогазированные |
" 0,20 " 0,30 (65-150) |
|
5 |
Соки |
- |
|
|
Водка, спирт, коньяк (бренди), ликероводочные изделия, вина, винные напитки и т.п. |
- |
|
|
Масло растительное и другие пищевые жидкости, не содержащие |
- |
5 Технические требования
5.1 Характеристики
5.1.1 Бутылки должны соответствовать требованиям настоящего стандарта.
5.1.2 Форма, основные размеры бутылок и венчиков горловин, полная вместимость, номинальная вместимость по уровню заполнения должны соответствовать ГОСТ Р 51476.
5.1.3 Бутылки изготовляют из бесцветного, полубелого, зеленого или коричневого стекла.
Интенсивность окрашивания бутылок из зеленого и коричневого стекла должна обеспечивать возможность визуального контроля содержимого.
5.1.4 Составы стекол должны соответствовать ОСТ 21-51.
Допускается изготовлять бутылки из стекол других составов, допущенных Минздравом России для контакта с пищевыми продуктами.
5.1.5 На бутылках не допускаются:
5.1.5.1 Прилипы стекла, стеклянные нити внутри изделий.
5.1.5.2 Сквозные посечки, сколы.
5.1.5.3 Острые швы.
5.1.5.4 Инородные включения, имеющие вокруг себя трещины и посечки.
5.1.5.5 Открытые пузыри на внутренней поверхности.
5.1.5.6 Непрозрачные пузыри размером более 5 мм и в количестве более 1 шт.
5.1.5.7 Закрытые пузыри, открытые пузыри на внешней поверхности и инородные включения в количестве и размером более указанных в таблице 2.
Таблица 2
|
Номинальная |
Размер, мм |
Количество, шт. | ||
|
см |
пузыря |
инородного включения |
пузырей |
инородных включений |
|
До 250 включ. |
Св. 1,0 до 1,5 включ. |
До 1,0 включ. |
4 |
1 |
|
|
" 1,5 " 3,0 " |
- |
2 |
- |
|
Св. 250 " 500 " |
" 1,0 " 1,5 " |
До 1,0 включ. |
8 |
1 |
|
|
" 1,5 " 4,0 " |
Св. 1,0 " 1,5 " |
3 |
1 |
|
" 500 |
" 1,0 " 1,5 " |
" 1,0 " |
8 |
2 |
|
|
" 1,5 " 4,0 " |
Св. 1,0 " 1,5 " |
3 |
1 |
|
| ||||
5.1.5.8 Шлиры и свили, резко выраженные или сопровождаемые внутренними напряжениями, соответствующими удельной разности хода лучей поляриметра более 115 нм/см (что соответствует цветам в поле зрения полярископа - оранжевому, светло-желтому, желтому, белому, голубовато-зеленому, зеленому, желто-зеленому).
5.1.5.9 Поверхностные посечки в сосредоточенном виде длиной более 5 мм и единичные длиной более 10 мм.
5.1.5.10 Резко выраженные: складки, морщины, след отреза ножницами, кованость, двойные швы и волнистость, заметная при заполнении водой.
5.1.5.11 Потертость поверхности со сколами.
5.1.5.12 Несмываемые загрязнения.
5.1.6 Допускаются закрытые пузыри размером не более 1,0 мм (мошка), редкорасположенные и (или) в виде отдельных скоплений.
5.1.7 При изготовлении бутылок прессовыдувным способом допускаются два круглых оттиска от вакуумных отверстий формокомплекта, расположенные в диаметрально противоположных направлениях на плечиках бутылок.
5.1.8 Толщина стенок и дна бутылок должна быть не менее указанной в таблице 3.
Таблица 3
|
|
Толщина, мм | |
|
|
стенок |
дна |
|
1 |
3,0 |
5,0 |
|
3 |
1,8 |
3,0 |
|
2, 4, 5: |
|
|
|
- вместимостью до 1000 см |
1,4 |
3,0 |
|
- вместимостью 1000 см |
2,0 |
4,0 |
Допускается на участке площадью не более 0,25 см![]() минимальная толщина стенки 1,2 мм для бутылок групп 2, 4, 5 вместимостью до 1000 см
минимальная толщина стенки 1,2 мм для бутылок групп 2, 4, 5 вместимостью до 1000 см![]() и 1,5 мм для бутылок групп 2, 4, 5 вместимостью 1000 см
и 1,5 мм для бутылок групп 2, 4, 5 вместимостью 1000 см![]() и более.
и более.
5.1.9 Овальность венчика горловины бутылок не должна быть более предельных отклонений на его диаметр.
5.1.10 Овальность корпуса бутылок не должна быть более предельных отклонений на его диаметр.
5.1.11 Не допускаются швы высотой более 0,3 мм на корпусе и дне бутылок и 0,2 мм - на боковой поверхности и торце венчика горловины и переход донного шва на корпус выше толщины дна.
Допускается гладкий кольцевой след от плунжера, не выступающий на торец венчика горловины.
5.1.12 Притупленные уголки на сопряжении швов по корпусу не должны быть более 1 мм.
5.1.13 Допускается на дне бутылок наносить насечки высотой 0,1-0,8 мм.
5.1.14 Отклонение от параллельности плоскости торца венчика горловины плоскости дна бутылки не должно быть более 0,8 мм.
5.1.15 Отклонение от перпендикулярности вертикальной оси бутылок относительно плоскости дна не должно быть более 1,4% общей высоты бутылок.
5.1.16 Бутылки должны быть термически стойкими при перепаде температур, указанном в таблице 4.
Таблица 4
|
Номер группы бутылок |
Перепад температур, °С, не менее |
|
3, 4 |
40 |
|
1, 2, 5 |
35 |
5.1.17 Бутылки должны выдерживать в течение 60 с без разрушения внутреннее гидростатическое давление, указанное в таблице 5.
Таблица 5
|
|
Внутреннее гидростатическое давление |
|
1: |
|
|
- для шампанских и игристых вин, выдерживаемых в бутылках не менее 3 и 2 лет соответственно |
1,67 (17) |
|
- для остальных видов шампанских и игристых вин 3 |
1,57 (16) |
|
2, 4: |
|
|
- вместимостью до 1000 см |
0,98 (10) |
|
- вместимостью 1000 см |
0,67 (7) |
|
5: |
|
|
- вместимостью до 1000 см |
0,49 (5) |
|
- вместимостью 1000 см |
0,39 (4) |
Допускается значения сопротивления внутреннему гидростатическому давлению рассчитывать:
- ![]() - при выдерживании образца в течение времени от 3 до 60 с по формуле
- при выдерживании образца в течение времени от 3 до 60 с по формуле
 , (1)
, (1)
где ![]() - значение показателя давления, кгс/см
- значение показателя давления, кгс/см![]() , которое должен выдерживать образец в течение 60 с, указанное в таблице 5;
, которое должен выдерживать образец в течение 60 с, указанное в таблице 5;
![]() - время выдерживания образца, с;
- время выдерживания образца, с;
- ![]() - при непрерывном подъеме давления по формуле
- при непрерывном подъеме давления по формуле
![]() , (2)
, (2)
где ![]() - значение показателя давления, кгс/см
- значение показателя давления, кгс/см![]() , которое должен выдерживать образец в течение 60 с, указанное в таблице 5.
, которое должен выдерживать образец в течение 60 с, указанное в таблице 5.
5.1.18 Показатели водостойкости бутылок при испытании методом выщелачивания поверхности под воздействием воды должны соответствовать указанным в таблице 6.
Таблица 6
|
|
Объем раствора соляной кислоты концентрации | ||
|
|
до 200 включ. |
св. 200 до 1000 включ. |
св.1000 |
|
Для рынка стран СНГ |
0,45 |
0,35 |
0,30 |
|
Для экспорта |
0,30 |
0,25 |
0,22 |
5.1.19 Удельная разность хода лучей полярископа-поляриметра при контроле отжига не должна быть более 115 нм/см.
Не допускаются в поле зрения полярископа цвета: оранжевый, светло-желтый, желтый, белый, голубовато-зеленый, зеленый, желто-зеленый.
5.1.20 Допускается на наружную поверхность бутылок наносить защитно-упрочняющие покрытия, разрешенные Минздравом России для контакта с пищевыми жидкостями.
На бутылках с оксидно-металлическими покрытиями допускается иризация.
5.2 Маркировка
5.2.1 Маркировка бутылок должна содержать следующую информацию:
- товарный знак предприятия-изготовителя;
- номинальную вместимость (л);
- дату изготовления (год - две последние цифры).
Допускается после цифрового обозначения года наносить точки, указывающие увеличение даты изготовления бутылок на соответствующее количество лет по числу точек, при условии неиспользования формы в год ее изготовления.
Для бутылок вместимостью до 200 см![]() включительно допускается не наносить дату изготовления.
включительно допускается не наносить дату изготовления.
Маркировка может иметь дополнительную информацию о номере формы.
5.2.2 Маркировку наносят в виде оттиска на дно или нижнюю часть корпуса бутылки.
Допускается наносить маркировку частично на дно и на нижнюю часть корпуса бутылки.
При нанесении маркировки на нижнюю часть корпуса бутылки толщина маркировочных знаков не должна выходить за размеры наружного диаметра корпуса.
Размеры маркировочных знаков - по ГОСТ 30288.
Примеры расположения маркировки приведены в приложении А.
5.2.3 Для сертифицированных бутылок национальный знак соответствия проставляют в документах о качестве и (или) на упаковке, и (или) в товаросопроводительной документации.
Место нанесения знака соответствия указывают в лицензии.
5.2.4 Маркировка транспортной единицы наносится на ярлык и должна содержать:
- товарный знак и (или) наименование предприятия-изготовителя и (или) грузоотправителя;
- условное обозначение бутылки;
- количество бутылок;
- габаритные размеры, если они превышают 1,2 м;
- изображение манипуляционных знаков по ГОСТ 14192 "Хрупкое. Осторожно" - для всех видов транспортных единиц и дополнительно "Беречь от нагрева" - для пакетов, упакованных в термоусадочную пленку.
Допускается изображение манипуляционных знаков наносить отдельно.
5.3 Упаковка
Конкретные виды тары и упаковки, обеспечивающие сохранность бутылок при транспортировании, согласовываются между изготовителем и потребителем.
6 Правила приемки
6.1 Партией считают количество бутылок одного типа, оформленное одним документом, содержащим:
- товарный знак и (или) наименование предприятия-изготовителя;
- условное обозначение бутылки;
- цвет стекла;
- количество бутылок в партии;
- дату отправки;
- штамп отдела технического контроля;
- национальный знак соответствия.
Размер партии согласовывается между изготовителем и потребителем.
6.2 Для проверки соответствия изделий требованиям настоящего стандарта применяют правила, указанные в 6.3-6.6.
6.3 Для контроля бутылок по всем показателям качества из разных мест партии отбирают выборку в количестве 0,5%, но не менее 150 шт.
Бутылки со сколами и бой в выборку для контроля по качеству не включают.
6.4 По показателям внешнего вида (5.1.5, 5.1.6, 5.1.11, 5.1.12) контролируют всю выборку.
Приемочный уровень дефектности (![]() ) по группам дефектов внешнего вида указан в таблице 7.
) по группам дефектов внешнего вида указан в таблице 7.
Таблица 7
|
Группа дефектов (номер пункта) |
|
Объем выборки, шт. |
Число дефектных изделий | |
|
|
|
|
приемочное |
браковочное |
|
I (5.1.5.1) |
0,010 |
150 |
0 |
1 |
|
II (5.1.5.2) |
0,65 |
150 |
1 |
2 |
|
III (5.1.5.3-5.1.5.5) |
1,5 |
150 |
2 |
3 |
|
IV (5.1.5.6-5.1.5.9) |
4,0 |
150 |
6 |
7 |
|
V (5.1.5.10, 5.1.5.11, 5.1.6, 5.1.11, 5.1.12) |
6,5 |
150 |
10 |
11 |
|
| ||||
6.5 Контроль показателей, не указанных в 6.4, проводят согласно таблице 8.
Таблица 8
|
Наименование |
|
Выборка |
Объем выборки, шт. |
Общий объем выборки, |
Число | |
|
|
|
|
|
шт.
|
приемочное |
браковочное |
|
Диаметр и овальность корпуса (5.1.10) |
4,0 |
1 |
25 |
25 |
1 |
2 |
|
|
|
2 |
25 |
50 |
2 |
3 |
|
Общая высота |
4,0 |
1 |
25 |
25 |
1 |
2 |
|
|
|
2 |
25 |
50 |
2 |
3 |
|
Полная вместимость, номинальная вместимость по уровню |
4,0 |
1 |
25 |
25 |
1 |
2 |
|
Размеры и овальность венчика горловины (5.1.9) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
2 |
25 |
50 |
1 |
2 | |
|
Отклонение от перпендикулярности вертикальной оси относительно плоскости дна (5.1.15) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
Отклонение от параллельности торца венчика горловины плоскости дна (5.1.14) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
Толщина стенок и дна (5.1.8) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
|
2 |
25 |
50 |
1 |
2 |
|
Отжиг (5.1.19) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
|
2 |
25 |
50 |
1 |
2 |
|
Термическая стойкость (5.1.16) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
|
2 |
25 |
50 |
1 |
2 |
|
Сопротивление внутреннему давлению (5.1.17) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
2 |
25 |
50 |
1 |
2 | |
|
Водостойкость (5.1.18) |
0,010 |
1 |
10 |
10 |
0 |
1 |
|
Маркировка (5.2) |
0,010 |
1 |
25 |
25 |
0 |
1 |
|
| ||||||
6.6 Решение о партии
6.6.1 Партию принимают, если количество дефектных бутылок в первой выборке по каждому показателю меньше или равно приемочному числу, указанному в таблицах 7 и 8.
Партию бракуют, если количество дефектных бутылок хотя бы по одному из показателей равно или больше браковочного числа при одноступенчатом контроле или больше браковочного числа при двухступенчатом контроле.
6.6.2 Если количество дефектных бутылок по какому-либо показателю в первой выборке при двухступенчатом контроле (таблица 8) равно браковочному числу, то отбирают вторую выборку по этому показателю.
Партию принимают, если суммарное количество дефектных бутылок первой и второй выборок меньше или равно приемочному числу, и бракуют, если суммарное количество дефектных бутылок равно браковочному числу или больше браковочного числа хотя бы по одному из показателей.
6.6.3 Если показатели водостойкости не соответствуют требованиям 5.1.18, то партию бракуют, независимо от результатов контроля по остальным показателям.
6.7 При сертификационных испытаниях бутылок по требованиям безопасности применяют правила, указанные в 6.8-6.12.
6.8 Для сертификационных испытаний из разных мест партии отбирают выборку образцов в количестве 80 шт. бутылок.
6.8.1 По показателям внешнего вида (5.1.5.1-5.1.5.5) контролируют всю выборку образцов.
Приемочный уровень дефектности (![]() ) по группам дефектов внешнего вида указан в таблице 9.
) по группам дефектов внешнего вида указан в таблице 9.
Таблица 9
|
Группа дефектов (номер пункта) |
|
Объем выборки образцов, шт. |
Число дефектных изделий | |
|
|
|
|
приемочное |
браковочное |
|
I (5.1.5.1) |
0,010 |
80 |
0 |
1 |
|
II (5.1.5.2) |
0,65 |
80 |
1 |
2 |
|
III (5.1.5.3-5.1.5.5) |
1,5 |
80 |
1 |
2 |
6.8.2 Контроль образцов по показателям 5.1.8, 5.1.16-5.1.18 и по размерам венчика горловины проводят согласно таблице 10.
Таблица 10
|
Наименование |
|
Выборка |
Объем выборки образцов, шт. |
Общий объем выборки образцов, |
Число | |
|
|
|
|
|
шт.
|
приемочное |
браковочное |
|
Минимальная толщина стенок и дна (5.1.8) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
2 |
25 |
50 |
1 |
2 | |
|
Термическая стойкость (5.1.16) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
|
2 |
25 |
50 |
1 |
2 |
|
Сопротивление внутреннему давлению (5.1.17) |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
2 |
25 |
50 |
1 |
2 | |
|
Водостойкость (5.1.18) |
0,010 |
1 |
10 |
10 |
0 |
1 |
|
Размеры венчика горловины |
2,0 |
1 |
25 |
25 |
0 |
1 |
|
|
|
2 |
25 |
50 |
1 |
2 |
|
| ||||||
6.9 Выборку образцов изделий считают соответствующей требованиям безопасности настоящего стандарта, если количество образцов с дефектами в первой выборке по каждому показателю меньше или равно приемочному числу, указанному в таблицах 9 и 10.
6.10 Если количество образцов с дефектами по какому-либо показателю в первой выборке при двухступенчатом контроле (таблица 10) равно браковочному числу, то отбирают вторую выборку по этому показателю.
Выборку образцов изделий считают соответствующей требованиям безопасности, если суммарное количество образцов с дефектами первой и второй выборки меньше или равно приемочному числу второй выборки.
6.11 Выборку образцов изделий считают не соответствующей требованиям безопасности настоящего стандарта, если:
- при одноступенчатом контроле количество образцов с дефектами хотя бы по одному из показателей равно или больше браковочного числа;
- при двухступенчатом контроле суммарное количество образцов с дефектами равно или больше браковочного числа второй выборки хотя бы по одному из показателей.
6.12 Если показатели водостойкости образцов не соответствуют требованиям 5.1.18, то вся выборка образцов считается не соответствующей требованиям безопасности настоящего стандарта, независимо от результатов контроля по остальным показателям.
7 Методы контроля
7.1 Внешний вид, цвет, качество стекла и выработки бутылок контролируют визуально.
При наличии дефектов, которые не могут быть измерены, допускается согласовывать образцы дефектов с потребителем бутылок или разработчиком настоящего стандарта.
7.2 Размеры бутылок контролируют в соответствии с требованиями ГОСТ 24980 калибрами или другими средствами измерений, обеспечивающими заданную точность.
7.3 Размеры пузырей и инородных включений определяют измерительной лупой по ГОСТ 25706 или другими средствами измерений, обеспечивающими заданную точность.
7.4 Отклонение от параллельности плоскости венчика горловины плоскости дна бутылок контролируют в соответствии с требованиями ГОСТ 24980 штангенрейсмасом по ГОСТ 164 или другими средствами измерений, обеспечивающими заданную точность.
7.5 Отклонение от перпендикулярности вертикальной оси бутылок относительно плоскости дна контролируют в соответствии с требованиями ГОСТ 24980.
Следует учитывать, что значение отклонения от перпендикулярности вертикальной оси бутылок относительно плоскости дна ![]() , мм, вычисляют по формуле
, мм, вычисляют по формуле
![]() , (3)
, (3)
где ![]() - разность между максимальным и минимальным показаниями отсчетного устройства, мм.
- разность между максимальным и минимальным показаниями отсчетного устройства, мм.
7.6 Толщину стенок и дна бутылок контролируют по ГОСТ 24980.
7.7 Высоту швов и уголков на бутылках контролируют по ГОСТ 24980.
7.8 Полную вместимость бутылок контролируют по ГОСТ 24980.
7.9 Контроль номинальной вместимости по уровню заполнения
7.9.1 Средства контроля
Весы для статического взвешивания по нормативному документу.
Воронка, стакан, цилиндр мерный по ГОСТ 1770.
Термометр по ГОСТ 28498 с ценой деления 1 °С.
Штангенциркуль с глубиномером по ГОСТ 166.
7.9.2 Проведение контроля
Метод А
Образец чистой и сухой тары взвешивают на весах. Затем наполняют водой, имеющей температуру (22±5) °С, до уровня налива, указанного на рисунке бутылки, при этом глубиномер штангенциркуля должен касаться нижнего мениска. Образец с водой снова взвешивают, определяя общую массу. При взвешивании наружная поверхность образца должна быть сухой. Разность между массой образца, наполненного водой, и порожнего образца (в граммах) соответствует его вместимости в кубических сантиметрах.
Погрешность взвешивания не должна быть более ±1 г.
Метод Б
При определении вместимости с помощью мерного цилиндра чистый и сухой образец наполняют водой, имеющей температуру (22±5) °С, до уровня налива, указанного на рисунке бутылки, при этом глубиномер штангенциркуля должен касаться нижнего мениска. Затем воду выливают в мерный цилиндр, отмечая полученный объем по нижнему мениску.
7.9.3 Полученные значения номинальной вместимости сравнивают с заданными.
7.10 Контроль термостойкости бутылок - по ГОСТ 13903.
7.11 Контроль бутылок на сопротивление внутреннему давлению - по ГОСТ 13904, методы А и В.
Метод А с выдерживанием образца в течение 60 с является проверочным (арбитражным).
7.12 Контроль бутылок на водостойкость - по ГОСТ 13905.
7.13 Свиль и качество отжига бутылок контролируют полярископом или полярископом-поляриметром.
При контроле отжига бутылок окраска поля зрения полярископа должна соответствовать требованиям 5.1.19.
Качество отжига полярископом-поляриметром контролируют в соответствии с приложением Б.
7.14 Контроль бутылок на наличие оксидно-металлического покрытия
7.14.1 Средства контроля
Кислота соляная концентрированная по ГОСТ 3118.
Ацетон по ГОСТ 2603.
Лак любой марки.
Цинковый порошок по ГОСТ 12601.
7.14.2 Проведение контроля
На боковой поверхности бутылок лаком наносят три окружности диаметром 15-20 мм на высоте 15, 80, 140 мм от дна. В центре каждой окружности отмечают лаком точку диаметром 3-5 мм. На свободную поверхность между окружностью и точкой наносят порошок цинка и пять капель концентрированной соляной кислоты. Через 5 мин после нанесения цинкового порошка и соляной кислоты протравленную поверхность очищают тампоном, лак снимают ацетоном. Появление вытравленного пятна на поверхности бутылок свидетельствует о наличии оксидно-металлического покрытия.
7.15 Допускается проводить контроль на наличие оксидно-металлического покрытия другими метрологически обеспеченными методами.
8 Транспортирование и хранение
8.1 Бутылки транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
8.2 Хранение изделий по группе 2 (закрытые помещения) или 5 (навесы) - по ГОСТ 15150.
Допускается хранение на открытых площадках не более 5 мес.
9 Условия эксплуатации
Условия эксплуатации - по ГОСТ 30288.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Примеры нанесения маркировки на бутылках
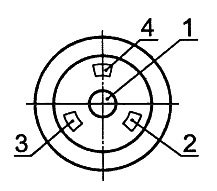
А.1 Маркировка, расположенная на дне
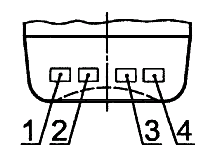
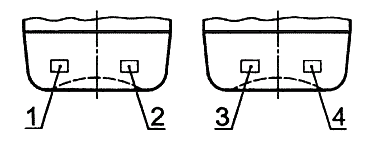
А.2 Маркировка, расположенная на нижней части корпуса
А.2.2 На двух противоположных сторонах
А.3 Маркировка, расположенная на нижней части корпуса и дне
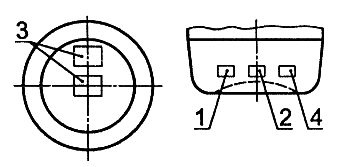
1 - товарный знак предприятия-изготовителя; 2 - номинальная вместимость (л);
3 - дата изготовления (год - две последние цифры); 4 - номер формы
ПРИЛОЖЕНИЕ Б
(справочное)
Контроль качества отжига
Б.1 Контроль отжига полярископом-поляриметром
Б.1.1 Для контроля отбирают бутылки в соответствии с требованиями настоящего стандарта.
Б.1.2 Аппаратура, материалы
Полярископы-поляриметры типов ПКС-125, ПКС-250 или других типов.
Прибор для измерения толщины стенок и дна изделий.
Хлопчатобумажная ткань для протирания оптических деталей.
Б.1.3 Подготовка к проведению контроля
Полярископ-поляриметр должен быть установлен в затемненном помещении при температуре окружающей среды от 10 до 45 °С и относительной влажностью не более 80%.
Образцы перед испытанием выдерживают в помещении не менее 30 мин.
Б.1.4 Проведение контроля
При просмотре изделие ориентируют так, чтобы просматриваемый участок был перпендикулярен к направлению распространения света полярископа-поляриметра.
При применении полярископа-поляриметра типов ПКС-125 и ПКС-250 переключатель компенсатора должен находиться в положении ![]() , а лимб анализатора компенсатора - в нулевом положении. При вращении изделия находят участки с максимальным напряжением по цветовой окраске. Вводят чувствительную пластинку
, а лимб анализатора компенсатора - в нулевом положении. При вращении изделия находят участки с максимальным напряжением по цветовой окраске. Вводят чувствительную пластинку ![]() , для чего переключатель анализатора выводят из положения
, для чего переключатель анализатора выводят из положения ![]() в положение
в положение ![]() , и зеленый светофильтр. Участку с максимальным напряжением соответствует максимальное просветление темного поля полярископа-поляриметра.
, и зеленый светофильтр. Участку с максимальным напряжением соответствует максимальное просветление темного поля полярископа-поляриметра.
Участок с максимальным напряжением устанавливают в центре поля зрения. Поворачивая головку анализатора, добиваются сведения темных полос в центре до потемнения просветленного участка. Списывают с лимба анализатора показания углов поворота. Измерения для слабоокрашенных изделий проводят 3 раза, а для интенсивно окрашенных - 6 раз (при выведенном зеленом светофильтре).
Измеряют толщину контролируемого участка ![]() . Для полых изделий значение
. Для полых изделий значение ![]() равно двойной толщине стенки при просмотре перпендикулярно к оси изделия. При просмотре дна изделия
равно двойной толщине стенки при просмотре перпендикулярно к оси изделия. При просмотре дна изделия ![]() равно его толщине.
равно его толщине.
Б.1.5 Обработка результатов
Удельную разность хода лучей ![]() , нм/см, вычисляют по формуле
, нм/см, вычисляют по формуле
![]() , (Б.1)
, (Б.1)
где ![]() - угол поворота лимба анализатора, нм;
- угол поворота лимба анализатора, нм;
![]() - толщина просматриваемого участка изделий (толщина двух стенок), см.
- толщина просматриваемого участка изделий (толщина двух стенок), см.
За окончательный результат принимают среднее арифметическое результатов трех определений - для слабоокрашенных изделий при введенном зеленом светофильтре и среднее арифметическое результатов шести определений - для интенсивно окрашенных изделий (марки стекол ЗТ-1, ЗТ-2, ЗТ-3, ЗТ-4, КТ-1) при выведенном светофильтре. Удельная разность хода лучей должна соответствовать требованиям 4.2.12.
Б.2 Контроль отжига полярископом
Б.2.1 Контроль отжига проводят полярископом с применением ступенчатых клиньев или без них.
Б.2.2 Для контроля отбирают бутылки в соответствии с требованиями настоящего стандарта.
Б.2.3 Аппаратура, материалы
Полярископы типов ПКС-500, ПКС-50 или других типов.
Ступенчатые клинья типов СТК-1, СТК-2, СТК-3.
Хлопчатобумажная ткань для протирания оптических деталей.
Б.2.4 Подготовка к проведению контроля
Полярископ должен быть установлен в затемненном помещении при температуре окружающей среды от 10 до 45 °С и относительной влажности не более 80%. Образцы перед испытанием выдерживают в помещении не менее 30 мин.
Б.2.5 Проведение контроля с применением ступенчатых клиньев
При просмотре изделие располагают так, чтобы просматриваемый участок был перпендикулярен к направлению распространения поляризованного света.
Ступенчатый клин располагают по диагоналям поля зрения полярископа рядом с изделием так, чтобы интерференционные цвета в клине и изделии имели одинаковую последовательность.
Разность хода лучей в контролируемом изделии определяют путем сравнения интерференционного цвета контролируемого участка изделия с интерференцией цветов различных ступеней клина при вращении изделия.
Если цвет одной из ступеней клина ближе или совпадает с цветом контролируемого участка изделия, то разность хода лучей в изделии принимают равной разности хода этой ступени клина.
Если цвет контролируемого участка изделия окажется промежуточным между двумя соседними ступенями клина, то разность хода лучей принимают равной полусумме разностей хода лучей этих ступеней.
Измеряют толщину контролируемого участка ![]() .
.
Б.2.5.1 Обработка результатов
Удельную разность хода лучей ![]() , нм/см, вычисляют по формуле
, нм/см, вычисляют по формуле
![]() , (Б.2)
, (Б.2)
где ![]() - значение разности хода лучей, определенное методом сравнения, нм;
- значение разности хода лучей, определенное методом сравнения, нм;
![]() - толщина просматриваемого участка, см.
- толщина просматриваемого участка, см.
Б.2.6 Проведение контроля без ступенчатых клиньев
Изделие помещают перед анализатором и постепенно поворачивают на 360° в плоскости, перпендикулярной к направлению поляризованного света.
Наблюдаемую окраску поля зрения полярископа сравнивают с требованиями 5.1.19.
Текст документа сверен по:
официальное издание
Госстандарт России -
М.: ИПК Издательство стандартов, 2000
Личный кабинет:
доступно после авторизации В связи со снегопадом осложнятся погодные условия на трассах
В связи со снегопадом осложнятся погодные условия на трассах  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке