
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
января
26
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 27491-87
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МОДУЛИ ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ И
СТАНКИ МНОГОЦЕЛЕВЫЕ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЕ
Основные параметры и размеры
Drilling-milling-boring flexible manufacturing modules and machining centres.
Main parameters and sizes
ОКП 38 7910
Дата введения 1989-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Л.М.Кордыш, канд. техн. наук (руководитель темы); В.С.Васильев, д-р техн. наук; А.Н.Байков, канд. техн. наук; Д.А.Ныс, канд. техн. наук; С.С.Кедров, канд. техн. наук; Л.Т.Ставцева; Н.П.Семченкова; П.А.Шалаев, канд. техн. наук; Л.К.Гирин; С.Д.Вайс, канд. техн. наук; О.А.Барский; Е.Ю.Лобынцева.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.11.87 N 4300
3. Срок первой проверки - 1994 г.; периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНО-НОРМАТИВНЫЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 8-82 |
6.2 |
|
ГОСТ 1574-75* |
2 |
|
ГОСТ 6569-75* |
2 |
|
2; 3; 4; 5; 6.3; 6.4; 7.1; 7.3; 7.4 | |
|
ГОСТ 23597-79 |
1 |
|
ГОСТ 24644-81 |
2 |
|
ГОСТ 27218-87 |
2 |
________________
* Действует ГОСТ 1574-91, здесь и далее по тексту. - Примечание изготовителя базы данных.
Настоящий стандарт распространяется на сверлильно-фрезерно-расточные гибкие производственные модули (ГПМ) и многоцелевые станки (МС) для обработки корпусных и плоских (призматических) заготовок, эксплуатируемые автономно или в гибких производственных системах (ГПС), изготовляемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на ГПМ и МС, спроектированные до 01.01.89 в части размера, устанавливающего высоту загрузки стола-спутника от основания станины до базовой поверхности установки столов-спутников на ГПМ (МС).
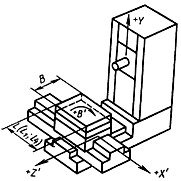
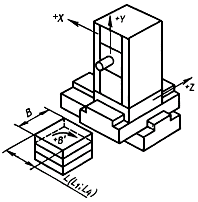
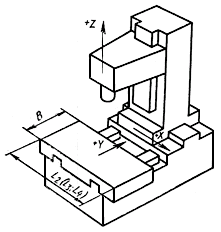
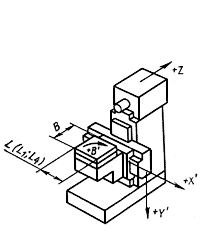
1. Обозначение и положительное направление осей координат должны соответствовать ГОСТ 23597-79; для ГПМ и МС с вертикальной рабочей поверхностью стола-спутника (стола) рекомендуется ось координат X выбирать так, чтобы она была расположена параллельно указанной поверхности.
2. Основные параметры и размеры должны соответствовать указанным на черт.1 и 2 и в таблице.
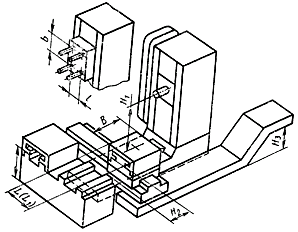
Черт.1
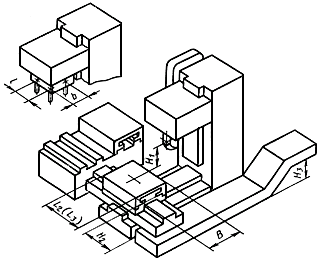
Черт.2
Примечание. Черт.1 и 2 не определяют конструкцию ГПМ и МС.
Размеры в мм
|
Наименование параметра |
Обо- зна- |
Значение | ||||||||||||
|
Ширина рабочей поверхности стола-спутника по ГОСТ 27218-87 (для ГПМ и МС) или стола при отсутствии столов-спутников (для МС) |
В |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500** | |
|
Длина рабочей поверхности стола-спутника типов 1 и 3 по ГОСТ 27218-87 (для ГПМ и МС) |
|
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500** | |
|
|
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
- | ||
|
Длина рабочей поверхности стола-спутника типов 2 и 4 по ГОСТ 27218-87 (для ГПМ и МС) |
|
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
- |
- | |
|
|
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
- |
||||
|
Длина рабочей поверхности стола при отсутствии столов-спутников (для МС) |
|
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 | |
|
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 | |||
|
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 | |||
|
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 | |||
|
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 |
6300 | |||
|
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 |
6300 |
8000 | ||||
|
|
4000 |
5000 |
6300 |
8000 |
10000 | |||||||||
|
- |
- |
- |
- |
- |
- |
- |
- |
6300 |
8000 |
10000 |
12500 | |||
|
Размеры Т-образных пазов стола при отсутствии столов-спутников |
ширина |
- |
12; 14 |
14; 18 |
18; 22 |
22; 28 |
28; 36 | |||||||
|
расстояние между пазами |
- |
40 |
40; 50 |
50; 63 |
50; 80 |
63; 100 |
100; 125 |
100; 160 |
100 |
100; 160 |
160; 200 |
200 |
200; 250 | |
|
Наибольшее рабочее перемещение по оси координат, не менее |
горизон- |
|
| |||||||||||
|
верти- |
|
0,8 | ||||||||||||
|
|
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 | ||
|
|
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 | |||
|
Наибольшее расстояние от оси шпинделя до рабочей поверхности стола-спутника или стола, не менее |
|
250 |
320 |
400 |
500 |
560 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 | |
|
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола-спутника или стола, не менее |
|
400 |
450 |
500 |
560 |
630 |
710 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 | |
|
Конец шпинделя по ГОСТ 24644-81 с конусом 7:24 |
- |
30; 40 |
40; 50 |
50; 60 | ||||||||||
|
Расстояние между осями крайних шпинделей многошпиндель- |
по ширине |
|
160 |
200 |
250 |
320 |
400 |
500 |
630 | |||||
|
по длине |
|
200 |
250 |
320 |
400 |
500 |
630 |
800 | ||||||
|
Высота загрузки стола-спутника от основания станины до базовой поверхности установки столов-спутников на ГПМ (МС), не более |
|
1060 |
1060; 1250** |
1250 | ||||||||||
|
Высота от уровня пола до отводящей ветви транспортера для размещения тары под стружку, не менее |
|
560 |
750 |
1000 | ||||||||||
|
Количество единичных автоматически сменяемых инструментов ***, шт., не менее |
горизон- |
- |
40 |
60 | ||||||||||
|
верти- |
- |
20 |
30 | |||||||||||
|
Количество автоматически сменяемых столов-спутников в накопителе ***, шт., не менее |
горизон- |
- |
6 |
4 |
2 | |||||||||
|
верти- |
- |
10 |
8 |
6 |
4 |
2 | ||||||||
_________________
* Принимают ближайшее значение из ряда Ra 10 по ГОСТ 6636-69.
** По согласованию с заказчиком.
*** Для автономно эксплуатируемых ГПМ.
При наличии нескольких рабочих органов одинакового функционального назначения требования таблицы распространяются на каждый из них.
3. При наличии нескольких рабочих органов, подвижных по одной оси координат, наибольшее рабочее перемещение каждого из них следует выбирать из ряда Ra 10 по ГОСТ 6636-69, причем суммарное перемещение, например ![]() , также выбирается из этого ряда и должно быть не менее значений, указанных в таблице.
, также выбирается из этого ряда и должно быть не менее значений, указанных в таблице.
4. Для одностоечных ГПМ и МС наибольшие рабочие перемещения по осям координат, увеличенное по сравнению с указанным в таблице, следует выбирать из ряда Ra 10, а для вертикальных двухстоечных ГПМ и МС - из ряда Ra 20 по ГОСТ 6636-69.
5. Размеры ![]() и
и ![]() увеличенные, а размеры
увеличенные, а размеры ![]() и
и ![]() , уменьшенные по сравнению с указанными в таблице, следует выбирать из ряда Ra 20 по ГОСТ 6636-69.
, уменьшенные по сравнению с указанными в таблице, следует выбирать из ряда Ra 20 по ГОСТ 6636-69.
6. Допускается:
6.1. Округлять размер ![]() свыше 3000 мм до величин, кратных 1000;
свыше 3000 мм до величин, кратных 1000;
6.2. Уменьшать наибольшие рабочие перемещения по осям координат ![]() и
и ![]() в 1,25 раза по сравнению с указанными в таблице - для вертикальных ГПМ и МС с крестовым столом класса точности С по ГОСТ 8-82;
в 1,25 раза по сравнению с указанными в таблице - для вертикальных ГПМ и МС с крестовым столом класса точности С по ГОСТ 8-82;
6.3. Уменьшать наибольшее рабочее перемещение по оси координат ![]() и размер
и размер ![]() не более чем в 3,2 раза по сравнению с указанными в таблице, выбирая их значения из ряда Ra 20 по ГОСТ 6636-69 - для вертикальных двухстоечных ГПМ и МС с неподвижной поперечиной;
не более чем в 3,2 раза по сравнению с указанными в таблице, выбирая их значения из ряда Ra 20 по ГОСТ 6636-69 - для вертикальных двухстоечных ГПМ и МС с неподвижной поперечиной;
6.4. Увеличивать размер ![]() не более чем в 1,6 раза по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69 - для вертикальных ГПМ и МС.
не более чем в 1,6 раза по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69 - для вертикальных ГПМ и МС.
7. Допускается по согласованию с заказчиком:
7.1. Уменьшать размер ![]() в 1,25 раза и увеличивать размер
в 1,25 раза и увеличивать размер ![]() в 1,25 раза по сравнению с указанными в таблице; выбирая их значения из ряда Ra 10 по ГОСТ 6636-69;
в 1,25 раза по сравнению с указанными в таблице; выбирая их значения из ряда Ra 10 по ГОСТ 6636-69;
7.2. Использовать столы-спутники типов 1 и 3 - для вертикальных ГПМ и МС, эксплуатируемых в составе ГПС;
7.3. Увеличивать размер ![]() по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69;
по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69;
7.4. Уменьшать размер ![]() по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69 - для ГПМ, эксплуатируемых в составе ГПС;
по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69 - для ГПМ, эксплуатируемых в составе ГПС;
7.5. Изготовлять автономно эксплуатируемые ГПМ и МС с шириной стола не менее 1600 мм без устройства автоматической смены столов-спутников;
7.6. Устанавливать количества единичных автоматически сменяемых инструментов и столов-спутников менее указанных в таблице.
8. Неуказанные предельные отклонения размеров: отверстий Н14; валов h14, прочих ![]() .
.
9. Примеры распространенных компоновок станочной части ГПМ и МС приведены в приложении. ГПМ и МС компоновок, отличных от приведенных в приложении, следует изготовлять с основными параметрами и размерами, указанными в таблице.
ПРИЛОЖЕНИЕ
Рекомендуемое
КОМПОНОВКИ СТАНОЧНОЙ ЧАСТИ ГПМ И МС
СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫХ
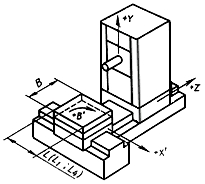
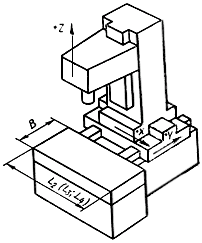
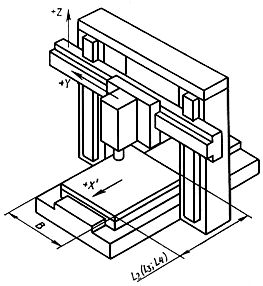
1. Примеры распространенных компоновок станочной части ГПМ и МС сверлильно-фрезерно-расточных приведены на черт.3-12.
|
Горизонтальная с крестовым поворотным столом |
Горизонтальная с крестовой стойкой |
|
|
|
|
Черт.3 |
Черт.4 |
|
Вертикальная с продольно-подвижным |
Горизонтальная с поворотным столом на крестовом суппорте |
|
|
|
|
Черт.5 |
Черт.6 |
|
Горизонтальная с поперечно-подвижным поворотным столом с вертикальным расположением поверхности крепления заготовки |
Вертикальная |
|||
|
|
|
|||
|
Черт.7 |
Черт.8 |
|||
|
Горизонтальная с поперечно-подвижным поворотным столом |
Вертикальная |
|
|
|
|
Черт.9 |
Черт.10 |
Вертикальная двухстоечная с подвижным столом
Вертикальная двухстоечная с подвижным порталом
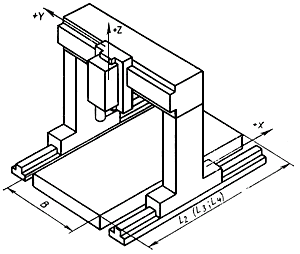
Черт.12
2. Расширение технологических возможностей ГПМ и МС сверлильно-фрезерно-расточных может осуществляться путем создания модификаций компоновок с использованием наклонно-поворотных столов, наклоняемых, шпиндельных бабок, оснащения несколькими шпиндельными бабками или столами, многошпиндельными коробками и т.д., а также путем введения дополнительных формообразующих или вспомогательных перемещений рабочих органов.
Личный кабинет:
доступно после авторизации hh.ru: Ждут ли студентов на работу и какую зарплату они ждут?
hh.ru: Ждут ли студентов на работу и какую зарплату они ждут?  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке