
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
23
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
РД 34.17.307-89
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ УГЛОВЫХ СВАРНЫХ СОЕДИНЕНИЙ
ШТУЦЕРОВ С ДОНЫШКАМИ КОЛЛЕКТОРОВ ПАРОВЫХ КОТЛОВ
ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
Срок действия с 01.07.89 г.
до 01.01.95 г.*
_______________________
* См. ярлык "Примечание".
РАЗРАБОТАНО Предприятием "Уралтехэнерго" Производственного объединения по наладке, совершенствованию технологии и эксплуатации электростанций и сетей "Союзтехэнерго"
ИСПОЛНИТЕЛИ Б.В.Бархатов, С.П.Перевалов, В.А.Марковский
УТВЕРЖДЕНО Главным научно-техническим управлением энергетики и электрификации СССР 30.05.89 г.
Главный инженер В.В.Нечаев
Настоящие Методические указания распространяются на угловые сварные соединения глухих штуцеров с донышками коллекторов, имеющие конструктивный непровар.
Методические указания не распространяются на сварные соединения, отремонтированные наплавкой с применением аустенитных электродов.
Методические указания устанавливают порядок проведения ультразвуковой дефектоскопии указанных сварных соединений, наружный диаметр штуцера которых от 108 до 133 мм, а толщина стенки от 8 до 17 мм.
Ультразвуковую дефектоскопию в качестве метода контроля в соответствии с настоящими Методическими указаниями рекомендуется применять, как вспомогательный способ оценки качества ремонтных заварок рассматриваемых соединений.
С введением в действие настоящих Методических указаний утрачивают силу "Методические указания по дефектоскопическому контролю угловых сварных соединений штуцеров с донышками коллекторов паровых котлов тепловых электростанций" (М.: СПО ОРГРЭС, 1977).
Ультразвуковую дефектоскопию необходимо выполнять после проведения следующих видов контроля:
1) визуального, в соответствии с "Руководящими техническими материалами по сварке при монтаже оборудования тепловых электростанций PTM-1C-81" (М.: Энергоиздат, 1982);
2) магнитного, в соответствии с "Инструкцией по применению портативных намагничивающих устройств для проведения магнитно-порошковой дефектоскопии деталей энергооборудования без зачистки поверхностей" (М.: СПО Союзтехэнерго, 1978).
Ультразвуковую дефектоскопию следует проводить при отсутствии недопустимых дефектов по результатам визуального и магнитного контроля и соответствия геометрических размеров катетов швов требованиям PTM-1C-81.
При ультразвуковой дефектоскопии выявляются дефекты типа трещин, непроваров, пор, шлаковых включений, за исключением дефектов в корневой части шва и околошовной зоне, примыкающим к конструктивному непровару.
1. АППАРАТУРА
1.1. При подготовке к контролю и контроле следует использовать:
1) ультразвуковой дефектоскоп не ниже второй группы по ГОСТ 23049-84. В соответствии с требованиями ГОСТ 8.513-84* дефектоскопы должны быть поверены. Основные параметры и характеристики дефектоскопов должны соответствовать ГОСТ 23049-84 и паспортным данным дефектоскопов;
_______________
* На территории Российской Федерации действуют ПР 50.2.006-94. - Примечание .
2) наклонные преобразователи на частоту 5 МГц. Значение частоты ультразвуковых колебаний и положение метки, соответствующей точке выхода луча, должны удовлетворять требованиям ГОСТ 14782-86. Угол ввода должен составлять (50±2,5)°. Ширина углового захвата должна составлять (8±2)°. Угол ввода и ширину углового захвата следует измерять согласно РД 50-407-83. Стрела преобразователя не должна превышать 6 мм. Допускается стачивать переднюю кромку призмы для уменьшения размера стрелы;
3) стандартные образцы СО-1, СО-2, СО-3 по ГОСТ 14782-86;
4) испытательные образцы (стандартные образцы предприятия) по рис.1, которые следует изготавливать из материала штуцера контролируемого сварного соединения. В качестве искусственного отражателя необходимо использовать плоский угловой отражатель (зарубку) площадью 4 мм![]() . Образцы должны быть аттестованы в соответствии с требованиями "Основных положений по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций" ОП N 501 ЦД-75 (М.: СПО Союзтехэнерго, 1978). Допускается изготавливать искусственные отражатели электроэррозионным методом.
. Образцы должны быть аттестованы в соответствии с требованиями "Основных положений по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций" ОП N 501 ЦД-75 (М.: СПО Союзтехэнерго, 1978). Допускается изготавливать искусственные отражатели электроэррозионным методом.
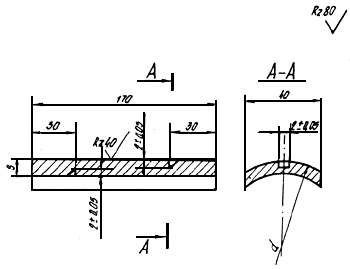
Рис.1. Испытательный образец для настройки дефектоскопа
1.2. Проверка аппаратуры на соответствие изложенным требованиям должна производиться лицом, ответственным за состояние средств контроля, не реже 1 раза в 3 мес.
2. ПОДГОТОВКА К КОНТРОЛЮ
2.1. Контроль следует проводить на монтажной площадке или непосредственно на котле по месту установки коллектора с проверяемым сварным соединением.
2.2. Контролируемый элемент (рис.2) необходимо освободить от изоляции. Поверхность штуцера, наплавленного металла и прилегающая к нему поверхность донышка должны быть очищены от окалины, ржавчины, забоин, неровностей. Поверхность штуцера от сварного шва до кольца для гидроиспытаний следует зачистить. Шероховатость поверхности должна быть не более ![]() =40 мкм.
=40 мкм.

Рис.2. Конструкция контролируемого сварного соединения:
1 - донышко коллектора; 2 - штуцер; 3 - угловой шов приварки штуцера к донышку;
4 - кольцо для гидроиспытаний
2.3. Следует обеспечить температуру металла на поверхности контролируемых элементов и окружающего воздуха в пределах от 5 до 40 °С.
2.4. Дефектоскопы необходимо подключать через стабилизаторы, если колебания напряжения в электрической сети превышают ±5% номинального.
2.5. Рабочую поверхность преобразователя следует притирать к наружной поверхности трубы. Радиус кривизны рабочей поверхности должен на 1-2 мм превышать радиус кривизны трубы.
2.6. Перед проведением контроля следует производить проверку работоспособности дефектоскопа. Для этого необходимо установить соответствие частоты ультразвуковых колебаний, угла ввода, стрелы, ширины углового захвата преобразователя требованиям п.1.3, а также определить амплитуду эхо-сигнала от цилиндрических боковых отражателей диаметром 2 мм на глубине 10 и 20 мм в стандартном образце СО-1 (перед определением амплитуды по СО-1 установить амплитуду эхо-сигнала от цилиндрического бокового отражателя диаметром 6 мм в стандартном образце СО-2 для приборов типа УДМ равной 40 ед.![]() ). Разность значений амплитуды должна составлять (12±2) дБ (для приборов типа УДМ амплитуда должна быть (70±5) и (15±2) ед.
). Разность значений амплитуды должна составлять (12±2) дБ (для приборов типа УДМ амплитуда должна быть (70±5) и (15±2) ед.![]() соответственно). В противном случае преобразователь следует заменить. Результаты проверки должны быть указаны в журнале, форма которого приведена в рекомендуемом приложении 1.
соответственно). В противном случае преобразователь следует заменить. Результаты проверки должны быть указаны в журнале, форма которого приведена в рекомендуемом приложении 1.
2.7. Проведение ультразвуковой дефектоскопии возможно без удаления кольца для гидроиспытаний (поз.4 рис.2) при сумме максимального размера зоны сканирования (![]() ), определяемого по п.3.2., и размера призмы преобразователя (
), определяемого по п.3.2., и размера призмы преобразователя (![]() ), равной не более измеренного расстояния от наружной поверхности донышка до кольца для гидроиспытаний. В противном случае следует удалить кольцо заподлицо с наружной поверхностью штуцера. При длине штуцера менее указанного расстояния сварное соединение неконтролепригодно.
), равной не более измеренного расстояния от наружной поверхности донышка до кольца для гидроиспытаний. В противном случае следует удалить кольцо заподлицо с наружной поверхностью штуцера. При длине штуцера менее указанного расстояния сварное соединение неконтролепригодно.
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1. Зоной ультразвуковой дефектоскопии сварного соединения является наплавленный металл и металл зоны сплавления с донышком и штуцером.
3.2. При проведении контроля:
1) включение дефектоскопа и установление режимов его работы следует производить в соответствии с инструкцией по его эксплуатации и настоящими Методическими указаниями;
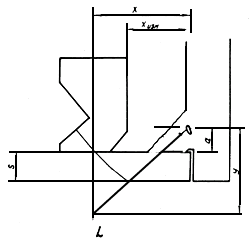
2) границами зоны сканирования являются минимальное расстояние (![]() ) в миллиметрах (рис.3), на которое приближается передняя грань преобразователя к наружной поверхности донышка, и максимальное (
) в миллиметрах (рис.3), на которое приближается передняя грань преобразователя к наружной поверхности донышка, и максимальное (![]() ) в миллиметрах, на которое удаляется передняя грань от донышка. Для определения зоны сканирования необходимо измерить линейкой расстояние от передней грани преобразователя до зарубки в испытательном образце (
) в миллиметрах, на которое удаляется передняя грань от донышка. Для определения зоны сканирования необходимо измерить линейкой расстояние от передней грани преобразователя до зарубки в испытательном образце (![]() ) в миллиметрах или до ее проекции (
) в миллиметрах или до ее проекции (![]() ) в миллиметрах в положении максимума эхосигнала от зарубки (
) в миллиметрах в положении максимума эхосигнала от зарубки (![]() ) или (
) или (![]() );
);
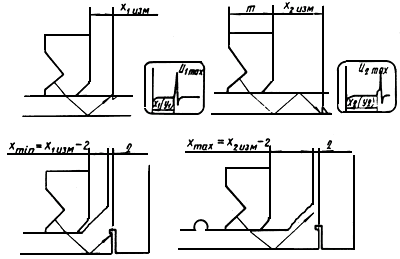
Рис.3. Определение зоны сканирования
3) настройку глубиномера и чувствительности дефектоскопа следует производить в соответствии с инструкцией по эксплуатации дефектоскопа с использованием испытательных образцов. Для определения уровней чувствительности при получении максимального эхосигнала от верхней зарубки следует измерить его амплитуду в децибелах. Для приборов типа УДМ с помощью регулятора чувствительности надо установить уровень эхосигнала от верхней зарубки 60 ед.![]() . Правильность настройки должна проверяться через каждые 30 мин работы;
. Правильность настройки должна проверяться через каждые 30 мин работы;
4) необходимо использовать поисковый, контрольный и браковочный уровни чувствительности. Уровни чувствительности следует определять:
браковочный - по амплитуде максимального эхосигнала от верхней зарубки;
контрольный - на 6 дБ меньше браковочного, а для приборов типа УДМ равным 30 ед.![]() ;
;
поисковый - на 12 дБ меньше браковочного, а для приборов типа УДМ равным 15 ед.![]() ;
;
5) следует установить поисковый уровень чувствительности и производить сканирование;
6) необходимо использовать однажды отраженный от внутренней поверхности штуцера луч;
7) сканирование должно осуществляться продольно-поперечным перемещением преобразователя относительно образующей наружной поверхности штуцера с шагом поперечного сканирования 4 мм и поворотом преобразователя относительно его оси на 10-15°. При этом следует соблюдать границы зоны сканирования.
3.3. Не следует считать признаком дефекта наличие на экране дефектоскопа эхосигнала от двугранного угла, образованного наружной поверхностью и торцом утопленной части штуцера. Этот эхосигнал имеет наибольшую амплитуду при расстоянии от передней грани преобразователя до наружной поверхности донышка (![]() ), равном значению (
), равном значению (![]() ), определяемому по п.3.2.
), определяемому по п.3.2.
По мере удаления преобразователя от донышка амплитуда уменьшается ниже контрольного уровня чувствительности вплоть до исчезновения эхосигнала с экрана (рис.4).
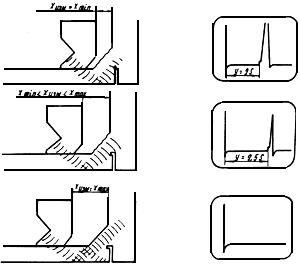
Рис.4. Схема выявления двугранного угла
3.4. Признаком обнаружения дефекта следует считать одновременное выполнение двух условий:
1) показаний дефектоскопа, при которых максимальная амплитуда возникшего на экране эхосигнала (эхосигнал от двугранного угла по п.3.3 не учитывается) выше контрольного уровня чувствительности, а его координата (У) в миллиметрах шкалы глубиномера удовлетворяет значению
![]() ,
,
где ![]() - толщина стенки штуцера, мм;
- толщина стенки штуцера, мм;
2) положение преобразователя на штуцере таково, что ![]() удовлетворяет условию
удовлетворяет условию
![]() .
.
Примеры обнаружения дефектов приведены на рис.5.
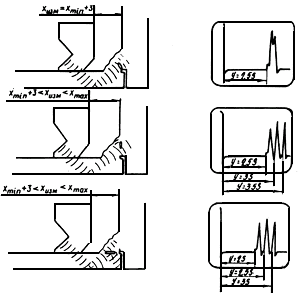
Рис.5 Примеры обнаружения дефектов
3.5. Допускается выделять строб-импульсом зону развертки, где возможно появление эхосигналов от дефектов.
3.6. При обнаружении дефектов необходимо фиксировать следующие характеристики:
1) максимальную амплитуду эхосигнала, в децибелах или единицах ![]() ;
;
2) расстояние от передней грани преобразователя до наружной поверхности донышка (![]() ) в миллиметрах;
) в миллиметрах;
3) координаты (![]() ,
, ![]() ) в миллиметрах шкалы глубиномера, координату расположения вдоль шва (
) в миллиметрах шкалы глубиномера, координату расположения вдоль шва (![]() ) в часах;
) в часах;
4) условную протяженность в миллиметрах для эхосигналов, имеющих амплитуду, превышающую контрольный уровень чувствительности.
Условная протяженность измеряется при перемещении преобразователя параллельно оси шва и равняется расстоянию между двумя крайними положениями преобразователя, при которых амплитуда эхосигнала снижается до значения контрольного уровня чувствительности.
3.7. Для записи характеристик дефекта необходимо применять условное обозначение в соответствии с рисунком к приложению 2. Эскиз преобразователя с отмеченной точкой ввода, расстояние от преобразователя до донышка (![]() ), координаты дефекта (
), координаты дефекта (![]() ,
, ![]() ) наносят на схему, выполненную в виде поперечного сечения сварного соединения. При этом расстояние (
) наносят на схему, выполненную в виде поперечного сечения сварного соединения. При этом расстояние (![]() ) в миллиметрах от наружной поверхности штуцера до дефекта определяют, как разность значений координаты (
) в миллиметрах от наружной поверхности штуцера до дефекта определяют, как разность значений координаты (![]() ) и двух толщин стенки штуцера. Под схемой указывают координату расположения дефекта вдоль шва (
) и двух толщин стенки штуцера. Под схемой указывают координату расположения дефекта вдоль шва (![]() ) в часах.
) в часах.
3.8. По окончании контроля необходимо ветошью очистить сварное соединение от контактной смазки.
4. ОЦЕНКА КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ И ОФОРМЛЕНИЕ
РЕЗУЛЬТАТОВ КОНТРОЛЯ
4.1. Оценку качества сварных соединений по результатам ультразвукового контроля следует производить по трехбалльной системе:
1) балл 1 - неудовлетворительное качество;
2) балл 2 - удовлетворительное качество;
3) балл 3 - высокое качество.
4.2. Баллом 1 оценивают сварные соединения с дефектами, измеряемые характеристики (амплитуда эхосигнала, условная протяженность) и количество которых превышает следующие предельные нормы:
|
амплитуда эхосигнала, дБ или ед. |
браковочный уровень; |
|
условная протяженность, мм |
20; |
|
суммарная условная протяженность допустимых дефектов, расположенных на одной глубине, на любые 100 мм длины шва, мм |
|
|
число допустимых дефектов с условной протяженностью менее 20 мм на любые 100 мм длины шва |
|
|
число допустимых дефектов с условной протяженностью свыше 10 до 20 мм на любые 100 мм длины шва |
|
Баллом 2 оценивают сварные соединения с дефектами, измеряемые характеристики и количество которых не превышают предельных норм.
Баллом 3 оценивают сварные соединения, в которых не обнаружены дефекты с амплитудой эхосигнала, равной или превышающей контрольный уровень чувствительности.
4.3. Условные обозначения выявляемых дефектов - по ГОСТ 14782-86.
4.4. По результатам ультразвукового контроля необходимо оформить заключение. Пример заключения приведен в рекомендуемом приложения 2. К заключению следует прилагать схемы с обозначениями дефектов.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1. Требования безопасности - по ГОСТ 14782-86 с учетом требований Правил техники безопасности при эксплуатации тепломеханического оборудования электростанций и тепловых сетей (М.: Энергоатомиздат, 1984).
Приложение 1
Рекомендуемое
ФОРМА ЖУРНАЛА РЕГИСТРАЦИИ РЕЗУЛЬТАТОВ ПРОВЕРКИ
РАБОТОСПОСОБНОСТИ ДЕФЕКТОСКОПА
|
Данные прибора |
Данные преобразователя |
Проверяемые характеристики дефектоскопа | ||||||||||
|
Тип |
Завод- |
Тип |
Реги- |
Угол призмы, град. |
Номи- |
Диа- |
Час- |
Отклонение положения точки ввода от метки, мм |
Стрела преобра- |
Ширина углового захвата, град |
Амплитуда эхо- | |
|
10 |
20 | |||||||||||
|
|
||||||||||||
Приложение 2
Рекомендуемое
ПРИМЕР ОФОРМЛЕНИЯ ЗАКЛЮЧЕНИЯ ПО УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Министерство энергетики и электрификации СССР
Районное энергетическое управление __________
Производственно-ремонтное предприятие _______
Отдел главного сварщика
Группа дефектоскопии
Заключение N _____
по ультразвуковой дефектоскопии
|
(дата) |
(электростанция) | |||
|
| ||||
|
N |
||||
|
(электростанция) | ||||
Нумерация сварных соединений: по формуляру N 147.
Внешним осмотром дефектов не обнаружено.
Прибор: Дефектоскоп ДУК-66П, заводской N 2076.
Преобразователь: наклонный, регистрационный N 018, частота 2,5 МГц, угол призмы 40°.
Испытательный образец: 133х17 мм, N 54, из стали 12Х1МФ, площадь отражателя 4 мм![]() .
.
Результаты настройки
|
Амплитуда 14 дБ. |
Условная высота |
|
|
|
Результаты контроля
|
Номер сварного соединения по формуляру |
Диаметр и толщина штуцера, мм |
Описание обнаруженных дефектов |
Оценка, балл |
|
5 |
133x17 |
Амплитуда 16 дБ; |
1 |
|
8 |
133x17 |
Амплитуда 10 дБ |
2 |
|
16 |
133x17 |
Дефектов не обнаружено |
3 |
|
Примечание. Сварные соединения N 24 и N 27 не проконтролированы из-за недостаточной длины штуцера. | |||
|
Контроль произвел |
||||||||||
|
(должность) |
(подпись) |
(и.о.фамилия) | ||||||||
|
Удостоверение N |
||||||||||
|
Руководитель группы дефектоскопии | ||||||||||
|
(подпись) |
(и.о. фамилия) | |||||||||
Текст документа сверен по:
/ Министерство энергетики и электрификации СССР;
Главное научно-техническое управление
энергетики и электрификации. -
М.: СПО Союзтехэнерго, 1990
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке