
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
января
29
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 18210-72
Группа Г23
2257-0050
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПИЛЫ КРУГЛЫЕ СЕГМЕНТНЫЕ ДЛЯ ЛЕГКИХ СПЛАВОВ
Circle segment saws for light alloys
Срок действия с 01.01.74
до 01.01.79*
________________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11/12, 1994 год). - Примечание
РАЗРАБОТАН Научно-исследовательским институтом технологии и организации производства (НИАТ)
Начальник института Лещенко С.М.
Начальник отдела Филатов Г.В.
Руководитель разработки (темы) Барабашева З.В.
Исполнители: Куликов В.В., Ганков С.Н.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ
Управлением станкоинструментальной промышленности и межотраслевых производств Государственного комитета стандартов Совета Министров СССР
Зам. начальника Управления Григорьев В.К.
Ст. инженер Седова Е.М.
Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Зам директора Герасимов Н.Н.
И. о. зав. отделом стандартизации и унификации инструментов Можаев Г.И.
Ст. научный сотрудник Футорян С.Б.
Ст. инженер Матушкина Н.И.
УТВЕРЖДЕН Государственным комитетом стандартов Совета Министров СССР 25 августа 1972 г. (протокол N 119)
Председательствующий на заседании отраслевой научно-технической комиссии Бергман В.П.
Члены комиссии: Баранов Н.Н., Федин Б.В., Златкович Л.А., Доляков В.Г., Климов Г.Н.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 3 ноября 1972 г. N 2026
Настоящий стандарт распространяется на пилы круглые сегментные диаметром от 710 до 3000 мм, предназначенные для разрезки заготовок из легких сплавов.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры пил должны соответствовать указанным на черт.1 и в табл.1.
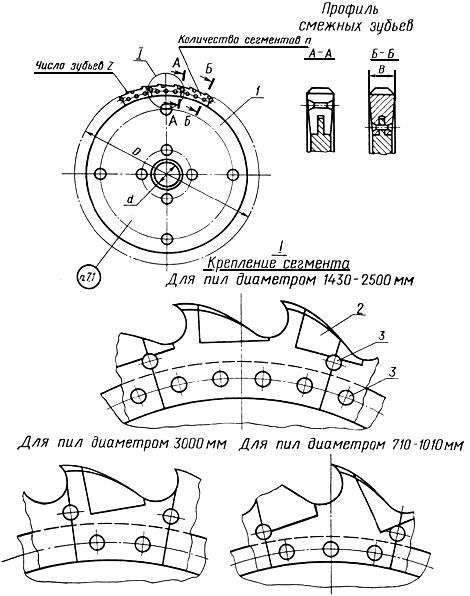
Черт.1
Таблица 1
Размеры в мм
|
Обозна- |
При- |
|
|
|
Чис- |
Масса, |
Дет. 1 |
Дет. 2 |
Дет. 3 | |||
|
Диск |
Коли- |
Сегмент |
Коли- |
Заклепка по ГОСТ 10300-68* |
Коли- | |||||||
|
Обозначение деталей | ||||||||||||
|
2257-0051 |
|
710 |
80 |
6,5 |
48 |
15,5 |
710 |
1 |
2257-0051/002 |
24 |
5х16-00 |
96 |
|
2257-0052 |
|
1010 |
120 |
8,0 |
60 |
31,7 |
1010 |
2257-0052/002 |
30 |
6х18-00 |
120 | |
|
2257-0053 |
|
1430 |
150 |
10,5 |
72 |
114,6 |
1430 |
2257-0053/002 |
36 |
6х22-00 |
180 | |
|
2257-0054 |
|
2000 |
240 |
14,5 |
88 |
296,8 |
2000 |
2257-0054/002 |
44 |
|
220 | |
|
2257-0055 |
|
2500 |
18,0 |
110 |
580,4 |
2257-0055/001 |
2257-0055/002 |
55 |
8х26-00 |
275 | ||
|
2257-0056 |
|
3000 |
27,0 |
132 |
1163,0 |
2257-0056/001 |
2257-0056/002 |
132 |
10х32-00 |
396 | ||
________________
* Действует ГОСТ 10300-80.
** Действует ГОСТ 4047-82, здесь и далее по тексту. - Примечание .
Пример условного обозначения круглой сегментной пилы диаметром ![]() 2000 мм:
2000 мм:
Пила 2257-0054 ГОСТ 18210-72
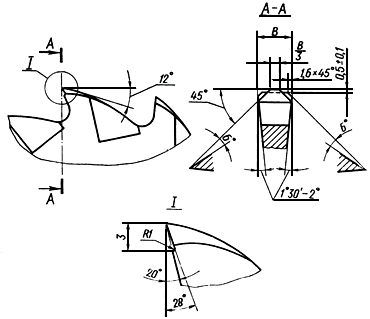
1.2. Форма и геометрия зуба пилы должны соответствовать указанным на черт.2.
2. КОНСТРУКЦИЯ И РАЗМЕРЫ ДИСКОВ (деталь 1)
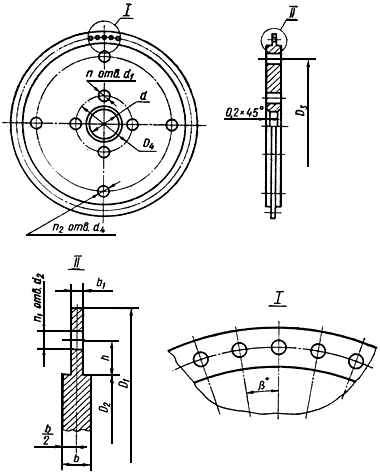
2.1. Конструкция и размеры дисков должны соответствовать указанным на черт.3 и в табл.2.
________________
* Размер для справок.
Черт.3
Таблица 2
Размеры в мм
|
Обозначение дисков |
Диа- |
|
|
|
|
|
|
Число отвер- |
|
Число отвер- |
|
Число отвер- |
|
|
|
|
|
2257-0055/001 |
2500 |
2400 |
2350 |
1900 |
320 |
240 |
37 |
8 |
8,4 |
220 |
35 |
8 |
14,5 |
7,0 |
12,5 |
1°38'01" |
|
2257-0056/001 |
3000 |
2852 |
2800 |
2450 |
520 |
64 |
10,5 |
264 |
20,5 |
9,0 |
13,2 |
1°21'49" |
Пример условного обозначения диска диаметром ![]() 2500 мм:
2500 мм:
Диск 2257-0055/001 ГОСТ 18210-72
3. ОСНОВНЫЕ РАЗМЕРЫ СЕГМЕНТОВ (деталь 2)
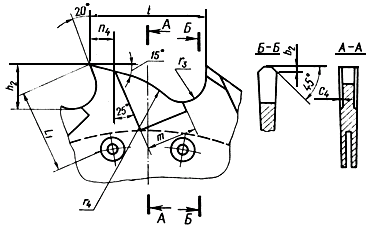
3.1. Основные размеры сегмента должны соответствовать указанным на черт.4 и в табл.3.

Черт.4
Таблица 3
Размеры в мм
|
Обозначение дисков |
Диа- |
|
|
|
|
|
|
|
|
|
|
Число отвер- |
|
|
|
|
|
|
|
2257-0051/002 |
710 |
355 |
325 |
310 |
7,6 |
20,0 |
80,926 |
6,5 |
4,7 |
2,0 |
5,3 |
3 |
8,8 |
90° |
27,707 |
86,147 |
5° |
15° |
|
2257-0052/002 |
1010 |
505 |
474 |
455 |
10,1 |
25,0 |
95,122 |
8,0 |
6,0 |
2,5 |
6,3 |
9,8 |
|
32,464 |
100,347 |
4° |
12° | |
|
2257-0053/002 |
1430 |
715 |
670 |
650 |
|
26,5 |
113,303 |
10,5 |
8,0 |
3,6 |
|
4 |
13,9 |
28,800 |
117,922 |
2°30' |
10° | |
|
2257-0054/002 |
2000 |
1000 |
955 |
935 |
|
|
133,402 |
14,5 |
12,0 |
6,0 |
|
|
|
33,740 |
137,183 |
2°02'45" |
8°10'55'' | |
|
2257-0055/002 |
2500 |
1250 |
1200 |
1175 |
12,5 |
32,0 |
131,245 |
18,0 |
14,5 |
7,0 |
8,4 |
|
|
|
33,960 |
138,738 |
1°38'01" |
6°31'06" |
|
2257-0056/002 |
3000 |
1500 |
1436 |
1400 |
13,3 |
35,5 |
66,638 |
27,0 |
20,5 |
9,0 |
10,5 |
2 |
17,0 |
75° |
33,630 |
68,327 |
1°21'49" |
2°43'38'' |
Пример условного обозначения сегмента для пилы диаметром ![]() 2000 мм:
2000 мм:
Сегмент 2257-0054/002 ГОСТ 18210-72
3.2. По заказу потребителя допускается изготовлять запасные сегменты.
3.3. Конструктивные размеры сегментов указаны в рекомендуемом приложении.
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1. Пилы должны быть статически отбалансированы, момент неуравновешенности не должен превышать указанного в табл.4.
Таблица 4
|
Диаметр пилы |
Масса, кг |
Момент неуравновешенности, кг·см |
|
710 |
15,5 |
0,05 |
|
1010 |
31,7 |
0,14 |
|
1430 |
114,6 |
0,70 |
|
2000 |
296,8 |
2,1 |
|
2500 |
580,4 |
5,2 |
|
3000 |
1163,0 |
10,5 |
Момент неуравновешенности определен из расчета обеспечения скорости резания ![]() 1200 м/мин.
1200 м/мин.
4.2. Сегменты для пил диаметром 710-2000 мм должны быть изготовлены цельными, для пил диаметром 2500 и 3000 мм - сварными.
4.3. Остальные технические требования - по ГОСТ 4047-52.
5. ПРАВИЛА ПРИЕМКИ
5.1. Для выявления дефектов (термообработки, заточки), не поддающихся контролю визуальным осмотром, пилы должны быть испытаны в работе на отрезных станках, соответствующих установленным для них нормам точности. Испытание пил в работе должно производиться на заготовках алюминиевого сплава А19 по ГОСТ 2685-63 или Д16 по ГОСТ 4784-65.
В качестве смазывающе-охлаждающей жидкости должен применяться раствор эмульсола в воде с расходом не ниже 30 л/мин.
5.2. Остальные правила приемки для пил - по технической документации на пилы круглые для металлов, утвержденной в установленном порядке.
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Режимы испытания пил должны соответствовать указанным в табл.5.
Таблица 5
Размеры в мм
|
Диаметр пилы |
Подача на зуб |
Число оборотов, м/мин |
Диаметр заготовок |
|
710 |
0,02-0,04 |
540 |
80-110 |
|
1010 |
0,02-0,04 |
380 |
110-140 |
|
1430 |
0,04-0,06 |
250 |
140-170 |
|
2000 |
0,04-0,06 |
190 |
170-200 |
|
2500 |
0,06-0,08 |
150 |
200-230 |
|
3000 |
0,06-0,08 |
130 |
230-280 |
6.2. Суммарный диаметр отрезаемых заготовок должен быть не менее 500 мм.
6.3. Методы испытаний пил, не указанные в настоящем стандарте, - по ГОСТ 4047-52.
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. Маркировка и хранение пил - по ГОСТ 4047-52.
7.2. Упаковка и транспортирование пил - по ГОСТ 18088-72.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель должен гарантировать соответствие всех выпускаемых пил требованиям настоящего стандарта при соблюдении потребителем условий применения (эксплуатации) и хранения.
8.2. Гарантийная стойкость должна соответствовать указанному в табл.6 при режиме резания, приведенном в табл.5.
Таблица 6
|
Диаметр пилы |
Стойкость, мин |
|
710-1010 |
240 |
|
1430-2000 |
320 |
|
2500-3000 |
480 |
ПРИЛОЖЕНИЕ к ГОСТ 18210-72
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ СЕГМЕНТОВ
Конструктивные размеры сегментов указаны на чертеже и в таблице.
Размеры в мм
|
Диаметр пилы |
|
|
|
|
|
|
|
|
|
|
710 |
46,43 |
8,0 |
46 |
17,0 |
32 |
5 |
0,5 |
35 |
1,6 |
|
1010 |
52,85 |
9,0 |
50 |
18,5 |
6 |
2,2 | |||
|
1430 |
65,41 |
11,5 |
61 |
21,0 |
32 |
8 |
1,0 |
45 |
2,5 |
|
2000 |
71,34 |
14,0 |
72 |
24,0 |
40 |
50 |
3,8 | ||
|
2500 |
74,06 |
83 |
26,0 |
40 |
10 |
1,5 |
55 |
4,8 | |
|
3000 |
71,00 |
17,0 |
95 |
28,0 |
40 |
70 |
8,0 |
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1973
Личный кабинет:
доступно после авторизации Астраханские таможенники и пограничники выявили более 100 единиц...
Астраханские таможенники и пограничники выявили более 100 единиц...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке