
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
января
27
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 10482-74
Группа Г23
3400-0000
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПИЛЫ ДЛЯ ТАРНЫХ ЛЕСОПИЛЬНЫХ РАМ
Saws for packing gang mills
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 4 марта 1974 г. N 529 срок действия установлен с 01.01.1975 г. до 01.01 1980 г.*
_______________
* Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - Примечание .
ВЗАМЕН ГОСТ 10482-63
ПЕРЕИЗДАНИЕ. Февраль 1976 г.
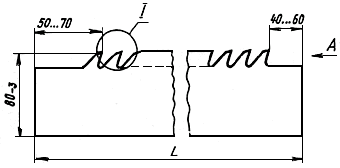
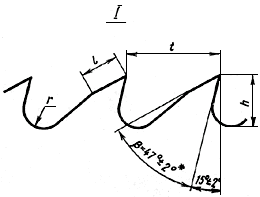
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конструкция и основные размеры пил должны соответствовать указанным на чертеже и в таблице.
________________
* ![]() =52°±2° - по заказу потребителя.
=52°±2° - по заказу потребителя.
мм
|
Обозначение пил |
Применяемость |
|
|
|
|
| ||
|
|
|
|
|
Пред. откл. ±0,5 мм | ||||
|
3400-0001 |
3400-0002 |
|
|
1,0 |
16 |
11 |
7 |
3 |
|
3400-0003 |
3400-0004 |
|
|
1,2 |
||||
|
3400-0005 |
3400-0006 |
|
|
1,4 |
||||
|
3400-0007 |
3400-0008 |
|
|
1,2 |
22 |
15 |
10 |
4 |
|
3400-0011 |
3400-0012 |
|
|
1,4 |
||||
Примечание. Пилы длиной ![]() =685 мм изготовляются по заказу потребителя.
=685 мм изготовляются по заказу потребителя.
Пример условного обозначения пилы длиной ![]() =600 мм, толщиной
=600 мм, толщиной ![]() =1,2 мм и шагом
=1,2 мм и шагом ![]() =16 мм:
=16 мм:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться из стали марки 9ХФ по ГОСТ 5950-73*.
_______________
* Действует ГОСТ 5950-2000. - Примечание .
2.2. Микроструктура стали - троостит и троостосорбит с мелкими равномерно распределенными карбидами.
2.3. В качестве заготовки должна применяться холоднокатаная лента, поставляемая по техническим условиям, утвержденным в установленном порядке.
2.4. Глубина одностороннего обезуглероживания не должна превышать 0,06 мм.
2.5. Твердость полотна пилы - HRC 42...46.
Разница твердости в разных точках у одной и той же пилы не должна превышать 4 единиц HRC.
2.6. На пилах не допускаются трещины, волосовины, расслоения, плены, забоины, черновины, выкрошенные места, поджоги и коррозия.
От срезания зубьев на концах пил допускаются углубления не более 1,0 мм. На боковых поверхностях пил допускаются мелкие единичные дефекты - по ГОСТ 2283-69*.
_______________
* Действует ГОСТ 2283-79. - Примечание .
Допускаются заусенцы по контуру зубьев после их насечки, величиной не более 0,2 мм.
2.7. Шероховатость поверхностей пил по ГОСТ 2789-73 должна быть не более: боковых поверхностей ![]() - 1,25 мкм;
- 1,25 мкм;
передних, задних поверхностей заточенных зубьев и остальных поверхностей ![]() - 20 мкм.
- 20 мкм.
2.8. При изготовлении пил из холоднокатаной стальной ленты с применением непрерывной ступенчатой закалки допускается выпуск пил с равномерно окрашенной окисной пленкой, не препятствующей выявлению поверхностных дефектов.
2.9. Пилы должны быть выправлены. Отклонения от прямолинейности полотна пилы не должны превышать: по ширине пилы 0,1 мм, по длине 0,5 мм. При правке молотком на боковых поверхностях пил не допускаются следы от ударов глубиной более 0,03 мм.
2.10. Неравномерность ширины пилы на длине зубчатого венца не должна превышать 1,0 мм. Допускается вогнутость задней поверхности пилы со стрелой прогиба не более 0,2 мм. Выпуклость задней поверхности пилы не допускается. Разность двух любых шагов зубьев пил должна быть не более 0,6 мм.
2.11. Предельные отклонения: длины пилы ±2 мм, толщины пилы - по группе А ГОСТ 19904-74* для ширины ленты от 500-750 мм. Несимметричность развода или формованного плющеного зуба должна быть не более 0,1 мм.
_______________
* Действует ГОСТ 19904-90, здесь и далее по тексту. - Примечание .
2.12. Допускаются скругление излома задней поверхности заточенных зубьев на длине 2 мм и некруглость профиля дна впадин 1 мм.
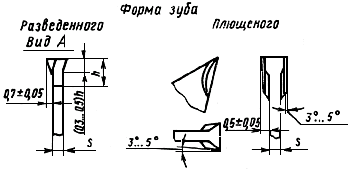
2.13. Заточку, развод или плющение зубьев пил допускается производить потребителем.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия изготовленных пил требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания (ГОСТ 16504-70*).
_______________
* Действует ГОСТ 16504-81. - Примечание .
3.2. Приемо-сдаточные испытания должны проводиться в следующем объеме:
на соответствие требованиям пп.1.1; 2.5; 2.7; 2.10-2.12 - 3% от партии, но не менее 5 пил.
на соответствие требованиям пп.2,6; 2.8; 2.9 - 100% пил.
В партию входят пилы одного типоразмера, одновременно предъявленные к приемке.
3.3. Проверка работоспособности пил должна проводиться не реже одного раза в квартал не менее чем на 5 пилах.
3.4. Периодические испытания должны проводиться не реже двух раз в год не менее чем на 6 пилах. Типовые испытания должны проводиться не менее чем на 20 пилах.
3.5. При периодических и типовых испытаниях пилы должны подвергаться контролю на соответствие пп.1,1; 2.4-2.12 и 6.2.
3.6. При неудовлетворительных результатах испытаний пил хотя бы по одному из показателей проводят повторные испытания на удвоенном количестве пил той же партии.
Результаты повторных испытаний являются окончательными.
3.7. Результаты периодических и типовых испытаний пил должны быть оформлены в виде протокола. По требованию потребителя изготовитель обязан предъявить протоколы испытаний.
3.8. Допускается проводить испытания работоспособности и стойкости пил у потребителя в производственных условиях.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытание работоспособности и стойкости пил должно проводиться на тарных лесопильных рамах, соответствующих установленным для них нормам точности, при распиловке брусьев из талой древесины хвойных или мягких лиственных пород влажностью 20-80%.
4.2. Режимы резания при испытаниях пил должны быть следующими:
средняя скорость резания - 3,5...5,5 м/с;
подача на один оборот коренного вала рамы - не менее 8 мм;
высота пропила не менее:
для пил толщиной 1,0 и 1,2 мм - 80 мм,
для пил толщиной 1,4 мм - 100 мм.
4.3. Продолжительность непрерывной работы пил при испытании работоспособности - не менее 5 мин. При этом пилы должны обеспечить шероховатость пиленой поверхности не более ![]() 800 мкм по ГОСТ 7016-75*.
800 мкм по ГОСТ 7016-75*.
_______________
* Действует ГОСТ 7016-82, здесь и далее по тексту. - Примечание .
4.4. После испытания работоспособности пил на режущих кромках зубьев не должно быть выкрошенных мест и пилы должны быть пригодны для дальнейшей работы.
4.5. Линейные и угловые размеры пил должны контролироваться универсальными и специальными измерительными средствами.
4.6. Контроль глубины обезуглероженного слоя - по ГОСТ 1763-68.
4.7. Твердость пил должна проверяться по ГОСТ 9013-59.
4.8. Шероховатость поверхностей пил должна проверяться сравнением с образцами шероховатости по ГОСТ 9378-75*.
_______________
* Действует ГОСТ 9378-93, здесь и далее по тексту. - Примечание .
4.9. Внешний вид пил и наличие трещин контролируются визуально. Для обнаружения трещин на пилах может быть применена лупа 5![]() .
.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На боковой поверхности пилы должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) обозначение пилы;
в) толщина пилы.
5.2. Маркировка тары - по ГОСТ 14192-71*, транспортирование - по ГОСТ 18088-72**. Допускается упаковка пил в дощатые ящики, изготовленные по технической документации.
_______________
* Действует ГОСТ 14192-96;
** Действует ГОСТ 18088-83. - Примечание .
5.3. Упаковка и консервация - по ГОСТ 13168-69.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие пил требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения.
6.2. Гарантийная стойкость пил при непрерывной работе между переточками и соблюдении условий, указанных в пп.4.1-4.2, должна быть не менее 3 ч.
Замена
ГОСТ 7016-75 введен взамен ГОСТ 7016-68.
ГОСТ 9378-75 введен взамен ГОСТ 9378-60.
ГОСТ 19904-74 введен взамен ГОСТ 3680-57 в части холоднокатаных листов.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1976
Личный кабинет:
доступно после авторизации В США разработали вакцину для восстановления зрения при рассеянном склерозе...
В США разработали вакцину для восстановления зрения при рассеянном склерозе...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке