
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
декабря
3
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 8213-75
Группа Е73
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОМАТЫ ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Общие технические условия
Consumable electrode arc-welding machine. General specifications
ОКП 34 4121
Срок действия с 01.01.77
до 01.01.97*
_______________________________
* Ограничение срока действия снято
по протоколу N 7-95 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11, 1995 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности и приборостроения СССР
РАЗРАБОТЧИКИ
В.В.Глазов, Л.У.Манчинский, А.А.Кузнецов (руководитель темы), И.Н.Кондратенко, В.Ф.Пушкин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 16.10.75 N 2612
3. Срок проверки 1995 г.
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта | |
|
ГОСТ 2.601-68 |
2.24 | |
|
4.6; 3.2 | ||
|
8.2 | ||
|
3.2 | ||
|
ГОСТ 12.1.026-80* |
5.13 | |
|
ГОСТ 12.1.028-80 |
5.13; 3.2 | |
|
3.1 | ||
|
ГОСТ 12.3.003-86 |
8.1; 8.2 | |
|
2.24 | ||
|
ГОСТ 27.410-87 |
5.17 | |
|
ГОСТ 403-73 |
2.7 | |
|
5.11 | ||
|
5.6; 5.7 | ||
|
5.11 | ||
|
ГОСТ 8865-87 |
2.6 | |
|
5.11 | ||
|
2.6 | ||
|
ГОСТ 12971-67 |
6.1 | |
|
ГОСТ 14192-77 |
6.6 | |
|
ГОСТ 14254-80 |
3.1 а; 6.1 | |
|
Вводная часть; 2.1; 6.8; 6.9 | ||
|
2.1 | ||
|
2.1; 5.16; 6.1 | ||
|
ГОСТ 16842-82 |
5.12 | |
|
ГОСТ 16962-71 |
5.15 | |
|
5.14 | ||
|
2.22 | ||
|
6.1 | ||
|
6.4; 6.8 | ||
|
Нормы 8-72 |
5.12 |
______________
* На территории Российской Федерации действует ГОСТ Р 51401-99. - Примечание .
5. ПЕРЕИЗДАНИЕ (август 1993 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в мае 1977 г., декабре 1981 г. Пост. N 5870 от 31.12.81, октябре 1983 г., сентябре 1986 г., декабре 1990 г. (ИУС 7-77, 3-82, 2-84, 11-86, 5-91)
Настоящий стандарт распространяется на автоматы для дуговой сварки плавящимся электродом в нижнем положении под флюсом или в защитных газах, общего назначения, а также предназначенные для экспорта.
Стандарт не распространяется на самоходные подвесные автоматы и сварочные головки.
Виды климатических исполнений автоматов - У3 (автоматов с естественным и принудительным газовым охлаждением), УХЛ4 (автоматов с принудительным водяным охлаждением), О4 (автоматов, предназначенных для экспорта в страны с тропическим климатом) по ГОСТ 15150-69.
Требования п.1.2 табл.1 номинальный сварочный ток, номинальный режим работы ПВ, пп.1.1; 1.3; 2.3-2.5; 2.8-2.10; 2.14-2.19; 2.21-2.23; 2.25; 4.1; 4.3; 4.4; 4.6, а также разд.3; 6-8 настоящего стандарта являются обязательными, другие требования являются рекомендуемыми.
(Измененная редакция, Изм. N 2, 3, 5).
1. ИСПОЛНЕНИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Автоматы должны изготовляться следующих исполнений:
по способу защиты зоны дуги:
для сварки под флюсом - Ф (условное обозначение),
для сварки в защитных газах - Г,
для сварки как в защитных газах, так и под флюсом - ФГ,
по роду применяемого сварочного тока:
для сварки постоянным током,
для сварки переменным током,
для сварки постоянным и переменным током;
по способу охлаждения:
с естественным охлаждением токопроводящей части сварочной головки и сопла;
с принудительным водяным или газовым охлаждением токоподводящей части сварочной головки и сопла;
по способу регулирования скорости подачи электродной проволоки:
с плавным регулированием,
с плавно ступенчатым регулированием,
со ступенчатым регулированием;
по способу регулирования скорости сварки:
с плавным регулированием,
с плавно ступенчатым регулированием,
со ступенчатым регулированием;
по способу подачи электродной проволоки:
с независимой от напряжения на дуге подачей;
с зависимой от напряжения на дуге подачей;
по расположению автомата относительно свариваемого шва:
для сварки внутри колеи,
для сварки внутри и вне колеи.
1.2. Основные параметры автоматов должны соответствовать указанным в табл.1.
Таблица 1
|
Номи- |
Номи- |
Род свароч- |
Испол- |
Диаметр сплошной электродной проволоки, мм |
Скорость подачи электродной проволоки, м/ч |
Скорость сварки, м/ч | ||||
|
|
|
|
|
Нижний предел |
Верхний предел |
Нижний предел |
Верхний предел |
Нижний предел |
Верхний предел | |
|
315 |
Не менее 60* |
Постоянный |
Г |
0,8 |
1,4 |
160 |
960 |
12 |
80 | |
|
500 |
|
|
Ф |
1,6 |
2,0 |
120 |
720 |
|
| |
|
|
|
|
Г, ФГ |
1,2 |
|
|
|
|
120 | |
|
630 |
|
|
Ф |
1,6 |
3,0 |
|
|
|
80 | |
|
|
|
|
Г, ФГ |
1,2 |
|
|
|
|
120 | |
|
1000 |
100 |
Постоянный |
Ф |
2,0 |
5,0 |
60 |
360 |
12 |
80 | |
|
|
|
Переменный |
|
3,0 |
|
|
|
|
| |
|
|
|
Постоянный** |
Г, ФГ |
2,0 |
|
|
|
|
120 | |
|
1250 |
|
|
Ф |
|
6,0 |
|
|
|
80 | |
|
1600 |
|
Переменный** |
|
3,0 |
|
|
|
|
| |
_______________
* При длительности цикла работы 10 мин.
** В пределах режимов, обеспечивающих удовлетворительное формирование сварных швов.
Примечания:
1. Допускается расширение диапазонов диаметров электродной проволоки, скорости ее подачи и скорости сварки при соблюдении требований настоящего стандарта.
2. Скорости подачи электродной проволоки и сварки автоматов со ступенчатым их регулированием должны иметь кратность изменения не менее 6 и находиться в диапазонах, указанных в табл.1.
1.3. Устанавливается следующая структура условного обозначения:
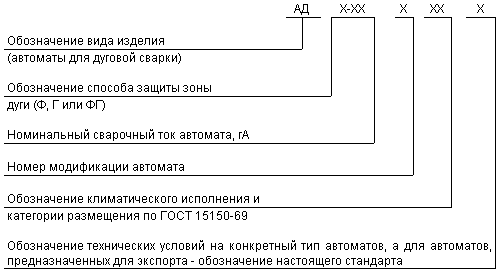
Примечания:
1. Значение номинального сварочного тока автомата в гектоамперах округляют до ближайшего целого числа.
2. Номер модификации автомата присваивается Всесоюзным научно-исследовательским, проектно-конструкторским и технологическим институтом электросварочного оборудования (ВНИИЭСО) Министерства электротехнической промышленности.
1.2, 1.3. (Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Автоматы должны изготовляться в соответствии с требованиями настоящего стандарта и технических условий на конкретный тип автомата по рабочим чертежам, утвержденным в установленном порядке, а автоматы, предназначенные для экспорта в районы с тропическим климатом, кроме того, - по ГОСТ 15963-79.
2.2. Номинальные значения климатических факторов - по ГОСТ 15543-70 и ГОСТ 15150-69, но нижнее значение температуры при эксплуатации автоматов исполнения У3 - минус 10 °С.
(Измененная редакция, Изм. N 3).
2.3. Номинальное напряжение питающей сети частотой 50 Гц должно быть:
220 и 380 В - для автоматов на номинальные токи 315, 500 и 630 А;
380 В - для автоматов на номинальные токи 1000, 1250 и 1600 А.
Номинальное напряжение питающей сети частотой 50 или 60 Гц для автоматов, предназначенных для экспорта в страны с умеренным или тропическим климатом, должно соответствовать указанному в заказе-наряде.
2.4. Изменение скорости подачи электродной проволоки для автоматов с независимой от напряжения на дуге скоростью подачи электродной проволоки и скорости сварки в диапазонах скоростей, указанных в табл.1, не должно превышать ±8%, как при изменении напряжения питающей сети от плюс 5 до минус 10%, так и при изменении нагрузки механизмов сварочной головки и перемещения автомата до значений, не превышающих номинальные, указанные в технических условиях на конкретный тип автомата. При этом токи двигателей не должны превышать их номинальных значений.
2.1.-2.4. (Измененная редакция, Изм. N 2).
2.5. Изменение скорости подачи электродной проволоки и скорости сварки при прогреве аппаратуры управления и систем управления от холодного состояния до установившегося значения температур не должно превышать ±8% от первоначально установленных значений.
2.6. Предельно допустимое превышение температуры отдельных элементов электрических схем - по ГОСТ 8865-87*, ГОСТ 403-73 и ГОСТ 10434-82.
________________
* Действует ГОСТ 8865-93. - Примечание .
2.7. Напряжение радиопомех, создаваемых автоматом, не должно превышать:
80 дБ - в диапазоне частот от 0,15 до 0,5 МГц;
74 дБ - в диапазоне частот свыше 0,5 до 2,5 МГц;
66 дБ - в диапазоне частот свыше 2,5 до 30 МГц.
2.8. Сопротивление изоляции токоведущих частей шкафа управления и автомата в нормальных климатических условиях не должно быть менее 2,5 МОм.
2.9. Изоляция токоведущих частей шкафа управления и автомата, электрически связанных с питающей сетью и со сварочной цепью, должна выдерживать напряжение 1000 В промышленной частоты плюс двойное номинальное напряжение данной цепи.
2.10. Электрическая схема автомата должна обеспечивать:
настроечные (вверх и вниз) и рабочие перемещения электродной проволоки;
настроечные и рабочие перемещения автомата вперед и назад;
наличие газа до зажигания дуги и запаздывание выключения подачи газа после окончания сварки (для автоматов для сварки в защитных газах);
начало и прекращение сварки с помощью кнопок или выключателей;
остановку автомата и растяжку дуги при окончании сварки;
контроль с помощью стрелочных индикаторов сварочного тока, напряжения на дуге, а для автоматов с плавным и плавно ступенчатым регулированием скорости сварки также и контроль скорости перемещения.
2.11. Суммарное сечение сварочных проводов с медными жилами при естественном их охлаждении не должно быть менее 50; 70; 95; 200; 250 и 300 мм![]() для автоматов на номинальные токи 315; 500; 630; 1000; 1250 и 1600 А соответственно.
для автоматов на номинальные токи 315; 500; 630; 1000; 1250 и 1600 А соответственно.
(Измененная редакция, Изм. N 2).
2.12. Автомат с предназначенным для него источником сварочного тока конкретного типа должен обеспечивать надежное зажигание и устойчивое горение дуги.
(Измененная редакция, Изм. N 3).
2.13. Конструкция автоматов должна обеспечивать:
перемещение автомата вручную;
ручное поперечное перемещение токопроводящего мундштука или сварочной головки относительно свариваемого шва;
возможность установки электродной проволоки при сварке угловых швов вне колеи до 45° к вертикали поперек шва.
2.14. В автоматах для сварки под флюсом должны быть предусмотрены указатели положения электродной проволоки относительно свариваемого шва.
2.14а. Посадочные размеры под кассетные устройства должны соответствовать требованиям международного стандарта ИСО 864-88 и ГОСТ 25445-82.
(Введен дополнительно, Изм. N 5).
2.15. Стрела прогиба электродной проволоки диаметром 3 мм и более, выходящей из токоподвода автомата, не должна быть более 4 мм на базе 150 мм.
2.16. Масса электродной проволоки в кассетах и емкость бункера для флюса должны соответствовать указанным в табл.2.
Таблица 2
|
Номинальный сварочный ток автомата, А |
Масса стальной электродной проволоки в кассете, кг, не менее |
Емкость бункера, дм |
|
315 |
5 |
- |
|
500 |
10 |
2,5 |
|
630 |
10 |
2,5 |
|
1000 |
15 |
6,0 |
|
1250 |
15 |
6,0 |
|
1600 |
15 |
6,0 |
(Измененная редакция, Изм. N 2).
2.17. При плавно ступенчатом регулировании скорости подачи электродной проволоки и скорости сварки должно быть обеспечено перекрытие диапазонов скоростей не менее чем на 5%.
При ступенчатом регулировании скорость на последующей ступени не должна отличаться от скорости на предыдущей более чем на 15%.
2.18. Механизм подачи электродной проволоки при заполненной проволокой кассете должен обеспечивать необходимое усилие проталкивания (протягивания), значение которого должно устанавливаться в технических условиях на конкретный тип автомата.
2.19. Механизм перемещения автомата при заполненных электродной проволокой кассетах и флюсом бункерах (п.2.16), а также при 10%-ном их заполнении и отключенных проводах и шлангах должен обеспечивать избыточное тяговое усилие на оси ведущих колес, значение которого должно устанавливаться в технических условиях на конкретный тип автомата.
2.18, 2.19. (Измененная редакция, Изм. N 2).
2.20. Газовая магистраль и система водяного охлаждения должны быть герметичны и рассчитаны на работу при давлении не менее:
2 кгс/см![]() (196 кПа) - для участка газовой магистрали от редуктора до запирающей аппаратуры и системы водяного охлаждения и 0,5 кгс/см
(196 кПа) - для участка газовой магистрали от редуктора до запирающей аппаратуры и системы водяного охлаждения и 0,5 кгс/см![]() (49 кПа) - для участка газовой магистрали после запирающей аппаратуры.
(49 кПа) - для участка газовой магистрали после запирающей аппаратуры.
2.21. Длина соединительных проводов (в том числе сварочных) и шлангов должна устанавливаться в технических условиях на конкретный тип автомата.
2.22. Условия эксплуатации автоматов в части воздействия механических факторов внешней среды - по группе М1 ГОСТ 17516-72.
(Измененная редакция, Изм. N 4).
2.23. В технических условиях на конкретный тип автомата должны быть указаны следующие показатели надежности:
средний срок службы автомата (по видам ремонта и до списания);
средняя наработка на отказ.
При этом средний срок службы автомата до списания при односменной работе должен быть не менее 5 лет.
В технических условиях на конкретный тип автомата должны быть указаны критерии отказов и предельных состояний.
2.24. В комплект автомата должны входить:
источник сварочного тока (по заказу потребителя без источников сварочного тока);
шкаф управления (если он конструктивно не объединен с источником сварочного тока);
провода для сварочной цепи и цепей управления;
специальный инструмент, запасные части, сменные и быстроизнашивающиеся детали, указанные в конструкторской документации;
комплект газовой аппаратуры, щиток по ГОСТ 12.4.035-78 и шланги для газовой магистрали - для автоматов для сварки в защитных газах;
шланги для водяной магистрали - для автоматов с принудительным водяным охлаждением.
К комплекту автомата должна прилагаться эксплуатационная документация по ГОСТ 2.601-68* (паспорт, инструкция по эксплуатации, техническое описание, ведомость ЗИП).
________________
* Действует ГОСТ 2.601-95. - Примечание .
2.23, 2.24. (Измененная редакция, Изм. N 2, 5).
2.25. В технических условиях на автомат конкретного типа должны быть указаны масса автомата и шкафа управления (если он конструктивно не объединен с источником сварочного тока), коэффициент полезного действия источника питания, потребляемая схемой управления мощность и коэффициент применяемости.
(Измененная редакция, Изм. N 4).
2.26. В технических условиях на автомат конкретного типа должна быть указана удельная технологическая себестоимость автомата.
(Введен дополнительно, Изм. N 4).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Требования к безопасности конструкции автомата и входящих в комплект автомата изделий - по ГОСТ 12.2.007.8-75 со следующими дополнениями.
а) степень защиты автоматов должна быть IР 00 по ГОСТ 14254-80*;
________________
* Здесь и далее. Действует ГОСТ 14254-96. - Примечание .
б) в конструкциях автоматов должна быть обеспечена возможность оснащения их устройствами для улавливания сварочного аэрозоля из зоны сварки.
(Измененная редакция, Изм. N 2).
3.2. Шумовые характеристики должны устанавливаться в технических условиях на конкретный тип автомата и обеспечивать выполнение требований ГОСТ 12.1.003-83.
Форма записи шумовых характеристик должна соответствовать требованиям ГОСТ 12.1.023-80 и определять эквивалентные уровни звука (![]() , дБА) в контрольных точках с однозначным указанием координат этих точек на схеме.
, дБА) в контрольных точках с однозначным указанием координат этих точек на схеме.
(Введен дополнительно, Изм. N 5).
4. ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия автоматов требованиям настоящего стандарта изготовитель должен проводить приемо-сдаточные, периодические, типовые и квалификационные испытания.
(Измененная редакция, Изм. N 2).
4.2. Каждый автомат должен подвергаться приемо-сдаточным испытаниям.
При этом проверяют:
соответствие автомата чертежам;
комплектность;
сопротивление и прочность изоляции;
длину сварочных проводов и шлангов;
герметичность газовой и водяной магистралей;
работоспособность схемы управления;
пределы скоростей подачи электродной проволоки и сварки;
работоспособность автомата при сварке.
4.3. Периодические испытания проводят не реже одного раза в два года на одном автомате из числа прошедших приемо-сдаточные испытания.
При этом проверяют:
соответствие автоматов требованиям пп.2.2 - для автоматов исполнения У3 (только в части влагостойкости), пп.2.3, 2.8-2.11, 2.13-2.17, 2.20, 2.22;
проталкивающие и тяговые усилия механизмов подачи электродной проволоки и перемещения автомата;
стабильность и точность поддержания скоростей подачи электродной проволоки и сварки;
превышение температуры элементов электрической схемы;
работоспособность автомата при сварке;
соответствие конструкции автомата и параметров электрических цепей требованиям безопасности, в том числе шумовые характеристики.
Кроме того, на двух автоматах проверяют напряжение радиопомех, создаваемых автоматами.
(Измененная редакция, Изм. N 2, 4).
4.4. Если в процессе периодических испытаний хотя бы один из параметров испытуемого автомата не будет соответствовать требованиям настоящего стандарта, проводят повторные испытания по всей программе на удвоенном количестве автоматов.
Результаты повторных испытаний являются окончательными.
4.5. Типовые испытания должны проводиться на одном автомате по программе периодических испытаний с дополнительным испытанием на надежность.
При проведении испытаний после изменения конструкции, материалов, комплектующих изделий или технологического процесса изготовления допускается проверять автоматы только по тем параметрам, на которые внесенные изменения могут оказать влияние.
4.6. Квалификационные испытания проводят по программе периодических испытаний, а также на соответствие требованиям ГОСТ 12.1.003-83.
(Введен дополнительно, Изм. N 2).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. При приемо-сдаточных испытаниях электрические параметры измеряют приборами класса точности не ниже 1,5, а при периодических и типовых испытаниях - не ниже 0,5.
(Измененная редакция, Изм. N 2).
5.2. Соответствие автоматов чертежам и требованиям пп.2.11, 2.13-2.16, 2.24, 3.1б, пп.6.1-6.6 проверяют внешним осмотром и измерительным инструментом, обеспечивающим требуемую чертежами точность.
Проверка по п.2.15 производится для наименьшего и наибольшего диаметров электродной проволоки.
(Измененная редакция, Изм. N 3).
5.3. Проверку пределов скоростей подачи электродной проволоки и сварки (п.1.2) следует производить определением длины проволоки, прошедшей через механизм подачи и измерением длины пути, пройденного автоматом за время, определяемое по секундомеру.
Примечание. Допускается определять скорость подачи электродной проволоки расчетным путем (по частоте вращения подающего ролика и его диаметру).
(Измененная редакция, Изм. N 4).
5.4. Герметичность газовой магистрали (п.2.20) следует проверять обмыливанием всех мест соединения шлангов и аппаратуры при подаче в магистраль сжатого воздуха в течение одной минуты при давлении воздуха для участков от редуктора до запирающей аппаратуры 3 кгс/см![]() (294 кПа), а для участка после запирающей аппаратуры 0,75 кгс/см
(294 кПа), а для участка после запирающей аппаратуры 0,75 кгс/см![]() (
(![]() 74 кПа).
74 кПа).
5.5. Герметичность системы водяного охлаждения (п.2.20) следует проверять при подаче в систему воды от магистрали с давлением 3 кгс/см![]() (294 кПа) в течение одной минуты при закрытых сливных отверстиях.
(294 кПа) в течение одной минуты при закрытых сливных отверстиях.
5.6. Превышение температуры отдельных элементов электрической схемы (п.2.6) следует проверять по ГОСТ 2933-83 после работы автомата в номинальном режиме до установившейся температуры.
Одновременно следует производить проверку изменения скоростей подачи электродной проволоки и сварки (п.2.5).
5.7. Сопротивление и электрическую прочность изоляции (пп.2.8 и 2.9) следует проверять по ГОСТ 2933-83.
5.8. Проверку работы электрической схемы (п.2.10) следует производить с помощью соответствующих элементов схемы управления.
5.9. Изменение скорости подачи (п.2.4) и усилия проталкивания (п.2.18) электродной проволоки следует определить при наибольшем для данного автомата диаметре электродной проволоки на скорости подачи, соответствующей номинальному сварочному току. Скорость подачи и усилие проталкивания следует имитировать скоростью подъема и величиной груза, подвешенного к выступающему из токоподвода концу проволоки.
Скорость подъема груза определяют как при номинальном напряжении питающей сети, так и при его значениях, соответствующих отклонению от номинального на плюс 5 и минус 10%.
При этом определяется суммарное изменение скорости под действием изменения механической нагрузки и изменения напряжения питающей сети.
(Измененная редакция, Изм. N 2).
5.10. Определение тяговых усилий (п.2.19) следует производить при отключенных проводах и шлангах в режиме настроечных перемещений на наибольших и наименьших скоростях, указанных в табл.1, подъемом груза, подвешенного к стальному тросику, перекинутому через блок и закрепленному к автомату на равном расстоянии между колесами на уровне их осей.
(Измененная редакции, Изм. N 3).
5.11. Проверка работоспособности автоматов при сварке должна производиться при наплавке на режимах, указанных для приемо-сдаточных испытаний в табл.3, а для периодических испытаний - в табл.4.
Таблица 3
|
Номинальный сварочный ток автомата, А |
Защита зоны дуги |
Род тока |
Диаметр электродной проволоки, мм |
Режим наплавки |
Толщина пластины, мм | ||
|
|
|
|
|
Ток, А |
Напряжение на дуге, В |
Скорость, м/ч |
|
|
315 |
Углекислым газом |
Постоянный |
1,4 |
315 |
28-32 |
25-30 |
6-8 |
|
500 |
Флюсом АН-348А или ОСЦ-45 |
|
2,0 |
500 |
38-42 |
|
12-14 |
|
|
Углекислым газом |
|
|
|
36-40 |
|
|
|
630 |
Флюсом АН-348А или ОСЦ-45 |
|
3,0 |
630 |
|
|
14-16 |
|
|
Углекислым газом |
|
|
|
34-38 |
|
16-18 |
|
1000 |
Флюсом АН-348А или ОСЦ-45 |
|
5,0 |
1000 |
40-44 |
|
|
|
|
|
Переменный |
|
|
42-46 |
|
|
|
|
Углекислым газом |
Постоянный |
|
800 |
32-34 |
40-50 |
18-20 |
|
1250 |
Флюсом АН-348А или АН-60 |
|
6,0 |
1250 |
42-46 |
20-30 |
20-25 |
|
1600 |
Флюсом АН-348А, АН-60 или ОСЦ-45 |
|
|
1600 |
54-58 |
|
40-50 |
|
|
|
Переменный |
|
1300 |
46-50 |
|
|
Таблица 4
|
Номинальный сварочный ток автомата, А |
Защита зоны дуги |
Род тока |
Диаметр электрод- ной проволоки, мм |
Режим наплавки |
Толщина пластины, мм | ||
|
|
|
|
|
Ток, А |
Напряжение на дуге, В |
Скорость, м/ч |
|
|
315 |
Углекислым газом |
Постоянный |
0,8 |
60-80 |
18-20 |
25-30 |
3-4 |
|
|
|
|
1,4 |
315 |
28-32 |
|
6-8 |
|
500 |
Флюсом АН-348А или ОСЦ-45 |
|
1,6 |
200 |
30-34 |
|
5-6 |
|
|
|
|
2,0 |
500 |
38-42 |
|
12-14 |
|
|
Углекислым газом |
|
1,2 |
100 |
19-20 |
|
3-4 |
|
|
|
|
2,0 |
500 |
36-40 |
|
12-14 |
|
630 |
Флюсом АН-348А или ОСЦ-45 |
|
1,6 |
200 |
30-34 |
|
5-6 |
|
|
|
|
3,0 |
630 |
36-40 |
|
14-16 |
|
|
Углекислым газом |
|
1,2 |
100 |
19-20 |
|
3-4 |
|
|
|
|
3,0 |
630 |
34-38 |
|
16-18 |
|
1000 |
Флюсом АН-348А или ОСЦ-45 |
|
2,0 |
300 |
32-36 |
|
6-8 |
|
|
|
|
5,0 |
1000 |
40-44 |
|
16-18 |
|
|
|
Переменный |
3,0 |
400 |
34-38 |
|
10-12 |
|
|
|
|
5,0 |
1000 |
42-46 |
|
16-18 |
|
|
Углекислым газом |
Постоянный |
2,0 |
300 |
28-32 |
23-30 |
6-8 |
|
|
|
|
5,0 |
800 |
32-34 |
40-50 |
18-20 |
|
1250 |
Флюсом АН-348А |
|
2,0 |
300 |
32-36 |
25-30 |
6-8 |
|
|
|
|
6,0 |
1250 |
42-46 |
20-30 |
20-25 |
|
1600 |
Флюсом АН-348А, АН-60 или ОСЦ-45 |
|
3,0 |
600 |
34-38 |
20-30 |
12-14 |
|
|
|
|
6,0 |
1600 |
54-58 |
|
40-50 |
|
|
|
Переменный |
3,0 |
600 |
36-40 |
|
12-14 |
|
|
|
|
6,0 |
1300 |
46-50 |
|
40-50 |
Наплавку следует производить на пластины из низкоуглеродистой стали. Длина пластин должна быть не менее 350 мм.
При периодических испытаниях следует производить наплавку не менее 10 валиков длиной 300 мм.
При наплавке под флюсом по ГОСТ 9087-81 следует использовать электродную проволоку марки Св-08А по ГОСТ 2246-70, а при наплавке в сварочном углекислом газе по ГОСТ 8050-85 - электродную проволоку марок Св-08Г2С или Св-08ГС по ГОСТ 2246-70. Длина вылета электродной проволоки должна быть равной 8-10 диаметрам проволоки.
Наплавку постоянным током следует производить на обратной полярности.
Проверка автоматов должна проводиться на контрольном источнике сварочного тока, однотипном с входящими в комплект проверяемых автоматов. Источник сварочного тока следует заменять не реже раза в год и при конструктивных изменениях комплектующих источников тока, влияющих на их сварочные свойства, или их модернизации.
(Измененная редакция, Изм. N 2, 3).
5.12. Проверка напряжения радиопомех (п.2.7), создаваемых автоматами, - по ГОСТ 16842-82* и нормам N 8-72.
______________
* На территории Российской Федерации действует ГОСТ Р 51320-99. - Примечание .
5.13. Проверка шумовых характеристик автоматов - по ГОСТ 12.1.028-80*.
______________
* На территории Российской Федерации действует ГОСТ Р 51402-99. - Примечание .
(Измененная редакция, Изм. N 2).
5.14. Проверка степени защиты шкафа управления - по ГОСТ 17494-87.
5.15. Проверка устойчивости к механическим (п.2.22) и климатическим воздействиям (п.2.2) - по ГОСТ 16962-71.
При испытании на воздействие механических факторов автомат подвергают испытаниям на вибропрочность по методу 103-2.3.
Испытание на влагостойкость проводят по методу 207-1. Измеренное через 15 мин после испытаний сопротивление изоляции токоведущих частей, электрически связанных с питающей сетью, должно быть не менее 0,5 МОм.
(Измененная редакция, Изм. N 4).
5.16. Проверка автоматов, предназначенных для экспорта, - по настоящему стандарту и ГОСТ 15963-79.
5.17. Проверка показателей надежности (п.2.23) должна производиться по методике, утвержденной в установленном порядке, при этом показатели безотказности подтверждают путем проведения контрольных испытаний в соответствии с ГОСТ 27.410-87, а остальные показатели надежности подтверждают путем сбора и обработки информации о работе автоматов в условиях подконтрольной эксплуатации по эксплуатационным данным.
(Измененная редакция, Изм. N 4).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждом автомате и на шкафу управления автоматов с аппаратурой управления, встроенной в отдельный шкаф, должны быть укреплены таблички по ГОСТ 12971-67, а на автоматах и шкафах управления, предназначенных для экспорта в страны с тропическим климатом, - и по ГОСТ 15963-79, на которых указывают следующие данные по ГОСТ 18620-86:
товарный знак предприятия-изготовителя (на табличках изделий, предназначенных для экспорта, допускается указывать товарный знак внешнеторговой организации);
наименование и тип автомата;
месяц и год выпуска (для изделий, предназначенных для экспорта, не указывают);
заводской номер по системе нумерации предприятия-изготовителя;
степень защиты по ГОСТ 14254-80;
код ОКП (для изделий, предназначенных для экспорта, не указывают);
массу в килограммах;
обозначение настоящего стандарта (для изделий, предназначенных для экспорта) или технических условий на автомат конкретного типа;
номинальный сварочный ток в амперах;
номинальный режим работы ПВ в процентах;
характеристику питающей сети (род тока, число фаз, напряжение в вольтах, а для изделий, предназначенных для экспорта, и частоту в герцах).
На видном месте автомата или на табличке, а также в паспорте при присвоении автомату в установленном порядке государственного Знака качества, должно быть нанесено изображение государственного Знака качества (для автоматов, предназначенных для экспорта, не наносят).
На таблички автоматов, предназначенных для экспорта, дополнительно наносят надпись "Сделано в СССР".
(Измененная редакция, Изм. N 3, 5).
6.2. (Исключен, Изм. N 2).
6.3. Эксплуатационная документация на автомат и комплектующие изделия должна быть в упаковке, обеспечивающей ее сохранность при транспортировании и хранении.
6.4. Консервация и упаковка автоматов - по ГОСТ 23216-78.
(Измененная редакция, Изм. N 2).
6.5. В ящик с автоматом должны быть вложены упаковочный лист и эксплуатационная документация.
6.6. Транспортная маркировка - по ГОСТ 14192-77*. Требования к нанесению манипуляционных знаков и надписей следует устанавливать в технических условиях на конкретный тип автомата.
________________
* Действует ГОСТ 14192-96. - Примечание .
(Измененная редакция, Изм. N 5).
6.7. При транспортировании автоматов должны быть приняты меры, обеспечивающие их сохранность.
Допускается транспортировать автоматы в контейнерах, а также по соглашению потребителя и изготовителя при транспортировании в черте одного города без упаковки.
6.8. Условия транспортирования автоматов в части воздействия механических факторов - С или Ж по ГОСТ 23216-72, а в части воздействия климатических факторов такие же, как условия хранения 7 (Ж1), 4 (Ж2), 9 (ОЖ1) или 6 (ОЖ2) по ГОСТ 15150-69.
Конкретные условия транспортирования в части механических факторов, а также вид упаковки, тип тары, стандарт на тару, размеры и масса грузовых мест нетто и брутто следует устанавливать в технических условиях на конкретный тип автомата.
6.9. Условия хранения автоматов - 1 (Л) для исполнений У и УХЛ и 3(Ж3) - для исполнения О по ГОСТ 15150-69 на срок сохранения два года для автоматов, предназначенных для народного хозяйства, и три года - для экспорта, без переконсервации.
6.8, 6.9. (Измененная редакция, Изм. N 2, 5).
6.10. Автоматы допускается транспортировать транспортом всех видов в соответствии с правилами перевозки, действующими на транспорте данного вида. Вид транспорта, транспортных средств и ссылки на конкретную НТД, действующую на транспорте каждого вида, должны быть указаны в технических условиях на конкретный тип автомата.
(Введен дополнительно, Изм. N 5).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие автоматов требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения, установленных настоящим стандартом и инструкцией по эксплуатации.
(Измененная редакция, Изм. N 3).
7.2. Гарантийный срок эксплуатации автоматов устанавливается один год с момента ввода их в эксплуатацию, а для автоматов, предназначенных для экспорта, - со дня пересечения Государственной границы государства-изготовителя.
8. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1. Эксплуатация автоматов - по ГОСТ 12.3.003-86 и инструкции по эксплуатации, прилагаемой к автомату.
8.2. Требования к помещениям по пожарной безопасности - по ГОСТ 12.1.004-85 и ГОСТ 12.3.003-86.
Разд.8. (Введен дополнительно, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1993
Личный кабинет:
доступно после авторизации 15 лет тюрьмы: в Ростове осудили двух украинцев за шпионаж
15 лет тюрьмы: в Ростове осудили двух украинцев за шпионаж  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке