
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
января
7
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 17564-85
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИГЛЫ АЛМАЗНЫЕ
Технические условия
Diamond needles.
Specifications
ОКП 39 7175
Срок действия с 01.07.86
до 01.07.91*
_______________________________
* Ограничение срока действия снято по протоколу N 5-94
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11/12, 1994 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Р.Ф.Кохан, А.Я.Головань, Е.А.Севостьянова, А.М.Кунис
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам министра Н.И.Ендовицкий
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 ноября 1985 г. N 3732
ВЗАМЕН ГОСТ 17564-72
Настоящий стандарт распространяется на алмазные иглы, предназначенные для правки однониточных резьбошлифовальных кругов.
Стандарт устанавливает требования к иглам, изготовляемым для нужд народного хозяйства и экспорта.
1. ОСНОВНЫЕ РАЗМЕРЫ
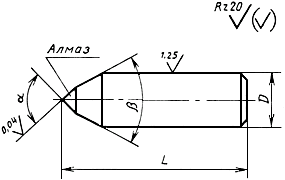
1.1. Основные размеры иглы должны соответствовать указанным на чертеже и в таблице.
Размеры в мм
|
Обозначение иглы |
|
|
|
|
Алмазное сырье подгруппы | |
|
Пред. откл. ±10° |
Группа |
Исходная масса | ||||
|
3908-0031 |
6,0 |
35 |
60°* |
50°* |
XIII |
0,10-0,20 |
|
3908-0032 |
XXXII |
0,11-0,20 | ||||
|
3908-0033 |
90° |
80° |
XIII |
0,10-0,20 | ||
|
3908-0034 |
XXXII |
0,11-0,20 | ||||
|
3908-0035 |
8,0 |
60°* |
50°* |
XIII |
0,10-0,20 | |
|
3908-0036 |
XXXII |
0,11-0,20 | ||||
|
3908-0037 |
90° |
80° |
XIII |
0,10-0,20 | ||
|
3908-0038 |
XXXII |
0,11-0,20 | ||||
|
3908-0039 |
9,5* |
50 |
60°* |
50°* |
XIII |
0,21-0,30 |
|
3908-0040 |
XXXII |
0,11-0,20 | ||||
|
3908-0041 |
0,21-0,30 | |||||
|
3908-0042 |
90° |
80° |
XIII |
|||
|
3908-0043 |
XXXII |
0,11-0,20 | ||||
|
3908-0044 |
0,21-0,30 | |||||
|
3908-0045 |
10,0 |
60°* |
50°* |
XIII |
||
|
3908-0046 |
XXXII |
0,11-0,20 | ||||
|
3908-0047 |
0,21-0,30 | |||||
|
3908-0048 |
90° |
80° |
XIII |
|||
|
3908-0049 |
XXXII |
0,11-0,20 | ||||
|
3908-0050 |
0,21-0,30 | |||||
________________
* По заказу потребителя.
Примечание. Для изготовления игл с углом ![]() 60° должны применять алмазы удлиненной формы.
60° должны применять алмазы удлиненной формы.
Пример условного обозначения иглы диаметром ![]() 8 мм с углом
8 мм с углом ![]() 90° и исходной массой алмаза 0,10-0,20 кар:
90° и исходной массой алмаза 0,10-0,20 кар:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Иглы должны изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Иглы должны состоять из металлической державки и закрепленного в ней обработанного алмаза.
2.3. Рабочую часть игл следует выполнять в виде четырехгранной пирамиды. На вершине рабочей части иглы не должно быть перемычки.
2.4. На рабочей поверхности алмаза не должно быть трещин, раковин и сколов на длине (от вершины алмаза по оси пирамиды) не менее 0,5 мм - для игл с ![]() 90° и не менее 1 мм - для игл с
90° и не менее 1 мм - для игл с ![]() 60°.
60°.
2.5. Державки игл должны изготовлять из стали марки 20 по ГОСТ 1050-74*.
______________
* Действует ГОСТ 1050-88. - Примечание изготовителя базы данных.
Допускается изготовление державок из других материалов, по своим свойствам не уступающим указанной марке.
2.6. На поверхности державки не допускаются вмятины, острые кромки, следы коррозии.
2.7. На державке игл допускается наносить защитно-декоративное покрытие по ГОСТ 9.306-85 и ГОСТ 9.301-78*.
______________
* Действует ГОСТ 9.301-86. - Примечание изготовителя базы данных.
2.8. Алмаз должен быть закреплен в державке посредством пайки серебряным припоем марки ПСр50Кд по ГОСТ 19738-74.
Допускается крепление алмаза другим припоем и способом.
2.9. Смещение вершины алмаза относительно оси державки не должно превышать 0,1 мм.
2.10. На цилиндрической поверхности державки иглы должна быть нанесена риска, указывающая направление вектора наибольшей твердости алмаза.
2.11. Требования безопасной работы иглами - по ГОСТ 12.3.023-80.
2.12. Расход алмаза на 1000 правок шлифовального круга при длине правки 16 мм должен быть не более 43,6 мг при режиме правки по п.4.4.
2.13. Наработка до отказа иглы должна быть не менее 25 правок шлифовального круга при режиме правки по п.4.4.
Количество переточек - не менее 5.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия игл требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп.1.1, 2.3 (наличие перемычки), 2.4, 2.6, 2.9, 2.10, 5.1 подвергают все иглы; на соответствие требованиям п.1.1 (угол ![]() ) - 20% игл от партии, но не менее 10 шт.
) - 20% игл от партии, но не менее 10 шт.
Партия должна состоять из игл одного типоразмера, одновременно предъявленных к приемке по одному документу.
3.3. При неудовлетворительных результатах приемочного контроля хотя бы по одному показателю проводят повторный контроль на удвоенном количестве игл.
Результаты повторного контроля являются окончательными и распространяются на всю партию.
3.4. Периодическим испытаниям на соответствие требованиям пп.2.12 и 2.13 подвергают иглы в количестве не менее 5 шт., не реже одного раза в год.
Допускается проведение периодических испытаний у потребителя в производственных условиях.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Размеры игл контролируют с помощью универсальных средств измерения.
4.1.1. Форму, размеры рабочей части, требования пп.2.4, 2.9 контролируют на инструментальном микроскопе при увеличении 20![]() .
.
4.1.2. Наличие перемычки на рабочей части контролируют при увеличении 10![]() .
.
4.2. Шероховатость поверхности рабочей части и державок игл контролируют под микроскопом, сравнивая с контрольным образцом.
Примечание. В местах маркировки шероховатость поверхности не контролируют.
4.3. Контроль на соответствие требованиям п.2.6 и наличие риски (п.2.10) и маркировки (п.5.1) осуществляют визуально невооруженным глазом.
4.4. Периодические испытания игл проводят правкой шлифовального круга ПП 400х8х203 24А6СМ2К при следующих условиях:
|
скорость круга, м/с |
35 |
|||
|
поперечная подача, мм/дв. ход |
0,015 |
|||
|
продольная подача, м/мин |
0,05 |
|||
|
расход СОЖ (индустриальное масло марки И20А по ГОСТ 20799-75*), л/мин |
15-20 |
|||
______________
* Действует ГОСТ 20799-88. - Примечание изготовителя базы данных.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На поверхности державки каждой иглы должны быть четко нанесены:
товарный знак предприятия-изготовителя;
исходная масса алмаза в каратах;
номер иглы по системе нумерации предприятия-изготовителя.
Для экспорта наносят сведения согласно заказу-наряду внешнеторговой организации.
5.2. Остальные требования к упаковке, транспортированию и хранению игл - по ГОСТ 18088-83, а для экспорта - в соответствии с требованиями заказа-наряда внешнеторговой организации.
Личный кабинет:
доступно после авторизации "Укрофюрер публично перешел на площадную брань и мат": в Госдуме назвали...
"Укрофюрер публично перешел на площадную брань и мат": в Госдуме назвали...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке