
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 3489.1-71
Группа Т63
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Шрифты типографские
(на русской и латинской графических основах). Группировка.
Индексация. Линия шрифта. Емкость
Printing types (Russian and Roman graphic bases). Group arrangement.
Indexing. Base line. Characters per 4 picas
Дата введения 1972-01-01
РАЗРАБОТАН Всесоюзным научно-исследовательским институтом оборудования для печатных изданий, картонной и бумажной тары (ВНИИОПИТ)
Директор Смирнов Г.П.
Руководитель темы Тагиров Ф.Ш.
Исполнитель Тагиров Ф.Ш.
ВНЕСЕН Министерством машиностроения для легкой и пищевой промышленности и бытовых приборов
Зам. министра Пудков И.И.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением машиностроения Государственного комитета стандартов Совета Министров СССР
Зам. начальника Управления Лесников М.В.
Инженер Андрианова Р.И.
Отделом стандартизации, унификации и агрегатироваиия в легком, пищевом и полиграфическом машиностроении ВНИИНМАШ
И. о. заведующего отделом Эдельман Е.В.
Ст. инженер Зарипова Р.А.
УТВЕРЖДЕН Государственным комитетом стандартов Совета Министров СССР 11 декабря 1970 г. (протокол 225)
Председательствующий на Научно-технической комиссии Бергман В.П.
Члены комиссии: Шмушкин Ш.И., Кулагин В.Б., Златкович Л.А., Григорьев В.К.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 9 марта 1971 г. N 393
ВЗАМЕН ГОСТ 3489-57 в части классификации и индексации
Настоящий стандарт распространяется на типографские шрифты русской и латинской графических основ для ручного, буквоотливного машинного, строкоотливного машинного, строкоотливного крупнокегельного машинного, строкоотливного крупнокегельного ручного и фото способов набора.
Особенности шрифтов различных способов набора изложены в справочном приложении 3.
Стандарт не распространяется на шрифты:
плакатно-афишные (деревянные и пластмассовые);
картографические;
переплетные;
специальные (например, для документов строгого учета);
декоративные (оттененные, контурные, шатированные, орнаментальные и т.п.);
имитационные (рукописные, машинописные и т.п.);
выпускаемые в опытном порядке.
Порядок расположения групп стандартом не регламентируется.
1. ГРУППИРОВКА ШРИФТОВ
1.1. Шрифты в зависимости от характера их графического построения делятся на шесть основных групп и одну дополнительную, в соответствии с приложением 1.
1.2. Внутри каждой группы шрифты делятся на гарнитуры, объединенные одним характером их рисунка; каждая гарнитура шрифтов имеет свое наименование: Академическая, Литературная и т.д.
Шрифты одной и той же гарнитуры делятся в зависимости от:
постановки очка - на шрифты прямого и курсивного (или наклонного) начертания;
плотности очка - на шрифты нормального, узкого, сверхузкого, широкого и сверхширокого начертания.
Плотность очка определяется по зрительному отношению сторон строчных знаков типов "н", "п", "и" и т.д., что считается равнозначным отношению сторон прямоугольника, образованного осями вертикальных штрихов и осями верхних и нижних соединительных штрихов. Предпочтительные показатели начертаний шрифтов по плотности должны соответствовать указанным в табл.1.
насыщенности очка - на шрифты светлого, полужирного и жирного начертания.
Таблица 1
|
Начертание шрифта |
Отношение ширины знака типа "н" (по осям штрихов) к высоте знака, % | ||
|
в базовых кеглях | |||
|
6 |
10 |
24 | |
|
в производных кеглях | |||
|
5 и 7 |
8, 9, 11 и 12 |
14, 16, 20, 28, 36 и 48 | |
|
Сверхузкое, не более |
50 |
45 |
40 |
|
Узкое |
Св. 50 до 65 |
Св. 45 до 60 |
Св. 40 до 55 |
|
Нормальное |
Св. 65 до 90 |
Св. 60 до 85 |
Св. 55 до 80 |
|
Широкое |
Св. 90 до 115 |
Св. 85 до 105 |
Св. 80 до 95 |
|
Сверхширокое, не менее |
115 |
105 |
95 |
Насыщенность очка определяется отношением толщины основного штриха к высоте знака у строчных знаков типов "н", "п" и т.д.
Предпочтительные показатели начертаний шрифтов по насыщенности очка должны соответствовать указанным в табл.2.
Таблица 2
|
Начертание шрифта |
Отношение толщины основного штриха знака к высоте знака, % | ||
|
в базовых кеглях | |||
|
6 |
10 |
24 | |
|
в производных кеглях | |||
|
5 и 7 |
8, 9, 11 и 12 |
14, 16, 20, 28, 36 и 48 | |
|
Светлое, не более |
25 |
23 |
21 |
|
Полужирное |
Св. 25 до 37 |
Св. 23 до 34 |
Св. 21 до 31 |
|
Жирное, не менее |
37 |
34 |
31 |
1.3. Размеры шрифта определяются кеглем. Кегельный сортамент указан в рекомендуемом приложении 2. Кегль измеряется в типографских пунктах. Типографский пункт равен 0,376 мм. В строкоотливном машинном, строкоотливном крупнокегельном машинном и строкоотливном крупнокегельном ручном способах набора допускается округлять кегельные размеры в миллиметрах в соответствии с табл.3.
Таблица 3
|
Кегли |
Кегли |
Кегли | ||||||
|
|
в мм |
|
в мм |
|
в мм | |||
|
в пунктах |
Расчет- |
Допускается |
в пунктах |
Расчет- |
Допускается |
в пунктах |
Расчет- |
Допускается |
|
5 |
1,88 |
1,88 |
12 |
4,51 |
4,50 |
28 |
10,53 |
10,50 |
|
6 |
2,26 |
2,25 |
14 |
5,26 |
5,25 |
32 |
12,03 |
12,00 |
|
7 |
2,63 |
2,65 |
16 |
6,02 |
6,00 |
36 |
13,54 |
13,50 |
|
8 |
3,01 |
3,00 |
18 |
6,77 |
6,75 |
42 |
15,79 |
15,80 |
|
9 |
3,38 |
3,38 |
20 |
7,52 |
7,50 |
48 |
18,05 |
18,00 |
|
10 |
3,76 |
3,75 |
22,5 |
8,46 |
8,45 |
60 |
22,56 |
22,50 |
|
11 |
4,14 |
4,15 |
24 |
9,03 |
9,00 |
72 |
27,07 |
27,00 |
Предельные отклонения на кегль ±0,01 мм.
2. ИНДЕКСАЦИЯ ШРИФТОВ
2.1. Каждый шрифт обозначается особым индексом, который должен применяться:
при маркировке пуансонов и матриц словолитных и наборных машин;
на ярлыках пачек с ручным шрифтом и комплектов буквоотливных и строкоотливных матриц, а также на упаковках дисков фотонаборных машин;
при паспортизации шрифтов и матриц;
в каталогах, образцах и прейскурантах на шрифты.
2.2. Порядок составления индекса шрифта должен быть следующим:
а) в первой части индекса указывается условное буквенное обозначение гарнитуры шрифта;
б) во второй части индекса - условное цифровое обозначение начертания шрифта согласно табл.4;
в) в третьей части индекса - кегль шрифта в типографских пунктах, отделяя его от обозначения начертания знаком "дефис".
Таблица 4
Обозначение начертания шрифта
|
Светлое |
Полужирное |
Жирное | |||||
|
Начертание в зависимости от ширины очка |
Начертание в зависимости от постановки очка | ||||||
|
прямое |
наклонное |
прямое |
наклонное |
прямое |
наклонное | ||
|
Нормальное |
1 |
/1 |
3 |
/3 |
5 |
/5 | |
|
Сверхузкое |
21 |
/21 |
23 |
/23 |
25 |
/25 | |
|
Узкое |
41 |
/41 |
43 |
/43 |
45 |
/45 | |
|
Широкое |
61 |
/61 |
63 |
/63 |
65 |
/65 | |
|
Сверхширокое |
81 |
/81 |
83 |
/83 |
85 |
/85 | |
В каталогах, прейскурантах и образцах шрифтов после обозначения начертания ставится вместо дефиса строчная буква, обозначающая способ набора, а именно: р - ручной набор, б - буквоотливной машинный набор, с - строкоотливной машинный набор, скм - строкоотливной крупнокегельный машинный набор, скр - строкоотливной крупнокегельный ручной набор, ф - фотонабор.
В случае, если один и тот же кегль данной гарнитуры имеет два варианта размера очка (крупный и мелкий), мелкое очко обозначается прибавлением к обозначению кегля буквы "м".
В паспортах шрифтов и матриц, на ярлыках пачек с ручным шрифтом и комплектов буквоотливных и строкоотливных матриц, на упаковках дисков фотонаборных машин должен быть указан номер соответствующего стандарта на гарнитуру шрифта.
Примеры индексации шрифтов:
Шрифт Школьной гарнитуры прямого нормального светлого начертания, кегль 8 - Шрифт Ш.1-8 ГОСТ 3489.1-71.
Шрифт Обыкновенной новой гарнитуры прямого нормального жирного начертания для ручного набора, кегль 10 мелкий - Шрифт ОН5р10м ГОСТ 3489.1-71.
2.3. При индексации шрифтов на двухлитерных матрицах условное цифровое обозначение выделительного шрифта прямого полужирного или прямого жирного начертаний должно отделяться от условного обозначения шрифта основного начертания знаком "дефис".
Знак "дефис" не ставится, если выделительный шрифт является курсивным или наклонным.
Пример индексации двухлитерных матриц:
Шрифт Школьной гарнитуры прямого нормального светлого начертания со шрифтом прямого нормального полужирного начертания, кегль 8 - Шрифт Ш1-3-8 ГОСТ 3489.1-71.
2.4. При изготовлении шрифта какого-либо кегля для отливки на больший или меньший кегль обозначение кегля пишется дробью, например 16/12. Это означает, что очко кегля 16 изготовлено с расчетом для отливки на ножку кегля 12.
3. ЛИНИЯ ШРИФТА
3.1. Линией шрифта называется воображаемая линия, на которой базируются все нижние части прямоугольных строчных и прописных знаков. Ей зрительно подчинены также нижние части округлых букв, фактически несколько свисающие ниже линии шрифта.
3.2. Положение линии шрифта определяется от верхней кромки площадки литеры или отлитой строки, что составляет 75% кегля и измеряется в миллиметрах. Положение линии шрифта для каждого кегля указано в табл.5.
Таблица 5
|
Кегли |
Положение линии шрифта |
Кегли |
Положение линии шрифта | ||
|
в мм |
в пунктах |
в мм |
в пунктах | ||
|
6 |
1,70 |
4,50 |
16 |
4,51 |
12,00 |
|
7 |
1,97 |
5,25 |
20 |
5,64 |
15,00 |
|
8 |
2,26 |
6,00 |
24 |
6,77 |
18,00 |
|
9 |
2,53 |
6,75 |
28 |
7,90 |
21,00 |
|
10 |
2,82 |
7,50 |
32 |
9,02 |
24,00 |
|
11 |
3,10 |
8,25 |
36 |
10,16 |
27,00 |
|
12 |
3,38 |
9,00 |
42 |
11,84 |
31,50 |
|
14 |
3,94 |
10,50 |
48 |
13,54 |
36,00 |
В шрифтах, требующих особо крупное очко (словарных, справочных и т.п.) в кеглях не более 8 пунктов разрешается установить линию шрифта 78% от кегля.
3.3. Правильность линии шрифта в литерах ручного набора определяется путем замера положения знака "Ш" по отношению к верхней кромки литеры по кеглю, а остальных литер - путем набора каждого знака между двумя проверенными литерами знака "Ш" и визуального определения отклонения этих знаков от линии. Проверка производится по качественному оттиску. Контрольные оттиски должны изготовляться на гладкой белой бумаге, хорошо воспринимающей краску, но не дающей расплыва краски. Оттиски должны быть четкими и не иметь смазанных мест.
В строкоотливном и буквоотливном машинных наборах, а также строкоотливном крупнокегельном и фото наборах правильность линии шрифта определяется путем набора каждого знака алфавита между двумя знаками "ш"; латинских знаков - между двумя "m".
3.4. Для матриц буквоотливного машинного набора, а также для матриц строкоотливного крупнокегельного ручного набора устанавливается единая линия шрифта для всех кеглей, а именно:
на матрицах буквоотливных наборных машин положение линии шрифта должно быть 3,66 мм от верхней кромки рабочего торца матрицы согласно черт.1;
на матрицах строкоотливного крупнокегельного машинного набора (матрицах машины СК) положение линии шрифта должно быть для всех кеглей (за исключением кеглей 42 и 48) 14,15 мм от верхней кромки матрицы согласно черт.2; для кеглей 42 и 48 - 16,15 мм.
Единая линия (ЛШ) шрифта на матрицах буквоотливных наборных машин
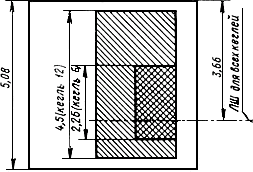
Черт.1
Единая линия шрифта (ЛШ) на матрицах строкоотливного крупнокегельного ручного способа набора
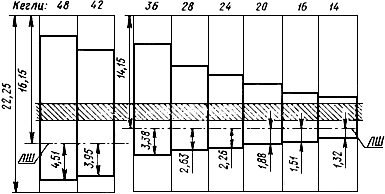
Черт.2
Шрифты, рисунки которых разработаны и сданы в производство до введения в действие настоящего стандарта, разрешается выпускать и применять по указанной в их документации линии шрифта.
4. ЕМКОСТЬ ШРИФТА
4.1. Показатель емкости шрифта выражается в количестве знаков, умещающихся в строке определенного формата.
4.2. Емкость шрифтов для стандартных шрифтовых гарнитур устанавливается в количестве знаков, входящих в формат набора в один квадрат (один квадрат равен 48 пунктам).
Расчет емкости шрифта (ЕШ) производится по следующей формуле:
![]() ,
,
где ![]() - толщина литеры знака алфавита по рабочим чертежам;
- толщина литеры знака алфавита по рабочим чертежам;
![]() - частота встречаемости соответствующего знака в тексте.
- частота встречаемости соответствующего знака в тексте.
Для расчета емкости шрифта должны быть использованы размеры толщин литер и частотных характеристик знаков, указанных в справочном приложении 4.
ПРИЛОЖЕНИЕ 1
ГРУППИРОВКА СТАНДАРТНЫХ ШРИФТОВ
Стандартные шрифты делятся на следующие шесть основных и одну дополнительную группы:
|
|
Группа рубленых шрифтов. К этой группе относятся шрифты, не имеющие засечек. |
|
|
Группа шрифтов с едва наметившимися засечками. К этой группе относятся гарнитуры с несколько утолщенными концами вертикальных штрихов (с некоторым подобием засечек). |
|
|
Группа медиевальных шрифтов. К этой группе относятся гарнитуры с умеренной контрастностью штрихов, с засечками в виде плавного утолщения концов основных штрихов, чаще всего приближающихся по своей форме к треугольнику, преимущественно с наклонными осями округлых букв. |
|
|
Группа обыкновенных шрифтов. К этой группе относятся гарнитуры с контрастными штрихами, с длинными тонкими засечками, соединяющимися с основными штрихами под прямым углом, иногда с легким закруглением; округлые буквы с вертикальными осями. |
|
|
Группа брусковых шрифтов. К этой группе относятся гарнитуры с неконтрастными или малоконтрастными штрихами, с длинными утолщенными засечками, соединенными с основными штрихами под прямым углом или с легким закруглением. |
|
|
Группа новых малоконтрастных штрихов. К этой группе относятся гарнитуры, имеющие малоконтрастные штрихи с длинными утолщенными засечками преимущественно с закругленными концами, соединенными с основными штрихами под прямым углом или с легким закруглением. |
К дополнительной группе относятся шрифты, построение и характер рисунков которых сильно отличаются от шрифтов шести основных групп.
ПРИЛОЖЕНИЕ 2 к ГОСТ 3489.1-71
Рекомендуемое
МАКСИМАЛЬНЫЙ КЕГЕЛЬНЫЙ СОРТАМЕНТ В ШРИФТАХ
ДЛЯ РАЗЛИЧНЫХ СПОСОБОВ НАБОРА (В ПУНКТАХ)
|
Ручной набор |
Буквоотливной машинный набор |
Строкоотливной машинный набор |
Строкоотливной крупноке- гельный машинный набор |
Строкоотливной крупнокегельный ручной набор |
Фотонабор | ||||||
|
|
|
|
Двухлитерные матрицы |
Однолитерные матрицы |
|
| |||||
|
1 |
2 |
|
|
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
- |
- |
- |
5 |
- |
- |
- |
- |
- |
5 |
- |
- |
|
6 |
6 |
6 |
6 |
- |
- |
- |
- |
- |
6 |
- |
- |
|
- |
- |
7 (8 м) |
7 |
- |
- |
- |
- |
- |
7 |
- |
- |
|
8 |
8 |
8 |
8 |
- |
- |
- |
- |
- |
8 |
8 |
- |
|
- |
- |
9 (10 м) |
9 |
- |
- |
- |
- |
- |
9 |
- |
- |
|
10 |
10 |
10 |
10 |
- |
- |
- |
- |
- |
10 |
10 |
- |
|
- |
- |
11 (12 м) |
11 |
- |
- |
- |
- |
- |
11 |
- |
- |
|
12 |
12 |
12 |
12 |
- |
- |
- |
- |
- |
12 |
12 |
12 |
|
- |
- |
- |
14 |
14 |
14 |
14 |
14 |
- |
14 |
14 |
14 |
|
16 |
16 |
- |
- |
16 |
16 |
16 |
16 |
- |
16 |
16 |
16 |
|
- |
- |
- |
- |
18 |
18 |
18 |
18 |
- |
- |
- |
18 |
|
20 |
20 |
- |
- |
20 |
20 |
20 |
20 |
- |
- |
20 |
20 |
|
- |
- |
- |
- |
22,5 |
- |
- |
- |
- |
- |
- |
- |
|
24 |
24 |
- |
- |
- |
24 |
24 |
24 |
- |
- |
24 |
24 |
|
28 |
28 |
- |
- |
- |
28 |
28 |
28 |
- |
- |
- |
28 |
|
- |
- |
- |
- |
- |
32 |
32 |
32 |
- |
- |
32 |
- |
|
36 |
36 |
- |
- |
- |
36 |
36 |
36 |
- |
- |
36 |
36 |
|
- |
- |
- |
- |
- |
- |
42 |
42 |
- |
- |
42 |
- |
|
48 |
48 |
- |
- |
- |
- |
48 |
- |
48 |
- |
48 |
48 |
|
- |
60 |
- |
- |
- |
- |
- |
- |
60 |
- |
- |
60 |
|
- |
72 |
- |
- |
- |
- |
- |
- |
72 |
- |
- |
- |
Сокращения, принятые в таблице
1 - гартовые шрифты, 2 - пластмассовые шрифты, 3 - широкие шрифты, 4 - узкие шрифты, 5 - обычные матрицы, 6 - особые матрицы, 7 - шрифты для набора на машинах типа НФА, 8 - шрифты для набора на машинах типа ФНО, 9 - шрифты для набора на машинах типа СФК.
ПРИЛОЖЕНИЕ 3 к ГОСТ 3489.1-71
Справочное
ОСОБЕННОСТИ ШРИФТОВ РАЗЛИЧНЫХ СПОСОБОВ НАБОРА
1. Шрифты ручного набора отливаются на шрифтолитейных заводах или в типографиях на шрифтолитейных машинах с применением словолитных матриц (ГОСТ 6769-58) из типографского сплава или специального состава пластмассы; состоят из отдельных литер, различающихся между собой по кеглю, толщинам и рисунку очка. Кегль гартовых шрифтов может быть от 6 до 48; кегль пластмассовых шрифтов - от 6 до 72.
2. Шрифты буквоотливного машинного набора отливаются в типографиях на буквоотливных наборных машинах из типографского сплава специального состава; состоят из отдельных литер и отливаются с заранее заданным на перфоленте порядком букв, различающихся между собой по кеглю, толщинам и рисунку очка литер. Кегль шрифта русской и латинской графических основ может быть от 6 до 12. Для отливки таких литер на матричных заводах изготовляются специальные матрицы с очком, штампованным на рабочем торце матрицы. Это позволяет в процессе отливки получить на литерах требуемое расположение очка.
3. Шрифты строкоотливного машинного и строкоотливного крупнокегельного машинного наборов отливаются в типографиях на строкоотливных наборных машинах из типографского сплава специального состава в виде монолитных строк определенного формата с заранее заданным (в процессе машинного набора матриц) порядком букв. Для отливки используются специальные матрицы (ГОСТ 3554-63), изготовленные на матричных заводах. Матрицы отличаются между собой по своим толщинам, рисунку, положению в величине очка, а также по комбинациям зубцов. Различия в величине очка могут дать возможность получить монолитные строки в строкоотливном машинном наборе от кегля 5 до 16; в строкоотливном крупнокегельном машинном наборе - от 14 до 22,5 и 36 или 48 пунктов в зависимости от плотности шрифта.
4. Шрифты строкоотливного крупнокегельного ручного набора отливаются в типографиях на строкоотливных крупнокегельных машинах типа СК из типографского сплава специального состава в виде монолитных строк определенного формата с заранее заданным (в процессе ручного набора матриц) порядком букв. Для отливки используются матрицы, изготовляемые на матричных заводах; матрицы отличаются между собой по своей геометрии (прямые или косые), толщинам, рисунку и величине очка, а также по наличию и отсутствию выемов, предназначенных для уплотнения строк при сочетании отдельных знаков. Матрицы могут дать отливку строк кеглем от 14 до 42 или 72.
5. Шрифты фотонабора получаются в типографиях на фотонаборных машинах путем фотовоспроизведення на особых пленках изображения букв с заранее заданным (в процессе машинного или ручного набора) порядком букв.
Для фотовоспроизведения используются на одних машинах групповые шрифтоносители, отличающиеся между собой по составу знаков и их гарнитурному ассортименту; на других машинах - фотогеничные литеры, набираемые вручную, отличающиеся по толщине, рисунку, положению и величине очка. Шрифтовые диски позволяют получить фотоизображение шрифтовых знаков кеглем от 5 до 16, а фотогеничные литеры - от 8 до 60.
ПРИЛОЖЕНИЕ 4 к ГОСТ 3489.1-71
Справочное
ПЕРЕЧЕНЬ ЗНАКОВ И ИХ ЧАСТОТНЫЕ ХАРАКТЕРИСТИКИ
|
Знак |
Частотная характеристика, % |
Знак |
Частотная характеристика, % |
|
а |
7,4 |
с |
5,0 |
|
б |
1,5 |
т |
6,0 |
|
в |
4,4 |
у |
2,3 |
|
г |
1,4 |
ф |
0,2 |
|
д |
2,7 |
х |
1,1 |
|
е (ё) |
7,9 |
ц |
0,5 |
|
ж |
0,9 |
ч |
1,3 |
|
з |
1,6 |
ш |
0,7 |
|
и (й) |
8,2 |
щ |
0,4 |
|
к |
3,2 |
ъ |
0,1 |
|
л |
3,9 |
ы |
1,9 |
|
м |
2,7 |
ь |
1,5 |
|
н |
6,0 |
э |
0,2 |
|
о |
10,4 |
ю |
0,6 |
|
п |
2,5 |
я |
2,0 |
|
р |
4,6 |
Н (прописн.) |
2,1 |
|
|
|
· (точка) |
4,3 |
|
|
|
0 (ноль) |
0,5 |
Личный кабинет:
доступно после авторизации "Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...
"Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке