
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
января
8
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 22057-76
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА СПИРАЛЬНЫЕ ДЕРЕВОРЕЖУЩИЕ
Технические условия
Woodcutting twist drills. Technical conditions
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 20 августа 1976 г. N 1988 срок действия установлен с 01.01.1978 г. до 01.01.1983 г.*
_______________
* Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - Примечание изготовителя базы данных.
ПЕРЕИЗДАНИЕ. Июнь 1977 г.
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 19.07.82 N 2726 с 01.12.82
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 10, 1982 год
Настоящий стандарт распространяется на спиральные сверла с конической заточкой, предназначенные для сверления отверстий в древесине вдоль волокон.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Сверла должны изготовляться короткой и длинной серий.
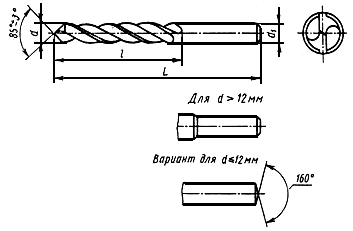
1.2. Основные размеры сверл должны соответствовать указанным на чертеже и в табл.1 и 2.
Короткая серия
Таблица 1
мм
|
Обозначение сверл |
Применяемость |
|
|
|
|
|
3300-0051 |
2,0 |
2,0 |
49 |
24 | |
|
3300-0052 |
2,5 |
2,5 |
57 |
30 | |
|
3300-0053 |
3,0 |
3,0 |
61 |
33 | |
|
3300-0054 |
3,5 |
3,5 |
70 |
39 | |
|
3300-0055 |
4,0 |
4,0 |
75 |
43 | |
|
3300-0056 |
4,5 |
4,5 |
80 |
47 | |
|
3300-0057 |
5,0 |
5,0 |
86 |
52 | |
|
3300-0058 |
6,0 |
6,0 |
93 |
57 | |
|
3300-0059 |
7,0 |
7,0 |
109 |
69 | |
|
3300-0061 |
8,0 |
8,0 |
117 |
75 | |
|
3300-0062 |
8,5 |
8,5 |
|||
|
3300-0063 |
9,0 |
9,0 |
125 |
81 | |
|
3300-0064 |
10,0 |
10,0 |
133 |
87 | |
|
3300-0065 |
11,0 |
11,0 |
142 |
94 | |
|
3300-0066 |
12,0 |
12,0 |
151 |
101 |
Длинная серия
Таблица 2
мм
|
Обозначение сверл |
Применяемость |
|
|
|
|
|
3300-0067 |
5,0 |
5,0 |
130 |
60 | |
|
3300-0068 |
6,0 |
6,0 |
|||
|
3300-0069 |
7,0 |
7,0 |
150 |
80 | |
|
3300-0071 |
8,0 |
8,0 |
|||
|
3300-0072 |
8,5 |
8,5 |
|||
|
3300-0073 |
9,0 |
9,0 |
170 |
100 | |
|
3300-0074 |
10,0 |
10,0 |
|||
|
3300-0075 |
11,0 |
11,0 |
190 |
125 | |
|
3300-0076 |
12,0 |
12,0 |
|||
|
3300-0077 |
14,0 |
||||
|
3300-0078 |
16,0 |
210 |
140 | ||
|
3300-0079 |
18,0 |
||||
|
3300-0081 |
20,0 |
(Измененная редакция, Изм. N 1).
Пример условного обозначения сверла диаметром ![]() =10 мм короткой серии:
=10 мм короткой серии:
Сверло 3300-0064 ГОСТ 22057-76
Пример условного обозначения сверла диаметром ![]() =10 мм длинной серии:
=10 мм длинной серии:
Сверло 3300-0074 ГОСТ 22057-76
1.3. Центровые отверстия формы А - по ГОСТ 14034-74.
1.4. Геометрические параметры и размеры сверл указаны в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны изготовляться из стали марки Х6ВФ по ГОСТ 5950-73*.
________________
* На территории Российской Федерации действует ГОСТ 5950-2000. Здесь и далее по тексту. - Примечание изготовителя базы данных.
Допускается в технически обоснованных случаях изготовление сверл из стали марки Р6М5 по ГОСТ 19265-73.
По заказу потребителя сверла диаметром до 12 мм допускается изготовлять из стали марки 9ХС по ГОСТ 5950-73.
Сверла диаметром свыше 12 мм из быстрорежущей стали должны быть изготовлены сварными.
Хвостовик сварного сверла должен быть изготовлен из стали марки 45 по ГОСТ 1050-74* или марки 40Х по ГОСТ 4543-71.
______________
* На территории Российской Федерации действует ГОСТ 1050-88. - Примечание изготовителя базы данных.
2.2. Твердость рабочей части сверла на длине винтовой канавки, уменьшенной на размер не более двух диаметров сверла от хвостовика, должна быть:
у сверл из быстрорежущей стали
|
диаметром до 5 мм |
HRC |
|
" св. 5 мм |
HRC |
|
у сверл из сталей марок Х6ВФ и 9ХС | |
|
диаметром до 5 мм |
HRC |
|
" св. 5 мм |
HRC |
(Измененная редакция, Изм. N 1).
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 должны быть, мкм:
задних поверхностей режущей части ![]() на базовой длине 0,8 мм;
на базовой длине 0,8 мм;
поверхностей направляющих ленточек ![]() на базовой длине 0,8 мм;
на базовой длине 0,8 мм;
поверхностей стружечных канавок ![]() на базовой длине 0,8 мм;
на базовой длине 0,8 мм;
поверхности хвостовика ![]() ;
;
остальных поверхностей ![]() .
.
2.4. Нешлифованные поверхности сверл (с ![]() мкм;
мкм; ![]() мкм) после термической обработки должны быть гидрополированы или очищены химическим путем.
мкм) после термической обработки должны быть гидрополированы или очищены химическим путем.
После химической очистки канавки сверл диаметром свыше 10 мм должны быть полированы.
Примечание. Допускается защитное покрытие поверхностей сверл - Хим.Окс.прм по ГОСТ 9.073-77.
2.5. Предельные отклонения размеров сверл не должны быть более, мм:
|
диаметров сверл, измеренных в начале рабочей части |
h11, |
|
диаметров хвостовиков сверл свыше 12 мм на длине не менее 35 мм от торца |
h10, |
|
общих длин |
2js16, |
|
длин рабочей части |
3js16, |
|
остальных |
js14. |
(Измененная редакция, Изм. N 1).
2.6. Сердцевина рабочей части сверла должна утолщаться в направлении к хвостовику на 1,4...1,8 мм на каждые 100 мм длины.
Примечание. На расстоянии 10% длины от начала сверла допускается участок с постоянной толщиной сердцевины.
2.7. Сверла должны иметь на рабочей части обратную конусность. Обратная конусность на 100 мм длины должна быть в пределах 0,1...0,2 мм.
Примечание. На сверлах диаметром до 12 мм обратная конусность распространяется на всю длину сверла.
2.8. Радиальное биение ленточек на всей длине рабочей части, сверла относительно оси хвостовика не должно быть более значений, указанных в табл.3.
Таблица 3
мм
|
Номинальный диаметр сверла |
Радиальное биение |
|
До 10 |
0,08 |
|
Св. 10 |
0,12 |
2.9. Осевое биение режущих кромок сверл, проверяемое по середине, не должно быть более значений, указанных в табл.4.
Таблица 4
мм
|
Номинальный диаметр сверла |
Осевое биение |
|
До 6 |
0,12 |
|
Св. 6 до 10 |
0,15 |
|
Св. 10 до 20 |
0,20 |
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия изготовленных сверл требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания.
Порядок проведения периодических испытаний - по ГОСТ 15.001-73*.
______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - Примечание изготовителя базы данных.
3.2. Приемочный контроль следует проводить при следующем объеме выборок:
на соответствие требованиям п.2.4 - сплошной контроль:
на соответствие требованиям пп.1.2, 1.3, 2.3-2.9 - 2% от партии до 500 шт., но не менее 5 сверл, 1% от партии свыше 500 шт., но не более 20 сверл;
на соответствие требованиям пп.2.2, 4.1-4.4 - 1% от партии, но не менее 5 сверл.
Партия должна состоять из сверл одного типоразмера, изготовленных из одного материала и предъявленных к приемке одновременно по одному документу.
3.3. При неудовлетворительных результатах выборочной проверки хотя бы по одному из параметров, следует проводить повторный контроль на удвоенном количестве сверл из той же партии.
Результат повторного контроля распространяется на всю партию.
3.4. Периодические испытания на стойкость сверл должны проводить не реже одного раза в 3 года не менее, чем на 5 сверлах.
3.5. Периодическим испытаниям подвергаются сверла, прошедшие приемочный контроль.
3.6. Периодические испытания и испытания на работоспособность допускается проводить у потребителя в производственных условиях.
Раздел 3. (Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ*
____________
* Наименование раздела. Измененная редакция, Изм. N 1.
4.1. Периодические испытания сверл на работоспособность должны проводиться на сверлильных станках с механической подачей, нормы точности которых соответствуют требованиям ГОСТ 7353-70*, при условиях, указанных в табл.5.
______________
* На территории Российской Федерации действует ГОСТ 7353-90. - Примечание изготовителя базы данных.
Таблица 5
|
Обрабатываемый материал |
Частота вращения, об/мин |
Диаметр сверл, мм | |
|
До 4 |
Св. 4 | ||
|
Подача, мм/об | |||
|
Заготовки из древесины хвойных пород по ГОСТ 9685-61* |
3000 |
0,1-0,4 |
1,0-1,4 |
|
6000 |
0,6-0,8 | ||
________________
* Действует до 01.01.1978 г.
4.2. При испытании сверл на работоспособность каждым сверлом должно быть просверлено не менее 25 отверстий глубиной, равной трем диаметрам сверла.
4.3. Поверхности просверленных отверстий не должны иметь прижогов.
4.4. После испытаний на режущих кромках сверл не должно быть следов выкрашиваний и сверла должны быть пригодны для дальнейшей работы.
4.5. Твердость сверл должна проверяться по ГОСТ 9013-59 или ГОСТ 2999-75.
4.6. Внешний вид поверхностей сверл (п.2.4) контролируется визуально или при помощи лупы с увеличением не менее 5![]() по ГОСТ 7594-75.
по ГОСТ 7594-75.
4.7. Шероховатости поверхностей сверл (п.2.3) проверяют путем сравнения с образцами шероховатости по ГОСТ 9378-75* или с образцовыми инструментами, имеющими предельные значения шероховатости поверхностей.
______________
* На территории Российской Федерации действует ГОСТ 9378-93. - Примечание изготовителя базы данных.
4.8. Погрешность измерений размерных и геометрических параметров сверл не должна быть более:
значений, указанных в ГОСТ 8.051-73* - для линейных размеров,
______________
* На территории Российской Федерации действует ГОСТ 8.051-81. - Примечание изготовителя базы данных.
35% допуска на проверяемый угол - для угловых размеров,
25% допуска на проверяемый параметр - отклонения формы и расположения поверхностей.
4.6-4.8. (Введены дополнительно, Изм. N 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На шейках, хвостовиках или нерабочей части за винтовой канавкой сверл должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) номинальный диаметр сверла;
в) обозначение сверла;
г) марка стали рабочей части.
Примечание. На сверлах диаметром до 6 мм допускается маркировать только диаметр сверла и товарный знак предприятия-изготовителя.
5.2. Упаковка и транспортирование - по ГОСТ 18088-79*.
______________
* На территории Российской Федерации действует ГОСТ 18088-83. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1).
5.3. Срок действия консервации - 1 год при средних условиях хранения.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие сверл требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных стандартом.
6.2. Изготовитель гарантирует работоспособность и стойкость сверл при правильной их эксплуатации, соответствующей условиям, указанным в приложении 2.
Раздел 6. (Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1*
Рекомендуемое
______________________
* Нумерация приложения.
Измененная редакция, Изм. N 1
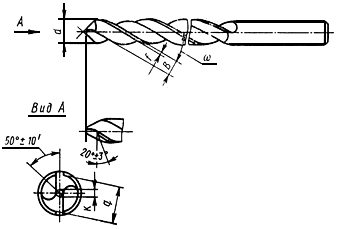
Геометрические параметры сверл приведены на черт.1 и 2 и в таблице.
Черт.1
Для диаметров ![]() >12 мм
>12 мм
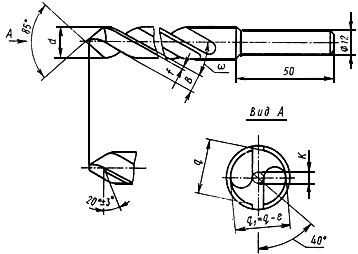
Черт.2
Размеры в мм
|
|
|
|
|
|
|
| ||||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
2,0 |
0,35 |
+0,065 |
1,21 |
+0,17 |
0,51 |
+0,13 |
1,80 |
-0,12 |
- |
23° |
|
2,5 |
0,40 |
+0,085 |
1,53 |
+0,22 |
0,54 |
+0,17 |
2,25 |
24° | ||
|
3,0 |
0,50 |
1,86 |
0,56 |
2,75 |
||||||
|
3,5 |
0,55 |
2,16 |
0,59 |
3,20 |
-0,16 |
25° | ||||
|
4,0 |
0,64 |
+0,110 |
2,47 |
+0,27 |
0,62 |
+0,22 |
3,60 |
|||
|
4,5 |
0,70 |
2,78 |
0,64 |
4,10 |
||||||
|
5,0 |
0,75 |
3,00 |
0,66 |
4,50 |
26° | |||||
|
6,0 |
0,90 |
3,50 |
0,72 |
5,50 |
||||||
|
7,0 |
1,05 |
+0,130 |
4,10 |
+0,35 |
0,75 |
+0,27 |
6,40 |
-0,20 |
27° | |
|
8,0 |
1,20 |
4,70 |
0,80 |
7,30 |
||||||
|
8,5 |
1,28 |
5,00 |
0,85 |
7,80 |
29° | |||||
|
9,0 |
1,35 |
5,30 |
0,90 |
8,30 |
30° | |||||
|
10,0 |
1,50 |
+0,170 |
5,90 |
+0,55 |
1,00 |
+0,35 |
9,20 |
29° | ||
|
11,0 |
1,62 |
6,50 |
1,10 |
10,20 |
-0,24 |
|||||
|
12,0 |
1,78 |
7,10 |
1,20 |
11,20 |
28° | |||||
|
14,0 |
2,02 |
8,30 |
1,40 |
13,00 |
29° | |||||
|
16,0 |
2,30 |
+0,220 |
9,40 |
+0,65 |
1,55 |
+0,43 |
14,80 |
0,8 |
30° | |
|
18,0 |
2,60 |
10,60 |
1,70 |
16,60 |
|
31° | ||||
|
20,0 |
2,85 |
11,80 |
1,85 |
18,50 |
-0,28 |
0,9 |
30° | |||
Примечания:
1. Ширина пера ![]() и ленточки
и ленточки ![]() измеряются перпендикулярно направлению винтовой линии канавки.
измеряются перпендикулярно направлению винтовой линии канавки.
2. Размеры ![]() ;
; ![]() ;
; ![]() ;
; ![]() даны для начала сверла.
даны для начала сверла.
3. В направлении к хвостовику допускается увеличение ширины пера на 0,8 мм и ширины ленточки на 0,4 мм на каждые 100 мм длины рабочей части сверла.
4. При изготовлении сверл методом проката допускается уменьшение ширины пера на размер, не превышающий 0,12![]() .
.
___________
Замена
___________
ГОСТ 9.073-77 введен взамен ГОСТ 9791-68.
ПРИЛОЖЕНИЕ 2
Обязательное
Условия по эксплуатации сверл
1. Эксплуатация сверл производится на сверлильных станках с механической подачей, нормы точности которых соответствуют ГОСТ 7353-70*.
______________
* На территории Российской Федерации действует ГОСТ 7353-90. - Примечание изготовителя базы данных.
2. Обрабатываемый материал - заготовки хвойных и лиственных пород по ГОСТ 9685-61 и ГОСТ 7897-71* влажностью не более 15%.
______________
* На территории Российской Федерации действует ГОСТ 7897-83. - Примечание изготовителя базы данных.
3. Рекомендуемые режимы резания приведены в таблице:
|
Частота вращения шпинделя не более, мин |
Диаметр сверл, мм | |
|
|
до 5 |
св. 5 |
|
|
Подача, мм/об. | |
|
3000 |
0,1-0,4 |
0,4-1,4 |
|
10000 |
|
0,4-0,6 |
4. Средний период стойкости сверл для указанных режимов при обработке древесины хвойных пород не менее 110 м, при обработке древесины твердых лиственных пород не менее 90 м.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 1).
Личный кабинет:
доступно после авторизации "Укрофюрер публично перешел на площадную брань и мат": в Госдуме назвали...
"Укрофюрер публично перешел на площадную брань и мат": в Госдуме назвали...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке