
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
февраля
4
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 7063-72*
(СТ СЭВ 115-79,
СТ СЭВ 4632-84)
Группа Г23
2252-0300
2252-0150
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ДЛЯ ОБРАБОТКИ Т-ОБРАЗНЫХ ПАЗОВ
Технические условия
T-slot cutters. Specifications
Дата введения 1974-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 21 августа 1972 г. N 1637 срок введения установлен с 01.01.74
Постановлением Госстандарта от 04.06.85 N 1574 срок действия продлен до 01.01.87**
________________
** Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11, 1995 год). - Примечание .
ВЗАМЕН ГОСТ 7063-63
* ПЕРЕИЗДАНИЕ (август 1985 г.) с Изменениями N 2, 3, 4, утвержденными в июне 1977 г., феврале 1981 г., июне 1985 г. (ИУС 7-77, 5-81, 8-85).
Настоящий стандарт распространяется на фрезы из быстрорежущей стали для обработки Т-образных пазов по ГОСТ 1574-75.
Стандарт полностью соответствует СТ СЭВ 115-79 и СТ СЭВ 4632-84 в части фрез для обработки Т-образных пазов.
(Измененная редакция, Изм. N 3, 4).
1. ТИПЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Фрезы должны изготовляться двух типов:
1 - фрезы с цилиндрическим хвостовиком для пазов с размерами ![]() от 5 до 36 мм с углом наклона стружечной канавки
от 5 до 36 мм с углом наклона стружечной канавки ![]() =10°;
=10°;
2 - фрезы с коническим хвостовиком для пазов с размерами ![]() от 6 до 54 мм двух исполнений:
от 6 до 54 мм двух исполнений:
1 - с нормальными зубьями с углом наклона стружечной канавки ![]() =10°;
=10°;
2 - с крупными зубьями с углом наклона стружечной канавки ![]() =15...25°.
=15...25°.
(Измененная редакция, Изм. N 2, 3).
1.2. Конструкция и основные размеры фрез типа 1 должны соответствовать указанным на черт.1 и в табл.1, фрез типа 2 - указанным на черт.2 и в табл.2.
Тип 1
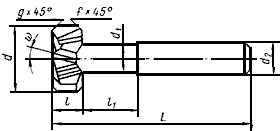
Черт.1
Таблица 1
|
Обозначение |
Применя- |
Номинальный размер Т-образного паза |
|
|
|
|
|
|
|
|
Число зубьев |
|
2252-0301 |
6 |
12,5 |
5 |
10 |
6 |
57 |
10 |
0,6 |
1,0 |
6 | |
|
2252-0302 |
8 |
16,0 |
7 |
8 |
62 |
13 |
|||||
|
2252-0303 |
10 |
18,0 |
8 |
12 |
70 |
17 |
|||||
|
2252-0304 |
12 |
21,0 |
10 |
9 |
74 |
20 |
8 | ||||
|
2252-0305 |
14 |
25,0 |
12 |
16 |
11 |
82 |
23 |
1,6 |
|||
|
2252-0306 |
18 |
32,0 |
15 |
14 |
90 |
27 |
1,0 |
||||
|
2252-0307 |
22 |
40,0 |
19 |
25 |
18 |
108 |
34 |
2,5 |
Пример условного обозначения фрезы типа 1 с номинальным размером паза ![]() 14 мм:
14 мм:
Фреза 2252-0305 ГОСТ 7063-72
Примечание. Основные размеры типа 1*, изготовляемых по требованию заказчика, указаны в обязательном приложении 2.
_________________
* Текст соответствует оригиналу. - Примечание .
Тип 2
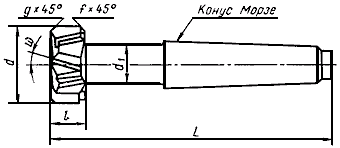
Черт.2
Таблица 2
|
Фрезы |
Фрезы |
Номи- |
|
|
|
|
|
|
Конус Морзе |
Число зубьев | |||
|
Обозна- |
Приме- |
Обозна- |
Приме- |
1 |
2 | ||||||||
|
2252-0151 |
- |
6 |
12,5 |
5 |
6 |
73 |
0,6 |
1,0 |
1 |
6 |
- | ||
|
2252-0152 |
- |
8 |
16,0 |
7 |
7 |
77 |
|||||||
|
2252-0153 |
2252-0154 |
10 |
18,0 |
8 |
8 |
82 |
4 | ||||||
|
2252-0155 |
2252-0156 |
12 |
21,0 |
10 |
9 |
98 |
2 |
8 |
6 | ||||
|
2252-0157 |
2252-0158 |
14 |
25,0 |
12 |
11 |
103 |
1,6 |
||||||
|
2252-0159 |
2252-0160 |
18 |
32,0 |
15 |
14 |
111 |
1,0 |
||||||
|
2252-0161 |
2252-0162 |
22 |
40,0 |
19 |
18 |
138 |
2,5 |
3 |
- |
||||
|
- |
2252-0163 |
28 |
50,0 |
25 |
22 |
173 |
|||||||
|
- |
2252-0164 |
36 |
60,0 |
30 |
28 |
188 |
8 | ||||||
|
- |
2252-0165 |
42 |
72,0 |
36 |
35 |
229 |
1,6 |
4,0 |
5 |
||||
|
- |
2252-0166 |
48 |
85,0 |
42 |
40 |
240 |
2,0 |
6,0 |
|||||
|
- |
2252-0167 |
54 |
95,0 |
44 |
44 |
251 |
|||||||
Пример условного обозначения фрезы типа 2 исполнения 1 с номинальным размером паза ![]() 6 мм:
6 мм:
Фреза 2252-0151 ГОСТ 7063-72
То же, исполнения 2 с номинальным размером паза ![]() 14 мм:
14 мм:
Фреза 2252-0158 ГОСТ 7063-72.
(Измененная редакция, Изм. N 2, 3).
1.2а, 1.2б. (Исключены, Изм. N 3).
1.3. Центровые отверстия - по ГОСТ 14034-74.
1.4. Размеры радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
1.5. Элементы конструкции и геометрические параметры фрез указаны в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. (Исключен, Изм. N 2).
2.2. Фрезы должны быть изготовлены из быстрорежущей стали по ГОСТ 19265-73.
(Измененная редакция, Изм. N 2).
2.3. Фрезы должны изготовляться сварными. В месте сварки не допускаются раковины, непровар, поджог и пережог металла, кольцевые трещины.
Фрезы типа 1 для пазов с номинальным размером до 12 мм включительно могут изготовляться цельными.
2.4. Хвостовики фрез должны быть изготовлены из стали марки 45 по ГОСТ 1050-74* или из стали марки 40Х по ГОСТ 4543-71.
________________
* Действует ГОСТ 1050-88. Здесь и далее по тексту. - Примечание .
2.5. Твердость фрез должна быть:
режущей части из быстрорежущей стали HRC 62...65;
режущей части из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более - выше на 1-2 единицы HRC;
цилиндрического хвостовика;
цельных фрез - HRC 35...55;
сварных фрез - HRC 30...50 на участке не менее 1/2 длины от торца хвостовика;
торцовой части конического хвостовика - HRC 30...50.
2.6. На рабочей поверхности фрез не должно быть обезуглероженного слоя и мест с пониженной твердостью.
2.7. На поверхности фрез не должно быть забоин, трещин, заусенцев, черновин, выкрошенных мест, поджогов, а также следов коррозии.
2.8. Завалы у режущих кромок зубьев фрезы не допускаются.
2.9. Центровые отверстия фрез не должны иметь забоин и разработанных мест.
2.10. Параметры шероховатости поверхностей фрез по ГОСТ 2789-73 должны быть, мкм:
передних и задних поверхностей зубьев - ![]() 3,2;
3,2;
хвостовика - ![]() 0,63;
0,63;
спинок зубьев, шейки фрезы и стружечных канавок - ![]() 10;
10;
остальных - ![]() 20.
20.
(Измененная редакция, Изм. N 2).
2.11. На задней поверхности, вдоль режущих кромок, допускается цилиндрическая ленточка шириной не более 0,05 мм.
2.12. Предельные отклонения размеров фрез не должны превышать:
наружного диаметра ![]() - h12 по ГОСТ 25347-82;
- h12 по ГОСТ 25347-82;
диаметра цилиндрического хвостовика ![]() - h8 ГОСТ 25347-82;
- h8 ГОСТ 25347-82;
ширины ![]() - h12 по ГОСТ 25347-82;
- h12 по ГОСТ 25347-82;
диаметра шейки ![]() - h14 по ГОСТ 25347-82;
- h14 по ГОСТ 25347-82;
длины фрезы ![]() -
- ![]() по ГОСТ 25346-82*;
по ГОСТ 25346-82*;
________________
* Действует ГОСТ 25346-89. - Примечание .
допуски конусов Морзе - по степени точности АТ8 по ГОСТ 2848-75.
(Измененная редакция, Изм. N 2).
2.13. Радиальное биение главных режущих кромок зубьев фрезы относительно оси хвостовика не должно превышать:
для фрез диаметром от 12,5 до 40 мм:
0,02 мм - двух смежных зубьев, 0,04 мм - на всей фрезе;
для фрез диаметром от 50 до 95 мм:
0,03 мм - двух смежных зубьев; 0,05 мм - на всей фрезе.
2.14. Торцовое биение рабочей части фрез не должно превышать:
для фрез диаметром от 12,5 до 40 мм - 0,04 мм;
для фрез диаметром от 50 до 95 мм - 0,05 мм.
2.15. Средний период стойкости фрез должен соответствовать указанному в обязательном приложении 3.
(Введен дополнительно, Изм. N 4).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 23726-79.
(Измененная редакция, Изм. N 1).
3.2. (Исключен, Изм. N 1).
3.3. Периодические испытания должны проводиться не реже одного раза в три года не менее, чем на 10 фрезах.
(Измененная редакция, Изм. N 3).
3.4-3.6. (Исключены, Изм. N 3).
3.7. Допускается проводить испытания на стойкость фрез у потребителей в производственных условиях.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания фрез на работоспособность должны проводиться на фрезерных станках. Фрезерные станки и вспомогательный инструмент, применяемые при испытании, должны соответствовать установленным для них нормам точности и жесткости.
(Измененная редакция, Изм. N 3).
4.2. В качестве смазывающе-охлаждающей жидкости применяют 5%-ный (по массе) раствор эмульсола в воде с расходом 6-8 л/мин.
(Измененная редакция, Изм. N 4).
4.3. Испытание фрез типов 1 и 2 исполнения 1 проводятся на заготовках из серого чугуна СЧ18 по ГОСТ 1412-79* твердостью НВ 170-200, фрез типа 2 исполнения 2 - на заготовках из стали марки 45 по ГОСТ 1050-74 твердостью НВ 184-217.
________________
* Действует ГОСТ 1412-85, здесь и далее. - Примечание .
В заготовках предварительно фрезируется прямоугольный паз, равный по ширине диаметру шейки ![]() +2 мм с оставлением припуска по дну паза 1-2 мм.
+2 мм с оставлением припуска по дну паза 1-2 мм.
4.4. Режимы резания при испытании должны соответствовать указанным в табл.3.
Таблица 3
|
Диаметр фрез |
Материал образца |
Скорость резания |
Подача на зуб |
|
12,5 |
Чугун СЧ18-36 |
15 |
0,03 |
|
16-21 |
0,05 | ||
|
25-40 |
20 |
0,08 | |
|
18-21 |
Сталь 45 |
25 |
0,05 |
|
25-40 |
0,10 | ||
|
50-95 |
0,12 |
(Измененная редакция, Изм. N 2, 3).
4.5. Суммарная длина фрезерования при испытании на работоспособность должна быть не менее 500 мм.
4.6. После испытаний на режущих кромках фрез не должно быть выкрашиваний и других дефектов. Фрезы после испытаний должны быть пригодны к дальнейшей работе.
(Измененная редакция, Изм. N 2).
4.7. Линейные и угловые размеры, радиальное и торцовое биения должны контролироваться универсальными и специальными измерительными средствами.
4.8. Твердость фрез должна проверяться по ГОСТ 9013-59 или ГОСТ 2999-75.
4.9. Шероховатость поверхностей фрез должна проверяться по образцам шероховатости поверхностей по ГОСТ 9378-75*.
________________
* Действует ГОСТ 9378-93. - Примечание .
4.10. Внешний вид фрез контролируют визуально.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На поверхности шейки каждой фрезы должна быть четко нанесена следующая маркировка:
а) товарный знак предприятия-изготовителя;
б) обозначение фрезы;
в) номинальный размер паза ![]() ;
;
г) марка стали режущей части.
Допускается на фрезах до размера паза ![]() 18 мм включительно маркировать последние четыре цифры обозначения.
18 мм включительно маркировать последние четыре цифры обозначения.
Допускается маркировку на фрезах наносить на хвостовике при условии сохранения его геометрических форм, а также изготовлять на хвостовике выточку для маркировки.
5.2. Внутренняя упаковка фрез - ВУ-1 по ГОСТ 9.014-78.
(Измененная редакция, Изм. N 4).
5.2а. Остальные требования к маркировке, упаковке, транспортированию и хранению фрез - по ГОСТ 18088-83.
(Введен дополнительно, Изм. N 4).
5.3. (Исключен, Изм. N 3).
5.4-5.9. (Исключены, Изм. N 2).
Разд.6. (Исключен, Изм. N 4).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
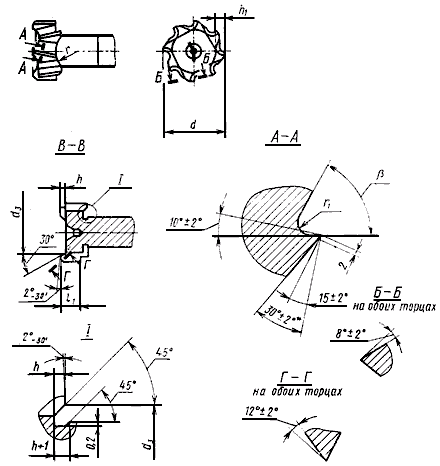
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
а) Типы 1 и 2, исполнение 1 (черт.1, табл.1)
_______________
* Задняя поверхность зубьев фрезы может быть выполнена двухугловой или криволинейной формы.
Черт.1
Таблица 1
Размеры в мм
|
|
|
|
|
|
|
|
|
|
12,5 |
10 |
4,5 |
1,0 |
2,0 |
4,0 |
0,5 |
65° |
|
16,0 |
13 |
5,4 |
2,5 |
5,0 |
|||
|
18,0 |
14 |
6,0 |
1,5 |
3,0 |
6,0 |
1,0 |
60° |
|
21,0 |
16 |
7,0 |
3,5 |
6,0 |
|||
|
25,0 |
18 |
9,0 |
2,0 |
4,0 |
8,0 |
||
|
32,0 |
22 |
11,0 |
10,0 |
1,5 |
50° | ||
|
40,0 |
28 |
14,0 |
2,5 |
4,5 |
12,5 |
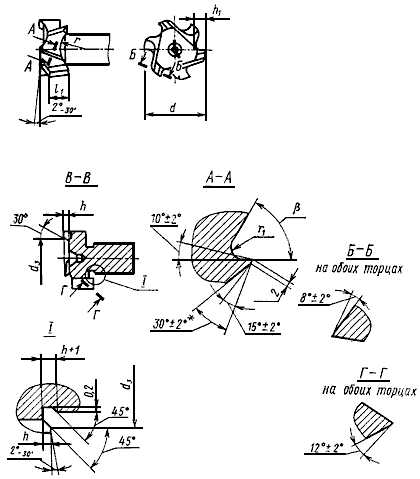
б) Тип 2, исполнение 2 (черт.2, табл.2)
________________
* Задняя поверхность зубьев фрезы может быть выполнена двухугловой или криволинейной формы.
Черт.2
Таблица 2
Размеры в мм
|
|
|
|
|
|
|
|
|
|
18 |
14,0 |
5,2 |
1,8 |
3,5 |
6,0 |
1,5 |
75° |
|
21 |
16,0 |
6,5 |
60° | ||||
|
25 |
18,0 |
8,0 |
2,5 |
4,0 |
8,0 |
||
|
32 |
22,0 |
11,0 |
5,5 |
10,5 |
2,0 |
||
|
40 |
28,0 |
13,0 |
6,0 |
12,5 |
2,5 |
||
|
50 |
38,0 |
16,0 |
3,0 |
7,0 |
19,0 |
3,0 |
|
|
60 |
46,5 |
21,0 |
6,0 |
9,0 |
14,0 |
3,5 |
55° |
|
72 |
58,5 |
27,0 |
10,0 |
17,0 |
|||
|
85 |
64,5 |
30,0 |
7,0 |
11,0 |
20,0 |
4,0 |
|
|
95 |
75,5 |
34,0 |
12,0 |
25,0 |
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Обязательное
Основные размеры фрез типа 1,
изготавливаемых по требованию заказчика
мм
|
Номинальный размер Т-образного паза |
|
|
|
|
|
|
|
|
|
5 |
11 |
4 |
10 |
3,5 |
10 |
53,5 |
0,6 |
21,0 |
|
28 |
50,0 |
25 |
32 |
22 |
42 |
124 |
1,0 |
2,5 |
|
36 |
60,0 |
30 |
28 |
51 |
139 |
ПРИЛОЖЕНИЕ 3
Обязательное
Условия эксплуатации фрез для обработки т-образных пазов
1. Фрезы предназначены для обработки Т-образных пазов на станках, соответствующих установленным для них нормам точности и жесткости.
2. Вспомогательный инструмент должен удовлетворять предъявляемым к нему нормам точности.
3. Обрабатываемый материал:
для фрез типов 1 и 2 исполнения 1 - серый чугун СЧ 18 по ГОСТ 1412-79 твердостью НВ 170...200;
для фрез типа 2 исполнения 2 - сталь 45 по ГОСТ 1050-74 твердостью не более НВ 197.
4. Режимы резания должны соответствовать указанным в п.4.4 и в табл.3 настоящего стандарта.
5. В качестве смазывающе-охлаждающей жидкости применяется 5%-ный раствор эмульсола в воде (по массе) с расходом 6-8 л/мин.
Для фрез исполнения 1 охлаждение ведется струей воздуха.
(Измененная редакция, Изм. N 4).
6. В заготовках предварительно фрезеруется прямоугольный паз, равный по ширине диаметру шейки ![]() +2 мм с оставлением припуска по дну паза 1-2 мм.
+2 мм с оставлением припуска по дну паза 1-2 мм.
7. Указанные условия эксплуатации рассчитаны на гарантийную стойкость между переточками - 60 мин.
(Введено дополнительно, Изм. N 3).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1986
Личный кабинет:
доступно после авторизации Матерям-героиням Кубани назначат ежемесячную выплату
Матерям-героиням Кубани назначат ежемесячную выплату  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке