
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
декабря
1
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 23476-79
Группа Е78
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АРМАТУРА КОНТАКТНОЙ СЕТИ ТРАМВАЯ И ТРОЛЛЕЙБУСА
Общие технические условия
Tramway and trolleybus overhead trolley wire supporting devices. General specifications
ОКП 31 8533
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством жилищно-коммунального хозяйства РСФСР
РАЗРАБОТЧИКИ
Д.К.Бузетти, Н.Е.Никольская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 05.02.79 N 435
3. Срок проверки - 1998 г., периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
1.29 | |
|
ГОСТ 9.032-74 |
1.32 |
|
1.32 | |
|
1.30 | |
|
4.6 | |
|
1.30 | |
|
4.7 | |
|
ГОСТ 9.402-80 |
1.33 |
|
ГОСТ 380-88 |
1.10 |
|
1.10 | |
|
ГОСТ 859-78 |
1.10 |
|
1.11 | |
|
1.10 | |
|
1.10 | |
|
1.10, 1.15 | |
|
1.43 | |
|
1.36 | |
|
5.2.1 | |
|
4.5 | |
|
ГОСТ 4784-74 |
1.10 |
|
1.26 | |
|
ГОСТ 5689-94 |
1.12 |
|
1.20 | |
|
4.8 | |
|
1.20 | |
|
1.26 | |
|
ГОСТ 8724-81 |
1.34 |
|
ГОСТ 9150-81 |
1.34 |
|
1.26 | |
|
ГОСТ 11534-75 |
1.26 |
|
ГОСТ 13913-78 |
1.12 |
|
ГОСТ 14192-77 |
5.1.4 |
|
1.26 | |
|
1.2, 5.3.1, 5.3.2 | |
|
1.2 | |
|
ГОСТ 17711-93 |
1.10, 1.15 |
|
ГОСТ 20437-89 |
1.12, 1.37 |
|
ГОСТ 24705-81 |
1.34 |
|
1.14 | |
|
1.16 |
6. Проверен в 1992 г. Снято ограничение срока действия Постановлением Госстандарта от 10.09.92 N 1156
7. ПЕРЕИЗДАНИЕ (март 1997 г.) с Изменениями N 1, 2, утвержденными в октябре 1986 г., сентябре 1992 г. (ИУС 1-87, 12-92)
Настоящий стандарт распространяется на арматуру контактной сети трамвая и троллейбуса напряжением 600 В, предназначенную для подвешивания, фиксирования, изоляции, механического и электрического соединения проводов и тросов контактной сети.
Стандарт не распространяется на стрелки, пересечения, секционные изоляторы, кривые держатели, кронштейны КТП.
Требования пп.1.3-1.5, 1.7, 1.24, 1.25, 1.39, 1.41-1.44, 3.6, 4.2-4.4, 4.9-4.11 настоящего стандарта являются обязательными, остальные требования - рекомендуемыми.
Необходимость контроля требований стандарта, отнесенных к рекомендуемым, и допускаемые изменения устанавливаются в технических условиях в контрактах (договорах) на поставку.
(Измененная редакция, Изм. N 1, 2).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Арматура контактной сети трамвая и троллейбуса должна изготовляться в соответствии с требованиями настоящего стандарта и конструкторской документации, утвержденной в установленном порядке.
Термины и определения арматуры приведены в приложении 1.
(Измененная редакция, Изм. N 1).
1.2. Арматура должна изготовляться для эксплуатации в климатическом исполнении У, категории 1 в атмосфере типа II по ГОСТ 15150 и ГОСТ 15543.
1.3. Арматура должна быть рассчитана на механические нагрузки от натяжения проводов и тросов, от массы проводов, тросов и других элементов контактной сети, а также на дополнительные нагрузки от колебаний температуры, воздействия ветра, гололеда и других факторов и на нагрузки, возникающие во время монтажа.
Значения номинальных нагрузок приведены в приложении 2.
1.4. Запас механической прочности арматуры (отношение разрушающей нагрузки к номинальной) должен составлять для натяжной арматуры не менее 3,0, для остальной арматуры - не менее 2,5.
Испытательные нагрузки, выдерживаемые арматурой без остаточных деформаций, должны быть равны двухкратным номинальным для натяжной арматуры и полуторакратным - для остальной.
1.3, 1.4. (Измененная редакция, Изм. N 1).
1.5. Арматура, сопряженная с контактным проводом, работающим в контакте с токоприемниками подвижного состава, должна обеспечивать беспрепятственное прохождение токоприемников.
1.6. Конструкция арматуры должна обеспечивать удобство проведения работ при монтаже и эксплуатации.
1.7. Конструкция шарнирных и других подвижных соединений должна обеспечивать свободное перемещение сопрягаемых деталей относительно друг друга и исключать возможность самопроизвольного их расцепления в эксплуатации.
Арматура, сопрягаемая с полимерными канатами, должна изготовляться из неметаллических материалов или иметь в местах сопряжения с полимерными канатами неметаллические вкладыши или втулки, исключающие надрезание и перетирание канатов кромками арматуры. Поверхности сопряжения должны быть гладкими без дефектов и иметь плавные переходы.
(Измененная редакция, Изм. N 2).
1.8. Конструкция токоподводящей и токопроводящей арматуры должна обеспечивать возможность проверки состояния контактных поверхностей и регулировку контактного давления в течение всего срока эксплуатации.
1.9. Одноименные детали арматуры должны быть взаимозаменяемыми.
1.10. Детали арматуры должны быть изготовлены из стали по ГОСТ 380*, серого чугуна по ГОСТ 1412, ковкого чугуна по ГОСТ 1215, алюминиевого литейного сплава по ГОСТ 1583, алюминия по ГОСТ 4784**, латуни по ГОСТ 17711, бронзы по ГОСТ 493, меди по ГОСТ 859***.
________________
* На территории Российской Федерации действует действует ГОСТ 380-94.
** На территории Российской Федерации действует действует ГОСТ 4784-97.
*** На территории Российской Федерации действует ГОСТ 859-2001. - Примечание .
1.11. Болты и гайки должны быть изготовлены из стали по ГОСТ 1050.
1.12. Изоляторы и изолирующие детали должны быть изготовлены из прессовочного материала по ГОСТ 20437, ГОСТ 5689 и древесно-слоистого пластика по ГОСТ 13913 или других материалов, удовлетворяющих требованиям механической и электрической прочности, предъявляемым к арматуре.
1.13. Марки материалов, применяемых для изготовления деталей арматуры, должны быть указаны в конструкторской документации.
1.14. Отливки деталей арматуры из серого и ковкого чугуна должны соответствовать требованиям ГОСТ 26358.
(Измененная редакция, Изм. N 2).
1.15. Химический состав и механические свойства отливок деталей арматуры из сплавов цветных металлов должны соответствовать ГОСТ 1583 и ГОСТ 17711.
1.16. Предельные отклонения размеров и массы для отливок деталей арматуры из чугуна должны соответствовать классам точности по ГОСТ 26645:
3-му классу точности - при литье в землю;
2-му классу точности - при литье в кокиль и по выплавляемым моделям.
Для отливок деталей арматуры из цветных металлов предельные отклонения размеров определяются конструкторской документацией.
1.17. Отливки деталей арматуры должны удовлетворять следующим требованиям:
а) вырывы вследствие удаления литника не допускаются;
б) следы литников, заливы, наросты и ужимы должны быть зачищены;
в) раковины на контактных поверхностях и на поверхностях в зоне ответственных сечений, указанных в рабочих чертежах, не допускаются; в остальных местах допускается наличие раковин глубиной не более 2 мм с наибольшим измерением 5 мм в количестве не более 1% от всей поверхности детали - для чугунного литья и глубиной не более 1 мм с наибольшим измерением 3 мм в количестве не более 0,5% от всей поверхности детали - для цветного литья.
1.18. Разностенность отливок деталей арматуры должна быть не более 2 мм при литье в землю и не более 1 мм при литье в кокиль и по выплавляемым моделям.
1.19. Смещение форм отливок деталей арматуры в плоскости разъема не должно превышать:
1 мм - при литье в землю;
0,5 мм - при литье в кокиль и по выплавляемым моделям.
1.20. Поковки деталей арматуры, изготовляемые штамповкой и ковкой, должны соответствовать ГОСТ 8479 и ГОСТ 7505. Группа, категория прочности и класс точности изготовления поковок должны определяться конструкторской документацией.
1.21. Поверхность деталей арматуры должна быть чистой, не иметь трещин, сколов, раковин, плен, заусенцев и других дефектов, снижающих качество изделия. Острые углы и кромки должны быть притуплены.
1.22. Кромки деталей арматуры в местах выхода контактного провода и троса должны иметь плавные закругления радиусом не менее 1 мм.
1.23. Грани пазов арматуры для крепления контактного провода не должны иметь наплывов более 0,3 мм.
1.24. На шарнирно-сопрягаемых поверхностях и на сопрягаемых поверхностях других подвижных соединений не допускаются следы штампов, вмятины и забоины размером более 0,5 мм.
1.25. Смещение центров отверстий, расположенных на одной оси в двойных проушинах, не должно превышать 1 мм.
1.26. Размеры и форма сварных швов должны соответствовать ГОСТ 5264, ГОСТ 11534 или ГОСТ 14771, ГОСТ 8713 и ГОСТ 11533.
1.27. Сварные швы и прилегающие к ним поверхности деталей арматуры должны быть очищены от окалины, шлака, наплывов и иметь гладкую или мелкочешуйчатую поверхность с плавным переходом к основному металлу. Наплавленный металл должен быть плотным по всей длине шва.
Наличие сварочных брызг и наплывов пайки и их расположение на поверхности невидовых деталей допускается, если иное не оговорено в конструкторской документации.
(Измененная редакция, Изм. N 1).
1.28. Исправление дефектных мест в сварных швах должно производиться заваркой с предварительным удалением дефектных мест до основного металла.
1.29. Металлические детали арматуры, работающие в контакте с деталями или изделиями, изготовленными из других металлов, должны удовлетворять требованиям ГОСТ 9.005 или иметь защитные покрытия, исключающие электрохимическую коррозию.
Детали арматуры из черных металлов должны иметь защитные антикоррозионные покрытия.
1.30. Покрытия металлические и неметаллические неорганические должны соответствовать ГОСТ 3.301*, ГОСТ 9.303.
________________
* Вероятно, ошибка оригинала. Следует читать ГОСТ 9.301. - Примечание .
Вид покрытия, способ его нанесения и толщина должны быть указаны в конструкторской документации.
(Измененная редакция, Изм. N 1).
1.31. Металлические покрытия деталей арматуры должны иметь толщину не менее 24 мкм, болтов - не менее 9 мкм, гаек - не менее 6 мкм.
1.32. Защитные лакокрасочные покрытия должны соответствовать требованиям ГОСТ 9.032.
Лакокрасочные покрытия в части воздействия климатических факторов должны соответствовать группе Ж2 по ГОСТ 9.104, а по внешнему виду быть не ниже класса VI по ГОСТ 9.032.
Арматура может быть окрашена в любой цвет, кроме красного и синего.
Вид и марка лакокрасочных материалов должны быть указаны в конструкторской документации на конкретные типы арматуры.
1.33. Подготовка металлических поверхностей перед нанесением лакокрасочного покрытия должна производиться в соответствии с ГОСТ 9.402*.
_________________
* Действует ГОСТ 9.402-2004. - Примечание .
1.34. Резьбовые соединения арматуры должны соответствовать ГОСТ 9150*, ГОСТ 8724** и ГОСТ 24705***. На резьбе деталей арматуры не должно быть заусенцев, сорванных ниток, вмятин и других дефектов, препятствующих навинчиванию проходного калибра.
________________
* На территории Российской Федерации действует ГОСТ 9150-2002.
** На территории Российской Федерации действует ГОСТ 8724-2002.
*** На территории Российской Федерации действует ГОСТ 24705-2004. - Примечание .
1.35. Калибрование резьбы после нанесения защитного покрытия не допускается.
1.36. Перед сборкой все резьбовые соединения арматуры должны быть покрыты антикоррозионной смазкой по ГОСТ 2712 или другой равноценной по защитным свойствам смазкой.
1.37. Прессовочная масса, применяемая для изготовления изоляторов и изолирования отдельных деталей арматуры, должна быть однородной и без посторонних примесей.
При изготовлении изоляторов из материала АГ-4 по ГОСТ 20437 стекловолокно должно укладываться по контуру изолятора без разрывов и узлов.
(Измененная редакция, Изм. N 1).
1.38. Электроизоляционный слой изолированных металлических деталей арматуры после опрессовывания должен плотно прилегать к металлической поверхности, пустоты в изоляционном слое не допускаются.
1.39. Поверхность изолятора и электроизоляционного слоя должна быть гладкой, блестящей, без заусенцев. Раковины, трещины, царапины и недопрессовки глубиной более 0,5 мм не допускаются. Ширина полос после зачистки облоя не должна быть более 1,5 мм.
1.40. Поверхность изоляторов и опрессовываемых деталей не должна иметь острых кромок, заусенцев, трещин.
1.41. Изоляторы и опрессованные детали должны выдерживать без повреждений двухкратный цикл резких изменений температуры при перепаде 50 °С.
1.42. Изоляторы и изоляция опрессованных деталей должны выдерживать без пробоя и перекрытия сухоразрядное переменное напряжение частотой 50 Гц значением 6 кВ (действующее значение) в течение 1 мин и мокроразрядное напряжение значением 3 кВ в течение 3 мин.
Изоляторы из стеклопластиков с длиной изолирующей части более 100 мм должны выдерживать сухоразрядное переменное напряжение значением 8 кВ, а мокроразрядное - 6 кВ при тех же условиях.
Ток утечки через изоляторы не должен превышать 5 мА.
(Измененная редакция, Изм. N 1).
1.43. Электрическое сопротивление контактных соединений арматуры не должно превышать сопротивления 1 пог. м контактного провода МФ-85 по ГОСТ 2584.
(Измененная редакция, Изм. N 1).
1.44. Температура нагрева контактных элементов арматуры при прохождении по ним номинального тока не должна превышать температуры нагрева контактного провода на расстоянии 1 м от контакта при протекании по контактному проводу тока такого же значения.
1.45. Срок службы арматуры должен быть не менее девяти лет. Фактические сроки службы арматуры не ограничиваются указанными, а определяются ее техническим состоянием.
2. КОМПЛЕКТНОСТЬ
2.1. Комплектность изделий арматуры должна устанавливаться конструкторской документацией.
2.2. Изделия арматуры должны поставляться в собранном виде.
(Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. При проверке соответствия арматуры требованиям настоящего стандарта и конструкторской документации предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания.
Арматуру принимают партиями. За партию принимают арматуру одного типоразмера, изготовленную в одних и тех же технологических условиях, предъявляемую по одному сопроводительному документу.
(Измененная редакция, Изм. N 1).
3.2. Приемо-сдаточные испытания должны проводиться по показателям, указанным в табл.1.
Таблица 1
|
Показатель |
Технические требования |
Методы испытаний | |
|
1. Внешний вид |
По пп.1.17, 1.21, 1.30, 1.32, 1.34, 1.37, 1.39, 1.40 |
По п.4.1 | |
|
2. Основные размеры |
По пп.1.1, 1.16-1.20, 1.22-1.26, 1.34, 1.39 |
По пп.4.2, 4.3 | |
|
3. Шарнирность и подвижность сопрягаемых деталей |
По п.1.7 |
По п.4.4 | |
|
4. Наружные дефекты в сварных швах и околошовной зоне |
По пп.1.27, 1.28 |
По п.4.5 | |
|
5. Наличие антикоррозионной смазки на резьбовых соединениях |
По п.1.36 |
Внешний осмотр | |
|
6. Качество и прочность сцепления защитных металлических покрытий |
По пп.1.30, 1.31 |
По п.4.6 | |
|
7. Качество лакокрасочных покрытий |
По п.1.32 |
По п.4.7 | |
|
8. Механическая прочность арматуры |
По пп.1.1, 1.4 |
По п.4.9 | |
|
9. Электрическая прочность изоляторов и изолированных деталей |
По п.1.42 |
По п.4.11 | |
|
10. Комплектность |
По пп.2.1, 2.2 |
Осмотр |
3.3. Приемо-сдаточным испытаниям подвергают 0,5% изделий от партии. Размер партии, от которой отбирают изделия для испытаний, должен быть указан в конструкторской документации, но количество проверяемых изделий не должно быть менее пяти.
Все изготовляемые стыковые и соединительные зажимы контактного провода должны быть проверены по пп.1 и 2 табл.1 (внешний вид и размеры пазов).
Проверка комплектности также должна проводиться у всех собранных деталей.
3.4. Периодические испытания должны проводиться на не менее чем десяти изделиях арматуры каждого типа, отобранных от партии, прошедшей приемо-сдаточные испытания, по показателям, указанным в табл.2.
Таблица 2
|
Показатель |
Технические требования |
Методы испытаний |
|
1. Масса |
По пп.1.1, 1.16 |
По п.4.13 |
|
2. Механическая прочность |
По пп.1.1, 1.4 |
По п.4.9 |
|
3. Стойкость изоляторов и изоляционных покрытий к перепаду температур |
По п.1.41 |
По п.4.10 |
|
4. Плотность прилегания изолированного слоя |
По п.1.38 |
По п.4.8 |
|
5. Электрическая прочность изоляторов и изолированных деталей |
По п.1.42 |
По п.4.11 |
|
6. Качество электрического контакта |
По пп.1.43, 1.44 |
По п.4.12 |
3.5. Периодические испытания должны проводиться для стыковых, соединительных и питающих зажимов не реже чем два раза в год, для остальной арматуры - один раз в год.
3.6. При получении неудовлетворительных результатов приемосдаточных и периодических испытаний хотя бы на одном изделии по одному из показателей, указанных в табл.1 и 2, должны проводиться повторные испытания по этому показателю на удвоенном количестве изделий, отобранных от той же партии.
Результаты повторных испытаний распространяют на всю партию.
3.7. Типовые испытания арматуры должны проводиться после освоения производства арматуры нового типа, а также после изменения конструкции технологии изготовления и после замены материалов, влияющих на ее качество.
Объем выборок устанавливают в соответствии с требованиями к приемо-сдаточным и периодическим испытаниям.
3.8. По требованию потребителей предприятие-изготовитель должно представлять протоколы периодических и типовых испытаний.
3.9. При проверке потребителем качества арматуры на соответствие требованиям настоящего стандарта и конструкторской документации объем выборок для поставляемой партии устанавливают в соответствии с требованиями к приемо-сдаточным и периодическим испытаниям. При этом за партию принимают арматуру одного типоразмера, полученную по одному сопроводительному документу, удостоверяющему качество арматуры.
При получении неудовлетворительных результатов испытаний проводят повторные испытания на удвоенном количестве изделий по тем показателям, по которым получены неудовлетворительные результаты.
Результаты повторных испытаний распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Проверку внешнего вида изделий арматуры проводят внешним осмотром при дневном или искусственном рассеянном свете при освещенности не менее 300 лк.
4.2. Проверку основных размеров (габаритных, сопрягаемых, установочных, а также размеров, влияющих на механические и электрические характеристики арматуры) проводят с помощью измерительных инструментов, обеспечивающих требуемую точность, обусловленную конструкторской документацией.
4.3. Проверку основных размеров пазов арматуры для закрепления контактного провода и проверку смещения центров отверстий проводят с помощью специальных шаблонов или другим методом, обеспечивающим контроль допусков, указанных в конструкторской документации.
4.4. Проверку шарнирности и подвижности сопрягаемых деталей проводят вручную путем их перемещения относительно друг друга в заданных пределах. Детали должны перемещаться легко и свободно (без перекосов и заеданий).
4.5. Проверку наружных дефектов в сварных швах и околошовной зоне проводят по ГОСТ 3242 до нанесения защитных покрытий.
4.6. Проверку толщины металлических покрытий и прочности их сцепления с основным металлом детали проводят по ГОСТ 9.302.
4.7. Проверку прочности сцепления лакокрасочных покрытий с основным металлом деталей проводят по ГОСТ 9.401.
4.8. Плотность прилегания изолированного слоя металлических деталей и пустоты в изолированном слое проверяют по ГОСТ 7512.
4.9. Испытаниям на механическую прочность и прочность заделки проводов и тросов подвергают арматуру, которая в процессе эксплуатации несет механическую нагрузку. Испытания на растяжение проводят на любой разрывной машине, а на сжатие и изгиб - на любом прессе.
Погрешность измерения - не более 2%. Время подъема нагрузки до 50% от испытательной не нормируют, в дальнейшем нагружение производят плавно со скоростью не более 15% от номинальной в 1 мин. Каждый образец выдерживают под испытательной нагрузкой в течение 5 мин.
Испытания подвесных зажимов на изгиб проводят с вмонтированным проводом.
Арматуру считают выдержавшей испытания, если:
- после приложения испытательной нагрузки не обнаружено остаточных деформаций в материале деталей, трещин и нарушения целостности покрытий;
- в стыковом или соединительном зажиме при приложении номинальной нагрузки величина проскальзывания не превышает 1 мм, испытательной нагрузки - 1,5 мм;
- в арматуре, предназначенной для удержания и фиксации проводов или тросов, не произошло проскальзывания или срыва провода или троса.
Половину образцов, выдержавших испытательную нагрузку, доводят до разрушения. Подъем нагрузки выше испытательной производят со скоростью не более 10% (от испытательной нагрузки) в 1 мин.
Арматуру считают выдержавшей испытания, если разрушение наступило при величине нагрузки не менее трехкратной от номинальной для натяжной арматуры и двухкратной - для остальной.
4.7-4.9. (Измененная редакция, Изм. N 1).
4.10. Испытание изоляторов и изолированных деталей на перепад температур должно проводиться путем двухкратного нагрева и охлаждения. Каждый цикл должен состоять из нагревания изделия в течение 15 мин в ванне с горячей водой и последующего немедленного погружения в ванну с холодной водой. Разность температур ванн должна быть не менее 50 °С. После каждого цикла испытаний температура воды в ваннах не должна измениться более чем на 2 °С. После испытания изделие не должно иметь трещин и расслоений.
4.11. Испытание электрической прочности изоляторов и изолированных деталей арматуры проводят на установке мощностью не менее 0,5 кВ·А на каждые 1000 В испытательного напряжения.
При испытании напряжение плавно повышают от нуля до требуемой величины со скоростью 0,2 кВ/с и после требуемой выдержки времени плавно снижают до нуля.
При испытании сухоразрядным напряжением изоляторы и изоляционные детали должны быть чистыми и сухими. Испытание изоляторов и изоляционных деталей мокроразрядным напряжением должно проводиться после выдержки их в течение 24 ч в воде. Ко времени испытаний на изоляционных поверхностях должна сохраняться влага. Изделие считают выдержавшим испытание, если не произошло перекрытия или пробоя изоляции и ток утечки не превысил допускаемого значения.
4.12. Проверку качества электрических контактов проводят на образцах соединения или ответвления проводов, выполненных с помощью арматуры, подлежащей испытанию. Для выполнения образцов должны использоваться отрезки новых неокисленных проводов. Точки присоединения потенциальных концов измерительных приборов и размещения датчиков температуры должны приниматься в соответствии со схемами, указанными в табл.3. Измерения проводят при протекании через контактное соединение постоянного тока номинального значения. В процессе испытания ток должен поддерживаться неизменным с погрешностью не более 3%.
Таблица 3
|
Вид соединения или ответвления проводов |
Схема испытаний |
|
1. Соединение контактных проводов стыковым зажимом |
|
|
2. Соединение контактных проводов соединительным зажимом |
|
|
3. Соединение контактного провода с многопроволочным проводом |
|
|
4. Соединение (ответвление) многопроволочных проводов |
|
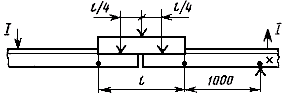
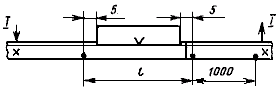
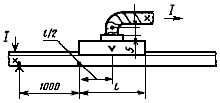
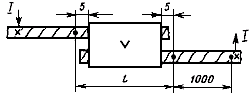
![]() - точки присоединения токовых концов;
- точки присоединения токовых концов; ![]() - точки присоединения потенциальных концов
- точки присоединения потенциальных концов
измерительных приборов; V - точки присоединения датчиков температуры; ![]() - условная длина зажимов
- условная длина зажимов
Испытания, связанные с нагревом электрических соединений, должны проводиться при скорости воздушного потока не более 0,6 м/с.
Для измерения электрических величин должны применяться приборы класса не ниже 0,5.
Арматуру считают выдержавшей испытания, если ее нагрев и сопротивление не превышают значений, обусловленных пп.1.43 и 1.44.
4.13. Массу арматуры проверяют в собранном виде на весах с погрешностью измерения не более 2%.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка
5.1.1. (Исключен, Изм. N 1).
5.1.2. На видном месте должны быть нанесены:
а) товарный знак или условное обозначение предприятия-изготовителя;
б) год изготовления (две последние цифры).
Не допускается нанесение маркировки механическим способом в местах, где это может повлечь снижение прочности изделия.
Место нанесения маркировки должно быть указано в конструкторской документации.
5.1.3. Способ маркировки должен обеспечивать ясность знаков в течение всего срока эксплуатации.
5.1.4. Транспортная маркировка тары должна производиться по ГОСТ 14192*.
_________________
* Действует ГОСТ 14192-96. - Примечание .
(Измененная редакция, Изм. N 1).
5.2. Упаковка
5.2.1. Арматура должна упаковываться в ящики по ГОСТ 2991 или связки. Допускается упаковывание арматуры в тару потребителя при транспортировании автотранспортом. Условия, обеспечивающие сохранность арматуры и защиту ее от повреждений при транспортировании и хранении, должны быть указаны в конструкторской документации.
5.2.2. Масса брутто каждого грузового места не должна превышать 50 кг.
(Измененная редакция, Изм. N 1).
5.2.3. В каждый ящик должен быть вложен упаковочный лист с указанием:
а) товарного знака или условного обозначения предприятия-изготовителя;
б) типа арматуры;
в) количества изделий в штуках или комплектах;
г) даты изготовления;
д) обозначения настоящего стандарта.
Каждая связка деталей арматуры должна иметь ярлык с указанием:
а) товарного знака или условного обозначения предприятия-изготовителя;
б) наименования изделия;
в) даты изготовления;
г) количества изделий;
д) обозначения настоящего стандарта.
5.3. Транспортирование и хранение
5.3.1. Условия транспортирования арматуры в части воздействия климатических факторов - по группе условий хранения Ж1 ГОСТ 15150 любым видом транспорта на любые расстояния.
5.3.2. Условия хранения арматуры в части воздействия климатических факторов внешней среды - по группе Ж2 ГОСТ 15150 в упаковке предприятия-изготовителя.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие арматуры требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
6.2. Гарантийный срок эксплуатации - два года со дня ввода арматуры в эксплуатацию.
ПРИЛОЖЕНИЕ 1
Справочное
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Арматура подвесная - арматура, предназначенная для подвешивания контактных проводов и тросовых систем контактных подвесок.
Арматура натяжная - арматура, предназначенная для натяжения контактных проводов и тросов контактных подвесок.
Арматура оттяжная - арматура, предназначенная для образования угла поворота контактных проводов до 8° в плане.
Арматура соединительная - арматура, служащая для соединения проводов контактных подвесок и присоединения их к спецчастям.
Арматура токопроводящая и токоподводящая - арматура, служащая для подвода электроэнергии к контактным проводам от питающих кабелей и передачи электроэнергии в местах стыковки контактных проводов.
Арматура изоляционная - арматура, изолирующая элементы контактной подвески от несущих конструкций и проводов разной полярности.
Арматура фиксирующая - арматура, предназначенная для фиксации положения контактных проводов относительно друг друга.
Нагрузка номинальная - расчетная нагрузка, при которой обеспечивается устойчивая работа арматуры в течение срока службы.
Нагрузка испытательная - максимальная нагрузка, при которой не проявляются остаточные деформации в материале деталей, трещины и нарушения целостности покрытий.
ПРИЛОЖЕНИЕ 2
Справочное
Номинальные механические нагрузки арматуры контактной сети трамвая и троллейбуса
|
Наименование |
Номинальная нагрузка |
Вид нагрузки |
|
1. Арматура натяжная |
14700 Н (1500 кг) |
Горизонтальная нагрузка |
|
2. Арматура подвесная для прямых участков сети и для кривых участков сети с изломом контактного провода в плане не более 4° |
3430 Н (350 кг) |
Вертикальная нагрузка |
|
|
1960 Н (200 кг) |
Горизонтальная нагрузка |
|
3. Арматура изоляционная, из ряда |
3430 Н (350 кг) |
Растягивающая нагрузка, маркируется на изоляторах в тоннах |
|
4. Арматура соединительная: |
|
|
|
троллейбусная |
9310 Н (950 кг) |
Растягивающая нагрузка |
|
трамвайная |
7840 Н (800 кг) |
То же |
|
5. Арматура фиксирующая |
1960 Н (200 кг) |
Горизонтальная нагрузка |
|
6. Арматура токопроводящая и токоподводящая |
Механических нагрузок не несет |
- |
|
7. Арматура оттяжная |
7840 Н (800 кг) |
Горизонтальная нагрузка |
ПРИЛОЖЕНИЯ 1, 2. (Введены дополнительно, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1997
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке