
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 11108-70
Группа Г41
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОРОНКИ ТВЕРДОСПЛАВНЫЕ ДЛЯ КОЛОНКОВОГО БУРЕНИЯ
ПОРОД СРЕДНЕЙ ТВЕРДОСТИ
Hard-metals bits for core exploratory drilling in medium hard
Дата введения 1971-07-01
РАЗРАБОТАН Специальным конструкторским бюро Министерства геологии СССР (СКБ МГ СССР)
Начальник СКБ Комисаров И.Г.
Руководители темы - Вейцель Л.Я., Трифонов С.В.
Исполнители - Болотинский М.Л., Степанов Ю.М.
ВНЕСЕН Министерством геологии СССР
Зам. министра Евсеенко М.А.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом промышленности тяжелого, химического и легкого машиностроения Комитета стандартов, мер и измерительных приборов при Совете Министров СССР
Зам. начальника Лесников М.В.
Ст. инженер Куликов П.В.
Отделом стандартизации, унификации и агрегатирования станочных приспособлений, режущего и мерительного инструмента Всесоюзного научно-исследовательского института по нормализации в машиностроении (ВНИИНМАШ)
Начальник отдела Леонов С.И.
Ст. научный сотрудник канд. техн. наук Футорян С.Б.
Ст. инженер Израйлович Д.С.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 27 марта 1970 г. (протокол N 44)
Председатель Научно-технической комиссии Дубовиков Б.А.
Члены комиссии - Шахурин В.Н., Григорьев В.К., Плис Г.С., Ушаков М.А.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 17 апреля 1970 г. N 531
ВЗАМЕН ГОСТ 11108-64
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Твердосплавные коронки должны изготовляться типов:
СМ3 - для бурения преимущественно малоабразивных монолитных горных пород IV-VI категорий по буримости (типа аргиллитов, алевролитов, глинистых и филлитовых сланцев, доломитов, гипсов, известняков и т.п.);
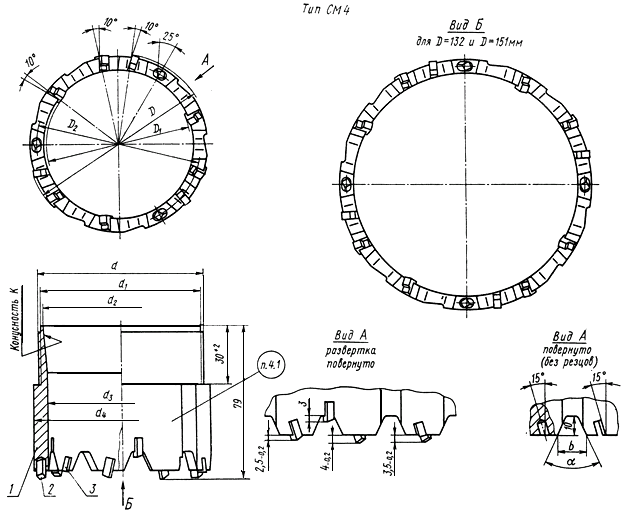
СМ4 - для бурения преимущественно малоабразивных монолитных и перемежающихся горных пород V-VI и частично VII категорий по буримости (типа алевролитов, аргиллитов, глинистых и песчаных сланцев, известняков, слабых песчаников, базальтов, дунитов и т.п.);
СМ5 - для бурения преимущественно малоабразивных монолитных и слаботрещиноватых горных пород V-VI категорий по буримости (типа доломитов, известняков, глинистых и песчаных сланцев, серпентинитов и т.п.);
СМ6 - для бурения преимущественно малоабразивных монолитных и трещиноватых горных пород VI-VII категорий по буримости (типа доломитов, известняков, серпентинитов, перидотитов и т.п.);
СТ2 - для бурения преимущественно малоабразивных трещиноватых и перемежающихся горных пород IV-VI категорий по буримости (типа известняков, доломитов частично окремненных, сланцев с твердыми включениями и т.п.);
СА1 - для бурения преимущественно абразивных плотных тонко- и мелкозернистых монолитных горных пород VI-VIII категорий по буримости (типа песчаников, песчаных сланцев, грубых алевролитов, порфиритов, габбро и т.п.);
СА2 - для бурения преимущественно абразивных монолитных и перемежающихся горных пород VI-VIII и частично IX категорий по буримости (типа песчаников, алевролитов, диоритов, габбро, порфиритов, окварцованных известняков и т.п.);
СА3 - для бурения преимущественно абразивных монолитных и перемежающихся горных пород VI-VIII и частично IX категорий по буримости (типа песчаников, алевролитов, диоритов, габбро, порфиритов, окварцованных известняков и т.п.);
СА4 - для бурения преимущественно абразивных, монолитных и слаботрещиноватых горных пород VI-VIII и частично IX категорий по буримости (типа габбро, пироксенитов, порфиритов, диоритов, дацитов, диопсидомагнетитовых и гранатовых скарнов и т.п.).
Примечание. Категории по буримости даны по единым нормам выработки (ЕНВ-1964 г.).
1.2. Замена нестандартных обозначений коронок на стандартные дана в приложении (справочном).
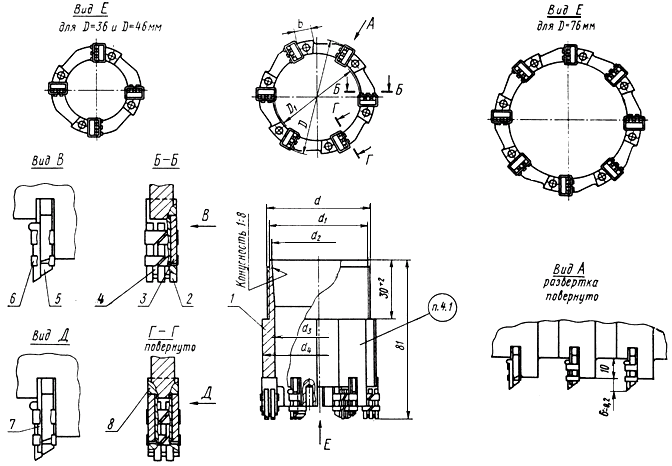
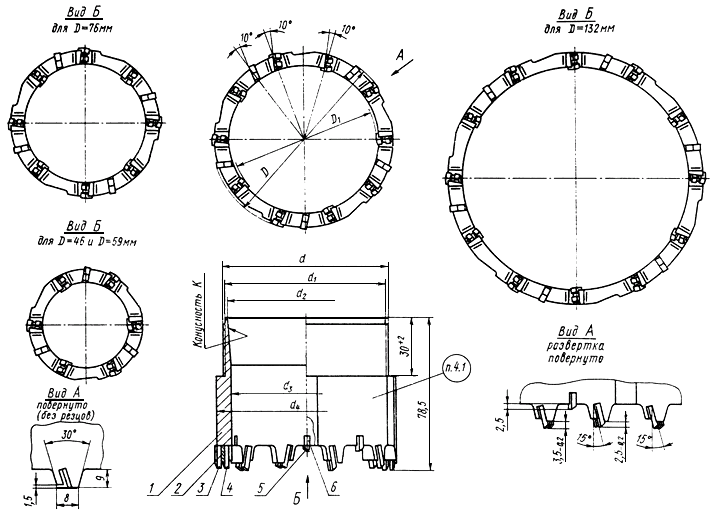
1.3. Основные размеры коронок должны соответствовать указанным на черт.1-9 и в табл.1-9.

1 - корпус коронки; 2 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
3 - вкладыш; 4 - пластинка твердосплавная Г5108 по ГОСТ 880-67*; 5 - вкладыш.
________________
* На территории Российской Федерации действует ГОСТ 880-75. Здесь и далее по тексту. - Примечание изготовителя базы данных.
Черт.1
Таблица 1
Размеры в мм
|
Обозна- |
|
|
Резьба |
|
|
|
|
Конус- |
|
Пластинки |
Вкладыши |
Масса в кг | ||||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Дет. 2 |
Дет. 4 |
Дет. 3 |
Дет. 5 |
|||||||
|
Количество |
||||||||||||||||||
|
СМ3-46 |
46 |
+0,2 |
31 |
±0,2 |
39 |
37 |
35 |
32,5 |
+0,4 |
44,5 |
-0,10 |
1:8 |
9 |
6 |
- |
6 |
- |
0,380 |
|
СМ3-59 |
59 |
44 |
52 |
50 |
48 |
45,5 |
57,5 |
-0,12 |
10 |
3 |
3 |
0,490 | ||||||
|
СМ3-76 |
76 |
±0,2 |
59 |
±0,3 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
11 |
0,610 | ||||||
|
СМ3-93 |
93 |
75 |
84 |
82 |
80 |
77 |
91 |
-0,14 |
12 |
8 |
6 |
8 |
4 |
0,760 | ||||
|
СМ3-112 |
112 |
94 |
103 |
101 |
99 |
96 |
110 |
14 |
0,890 | |||||||||
|
СМ3-132 |
132 |
±0,3 |
114 |
122 |
120 |
118 |
116 |
130 |
-0,16 |
1:16 |
11 |
12 |
9 |
12 |
6 |
0,960 | ||
|
СМ3-151 |
151 |
133 |
141 |
139 |
137 |
135 |
149 |
12 |
1,35 | |||||||||
________________
* На территории Российской Федерации действуют ГОСТ 6238-77 и ГОСТ 8593-81, соответственно. Здесь и далее по тексту. - Примечание изготовителя базы данных.
1 - корпус коронки; 2 - пластинка твердосплавная Г5107 по ГОСТ 880-67; 3 - вкладыш.
Черт.2
Таблица 2
Размеры в мм
|
Обозна- |
|
|
|
Резь- |
|
|
|
|
Конус- |
|
|
Плас- |
Вкла- |
Масса | ||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Количество
|
||||||||||||
|
СМ4-76 |
76 |
±0,2 |
58 |
67,5 |
68 |
66 |
64 |
61 |
74 |
-0,12 |
1:8 |
12 |
20° |
12 |
9 |
0,560 |
|
СМ4-93 |
93 |
74 |
83,5 |
84 |
82 |
80 |
77 |
90 |
-0,14 |
15 |
50° |
|
|
0,680 | ||
|
СМ4-112 |
112 |
93 |
102,5 |
103 |
101 |
99 |
96 |
109 |
25 |
|
|
|
0,750 | |||
|
СМ4-132 |
132 |
±0,3 |
113 |
122,5 |
122 |
120 |
118 |
116 |
129 |
-0,16 |
1:16 |
20 |
|
16 |
12 |
0,970 |
|
СМ4-151 |
151 |
132 |
141,5 |
141 |
139 |
137 |
135 |
148 |
|
|
25 |
|
|
|
1,20 | |
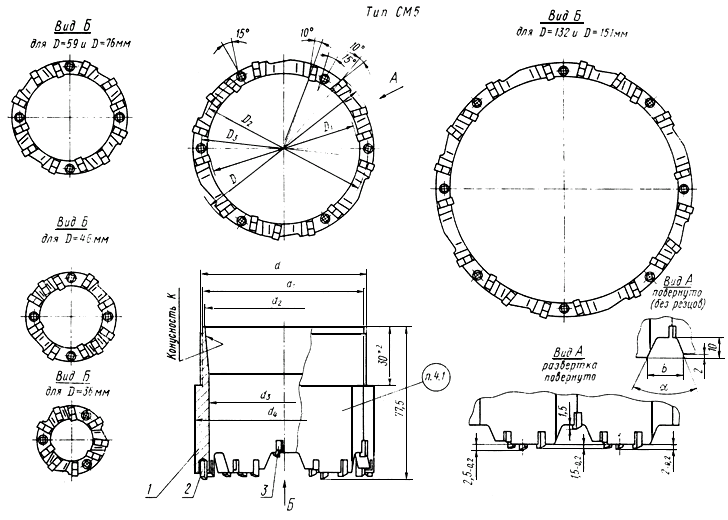
1 - корпус коронки; 2 - пластинка твердосплавная Г5108 по ГОСТ 880-67; 3 - вкладыш.
Черт.3
Таблица 3
Размеры в мм
|
Обозна- |
|
|
|
|
Резьба |
|
|
|
|
Конус- |
|
|
Плас- |
Вкла- |
Масса в кг | ||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Количество |
| ||||||||||
|
СМ5-36 |
36 |
+0,2 |
21 |
±0,2 |
28,5 |
- |
29 |
27 |
25 |
22,5 |
+0,4 |
34,5 |
-0,10 |
1:8 |
10 |
10° |
12 |
9 |
0,250 |
|
СМ5-46 |
46 |
|
31 |
|
39,5 |
37,5 |
39 |
37 |
35 |
32,5 |
|
44,5 |
|
8 |
20° |
14 |
10 |
0,320 | |
|
СМ5-59 |
59 |
|
44 |
|
52,5 |
50,5 |
52 |
50 |
48 |
45,5 |
|
57,5 |
-0,12 |
|
18 |
30° |
16 |
12 |
0,420 |
|
СМ5-76 |
76 |
±0,2 |
59 |
±0,3 |
69 |
66 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
|
28 |
45° |
|
|
0,580 | |
|
СМ5-93 |
93 |
|
75 |
|
86 |
82 |
84 |
82 |
80 |
77 |
|
91 |
-0,14 |
|
20 |
|
21 |
15 |
0,640 |
|
СМ5-112 |
112 |
|
94 |
|
105 |
101 |
103 |
101 |
99 |
96 |
|
110 |
|
26 |
|
|
|
0,940 | |
|
СМ5-132 |
132 |
±0,3 |
114 |
|
125 |
121 |
122 |
120 |
118 |
116 |
|
130 |
-0,16 |
1:16 |
22 |
|
28 |
20 |
1,00 |
|
СМ5-151 |
151 |
|
133 |
|
144 |
140 |
141 |
139 |
137 |
135 |
|
149 |
|
24 |
|
|
|
1,25 | |
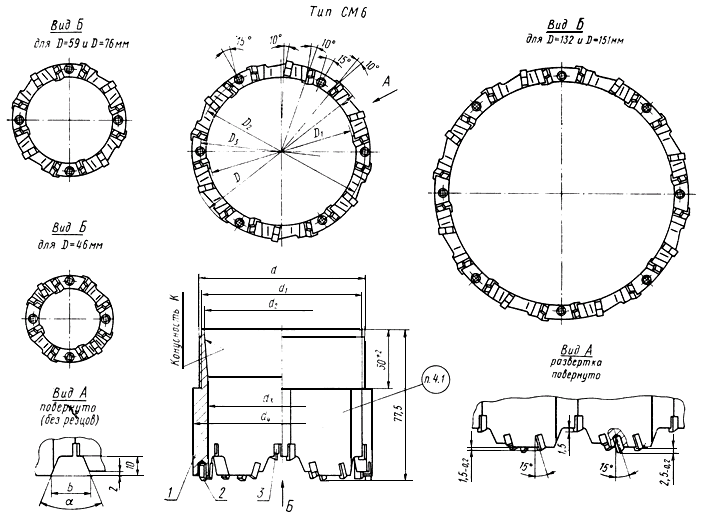
1 - корпус коронки; 2 - пластинка твердосплавная Г5108 по ГОСТ 880-67; 3 - вкладыш.
Черт.4
Таблица 4
Размеры в мм
|
Обозна- |
|
|
|
|
Резьба |
|
|
|
|
Конус- |
|
|
Плас- |
Вкла- |
Масса в кг | ||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Количество |
|||||||||||
|
СМ6-46 |
46 |
+0,2 |
31 |
±0,2 |
39,5 |
37,5 |
39 |
37 |
35 |
32,5 |
+0,4 |
44,5 |
-0,1 |
1:8 |
8 |
20° |
14 |
10 |
0,320 |
|
СМ6-59 |
59 |
|
44 |
|
52,5 |
50,5 |
52 |
50 |
48 |
45,5 |
|
57,5 |
-0,12 |
|
18 |
30° |
16 |
12 |
0,420 |
|
СМ6-76 |
76 |
±0,2 |
59 |
±0,3 |
69 |
66 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
28 |
45° |
0,580 | ||||
|
СМ6-93 |
93 |
75 |
86 |
82 |
84 |
82 |
80 |
77 |
91 |
-0,14 |
20 |
24 |
18 |
0,640 | |||||
|
СМ6-112 |
112 |
94 |
105 |
101 |
103 |
101 |
99 |
96 |
110 |
26 |
0,940 | ||||||||
|
СМ6-132 |
132 |
±0,3 |
114 |
125 |
121 |
122 |
120 |
118 |
116 |
130 |
-0,16 |
1:16 |
22 |
32 |
24 |
1,00 | |||
|
СМ6-151 |
151 |
|
133 |
|
144 |
140 |
141 |
139 |
137 |
135 |
|
149 |
|
|
24 |
|
|
|
1,25 |
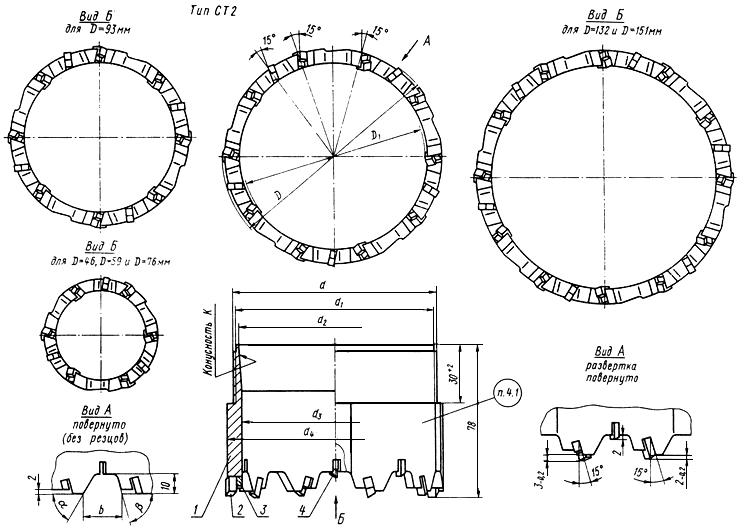
1 - корпус коронки; 2 - пластинка твердосплавная Г5107 по ГОСТ 880-67; 3 - вкладыш;
4 - пластинка твердосплавная Г5108 по ГОСТ 880-67.
Черт.5
Таблица 5
Размеры в мм
|
Обозна- |
|
|
Резьба |
|
|
|
|
Конус- |
|
|
|
Пластинка твердо- |
Вкла- |
Масса | |||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Дет. 2 |
Дет. 4 |
||||||||||
|
Количество |
|||||||||||||||||||
|
СТ2-46 |
46 |
+0,2 |
31 |
±0,2 |
39 |
37 |
35 |
32,5 |
+0,4 |
44,5 |
-0,1 |
1:8 |
8 |
80° |
80° |
6 |
3 |
9 |
0,295 |
|
СТ2-59 |
59 |
44 |
52 |
50 |
48 |
45,5 |
57,5 |
-0,12 |
12 |
75° |
75° |
0,400 | |||||||
|
СТ2-76 |
76 |
±0,2 |
59 |
±0,3 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
20 |
60° |
0,520 | ||||||
|
СТ2-93 |
93 |
75 |
84 |
82 |
80 |
77 |
91 |
-0,14 |
8 |
4 |
12 |
0,630 | |||||||
|
СТ2-112 |
112 |
|
94 |
|
103 |
101 |
99 |
96 |
|
110 |
|
|
|
|
|
10 |
5 |
15 |
0,760 |
|
СТ2-132 |
132 |
±0,3 |
114 |
122 |
120 |
118 |
116 |
130 |
-0,16 |
1:16 |
12 |
6 |
18 |
1,00 | |||||
|
СT2-151 |
151 |
133 |
141 |
139 |
137 |
135 |
149 |
24 |
1,16 | ||||||||||

1 - корпус коронки; 2 - пластинка твердосплавная: для ![]() =36, 46 и 59 мм Г4104 по ГОСТ 880-67;
=36, 46 и 59 мм Г4104 по ГОСТ 880-67;
для ![]() =76 мм Г4105 по ГОСТ 880-67; для
=76 мм Г4105 по ГОСТ 880-67; для ![]() =93, 112 и 132 мм Г4106 по ГОСТ 880-67;
=93, 112 и 132 мм Г4106 по ГОСТ 880-67;
3 - пластина оберточная; 4 - пластина опорная; 5 - пластинка твердосплавная 2617
по ГОСТ 2209-69.
Черт.6
Таблица 6
Размеры в мм
|
Обозна- |
|
|
Резь- |
|
|
|
|
Конус- |
|
Пластинки твердосплавные |
Плас- |
Масса в кг | ||||||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Дет. 2 |
Дет. 5 |
Дет. 3 |
Дет. 4 |
|||||||||
|
Количество |
||||||||||||||||||||
|
СА1-36 |
36 |
+0,2 |
21 |
±0,2 |
29 |
27 |
25 |
22,5 |
+0,4 |
34,5 |
-0,1 |
1:8 |
7,5 |
6 |
- |
- |
6 |
6 |
6 |
0,225 |
|
СА1-46 |
46 |
31 |
39 |
37 |
35 |
32,5 |
44,5 |
8 |
8 |
8 |
8 |
8 |
0,300 | |||||||
|
СА1-59 |
59 |
44 |
52 |
50 |
48 |
45,5 |
57,5 |
-0,12 |
12 |
0,400 | ||||||||||
|
СА1-76 |
76 |
±0,2 |
59 |
±0,3 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
10 |
- |
12 |
12 |
12 |
12 |
0,565 | |||
|
СА1-93 |
93 |
|
74 |
84 |
82 |
80 |
77 |
90 |
-0,14 |
8,5 |
- |
16 |
16 |
16 |
16 |
0,720 | ||||
|
СА1-112 |
112 |
93 |
103 |
101 |
99 |
96 |
109 |
12 |
0,860 | |||||||||||
|
СА1-132 |
132 |
±0,3 |
113 |
122 |
120 |
118 |
116 |
129 |
-0,16 |
1:16 |
11 |
20 |
20 |
20 |
20 |
1,00 | ||||
Тип СА2
1 - корпус коронки; 2 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
3 - пластинка твердосплавная Г5106 по ГОСТ 880-67; 4 - пластина установочная двухзубая; 5 - пластина
опорная с выемкой; 6 - пластина оберточная; 7 - пластина установочная трехзубая;
8 - пластина опорная.
Черт.7
Таблица 7
Размеры в мм
|
Обозна- |
|
|
Резь- |
|
|
|
|
|
Пластинки твердо- |
Пластины |
Масса в кг | |||||||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 6 |
Дет. 7 |
Дет. 8 |
||||||
|
Количество |
||||||||||||||||||||
|
СА2-36 |
36 |
+0,2 |
21 |
±0,2 |
29 |
27 |
25 |
22,5 |
+0,4 |
34,5 |
-0,1 |
10 |
10 |
6 |
2 |
2 |
4 |
2 |
2 |
0,240 |
|
СА2-46 |
46 |
|
31 |
|
39 |
37 |
35 |
32,5 |
|
44,5 |
9 |
|
|
|
|
|
|
|
0,300 | |
|
СА2-59 |
59 |
|
44 |
|
52 |
50 |
48 |
45,5 |
|
57,5 |
-0,12 |
|
15 |
9 |
3 |
3 |
6 |
3 |
3 |
0,410 |
|
СА2-76 |
76 |
±0,2 |
59 |
±0,3 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
|
8,2 |
20 |
12 |
4 |
4 |
8 |
4 |
4 |
0,540 |

1 - корпус коронки; 2 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
3 - пластинка твердосплавная Г5106 по ГОСТ 880-67; 4 - пластина установочная;
5 - пластина опорная; 6 - пластина оберточная.
Черт.8
Таблица 8
Размеры в мм
|
Обозна- |
|
|
Резьба |
|
|
|
|
Конусность |
Пластинки твердо- |
Пластины |
Масса | |||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 6 |
||||||||
|
Количество |
||||||||||||||||
|
СА3-93 |
93 |
±0,2 |
75 |
84 |
82 |
80 |
77 |
91 |
-0,14 |
1:8 |
30 |
10 |
10 |
10 |
10 |
0,600 |
|
СА3-112 |
112 |
94 |
103 |
101 |
99 |
96 |
110 |
0,850 | ||||||||
|
СА3-132 |
132 |
±0,3 |
114 |
122 |
120 |
118 |
116 |
130 |
-0,16 |
1:16 |
36 |
12 |
12 |
12 |
12 |
1,00 |
Тип СА4
1 - корпус коронки; 2 - вкладыш; 3 - пластика твердосплавная Г5109 по ГОСТ 880-67;
4 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
5 - пластинка твердосплавная Г5108 по ГОСТ 880-67; 6 - вкладыш.
Черт.9
Таблица 9
Размеры в мм
|
Обозна- |
|
|
Резьба |
|
|
|
|
Конусность |
Пластинки твердосплавные |
Вкладыши |
Масса в кг | |||||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
|
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 2 |
Дет. 6 |
| ||||
|
Количество |
| |||||||||||||||||
|
СА4-46 |
46 |
+0,2 |
31 |
±0,2 |
39 |
37 |
35 |
32,5 |
+0,4 |
44,5 |
-0,1 |
1:8 |
6 |
6 |
3 |
6 |
3 |
0,350 |
|
СА4-59 |
59 |
|
44 |
|
52 |
50 |
48 |
45,5 |
|
57,5 |
-0,12 |
|
|
|
|
|
|
0,380 |
|
СА4-76 |
76 |
±0,2 |
59 |
±0,3 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
|
|
8 |
8 |
4 |
8 |
4 |
0,560 |
|
СА4-93 |
93 |
|
75 |
|
84 |
82 |
80 |
77 |
|
91 |
-0,14 |
|
10 |
10 |
5 |
10 |
5 |
0,720 |
|
СА4-112 |
112 |
|
94 |
|
103 |
101 |
99 |
96 |
|
110 |
|
|
|
|
|
|
0,850 | |
|
СА4-132 |
132 |
±0,3 |
114 |
|
122 |
120 |
118 |
116 |
|
130 |
-0,16 |
1:16 |
12 |
12 |
6 |
12 |
6 |
0,970 |
Пример условного обозначения коронки типа СМ4 диаметром ![]() =76 мм:
=76 мм:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Коронки должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Детали коронок должны быть изготовлены из материалов, указанных в табл.10.
Таблица 10
|
Наименование деталей |
Материал | |
|
|
Марка |
Номер стандарта |
|
Корпус |
Сталь 30, 35, 40 |
ГОСТ 1050-60 |
|
Ст.4 |
ГОСТ 380-60 | |
|
Вкладыши и пластины установочные |
Сталь 10, 20, 35 |
ГОСТ 1050-60 |
|
Ст.3 |
ГОСТ 380-60 | |
|
Пластины опорные |
Сталь 45 |
ГОСТ 1050-60 |
|
Пластины оберточные |
Сталь 10 |
ГОСТ 1050-60 |
|
Ст.1 |
ГОСТ 380-60 | |
|
Пластинки твердого сплава (резцы): |
||
|
а) для коронок типа СМ3 основные резцы подрезные резцы |
ВК8 |
ГОСТ 3882-67 |
|
б) для коронок типов СМ4, СМ5, СМ6, СТ2, СА1, СА2, СА3 и СА4 |
ВК6 |
|
2.3. Предельные отклонения размеров, не ограниченных допусками: охватывающих - по ![]() , охватываемых - по
, охватываемых - по ![]() , прочих - ± 1/2 допуска (
, прочих - ± 1/2 допуска (![]() ).
).
2.4. В качестве припоя должна применяться латунь марки Л62 или Л68 по ГОСТ 1019-47 или медный порошок марок ПМА, ПМ, ПМС и ПМС-2 по ГОСТ 4960-68*.
______________
* Действует ГОСТ 4960-75. - Примечание изготовителя базы данных.
2.5. Температура пайки не должна превышать 1030 °С.
2.6. Припой должен заполнять зазоры между пазами корпуса, опорными пластинами, вкладышами и пластинками твердого сплава без разрыва. Допускается непропай не более 10% от площади соприкосновения каждой пластинки с пазами корпуса коронок и опорными пластинами.
2.7. Прочность паяного шва на сдвиг статической нагрузкой должна быть не менее 15 кгс/мм![]() .
.
2.8. Припаянные пластинки не должны иметь трещин, а также выкрашиваний, превышающих размеры, указанные в ГОСТ 4411-67*.
______________
* Действует ГОСТ 4411-79. - Примечание изготовителя базы данных.
2.9. В коронках типов СМ5, СМ6, СТ2, СА1 и СА4 со стороны задних углов основных твердосплавных пластинок (резцов) должна быть наплавка припоя, не выступающая за торцовые рабочие кромки.
2.10. Наплывы припоя на рабочих поверхностях твердосплавных пластинок не допускаются. На остальных поверхностях допускаются наплывы припоя, если они не выступают за рабочие кромки пластинок твердого сплава по наружному и внутреннему диаметрам и не возвышаются над резцами.
2.11. После пайки в коронках типов - СА1, СА2 и СА3 должны быть сняты закраины оберточных пластин по наружному и внутреннему диаметрам коронок.
2.12. В коронках СМ3, СМ4, CM5, CM6 и СТ2 допускается крепление пластинок твердого сплава без вкладышей при условии обеспечения прочности соединения, указанной в п.3.3.
2.13. Допускаются на наружной поверхности корпуса коронок черновины общей площадью не более 30% от наружной поверхности корпуса при условии, что размер по наружному диаметру корпуса не будет выходить за пределы допускаемых отклонений.
2.14. Непараллельность калибрующих поверхностей наружных, подрезных и внутренних резцов у коронок типов СМ3, СМ5, СА1, СА2 и СА3 и калибрующих поверхностей подрезных резцов у коронок типов СМ4, CM6, CT2 и СА4 относительно оси резьбы не должна превышать половины поля допуска диаметра соответствующих поверхностей.
2.15. Радиальное биение наружной и внутренней поверхностей коронки по резцам относительно оси резьбы не должно превышать 0,4 мм.
2.16. Допускается изменять номинальные размеры выступов всех резцов по высоте над торцом корпуса коронки на одинаковую величину в коронках типов СМ3, СМ4, СА1, СА2, СА3 и СА4 в пределах минус 0,5 мм, а в коронках CM5, CM6 и СТ2 в пределах плюс 0,5 мм.
2.17. В коронках типов СМ4, СМ5, СМ6 и СТ2 допускается изменение формы промывочных окон при сохранении их глубины без уменьшения общей площади окон.
2.18. Предприятие-изготовитель должно гарантировать соответствие всех выпускаемых коронок требованиям настоящего стандарта.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Коронки предъявляются к сдаче партиями. Партия должна состоять из коронок одного типоразмера.
3.2. Отсутствие трещин и других дефектов у твердосплавных пластинок, впаянных в коронку, и на местах пайки проверяется внешним осмотром всех коронок.
Для проверки качества пайки отбирают одну коронку из 1000 штук.
Армированная часть коронки срезается по окружности на высоту, равную глубине посадки подрезных резцов, а затем отрезанное кольцо разламывается в местах крепления резцов и определяется качество пайки резцов внутри гнезд.
В случае непропая более 10% площади контакта у двух или более резцов с поверхностью их гнезд проводится повторная проверка удвоенного количества коронок, взятых от той же партии. При неудовлетворительных результатах - вся партия коронок бракуется.
3.3. Прочность пайки по п.2.7 проверяется на специальных стендах у двух коронок от 1000 штук методом выдавливания всех твердосплавных пластинок из коронок типов CM3, CM4, СМ5, СМ6, СТ2 и СА4 (кроме пластинок, установленных в отверстиях) и всех опорных пластин из коронок типов СА1, СА2 и СА3 при усилиях статического нагружения, указанных в табл.11.
Таблица 11
Размеры в мм
|
Тип коронок |
|
Усилие статического нагружения пластинок (резцов) и опорных пластин в кгс | |||
|
|
|
наружных |
внутренних |
подрезных |
опорных пластин |
|
СМ3 |
46-59 |
440 |
440 |
300 |
- |
|
|
76-151 |
400 |
440 |
300 |
- |
|
СМ4 |
76-151 |
600 |
570 |
600 |
- |
|
СМ5 |
36-59 |
480 |
420 |
480 |
- |
|
|
76-151 |
430 |
370 |
430 |
- |
|
СМ6 |
46, 59 |
530 |
530 |
480 |
- |
|
|
76-151 |
460 |
460 |
430 |
- |
|
СТ2 |
46, 59 |
860 |
800 |
450 |
- |
|
|
76-151 |
810 |
720 |
400 |
- |
|
СА1 |
36-59 |
- |
- |
- |
2000 |
|
|
76-132 |
- |
- |
- |
2050 |
|
СА2 |
36-59 |
- |
- |
- |
1600 |
|
|
76 |
- |
- |
- |
1750 |
|
СА3 |
93-132 |
- |
- |
- |
1850 |
|
СА4 |
46, 59 |
580 |
500 |
420 |
- |
|
|
76-132 |
470 |
430 |
370 |
- |
При выдавливании хотя бы одной пластинки (резца) проверке подвергается удвоенное количество коронок.
Если при повторной проверке хотя бы у одной пластинки прочность пайки окажется ниже допустимой - вся партия коронок бракуется.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На наружной поверхности корпуса коронки в месте, указанном на чертеже, должны быть нанесены:
а) товарный знак предприятия-изготовителя;
б) обозначение типоразмера коронки.
4.2. Перед упаковкой каждая коронка должна быть покрыта противокоррозионным составом марки ПВК по ГОСТ 10586-63 или СХК по ГОСТ 11059-64, предохраняющим oт появления коррозии в течение шести месяцев, и подвергнута консервации по ГОСТ 13168-69.
4.3. Коронки должны быть упакованы в дощатые ящики по ГОСТ 8872-63, обеспечивающие сохранность и качество коронок при транспортировании и хранении.
4.4. В каждый ящик должны упаковываться коронки одного типоразмера.
По согласованию с потребителем допускается в один ящик упаковывать коронки нескольких типоразмеров.
Упаковка должна быть такой, чтобы пластинки твердого сплава не контактировались при транспортировании.
4.5. Масса ящика брутто - не более 80 кг.
По согласованию с заказчиком масса одного упакованного места может быть увеличена до 500 кг.
4.6. Ящики должны быть выложены внутри влагонепроницаемым материалом.
В каждый ящик должен быть вложен упаковочный лист, в котором должны быть указаны:
а) условное обозначение коронок;
б) количество коронок;
в) дата упаковки;
г) штамп или фамилия упаковщика.
4.7. На внешней поверхности ящика или на бирке должны быть нанесены несмываемой краской условное обозначение коронок, их количество в ящике, а также сведения, необходимые при перевозке грузов по железной дороге или водным транспортом.
4.8. Каждая поставляемая партия коронок должна сопровождаться документом, удостоверяющим их соответствие требованиям настоящего стандарта.
Документ должен содержать:
а) товарный знак предприятия-изготовителя;
б) условное обозначение коронок;
в) количество коронок в партии;
г) дату выпуска;
д) результаты проверок и испытаний.
ПРИЛОЖЕНИЕ к ГОСТ 11108-70
Справочное
ЗАМЕНА НЕСТАНДАРТНЫХ ОБОЗНАЧЕНИЙ КОРОНОК НА СТАНДАРТНЫЕ
|
Обозначения по ГОСТ |
Обозначения, применявшиеся ранее |
|
СМ3 |
С |
|
СМ4 |
МР2НП-1 |
|
СМ5 |
1НМ |
|
СМ6 |
16НА |
|
СТ2 |
СТ6 |
|
СА1 |
СА1 |
|
СА2 |
БТ4 |
|
СА3 |
КН1 |
|
СА4 |
БТ-45а |
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке