
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
23
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 21350-75
Группа Г13
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Диаметры
Holes for threading pipe taper screw thread.
Diameters
Срок действия установлен с 01.01.77
до 01.01.87*
______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР
N 2403 от 29.06.84. (ИУС N 11, 1984 г.). -
Примечание .
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. N 3877
ВЗАМЕН MH 5389-64
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211-69 в изделиях из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5058-75 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-66.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1.
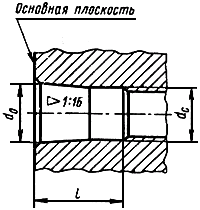
Черт.1
Таблица 1
|
Размеры в мм | |||||||
|
|
|
|
Диаметр отверстия |
| |||
|
Номинальный размер резьбы в дюймах |
Число ниток на |
Шаг |
|
|
Глубина сверления | ||
|
|
|
|
Номин. |
Пред откл. |
Номин. |
Пред откл. |
|
|
1/8 |
28 |
0,907 |
8,10 |
+0,20 |
8,57 |
|
15 |
|
1/4 |
|
|
10,80 |
|
11,45 |
|
20 |
|
3/8 |
19 |
1,337 |
14,30 |
+0,24 |
14,95 |
|
24 |
|
1/2 |
|
|
17,90 |
|
18,63 |
|
29 |
|
3/4 |
14 |
1,814 |
23,25 |
|
24,12 |
|
31 |
|
1 |
|
|
29,35 |
+0,28 |
30,29 |
+0,10 |
37 |
|
1 1/4 |
|
|
37,80 |
|
38,95 |
|
40 |
|
1 1/2 |
11 |
2,309 |
43,70 |
+0,34 |
44,85 |
|
42 |
|
2 |
|
|
55,25 |
+0,40 |
56,66 |
|
44 |
Примечание. Для резьб с номинальным размером свыше ![]() номинальные диаметры отверстий
номинальные диаметры отверстий ![]() и их предельные отклонения должны быть равны установленным ГОСТ 6211-69 для внутреннего диаметра резьбы.
и их предельные отклонения должны быть равны установленным ГОСТ 6211-69 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт.2 и в табл.2.
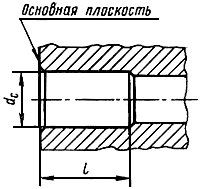
Черт.2
Таблица 2
|
Размеры в мм | |||||
|
Номинальный размер резьбы в дюймах |
Число ниток на |
Шаг |
Диаметр отверстия |
Глубина сверления | |
|
|
|
|
Номин. |
Пред. откл. |
|
|
1/8 |
28 |
0,907 |
8,2,5 |
+0,20 |
15 |
|
1/4 |
|
|
11,05 |
|
20 |
|
3/8 |
19 |
1,337 |
14,50 |
+0,24 |
24 |
|
1/2 |
|
|
18,10 |
|
29 |
|
3/4 |
14 |
1,814 |
23,60 |
+0,28 |
31 |
|
1 |
|
|
29,65 |
|
37 |
|
1 1/4 |
|
|
38,30 |
|
40 |
|
1 1/2 |
|
|
44,20 |
|
42 |
|
2 |
|
|
56,00 |
+0,40 |
44 |
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Диаметры сверл для отверстий под нарезание трубной конической резьбы
|
Размеры в мм | ||||
|
Номинальный размер резьбы в дюймах |
Число ниток на |
Шаг |
Диаметр сверла для отверстия | |
|
|
|
|
с развертыванием на конус |
без развертывания на конус |
|
1/8 |
28 |
0,907 |
8,1 |
8,3 |
|
1/4 |
|
|
10,8 |
11,1 |
|
3/8 |
|
|
14,25 |
14,5 |
|
1/2 |
|
|
- |
- |
|
3/4 |
14 |
1,814 |
23,25 |
- |
|
1 |
|
|
- |
- |
|
1 1/4 |
|
|
- |
38,25 |
|
1 1/2 |
11 |
2,309 |
- |
- |
|
2 |
|
|
- |
56,00 |
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1976
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке