
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
22
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 6678-72
Группа Л63
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАНЖЕТЫ РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ
ДЛЯ ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ
Технические условия
Rubber sealing cups for pneumatic apparatus. Specifications
MКC 83.140.50
ОКП 25 3122
Дата введения 1974-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
В.Ю.Фрадков, Г.Р.Хачатрян, Б.X.Аврущенко, Л.А.Яковлев, В.В.Михайлов, Б.В.Ратнер, И.А.Ланда, В.Е.Билецкий, Т.И.Абрамычева, Н.А.Сухих, С.В.Волошенкова, Н.А.Мишин, Т.П.Яковлева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26 декабря 1972 г. N 2334
3. ВЗАМЕН ГОСТ 6678-53 и МН 5580-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
4.1 | |
|
ГОСТ 8.326-89 |
4.1 |
|
2.1 | |
|
2.1, 4.2 | |
|
ГОСТ 263-75 |
2.1 |
|
ГОСТ 269-66 |
4.2 |
|
ГОСТ 270-75 |
2.1 |
|
ГОСТ 288-72 |
Приложение 1 |
|
ГОСТ 892-89 |
Приложение 2 |
|
ГОСТ 1805-76 |
Приложение 1 |
|
2.6 | |
|
ГОСТ 9219-88 |
2.7 |
|
Приложение 1 | |
|
ГОСТ 9569-79 |
5.2 |
|
ГОСТ 13808-79 |
2.1 |
|
Вводная часть; 2.2 | |
|
2.2, 5.1 | |
|
ГОСТ 18573-86 |
5.2 |
|
ГОСТ 20363-88 |
Приложение 2 |
|
Приложение 1 | |
|
5.2 |
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ (октябрь 2003 г.) с Изменениями N 2, 3, 4, утвержденными в октябре 1978 г., июне 1983 г., ноябре 1989 г. (ИУС 10-78, 11-83, 2-90)
Настоящий стандарт распространяется на резиновые манжеты для уплотнения цилиндров и штоков пневматических устройств, работающих при давлении от 0,005 до 1 МПа (от 0,05 до 10 кгс/см![]() ) со скоростью возвратно-поступательного движения до 1 м/с и температуре от минус 65 до плюс 150 °С. Манжеты в зависимости от группы резины должны изготовляться следующих климатических исполнений по ГОСТ 15150:
) со скоростью возвратно-поступательного движения до 1 м/с и температуре от минус 65 до плюс 150 °С. Манжеты в зависимости от группы резины должны изготовляться следующих климатических исполнений по ГОСТ 15150:
- из резины групп 1, 1а - У2, ХЛ3.1, Т2;
- из резины групп 2, 3 - УХЛ3.1, Т2;
- из резины группы 4 - УХЛ2, Т2.
Стандарт в части конструкции и размеров не распространяется на манжеты для тормозных устройств железнодорожного транспорта, находящиеся в эксплуатации и серийном изготовлении.
(Измененная редакция, Изм. N 2, 4).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Манжеты должны изготовляться двух типов:
1 - для уплотнения цилиндра;
2 - для уплотнения штока.
1.2. Условия работы и материал манжет должны соответствовать табл.1.
Таблица 1
|
Условия работы |
Материал манжет | |||||
|
Рабочая среда |
Диапазон температур, °С |
Давление, МПа (кгс/см |
Скорость возвратно-поступательного движения м/с, при диаметре цилиндров (штоков), мм |
Группа резины |
Тип каучука для изготовления резины | |
|
до 160 |
св. 160 |
|||||
|
Воздух с парами масел или топлива |
От -55 |
От 0,005 |
До 1,0 |
До 0,5 |
1 |
СКН-18 и |
|
Воздух с парами масел |
|
|
|
|
1а |
СКН-18 |
|
Воздух с парами масел или топлива |
От -20 |
|
|
|
2 |
СКФ-26 |
|
|
От -30 |
|
|
|
3 |
СКН-40 |
|
Воздух |
От -65 |
|
|
|
4 |
СКМС-10 |
________________
* Для манжет из резины группы 1а для пневматических устройств подвижного состава железных дорог диапазон температур от минус 60 до плюс 60 °С.
Примечание. Резину группы 1 при новом проектировании не применять.
(Измененная редакция, Изм. N 4).
1.3. Размеры манжет типа 1 должны соответствовать указанным на черт.1 и в табл.2.
Для тормозных устройств железнодорожного транспорта допускается изготовлять манжеты с профилем исполнения 2.
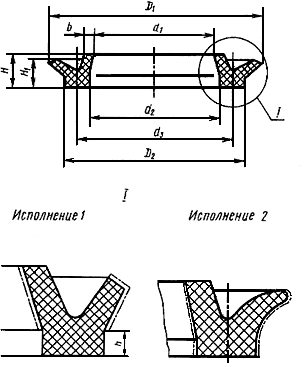
Черт.1
Таблица 2
|
Размеры в мм | |||||||||||||||||||
|
Диа- |
|
|
|
|
|
|
|
|
|
|
|
|
Спра- |
Приме- | |||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
||||||||||
|
10 |
11 |
±0,3 |
7,5 |
±0,3 |
5,0 |
1,5 |
±0,3 |
2,5 |
±0,3 |
3,5 |
±0,3 |
3,0 |
1,5 |
1,0 |
1,0 |
0,5 |
0,25 |
0,17 |
|
|
11 |
12 |
8,5 |
6,0 |
2,5 |
3,5 |
0,18 |
|||||||||||||
|
12 |
13 |
9,5 |
7,0 |
3,5 |
4,5 |
0,20 |
|||||||||||||
|
14 |
15 |
11,5 |
9,0 |
5,5 |
6,5 |
0,26 |
|||||||||||||
|
16 |
17 |
13,5 |
11,0 |
7,5 |
8,5 |
0,30 |
|||||||||||||
|
18 |
19 |
15,5 |
12,0 |
4,0 |
3,5 |
1,7 |
1,2 |
0,60 |
|||||||||||
|
20 |
21 |
17,5 |
14,0 |
9,5 |
10,5 |
0,70 |
|||||||||||||
|
22 |
23 |
±0,5 |
19,5 |
±0,5 |
16,0 |
11,5 |
12,5 |
±0,5 |
0,80 |
||||||||||
|
25 |
26 |
22,0 |
18,0 |
13,0 |
14,0 |
5,0 |
±0,5 |
4,5 |
2,0 |
1,5 |
1,5 |
1,30 |
|||||||
|
28 |
29 |
25,0 |
21,0 |
16,0 |
17,0 |
1,60 |
|||||||||||||
|
32 |
33 |
29,0 |
25,0 |
20,0 |
21,0 |
1,80 |
|||||||||||||
|
36 |
37 |
32,0 |
27,5 |
21,0 |
23,0 |
6,0 |
5,5 |
2,5 |
0,8 |
0,50 |
2,80 |
||||||||
|
40 |
41 |
36,0 |
31,5 |
25,0 |
±0,5 |
27,0 |
3,30 |
||||||||||||
|
45 |
46 |
41,0 |
36,5 |
30,0 |
32,0 |
3,60 |
|||||||||||||
|
50 |
50 |
45,0 |
40,0 |
33,0 |
35,0 |
6,5 |
6,0 |
3,0 |
2,0 |
2,0 |
4,90 |
||||||||
|
56 |
56 |
51,0 |
46,0 |
39,0 |
41,0 |
6,00 |
|||||||||||||
|
60 |
60 |
55,0 |
50,0 |
43,0 |
45,0 |
6,40 |
|||||||||||||
|
63 |
63 |
58,0 |
53,0 |
46,0 |
48,0 |
6,70 |
|||||||||||||
|
70 |
70 |
65,0 |
60,0 |
53,0 |
55,0 |
7,30 |
|||||||||||||
|
71 |
71 |
66,0 |
61,0 |
54,0 |
56,0 |
8,00 |
|||||||||||||
|
80 |
80 |
74,0 |
69,0 |
62,0 |
64,0 |
8,50 |
|||||||||||||
|
90 |
90 |
84,0 |
79,0 |
72,0 |
74,0 |
9,40 |
|||||||||||||
|
100 |
100 |
94,0 |
89,0 |
82,0 |
84,0 |
11,40 |
|||||||||||||
|
110 |
109 |
103,0 |
97,5 |
90,0 |
92,0 |
7,0 |
2,2 |
1,0 |
12,60 |
||||||||||
|
125 |
124 |
±1,0 |
118,0 |
112,5 |
105,0 |
107,0 |
14,90 |
||||||||||||
|
140 |
139 |
132,0 |
126,5 |
118,0 |
±1,0 |
121,0 |
18,70 |
||||||||||||
|
160 |
159 |
152,0 |
146,5 |
138,0 |
141,0 |
22,60 |
|||||||||||||
|
180 |
179 |
172,0 |
166,5 |
158,0 |
161,0 |
23,20 |
|||||||||||||
|
200 |
199 |
193,5 |
186,5 |
178,0 |
181,0 |
24,70 |
|||||||||||||
|
220 |
219 |
±1,5 |
213,0 |
±0,7 |
205,0 |
195,0 |
199,0 |
±0,7 |
8,0 |
7,0 |
3,5 |
2,5 |
1,2 |
27,00 |
|||||
|
250 |
249 |
243,0 |
235,0 |
225,0 |
±1,5 |
229,0 |
30,50 |
||||||||||||
|
280 |
279 |
273,0 |
265,0 |
255,0 |
259,0 |
33,70 |
|||||||||||||
|
320 |
319 |
313,0 |
305,0 |
295,0 |
299,0 |
38,50 |
|||||||||||||
|
360 |
359 |
353,0 |
345,0 |
335,0 |
339,0 |
43,30 |
|||||||||||||
|
400 |
399 |
393,0 |
385,0 |
375,0 |
379,0 |
48,10 |
|||||||||||||
Примечания:
1. При подсчете массы принята плотность резины 1,27 г/см![]() .
.
2. Пресс-формы для изготовления манжет на цилиндр, начиная с диаметра цилиндра 200 мм с размерами ![]() 192,0; 211,0; 241,0; 271,0; 311,0; 351,0 и 391,0 мм, должны быть использованы до полного износа.
192,0; 211,0; 241,0; 271,0; 311,0; 351,0 и 391,0 мм, должны быть использованы до полного износа.
(Измененная редакция, Изм. N 2, 4).
1.4. Размеры манжет типа 2 должны соответствовать указанным на черт.2 и в табл.3.

Черт.2
Таблица 3
|
Размеры в мм | |||||||||||||||||||
|
|
|
|
|
|
|||||||||||||||
|
Диаметр штока |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
|
Но- |
Пред. откл. |
|
|
|
|
|
|
Спра- |
Приме- |
|
5 |
4,0 |
±0,3 |
6 |
±0,3 |
14,0 |
±0,3 |
12 |
±0,3 |
9,0 |
4 |
±0,3 |
3,5 |
1,5 |
1,0 |
1,00 |
0,5 |
0,25 |
0,35 |
|
|
6 |
5,0 |
7 |
15,0 |
13 |
10,0 |
0,40 |
|||||||||||||
|
8 |
7,0 |
9 |
17,0 |
15 |
12,0 |
0,60 |
|||||||||||||
|
9 |
8,0 |
10 |
18,0 |
16 |
13,0 |
0,75 |
|||||||||||||
|
10 |
9,0 |
12 |
21,0 |
19 |
15,5 |
5 |
4,5 |
2,0 |
1,5 |
1,00 |
|||||||||
|
11 |
10,0 |
13 |
22,0 |
20 |
16,5 |
1,01 |
|||||||||||||
|
12 |
11,0 |
14 |
23,0 |
21 |
17,5 |
1,02 |
|||||||||||||
|
14 |
13,0 |
16 |
25,0 |
23 |
19,5 |
1,15 |
|||||||||||||
|
16 |
15,0 |
18 |
29,0 |
27 |
22,5 |
6 |
±0,5 |
5,5 |
2,5 |
1,50 |
0,8 |
2,10 |
|||||||
|
18 |
17,0 |
20 |
31,0 |
29 |
24,5 |
2,16 |
|||||||||||||
|
20 |
19,0 |
22 |
33,5 |
31 |
26,5 |
2,48 |
|||||||||||||
|
22 |
21,0 |
±0,5 |
24 |
±0,5 |
35,5 |
±0,5 |
33 |
±0,5 |
28,5 |
2,60 |
|||||||||
|
25 |
24,0 |
27 |
38,5 |
36 |
31,5 |
2,90 |
|||||||||||||
|
28 |
27,0 |
30 |
41,5 |
39 |
34,5 |
3,28 |
|||||||||||||
|
32 |
31,0 |
34 |
45,5 |
43 |
38,5 |
3,78 |
|||||||||||||
|
36 |
34,5 |
38 |
49,5 |
47 |
42,5 |
4,20 |
|||||||||||||
|
40 |
38,5 |
42 |
53,5 |
51 |
46,5 |
4,80 |
|||||||||||||
|
45 |
43,55 |
48 |
60,5 |
58 |
53,0 |
5,10 |
|||||||||||||
|
50 |
48,5 |
53 |
65,5 |
63 |
58,0 |
6,40 |
|||||||||||||
|
56 |
54,0 |
59 |
71,5 |
69 |
64,0 |
6,70 |
|||||||||||||
|
60 |
58,0 |
63 |
75,5 |
73 |
68,0 |
7,50 |
|||||||||||||
|
63 |
61,0 |
66 |
78,5 |
76 |
71,0 |
7 |
6,0 |
3,0 |
2,0 |
1,75 |
0,50 |
8,00 |
|||||||
|
70 |
68,0 |
73 |
85,5 |
83 |
78,0 |
8,92 |
|||||||||||||
|
71 |
69,0 |
74 |
86,5 |
84 |
79,0 |
10,00 |
|||||||||||||
|
80 |
78,0 |
83 |
95,5 |
93 |
88,0 |
10,50 |
|||||||||||||
|
90 |
88,0 |
93 |
105,5 |
103 |
98,0 |
11,10 |
|||||||||||||
|
100 |
98,0 |
103 |
115,5 |
113 |
108,0 |
12,20 |
|||||||||||||
|
110 |
108,0 |
113 |
125,5 |
123 |
118,0 |
13,20 |
|||||||||||||
|
125 |
123,0 |
128 |
140,5 |
138 |
133,0 |
14,70 |
|||||||||||||
|
140 |
138,0 |
143 |
155,5 |
153 |
148,0 |
16,20 |
|||||||||||||
|
160 |
158,0 |
163 |
175,5 |
173 |
168,0 |
18,20 |
|||||||||||||
|
180 |
178,0 |
183 |
195,5 |
193 |
188,0 |
20,20 |
|||||||||||||
|
200 |
198,0 |
203 |
215,5 |
213 |
208,0 |
22,20 |
|||||||||||||
Примечание. При подсчете массы принята плотность резины 1,27 г/см![]()
1.3, 1.4. (Измененная редакция, Изм. N 3, 4).
1.5. Условное обозначение манжет строят по следующей структуре:
|
Манжета |
X |
-XXX- |
X |
ГОСТ 6678-72 | ||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
Пример условного обозначения манжеты типа I для диаметра цилиндра 25 мм из резины группы 3:
Манжета 1-025-3 ГОСТ 6678-72
То же, типа 2 для диаметра штока 10 мм из резины группы 1:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Манжеты должны изготовляться из резин с физико-механическими показателями, указанными в табл.4.
Таблица 4
|
Наименование показателя |
Норма для резины группы |
Метод испытания |
Периодичность проверки резины для манжет | |||||
|
1 |
1а |
2 |
3 |
4 |
общего назна- |
тормозных устройств железно- | ||
|
1. Условная прочность при растяжении, МПа (кгс/см |
7,8 (80) |
7,8 (80) |
11,8 (120) |
9,8 (100) |
8,8 (90) |
ГОСТ 270. Образец типа 1 толщиной 2 мм |
Один раз в месяц |
От каждой закладки резиновой смеси |
|
2. Относительное удлинение при разрыве, %, не менее |
160 |
140 |
120 |
120 |
160 |
ГОСТ 270. Образец типа 1 толщиной 2 мм |
||
|
3. Твердость в единицах Шора А, в пределах |
70-80 |
70-80 |
70-80 |
80-90 |
70-80 |
ГОСТ 263 |
||
|
4. Относительная остаточная деформация после старения в воздушной среде при сжатии 20% при температуре 100 °С в течение 24 ч, %, не более |
60 |
60 |
20 |
70 |
60 |
ГОСТ 9.029, метод Б |
||
|
5. Изменение массы, %, после воздействия в течение 24 ч: |
||||||||
|
5.1. При температуре 70 °С стандартных масел: |
||||||||
|
СЖР-1 |
- |
- |
- |
От -7 |
- |
ГОСТ 9.030, метод А |
||
|
СЖР-2 |
- |
- |
- |
От -5 |
- |
|||
|
СЖР-3 |
От -5 |
От -3 |
- |
От -4 |
- |
|||
|
5.2. При температуре 150 °С стандартного масла |
||||||||
|
СЖР-3 |
- |
- |
От -1 |
- |
- |
|||
|
6. Коэффициент морозостойкости по эластическому восстановлению после сжатия, не менее, при температуре: |
ГОСТ 13808 |
|||||||
|
минус 15 °С |
0,2 |
|||||||
|
минус 25 °С |
0,2 |
|||||||
|
минус 55 ° С |
0,15 |
0,2 |
||||||
|
минус 65 °С |
0,2 |
|||||||
2.2. Резины, применяемые для изготовления манжет, предназначенных для районов с тропическим климатом, должны соответствовать требованиям группы III (резины групп 1, 1а, 2, 3) и группы II (резины группы 4) по ГОСТ 15152 категории размещения изделия 2 по ГОСТ 15150.
2.1, 2.2. (Измененная редакция, Изм. N 4).
2.3. Изменение массы при набухании образцов, вырезанных из готовых манжет, должно соответствовать нормам для резин, указанных в табл.4. Норма по набуханию образцов, вырезанных из готовых манжет для цилиндров и штоков диаметром до 40 мм, уточняется по согласованию предприятия-изготовителя с потребителем.
2.4. (Исключен, Изм. N 4).
2.5. Поверхности манжет должны быть гладкими.
На рабочей поверхности дефекты не допускаются.
На нерабочей поверхности манжет не допускаются: пузыри, трещины, риски, выступы, углубления, отпечатки прессформ высотой более 0,2 мм и длиной более 2 мм; включения и следы от включений, недопрессовка, вмятины, раковины глубиной более 0,3 мм; выступающие и втянутые заусенцы более 1,0 мм.
Допускаются: отсутствие глянца и разнотон, следы стыковки без расслоений (для манжет из резины группы 2).
Облой в местах разъема прессформ должен быть удален. В местах удаления облоя не допускается фаска размером более 0,5 мм.
(Измененная редакция, Изм. N 2).
2.6. Качество поверхности манжеты должно быть обеспечено пресс-формой. Формующая поверхность пресс-формы должна иметь по ГОСТ 2789 параметр шероховатости ![]() мкм. Разъем пресс-форм не должен приходиться на рабочие поверхности манжеты.
мкм. Разъем пресс-форм не должен приходиться на рабочие поверхности манжеты.
(Измененная редакция, Изм. N 2, 4).
2.6а. Все размеры манжет, кроме ![]() ,
, ![]() ,
, ![]() и
и ![]() обеспечиваются инструментом (пресс-формой).
обеспечиваются инструментом (пресс-формой).
(Введен дополнительно, Изм. N 4).
2.7. При условии соблюдения требований по установке и эксплуатации манжет (приложение 1) в зависимости от наибольшего значения параметра шероховатости трущихся поверхностей штока или цилиндра 95%-ный ресурс манжет должен быть не менее 115 км при ![]() не более 1 мкм или не менее 175 км при
не более 1 мкм или не менее 175 км при ![]() не более 0,32 мкм.
не более 0,32 мкм.
В конце ресурса допустимая величина падения давления воздуха в уплотняемой полости в течение 3 мин не должна быть более 0,005 МПа (0,05 кгс/см![]() ) для манжет из всех групп резин, кроме манжет из резины группы 1а для пневматических устройств подвижного состава железных дорог; для манжет из резины группы 1а для пневматических устройств подвижного состава железных дорог допускается падение давления до 0,02 МПа (0,2 кгс/см
) для манжет из всех групп резин, кроме манжет из резины группы 1а для пневматических устройств подвижного состава железных дорог; для манжет из резины группы 1а для пневматических устройств подвижного состава железных дорог допускается падение давления до 0,02 МПа (0,2 кгс/см![]() ); для манжет из резины группы 1а для пневматических приводов электрических тяговых аппаратов подвижного состава железных дорог по ГОСТ 9219 (п.6.5.2) допускается падение давления до 0,01 МПа (0,1 кгс/см
); для манжет из резины группы 1а для пневматических приводов электрических тяговых аппаратов подвижного состава железных дорог по ГОСТ 9219 (п.6.5.2) допускается падение давления до 0,01 МПа (0,1 кгс/см![]() ).
).
(Измененная редакция, Изм. N 4).
2.8. Срок сохраняемости манжет с момента изготовления должен составлять не менее четырех лет.
3. ПРАВИЛА ПРИЕМКИ
3.1. Манжеты должны подвергаться приемосдаточным, периодическим и типовым испытаниям.
3.2. При приемосдаточных испытаниях внешнему осмотру следует подвергать 100% манжет; для проверки размеров ![]() ,
, ![]() ,
, ![]() и
и ![]() - 0,5% от партии, но не менее 5 шт.
- 0,5% от партии, но не менее 5 шт.
Манжеты для тормозных устройств железнодорожного транспорта дополнительно проверяют на изменение массы при набухании на 0,1% манжет от каждой партии, но не менее 3 шт.
Результаты выборочных проверок распространяют на всю партию.
3.3. При периодических испытаниях проверка физико-механических показателей резины должна соответствовать указанной в табл.4.
Изменение массы манжет при набухании проверяют один раз в три месяца. Проверке подвергают 0,1% манжет от партии, но не менее 3 шт.
Для резины группы 3 изменение массы проверяют на одном из стандартных масел СЖР-1, СЖР-2, СЖР-3.
Морозостойкость манжет проверяют один раз в три месяца. Проверке подвергают 0,5% манжет от партии, но не менее 5 шт.
3.2, 3.3. (Измененная редакция, Изм. N 2, 4).
3.4. При типовых испытаниях профиль и исполнительные размеры манжет должны проверяться при приемке новых и отремонтированных пресс-форм в количестве не менее двух образцов с каждого гнезда пресс-формы.
(Измененная редакция, Изм. N 2).
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному показателю проводят повторные испытания по этому показателю на удвоенном количестве образцов, взятых из той же партии.
Результаты повторных испытаний являются окончательными.
Примечание. Партией считают манжеты одного типоразмера, изготовленные из одной группы резины в количестве не более 1000 шт.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид манжет проверяют осмотром или сравнением с контрольным образцом, утвержденным в установленном порядке.
Размеры манжет ![]() ,
, ![]() ,
, ![]() и
и ![]() при приемосдаточных испытаниях следует контролировать универсальным или специальным измерительным инструментом, обеспечивающим заданную точность измерения, с учетом погрешности измерения по ГОСТ 8.051, при этом специальный инструмент должен быть аттестован в соответствии с ГОСТ 8.326*.
при приемосдаточных испытаниях следует контролировать универсальным или специальным измерительным инструментом, обеспечивающим заданную точность измерения, с учетом погрешности измерения по ГОСТ 8.051, при этом специальный инструмент должен быть аттестован в соответствии с ГОСТ 8.326*.
________________
* На территории Российской Федерации действуют ПР 50.2.009-94.
Размеры профиля сечения манжет (все размеры, кроме размеров ![]() ,
, ![]() и
и ![]() ) следует контролировать в соответствии с методом, указанным в приложении 2.
) следует контролировать в соответствии с методом, указанным в приложении 2.
(Измененная редакция, Изм. N 2, 4).
4.2. Физико-механические показатели резин проверяют по ГОСТ 269 и в соответствии с табл.4.
Изменение массы манжет при набухании проверяют по ГОСТ 9.030 на образцах, вырезанных из готовых манжет, массой 1-3 г.
(Измененная редакция, Изм. N 2).
4.3. (Исключен, Изм. N 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Манжеты для диаметра цилиндра свыше 25 мм и для диаметра штока свыше 18 мм должны иметь рельефную маркировку, обеспечиваемую пресс-формой, с указанием:
- наименования или товарного знака предприятия-изготовителя;
- условного обозначения манжеты (без слова "манжета");
- года изготовления (две последние цифры), каждый последующий год должен быть обозначен точкой.
Место маркировки манжет должно соответствовать указанному на черт.1, 2.
Рельефная маркировка на манжетах для диаметра цилиндра до 25 мм включительно и для диаметра штока до 18 мм включительно должна содержать только год изготовления манжет, а остальные указанные данные приводить на ярлыке, прилагаемом к каждой партии манжет. По согласованию изготовителя с потребителем для этих манжет допускается рельефную маркировку наносить на другой нерабочей поверхности.
Манжеты из резин всех групп, предназначенные для эксплуатации в тропических условиях, должны иметь маркировку несмываемой желтой краской в виде полосы или точки по ГОСТ 15152.
5.2. Готовые манжеты одного типоразмера и одной группы резины должны быть завернуты в бумагу и упакованы в ящики по ГОСТ 21140 и ГОСТ 18573, выложенные водонепроницаемой бумагой или парафинированной бумагой по ГОСТ 9569.
Масса брутто ящика должна быть не более 50 кг.
Допускается упаковка в общую тару манжет разных партий, завернутых по отдельности в парафинированную бумагу.
Указанный вид упаковки манжет распространяется и на случаи их контейнерных перевозок.
Допускается по согласованию изготовителя с потребителем другой вид упаковки, обеспечивающий сохранность манжет при транспортировании.
(Измененная редакция, Изм. N 2).
5.3. На каждый ящик должна быть нанесена маркировка или прикреплен ярлык с указанием:
- наименования предприятия-изготовителя или его товарного знака;
- условного обозначения манжет;
- количества манжет в ящике;
- обозначения настоящего стандарта.
5.4. Каждая партия манжет должна сопровождаться документом, подтверждающим соответствие манжет требованиям настоящего стандарта и содержащим:
- наименование предприятия-изготовителя или его товарный знак;
- условное обозначение манжет;
- номер партии;
- количество манжет в партии;
- дату изготовления;
- результаты проведенных испытаний или подтверждение о соответствии продукции требованиям настоящего стандарта;
- обозначение настоящего стандарта;
- подписи представителя заказчика, если изделие подлежит его приемке.
(Измененная редакция, Изм. N 2, 4),
5.5. При транспортировании и хранении манжет не допускается их деформация.
5.6. Манжеты должны храниться в упакованном виде в закрытом помещении при температуре от 0 до 25 °С и относительной влажности воздуха 50-85% на расстоянии не менее 1 м от отопительных приборов.
При хранении манжеты не должны подвергаться воздействию солнечных лучей и веществ, разрушающих резину,
Допускается хранить манжеты в упакованном виде при температуре до минус 25 °С.
После хранения при отрицательной температуре перед монтажом манжеты должны быть выдержаны при температуре (20±5) °С в течение 24 ч.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие манжет требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения, установленных стандартом.
6.2. Гарантийный срок хранения манжет из резин групп 2, 3, 4 - два года со дня приемки их службой технического контроля предприятия-изготовителя.
Гарантийный срок эксплуатации манжет из резины групп 2, 3, 4 - три года со дня ввода их в эксплуатацию.
Днем ввода манжет в эксплуатацию считают день установки их в сборочные единицы.
Гарантийный срок хранения и эксплуатации манжет из резин групп 1 и 1а - три года.
Гарантийная наработка манжет - 10 км.
(Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 1
ТРЕБОВАНИЯ К УСТАНОВКЕ И ЭКСПЛУАТАЦИИ МАНЖЕТ
1. Примеры применения манжет приведены на черт.1
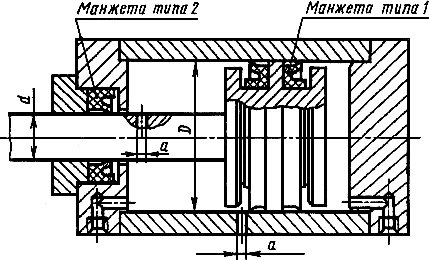
Черт.1
На рабочей поверхности цилиндра или штока, по которой перемещается манжета, допускаются поперечные отверстия ![]() диаметром не более 1,5 мм.
диаметром не более 1,5 мм.
2. Конструкция и размеры канавок под манжеты
2.1. Конструкция и размеры канавок под манжеты типа 1 (для уплотнения цилиндра) должны соответствовать черт.2 и табл.1.
Примечание. Радиальное биение поверхности А относительно поверхности Б - не более 0,03 мм.

Черт.2
Таблица 1
|
мм | ||||
|
Диаметр цилиндра |
|
|
|
|
|
10 |
3,5 |
9,4 |
6,5 |
3,8 |
|
11 |
4,5 |
10,4 |
7,5 |
|
|
12 |
5,5 |
11,4 |
8,5 |
|
|
14 |
7,5 |
13,4 |
10,5 |
|
|
16 |
9,5 |
15,4 |
12,5 |
|
|
18 |
|
17,4 |
4,4 | |
|
20 |
11,5 |
19,4 |
14,5 |
|
|
22 |
13,5 |
21,4 |
16,5 |
|
|
25 |
15,0 |
24,4 |
19,3 |
5,5 |
|
28 |
18,0 |
27,4 |
22,3 |
|
|
32 |
22,0 |
31,3 |
26,3 |
|
|
36 |
24,0 |
35,3 |
28,3 |
6,6 |
|
40 |
28,0 |
39,3 |
32,3 |
|
|
45 |
33,0 |
44,3 |
37,3 |
|
|
50 |
37,0 |
49,3 |
42,5 |
7,2 |
|
56 |
43,0 |
55,3 |
48,5 |
|
|
60 |
47,0 |
59,3 |
52,5 |
|
|
63 |
50,0 |
62,3 |
55,5 |
|
|
70 |
57,0 |
69,3 |
62,5 |
|
|
71 |
58,0 |
70,3 |
63,5 |
|
|
80 |
67,0 |
79,3 |
72,5 |
|
|
90 |
77,0 |
89,3 |
82,5 |
|
|
100 |
87,0 |
99,3 |
92,5 |
|
|
110 |
96,0 |
109,0 |
101,5 |
7,7 |
|
125 |
112,0 |
124,0 |
117,5 |
|
|
140 |
126,0 |
139,0 |
131,5 |
|
|
160 |
146,0 |
159,0 |
151,5 |
|
|
180 |
166,0 |
179,0 |
171,5 |
|
|
200 |
186,0 |
199,0 |
191,5 |
|
|
220 |
204,0 |
218,8 |
209,5 |
8,8 |
|
250 |
234,0 |
248,8 |
239,5 |
|
|
280 |
264,0 |
278,8 |
269,5 |
|
|
320 |
304,0 |
318,8 |
309,5 |
|
|
360 |
344,0 |
358,8 |
349,5 |
|
|
400 |
384,0 |
398,8 |
389,5 |
|
(Измененная редакция, Изм. N 2).
2.2. Конструкция и размеры канавок под манжеты типа 2 (для уплотнения штока) должны соответствовать черт.3 и табл.2.

Черт.3
Таблица 2
|
мм | ||||
|
Диаметр штока |
|
|
|
|
|
5 |
13 |
5,4 |
10,0 |
4,4 |
|
6 |
14 |
6,4 |
11,0 |
|
|
8 |
16 |
8,4 |
13,0 |
|
|
9 |
17 |
9,4 |
14,0 |
5,5 |
|
10 |
20 |
10,4 |
17,0 |
|
|
11 |
21 |
11,4 |
18,0 |
|
|
12 |
22 |
12,4 |
19,0 |
|
|
14 |
24 |
14,4 |
21,0 |
|
|
16 |
28 |
16,4 |
23,7 |
6,6 |
|
18 |
30 |
18,4 |
25,7 |
|
|
20 |
32 |
20,4 |
27,7 |
|
|
22 |
34 |
22,4 |
29,7 |
|
|
25 |
37 |
25,4 |
32,7 |
|
|
28 |
40 |
28,4 |
35,7 |
|
|
32 |
44 |
32,4 |
39,0 |
|
|
36 |
48 |
36,4 |
43,0 |
|
|
40 |
52 |
40,4 |
47,0 |
|
|
45 |
59 |
45,8 |
54,0 |
7,7 |
|
50 |
64 |
50,8 |
59,0 |
|
|
56 |
70 |
56,8 |
65,0 |
|
|
60 |
74 |
60,8 |
69,0 |
|
|
63 |
77 |
63,8 |
72,0 |
|
|
70 |
84 |
70,8 |
79,0 |
|
|
71 |
85 |
71,8 |
81,0 |
|
|
80 |
94 |
80,8 |
89,0 |
|
|
90 |
104 |
90,8 |
99,0 |
|
|
100 |
114 |
100,8 |
109,0 |
|
|
110 |
124 |
110,8 |
119,0 |
|
|
125 |
139 |
125,8 |
134,0 |
|
|
140 |
154 |
140,8 |
149,0 |
|
|
160 |
174 |
160,8 |
169,0 |
|
|
180 |
194 |
180,8 |
189,0 |
|
|
200 |
214 |
200,8 |
209,0 |
|
(Измененная редакция, Изм. N 2).
3. Канавки под манжеты
3.1. Для манжет типов 1 и 2 при диаметрах цилиндров и штоков до 20 мм поршни и корпуса должны быть разъемными, а свыше 20 мм могут быть как разъемными, так и неразъемными.
3.2. Для манжет типов 1 и 2 рекомендуются канавки полного профиля исполнения 1. Канавки с низким буртом исполнения 2 допускаются для манжет на цилиндр и шток размером до 125 мм.
Для остальных манжет допускается применять канавки исполнения 2 только в машинах и узлах, находящихся в эксплуатации и серийном производстве.
(Измененная редакция, Изм. N 3).
3.3. Манжеты типа 1 для диаметров цилиндра от 22 до 50 мм при неразъемном поршне рекомендуется устанавливать:
- в канавки исполнения 1 - с помощью конусной оправки согласно черт.4 и табл.3;
- в канавки исполнения 2 - без применения оправки.
Во всех остальных случаях манжеты типов 1 и 2 устанавливаются без специальных приспособлений.
Черт.4
Таблица 3
|
мм | ||||||
|
Уплотняемый диаметр цилиндра |
22 |
25 |
32 |
36 |
40 |
45 |
|
Внутренний диаметр манжеты |
12,5 |
14 |
21 |
23 |
27 |
32 |
|
Наибольший допустимый диаметр оправки |
25 |
28 |
38 |
40 |
48 |
57 |
(Измененная редакция, Изм. N 4).
3.4. Канавки с размерами D (пред. откл. d11), равными ![]() (черт.2);
(черт.2); ![]() (пред. откл. H11), равными
(пред. откл. H11), равными ![]() (черт.3) допускается изготавливать для машин и узлов, находящихся в эксплуатации и серийном производстве.
(черт.3) допускается изготавливать для машин и узлов, находящихся в эксплуатации и серийном производстве.
(Введен дополнительно, Изм. N 2).
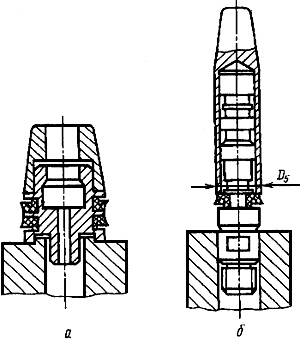
4. Для удобства монтажа поршней рекомендуется изготовлять заходные конусы в оправках (черт.5) или непосредственно в цилиндрах (черт.6).

Черт.5

Черт.6
Диаметр фаски определяют по формуле![]() ,
,
где ![]() - наружный диаметр манжеты типа 1 в сборе;
- наружный диаметр манжеты типа 1 в сборе;![]() - выбирают по табл.4.
- выбирают по табл.4.
Таблица 4
|
мм | |
|
|
|
|
От 10 до 80 |
3,0 |
|
Св. 80 " 125 |
5,0 |
|
" 125 " 200 |
6,0 |
|
" 200 |
7,0 |
5. Для удобства монтажа штоков рекомендуется изготовлять на них заходные конуса (черт.7).

Черт.7
Диаметр фаски определяют по формуле![]() ,
,
где ![]() - внутренний диаметр манжеты типа 2 в сборе;
- внутренний диаметр манжеты типа 2 в сборе;![]() - выбирают по табл.5.
- выбирают по табл.5.
Таблица 5
|
мм | |
|
|
|
|
От 5 до 28 |
1,5 |
|
Св. 28 " 50 |
2,0 |
|
" 50 |
2,5 |
6. Манжеты и уплотняемые поверхности деталей должны быть смазаны:
- в пневматических цилиндрах подачей распыленного масла (индустриальное 20 по ГОСТ 20799) в сжатом воздухе;
- для манжет из резины групп 1 и 1а смазкой ЖТ-72, из резины группы 4 смазкой ЖТ-72 или ЦИАТИМ-221 по ГОСТ 9433.
(Измененная редакция, Изм. N 4).
7. При перемещении поршня или штока на длину более 15 мм и при использовании смазок на нефтяной основе рекомендуется применять смазочное кольцо из тонкошерстного войлока по ГОСТ 288, пропитанного маслом МВП по ГОСТ 1805 или смазкой ЖТ-72 (черт.8). Допускается установка войлочного кольца 2 перед манжетой.

1 - место закладки смазки; 2 - войлочное кольцо.
Черт.8
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОД КОНТРОЛЯ РАЗМЕРОВ СЕЧЕНИЯ МАНЖЕТ
Сущность метода заключается в сравнении увеличенного среза сечения манжеты (профиля манжеты) с чертежом сечения манжеты (шаблоном манжеты), выполненным в соответствующем масштабе.
Масштабы увеличения среза сечения манжеты и чертежа сечения манжеты (шаблона манжеты) устанавливают 1:20.
1. Подготовка среза сечения манжеты
Срез сечения манжеты следует выполнять рассечением манжеты по оси в двух взаимно перпендикулярных направлениях и срезанием от каждого из четырех сечений не менее одного среза образца толщиной 0,5 мм.
2. Подготовка профиля манжеты
2.1. Профиль манжеты следует вычерчивать по тени среза сечения манжеты, увеличенного на светопроекторе.
2.2. Профиль манжеты вычерчивают от руки на бумажной натуральной кальке по ГОСТ 892 или на прозрачной чертежной бумаге по ГОСТ 20363 карандашом сплошной линией толщиной не более 0,4 мм. Допускаемое отклонение линий профиля от истинного значения увеличенного сечения манжеты не должно быть более ±0,5 мм.
3. Построение чертежа сечения манжеты (шаблона манжеты)
3.1. Шаблон манжеты должен быть выполнен тушью в соответствующем масштабе сплошными линиями толщиной не более 0,3 мм на бумажной натуральной кальке по ГОСТ 892. Допустимое отклонение линии шаблона от истинного значения размеров увеличенного сечения манжеты не должно быть более ±0,5 мм.
3.2. Шаблон манжет типов 1 и 2 должен быть выполнен в соответствии с черт.1 и 2 и состоять из трех сечений, совмещенных по оси симметрии, выполненных с максимальными, номинальными и минимальными размерами.
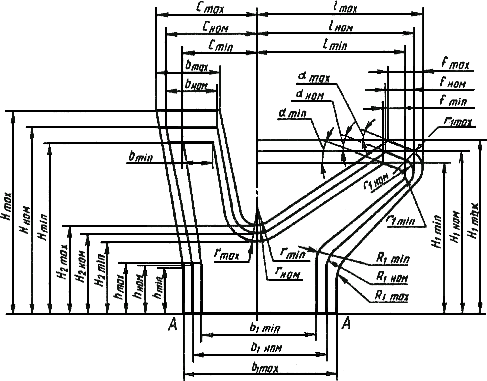
Черт.1

Черт.2
3.3. Шаблон манжеты типа 1 необходимо выполнять в следующем порядке.
3.3.1. Провести вертикальную ось симметрии сечения манжеты и линию основания - АА.
3.3.2. Отложить от линии АА максимальные, номинальные и минимальные высоты манжет ![]() и
и ![]() (
(![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ) и провести через них линии, параллельные линии АА.
) и провести через них линии, параллельные линии АА.
Аналогично отложить высоты тела манжеты - ![]() ,
, ![]() ,
, ![]() .
.
3.3.3. Отложить симметрично относительно вертикальной оси на линии АА максимальную, номинальную и минимальную ширину тела манжеты
![]() ,
, ![]() ,
,
![]()
и провести через них отрезки, параллельные вертикальной оси, соответствующие ![]() ,
, ![]() ,
, ![]() с правой и
с правой и ![]() ,
, ![]() ,
, ![]() с левой стороны от оси манжет соответственно.
с левой стороны от оси манжет соответственно.
3.3.4. Отложить размеры
на высоте ![]()
![]() ,
,
на высоте ![]()
![]()
и
на высоте ![]()
![]()
слева от оси манжеты.
3.3.5. Соединить конечные точки отрезков ![]() ,
, ![]() ,
, ![]() с конечными точками
с конечными точками ![]() ,
, ![]() ,
, ![]() соответственно слева от оси манжеты.
соответственно слева от оси манжеты.
3.3.6. Провести дуги радиусов с центрами на оси манжеты.
![]() на высоте
на высоте ![]()
![]() на высоте
на высоте ![]()
![]() на высоте
на высоте ![]()
3.3.7. Отложить отрезки ![]() ,
, ![]() ,
, ![]() вправо от размеров
вправо от размеров ![]() ,
, ![]() ,
, ![]() соответственно.
соответственно.
3.3.8. Провести касательные от крайних правых точек ![]() ,
, ![]() ,
, ![]() к
к ![]() ,
, ![]() ,
, ![]() соответственно.
соответственно.
3.3.9. Отложить размеры
![]() ,
, ![]() ,
,
![]()
на высотах ![]() ,
, ![]() и
и ![]() соответственно с правой стороны от оси манжеты.
соответственно с правой стороны от оси манжеты.
3.3.10. Отложить от конечных точек отрезков ![]() размеры
размеры ![]() влево к оси манжеты:
влево к оси манжеты:
14 мм от ![]() ,
,
12 мм от ![]() ,
,
10 мм от ![]() .
.
3.3.11. От крайних левых точек размеров ![]() провести фаски до пересечения с соответствующими размерными линиями параллельными оси манжеты под углами:
провести фаски до пересечения с соответствующими размерными линиями параллельными оси манжеты под углами:
18° от ![]() ,
,
15° от ![]() ,
,
12° от ![]() .
.
3.3.12. От конечных левых точек размеров ![]() провести касательные к дугам радиусов
провести касательные к дугам радиусов
от ![]() к
к ![]() ,
,
от ![]() к
к ![]() ,
,
от ![]() к
к ![]() .
.
3.3.13. Провести дуги радиусов ![]() скруглений:
скруглений:
![]() через
через ![]() ,
,
![]() через
через ![]() ,
,
![]() через
через ![]() ,
,
касательные к линиям параллельным оси манжеты, проходящим через конечные правые точки размеров ![]() и провести через точки касания линии до пересечения с конечными точками
и провести через точки касания линии до пересечения с конечными точками ![]() ,
, ![]() ,
, ![]() соответственно с правой стороны манжеты.
соответственно с правой стороны манжеты.
3.3.14. Провести радиусы скруглений ![]() на минимальном,
на минимальном, ![]() на максимальном и
на максимальном и ![]() на номинальном шаблонах манжеты.
на номинальном шаблонах манжеты.
3.3.15. Манжеты типа 1 проверяют по шаблонам на черт.1. Профили манжет проверяют путем наложения профилей манжет на чертежи шаблонов манжет.
Наложение профилей манжет следует производить так, чтобы линии оснований манжет совпали с линиями АА чертежей шаблонов манжет.
3.4. Шаблоны манжет типа 2 необходимо выполнять в следующем порядке:
пп.3.4.1-3.4.3 - аналогично пп.3.3.1-3.3.3.
3.4.4. Отложить размеры
![]() на высоте
на высоте ![]() ,
,![]() на высоте
на высоте ![]() ,
,![]() на высоте
на высоте ![]()
справа от оси манжет.
3.4.5. Соединить конечные точки отрезков ![]() ,
, ![]() ,
, ![]() с конечными точками
с конечными точками ![]() ,
, ![]() ,
, ![]() соответственно справа от оси манжеты.
соответственно справа от оси манжеты.
3.4.6. Аналогично п.3.3.6.
3.4.7. Отложить ![]() ,
, ![]() ,
, ![]() влево от размеров
влево от размеров ![]() ,
, ![]() ,
, ![]() соответственно.
соответственно.
3.4.8. Провести касательные от крайних левых точек ![]() ,
, ![]() ,
, ![]() к дугам радиусов
к дугам радиусов ![]() ,
, ![]() ,
, ![]() соответственно.
соответственно.
3.4.9. Отложить размеры
![]() ,
, ![]() ,
,
![]()
на высотах ![]() ,
, ![]() ,
, ![]() соответственно с левой стороны от оси манжеты.
соответственно с левой стороны от оси манжеты.
3.4.10. От крайних правых точек размеров ![]() провести фаски под углами:
провести фаски под углами:
18° от ![]() ,
,
15° от ![]() ,
,
12° от ![]()
до пересечения с соответствующими размерными линиями параллельными оси манжеты.
3.4.11. От конечных правых точек размеров ![]() провести касательные к дугам радиусов:
провести касательные к дугам радиусов:
от ![]() к
к ![]() ,
,
от ![]() к
к ![]() ,
,
от ![]() к
к ![]() .
.
3.4.12. Провести дуги радиусов скруглений ![]() :
:
![]() через
через ![]() ,
,
![]() через
через ![]() ,
,
![]() через
через ![]() ,
,
касательные к линиям параллельным оси манжеты, проходящим через конечные левые точки размеров ![]() , и провести через точки касания линии до пересечения с конечными точками
, и провести через точки касания линии до пересечения с конечными точками ![]() ,
, ![]() ,
, ![]() соответственно с левой стороны манжеты.
соответственно с левой стороны манжеты.
3.4.13. Провести радиусы скруглений ![]() на минимальном,
на минимальном, ![]() на максимальном и
на максимальном и ![]() на номинальном шаблонах манжеты.
на номинальном шаблонах манжеты.
3.4.14. Манжеты типа 2 проверяют по шаблону черт.2. Профили манжет типов 1 и 2 должны находиться между максимальными и минимальными сечениями шаблона манжеты.
ПРИЛОЖЕНИЕ 3
Справочное
Марки резины и каучука для изготовления манжет
|
Группа резины |
Марка | |
|
|
каучука |
резины |
|
1 |
СКН-18 или СКН-18С, |
7-6659 |
|
1а |
СКН-18 или СКН-18С |
7-7130 |
|
2 |
СКФ-26 |
ИРП-1287 |
|
3 |
СКН-40 или СКН-40С, |
7-3825 |
|
4 |
СКМС-10 или СКМС-10К |
ИРП-1329 |
ПРИЛОЖЕНИЯ 2, 3. (Введены дополнительно, Изм. N 4).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации Светлана Бессараб: все социальные обязательства государства будут выполнены
Светлана Бессараб: все социальные обязательства государства будут выполнены  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке