
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
18
08
апреля
9
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
УТВЕРЖДАЮ
Первый заместитель
председателя Государственного
таможенного комитета
Российской Федерации
М.К.Егоров
11 января 1999 года
N 01-23/1360
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
по порядку проведения с участием специалиста осмотра
ювелирных изделий, содержащих драгоценные металлы и камни,
и отражения его результатов в протоколе
Введение
Настоящие методические рекомендации разработаны в помощь специалистам и должностным лицам таможенных органов, участвующим в процедуре осмотра ювелирных изделий, с целью наиболее объективного отражения в протоколе процессуального действия сведений о количестве, индивидуальных признаках, весе и стоимости изделий.
Осмотр производится на месте происшествия либо в кабинете (лаборатории), визуально или с применением технических средств, обязательно в присутствии понятых, в некоторых случаях с участием специалиста-профессионала (ювелира, товароведа, искусствоведа, химика и т.д.). При этом должностным лицом таможенного органа, проводящим процессуальные действия, должны быть обеспечены условия, гарантирующие сохранность изделий из драгоценных металлов и драгоценных камней. Все изделия нумеруются соответственно хронологии их обнаружения, осмотра и изъятия.
Осмотр предметов следует проводить по возможности незамедлительно, чтобы не допустить их утрату, порчу или их смешение с предметами, изъятыми по другим эпизодам.
На осматриваемые предметы или на прикрепленные к ним ярлыки, этикетки проставляются соответствующие обозначения. Учетные обозначения наносятся таким образом, чтобы их можно было легко прочесть, снять, и чтобы они не нарушали внешнего вида и не снижали художественную и иную ценность предметов. На ювелирных изделиях этикетки подвешиваются на суровой нитке с соответствующими номерами и обозначениями, подписями следователя, специалиста, понятых и печатью. (Порядок нумерации предметов, указанный в протоколе осмотра, соблюдается при назначении экспертизы, ее проведении экспертами, а также при проведении последующих следственных действий (во избежание путаницы с предметами, имеющими похожие сюжеты, размеры, формы и т.д.)).
Описание предметов необходимо начинать с наименования его главного предметного слова, например: "ювелирное изделие кольцо...". К главному предметному слову необходимо добавлять слово "лом", в том случае, если предмет находится в разрушенном или деформированном состоянии (имеются следы разрыва, отсутствуют вставки из камней, нет замков на цепочках и браслетах и т.д.).
Для ювелирных изделий размеры указываются в миллиметрах; для колец - размер кольца по внутреннему диаметру; для прямоугольных предметов - высота и ширина; для круглых и эллипсоидных - наибольший диаметр. При обмерах запрещается пользоваться мягким сантиметром, следует пользоваться жесткой линейкой и другими измерительными приборами (циркулями, штангенциркулями и др.).
Вес указывается по изделиям из драгоценных металлов и камней, независимо от материала, а также для образцов ценных материалов и крупных друз кристаллов. Для ювелирных изделий из золота, платины и палладия вес указывается до второго знака после запятой, а для ювелирных изделий из серебра - до первого знака после запятой.
При описании состояния сохранности вещи указываются все имеющиеся дефекты: например, трещины, сколы, прорывы, поломки, вздутия, осыпи красочного слоя, отсутствие какой-либо части или детали предмета и т.д. При этом указываются места и размеры таких повреждений.
При наличии нескольких идентичных предметов, при составлении протокола, они могут объединяться в группы, причем указывается количество предметов в данной группе.
В ходе предварительной диагностики материала ювелирных изделий, кроме традиционных методов опробирования (пробирный камень, реактивы и т.д.), могут быть использованы любые другие методы, позволяющие определить материал, из которого изготовлено ювелирное изделие. Наименования приборов, средств и методов диагностики отражаются в протоколе.
Такое скрупулезное описание позволит точно определить предмет, не спутать его с другими похожими предметами и исключает возможность умышленной либо неосторожной подмены вещественного доказательства.
При проведении осмотра и составлении протокола следует придерживаться следующего порядка осмотра и описания ювелирных изделий (или групп идентичных изделий):
- присвоение порядкового номера изделия;
- описание наименования изделия с указанием индивидуальных идентификационных признаков;
- указания веса изделия и при необходимости его размеров;
- установление степени сохранности изделия с указанием имеющихся дефектов;
- перечисление приборов, средств и методов предварительной диагностики, использовавшихся при осмотре.
При отсутствии предварительной диагностики в описании изделий не указываются конкретные наименования материалов, входящих в состав изделий. Например: "... кольцо желтого металла с кастом белого металла и прозрачной вставкой синего цвета...".
Кольца
Кольцо - изделие для рук
- драгоценного металла (ювелирное изделие);
- художественное изделие из нейзильбера и мельхиора;
- изделие массового производства из недрагоценных металлов (изделие ювелирной галантереи).
По виду декоративной отделки ювелирные изделия выполненные с
|
|
- эмалью; |
|
- золочением; |
|
|
- чернью; |
|
- серебрением; |
|
|
- финифтью; |
|
- родированием; |
|
|
- гравировкой; |
|
- оксидированием |
|
|
- чеканкой; |
|
|
По технологическим признакам
- монтированные (изготовленные вручную, а также с использованием штампованных или литых деталей, чеканных или сканых элементов);
- филигранные (сканые) (изготовленные вручную из гладкой или крученой проволочной заготовки);
- литые (полученные отливкой в форму, которые могут иметь ручную доработку, могут имитировать любую технику исполнения продукции, выпускаемой ювелирными предприятиями);
- прессованные и станочно-сборочные (полученные при помощи различных станков с ручной доработкой).
Кольцо может быть простое или сложное.
Простое - обручальные кольца
- овальные, имеющие в поперечном сечении форму сегмента;
- плоские, имеющие в поперечном сечении прямоугольную форму;
- кольца с камнем (перстни), состоящие из несложного каста (оправа для вставки) и шинки (ободок, обвивающий палец)
Сложное - с накладками, ажурными кастами, с элементами филиграни, украшенные эмалью, чернью, гравировкой, чеканкой, финифтью, золочением, серебрением, оксидированием.
Конструкция:
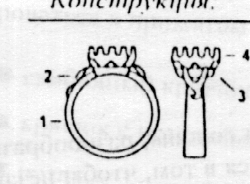
1 -шинка
2 -накладка
3 -рант
4 -каст
Конструктивно кольцо состоит из двух частей:
- нижней (шинки или ободка);
- верхней или верхушки.
Шинку кольца припаивают к касту (оправа для вставки), ранту (контурный ободок, припаянный к касту снизу). Накладка (деталь верхушки, которая может быть гладкой, иметь гравированный, чеканный или штампованный рисунок).
Каст - по принципу держания камня может быть двух видов:
- Глухой (камень удерживается сплошными стенками по всему периметру каста)
а -общий вид;
б -закрепочный поясок;
в- рант;
Для мелких (до 3 мм в диаметре) круглых камней в качестве глухих кастов используют отрезки толстостенных (0,4-0,6 мм) трубок-царг. Внутренний диаметр царги трубки меньше, а внешний больше диаметра вставки: диаметр камня соответствует среднему диаметру царги. Высота царги делается не менее высоты вставки.
- Крапановый (камень удерживается отдельными стойками (крапанами), вырезанными в касте или напаянными на него).
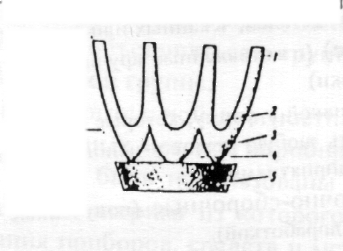
а -крапановая часть;
б -оконная часть;
1 -крапан;
2 -люфт;
3 -бокан;
4 -окно;
5 -рант
Ручную работу при изготовлении кастов могут имитировать литейные полуфабрикаты, полученные литьем по выплавленным моделям.
Рант - нижний контурный ободок, припаянный к касту или верхушке из кастов.
Размер кольца соответствует внутреннему диаметру шинки (от 15 до 25 мм). Последующий размер кольца отличается от предыдущего на 0,5 мм. Для определения размеров существует ригель-кольцемер металлический конус с делениями, соответствующими размерам колец, а также кольцемер, состоящий из пальцемерных колец.
Серьги
Серьги - парные ювелирные украшения для головы, разнообразию которых нет предела. Особенность серег заключается в том, чтобы независимо от конструкции изделия одна серьга должна быть зеркальным соответствием другой (парной). Кроме рисунка соответствие должно быть в массе, размере, цвете металла и камней и т.д.
Серьги носят, продевая крючками сквозь мочки ушей. Лицевой частью является камень в оправе или верхушка, а средством удержания серьги - замок или крючок. Разнообразие серег может быть представлено не только разнообразием лицевой части, но и разновидностями креплений. Крепления могут быть от простых проволочных с фиксатором и свободных до сложных по конструкции с защелкивающимися замками. Кроме того, что замок сам по себе может быть украшением изделия, к нему предъявляются жесткие требования. Он должен быть простым и надежным в эксплуатации, долговечным, соразмерным с серьгой.
Конструкция:
- основание;
- каст для вставки;
- рант;
- накладка;
- подвеска;
- замковая часть
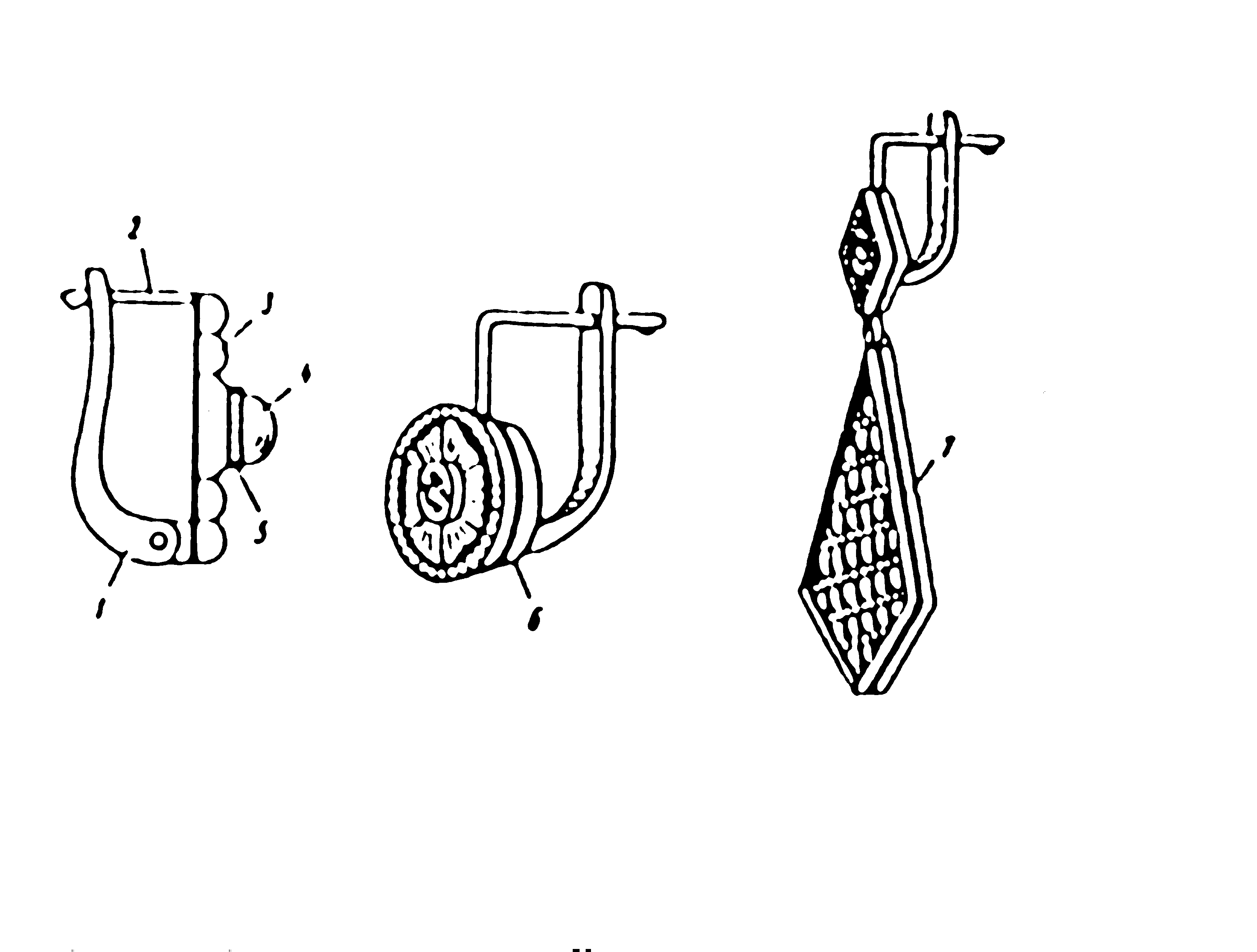
1 -швенза;
2 -крючок;
3 -основание;
4 -вставка;
5 -каст;
6 -рант;
7 -подвеска
Отличительной чертой серег от других ювелирных изделий являются серьговые устройства или замки: навесные крючки свободные и с петлями, пружинные замки с ювелирной и галантерейной швензами.
Серьги на крючках:
Навесные крючки различаются по способности закрываться (фиксироваться в прижатом положении) петлей.
- свободный крючок;
- крючок с петельным фиксатором;
- петля.
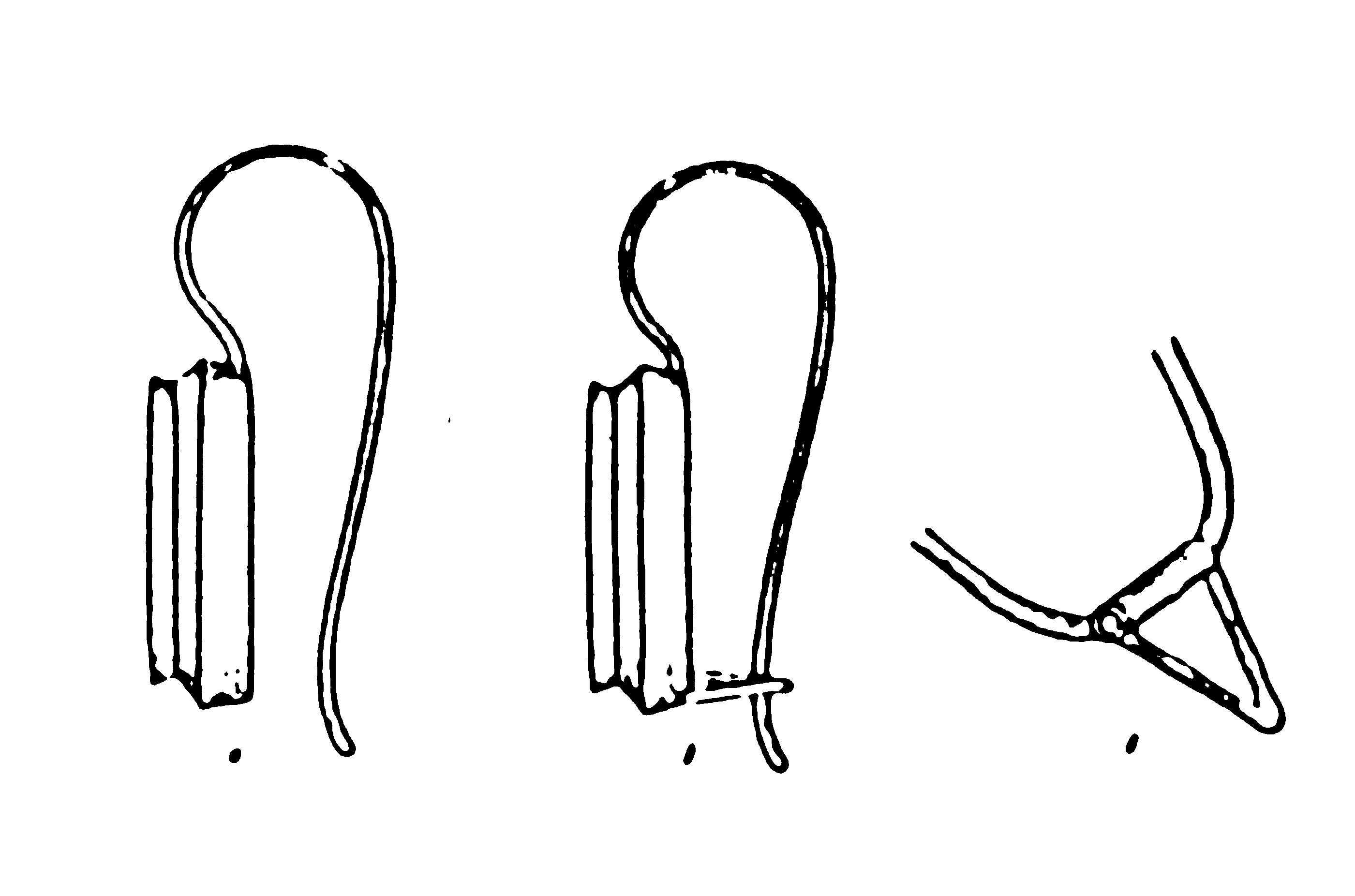
а -свободный крючок;
б - крючок с петлей фиксатором;
в -петля
Серьги с пружинным замком (ювелирные):
Пружинные замки состоят из двух основных частей: пружинного крючка и швензы. Конструктивно все швензы состоят из клюва и хвостика.
а -закрытое положение замка;
б -открытое положение замка;
1 -пружинный крючок;
2 -флажок;
3 -швенза
Броши
Брошь - женское украшение, которое прикладывают к платью (костюму и пр.). Размеры брошей, как правило, превышают размеры колец и серег (по площади лицевой части), поэтому возможности разнообразия верхушек значительно выше. Пределы использования камней в брошах очень широки - от единственного камня до множества разных по размерам и цветовой гамме. Самые разнообразные формы верхушек от строгих до абстрактных, часто в форме растительных элементов (листьев, веток) или в форме представителей животного мира (птиц, насекомых) и т.д.
Конструкция:
1 - замковая часть;
2 - вставка;
3 - каст;
4 -основание
Броши состоят из основания, каста для вставок, накладок, замковой части. Украшающей является лицевая часть броши, тыльная часть снабжена булавкой, которая соединена с тыльной частью броши шарнирно и фиксируется замком в закрытом положении.
Кулоны
Кулон - нагрудная или швейная подвеска. Кулон носят на цепочке, шнурке или ожерелье, ниже уровня шеи, как нательно, так и поверх платья.
Кулон соединяется с цепью одним звеном (ушком) и может быть различных фасонов - от единственного камня с ушком до сложной верхушки, имеющей множество камней или другие украшающие элементы. Размеры подвесного ушка выбирают из расчета прохождения через него ушка цепи для замены цепи или замены кулона. Верхушка кулона может изготавливаться аналогично верхушкам других изделий (кольцам, серьгам, брошам), но форма его чаще всего вытянута по вертикали. Ряд кулонов дополнительно снабжается булавкой для прикрепления к платью и тогда называется брошью-кулоном.
Конструкция кулона:
1 -основание;
2 -каст;
3 -подвесное ушко;
4 -соединительное ушко;
5 -вставка
Медальоны
Медальон - небольшое овальное шейное украшение, подвешиваемое на ленте или цепочке, чаще всего из золота или серебра.
Конструкция:
1 -футлярчик;
2 -цепочка;
3 -соединительное и подвесное ушко
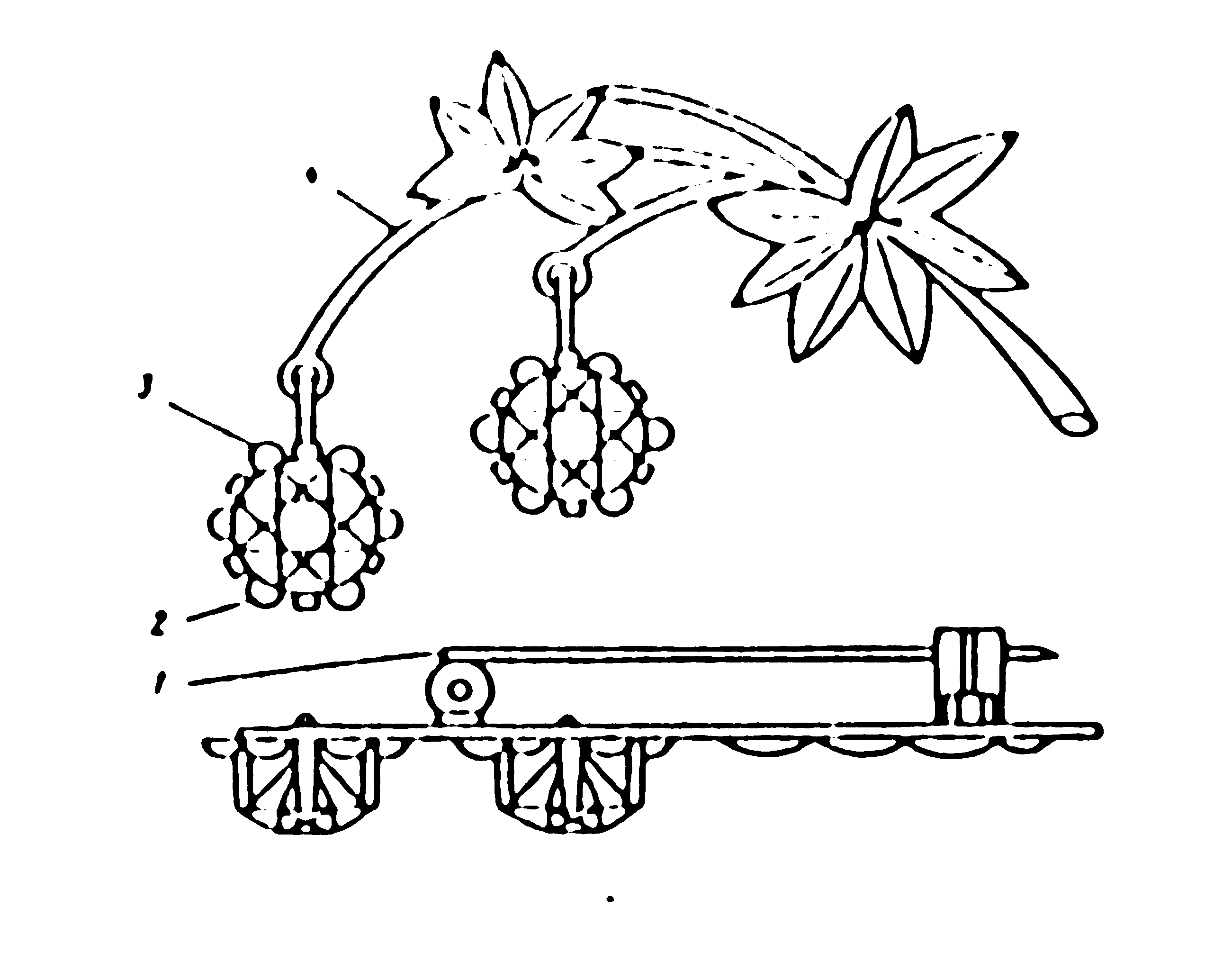
Колье
Колье - шейное украшение, состоящее из одной или нескольких подвесок, представляющих единый ансамбль с цепью. Подвеска может иметь несколько точек крепления к цепи, и цепь является частью общего украшения.
Носится колье на уровне шеи нательно.
Разновидностей колье очень много, они могут состоять из большого количества камней и могут быть без камней, но всегда это эластичное, подвижное соединение деталей, позволяющее изделию плотно прилегать к телу даже при большой площади изделия.
Конструкция:
Включает в себя цепочку с замком и несколько соединенных или несоединенных между собой подвесок различных форм и размеров, имеющих декоративную отделку и расположенных в центральной части цепочки.
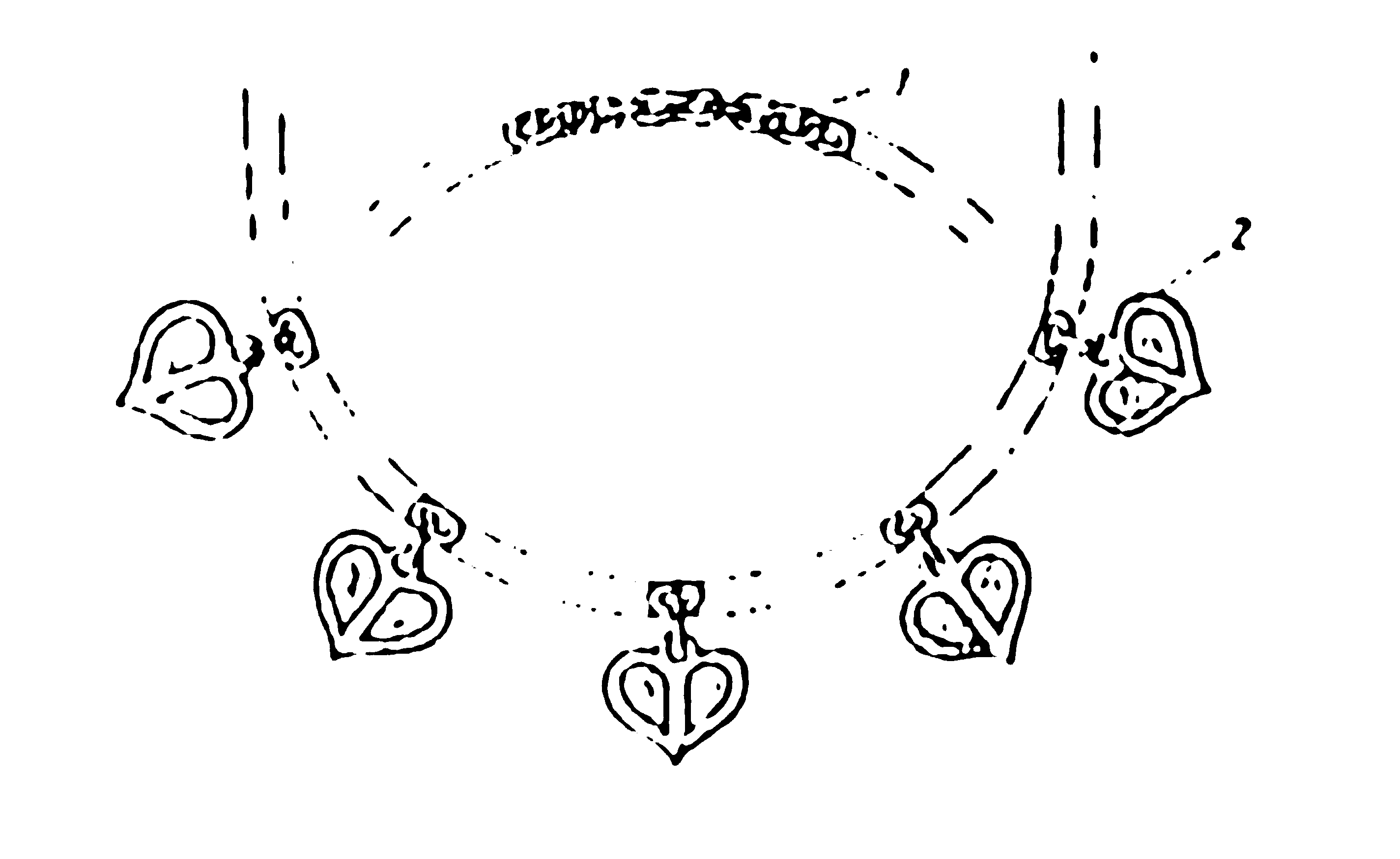
1 - цепочка с замком;
2 -подвеска
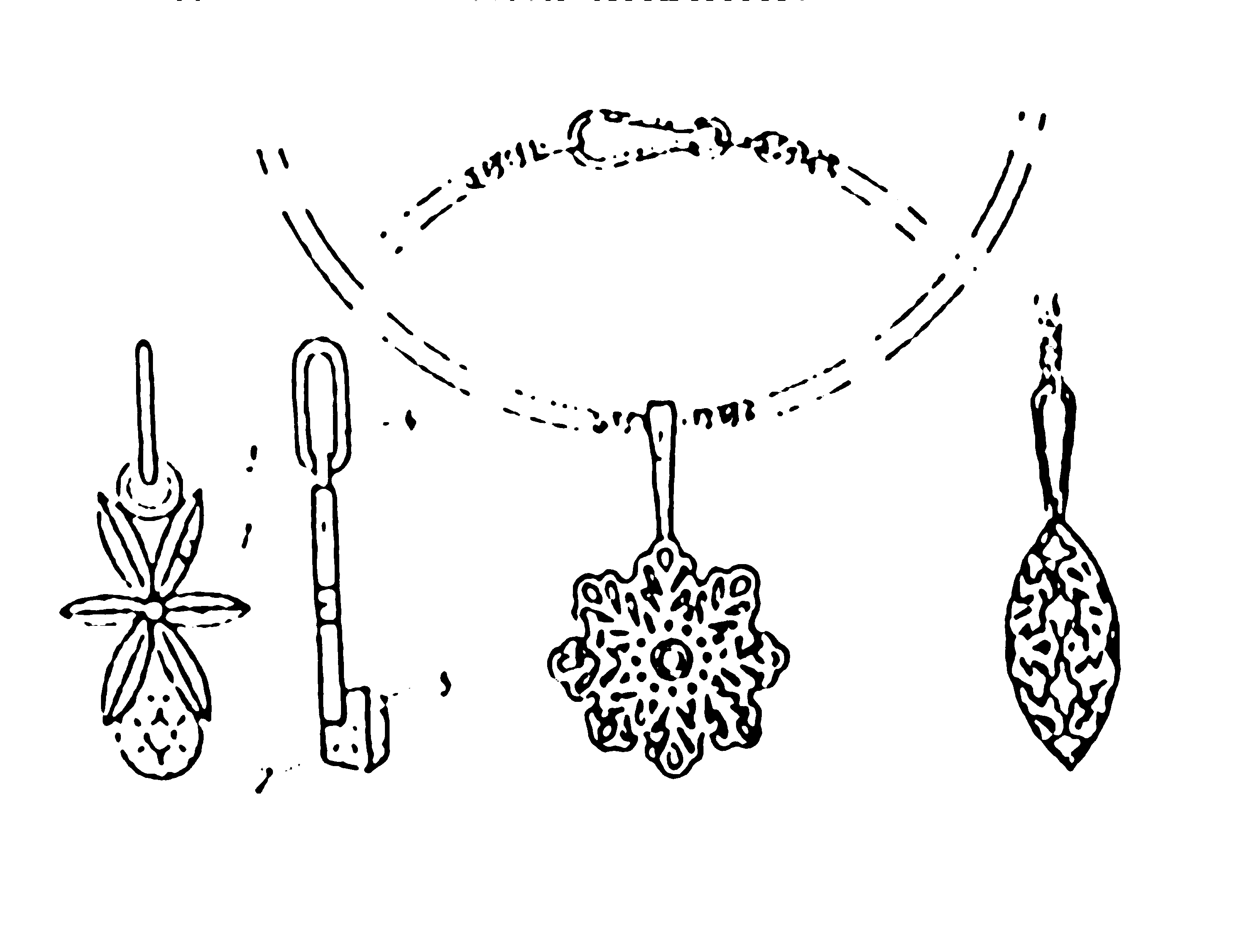
Ожерелья
Ожерелье - шейное женское украшение.
Конструкция:

Ожерелье состоит из гибкого обруча или цепочки с кастами для вставок, а также отдельных, различных по форме, деталей
сложного переплетения, украшенных вставками из драгоценных или полудрагоценных камней.
Заколки
Заколка - украшение, которое используют для закрепления галстука или как застежка вместо пуговиц.
Внешне заколка очень похожа на обычные иглы, незаостренный конец которой оканчивается округлым утолщением - головкой.
Заколки бывают двух типов:
- с длинной иглой;
- короткой иглой из драгоценных или цветных металлов.
Для крепления ограненных камней в заколке предусматривается каст; жемчуг, бирюза, янтарь, коралл крепятся в заколке с помощью штифта (для этого в них просверливают отверстия).
Конструкция:
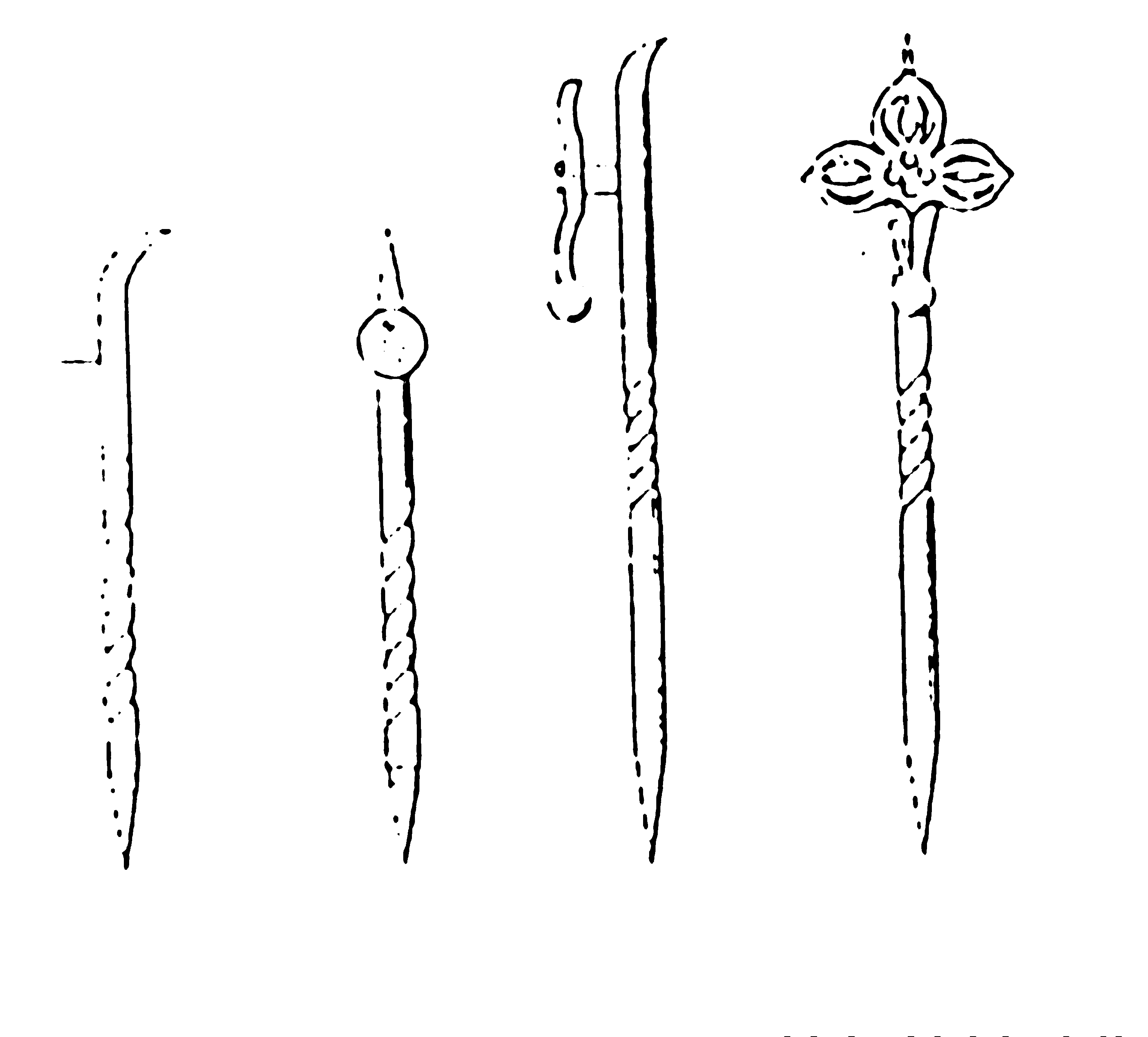
1 -вставка;
2 - основание;
3 - игла
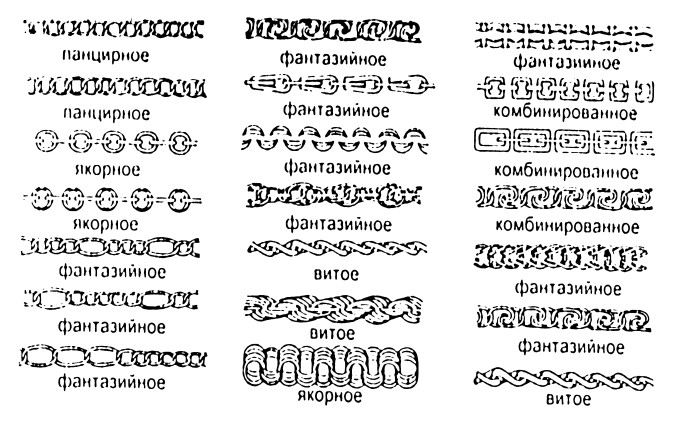
Цепочки
Цепочка - нагрудное или шейное украшение.
В современном ювелирном производстве цепочки, как правило, изготавливают большими сериями механизированным способом на цепевязальных полуавтоматах и автоматах.
По виду звенья цепочки подразделяются на:
- якорные;
- панцирные;
- витые;
- комбинированные (указывается плетение: якорное, панцирное, витое и форма звеньев);
- фантазийные
Звенья якорных цепочек расположены во взаимно перпендикулярных плоскостях, панцирных - в одной плоскости. Звенья фантазийных цепочек имеют усложненную конфигурацию, а комбинированные цепочки состоят из звеньев различных форм плетений.
Виды звеньев цепочек:
Бусы
Бусы - нагрудное или шейное украшение.
Конструкция:
Бусы состоят из бусин, промежуточных звеньев, нити.

1 -замок;
2 - бусина;
3 - нить
Для коротких бус предусматривается замок. Бусины в сборе могут быть одного или разных размеров, круглой овальной, бочкообразной, плоской фигурной форм, одного цвета или нескольких цветов одновременно, с поверхностью либо гладкой, либо украшенной рисунком. Соединяются бусины нанизыванием их на капроновую или шелковую нитку, а при отсутствии в бусинах сквозного отверстия - с помощью проволочного крючка. Отличие бус от ожерелья в том, что бусы независимо от сложности конструкции нанизываются на нити, а ожерелья представляют собой металлическую конструкцию с креплением камней, жемчуга, кораллов в металлические касты.
Браслеты
Браслет - наручное украшение, имеющее как декоративное, так и бытовое назначение, предназначенное для ношения на запястьях рук или лодыжках ног.
Конструкция:
Браслеты представляют собой ряд звеньев (глидеров), застежек, растяжек (в середине или на концах), замка с предохранителем.
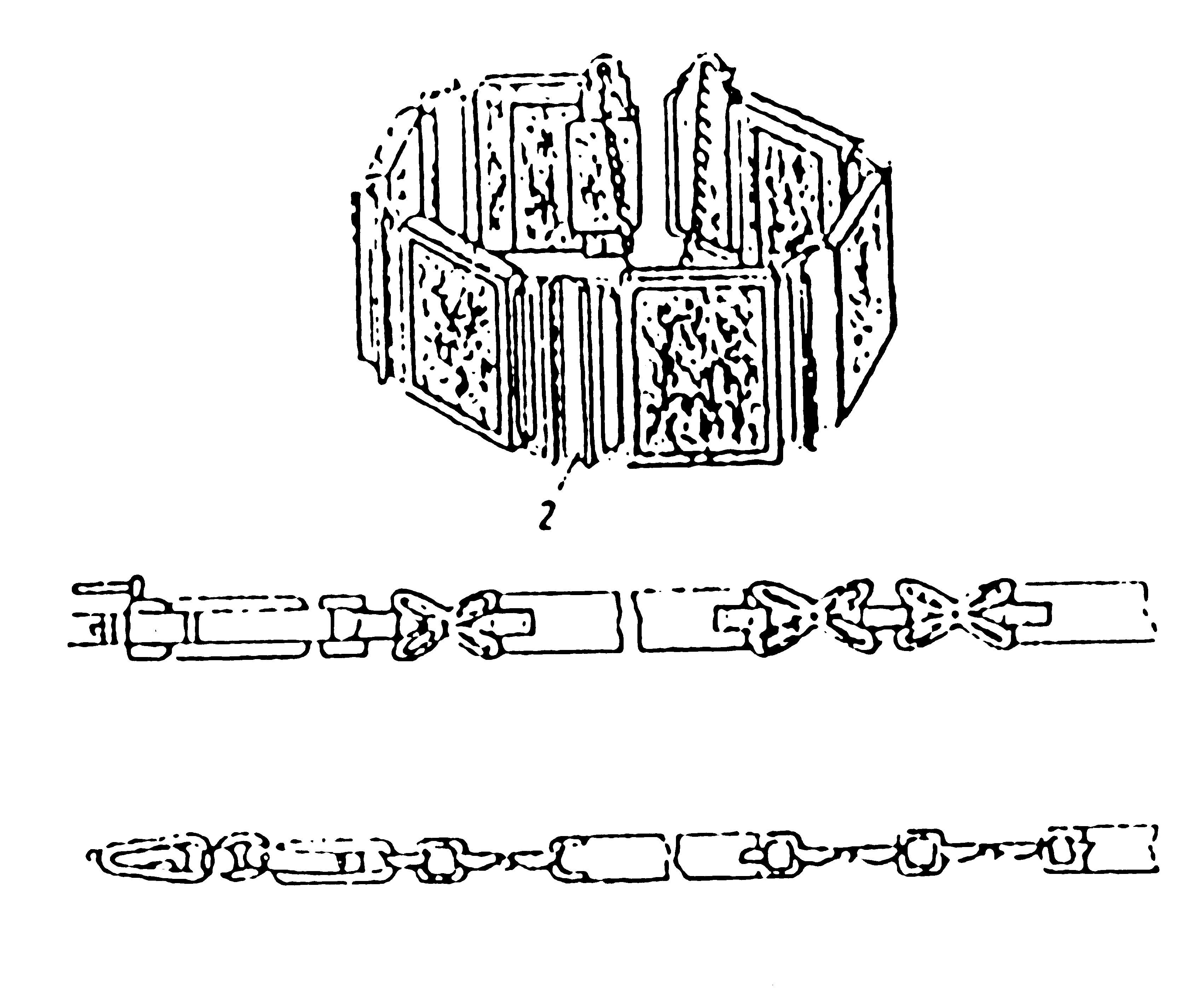
1 - звено;
2 - растяжка;
3 - замок.
- замкнутые;
- пружинящие;
- шарнирные
Замкнутые - это кольцо или несколько колец из проволоки.
Пружинящие - это разрезанное кольцо из упругого металла или пружинящего витка.
Шарнирный - это две части одной детали, соединенные шарниром.
Мягкие браслеты:
- глидерные (несколько звеньев глидеров с шарнирным или пружинящим соединением);
- цепные (несколько колец разной формы из проволоки);
- плетеные.
Форма звеньев всех браслетов может быть прямоугольной, квадратной, овальной, фасонной, фантазийной.
Запонки
Запонка - изделие для фиксации манжетов рукавов.
Конструкция:
- верхушка (украшающая часть);
- детали крепления;
- застежной части
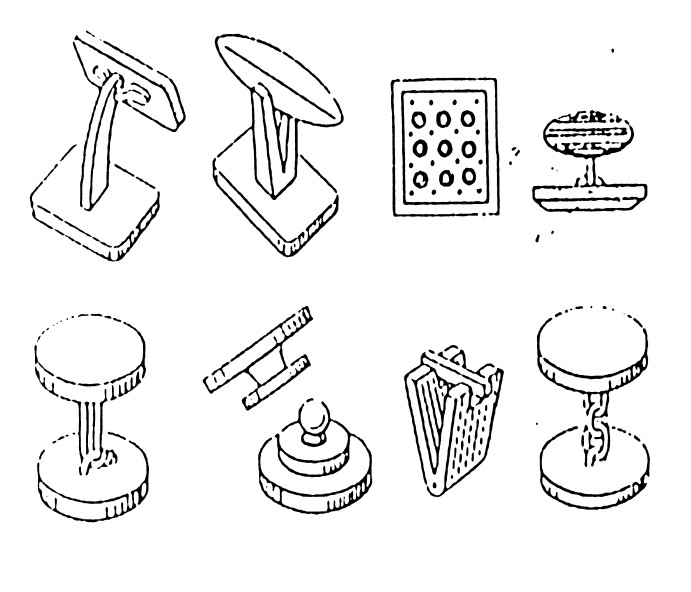
1 - верхушка;
2 - детали крепления;
3 - застежная часть
Зажимы для галстука
Зажим для галстука - изделие для фиксации положения галстука.
Конструкция:
- корпус (в лицевой части, украшенного эмалью, чернью, гравировкой, вставкой из самоцветов и т.д.);
- прижимную пластинку (осуществляющую зажим)

1 - корпус;
2 - прижим
Информация о драгоценных металлах
Золото - металл красивого желтого цвета, тонколистовое (сусальное) золото имеет зеленоватый оттенок. Золото с трудом образует химические соединения, оно химически устойчиво на воздухе, в воде и в кислотах, за исключением царской водки (в последней золото растворяется с образованием золотохлористоводородной кислоты). Оно взаимодействует также со свободными ионами хлора, цианидами калия и натрия, бромом и некоторыми другими химикатами, не имеющими применения в ювелирной промышленности. Плотность золота 19.32; температура плавления 960 град.С; твердость по шкале Мооса 2.5. Золото имеет высокую отражательную способность и хорошо полируется; оно обладает высокой пластичностью и прокатывается в листы толщиной до 0.0001 мм. Тепло- и электропроводность золота ниже, чем у меди. Удельная теплоемкость его сравнительно невелика, из-за невысокой твердости и прочности золото используется в ювелирном деле в виде сплавов с другими металлами и в очень редких случаях в чистом виде.
Серебро - металл белого цвета, практически не изменяющийся под действием кислорода при комнатной температуре, однако из-за наличия в воздухе сероводорода со временем покрывается темным налетом сульфида серебра. Серебро устойчиво в воде, не растворяется в азотной и горячей концентрированной серной кислоте. С царской водкой оно образует нерастворимый хлорид серебра. Как и золото, оно взаимодействует с щелочными растворами цианидов. Плотность серебра 20.20; температура плавления 960 град.С; твердость по Моосу 2.5. Серебро хорошо полируется, имеет высокую отражательную способность; оно обладает хорошей ковкостью и самой высокой из всех металлов тепло- и электропроводностью. Чтобы повысить твердость и прочность серебра, его используют в сплавах с другими металлами.
Платина - металл имеет бело-серую окраску, схожую по цвету со сталью, практически не растворим в воде, в кислотах, за исключением горячей царской водки, при взаимодействии с которой образуется платино-хлористоводородная кислота. Плотность платины 21.45; температура плавления 1773.5 град. С; твердость по Моосу 5. Платина пластична, хорошо полируется, обладает высокой отражательной способностью, имеет низкую тепло- и электропроводность, низкую удельную теплоемкость.
Палладий - металл серебристо-белого цвета, пластичный и ковкий, легко прокатывается в фольгу и протягивается в тонкую проволоку. Плотность палладия 12.2; температура плавления 1552 град.С; твердость по Моосу 5. На воздухе при нормальной температуре палладий не окисляется, устойчив к влажной среде. При нагревании до 860 град.С окисляется, причем с увеличением температуры оксид разлагается и металл снова светлеет. По своим свойствам палладий уступает всем металлам платиновой группы, растворим в азотной и горячей серной кислотах, а также в царской водке.
Родий - голубовато-белый металл, напоминающий алюминий, твердый и хрупкий. Имеет высокую отражательную способность. При нагревании приобретает пластичность. Плотность 12.41; температура плавления 1960 град.С; твердость по Моосу 6.0. Химически стойкий. В нормальных условиях на воздухе и в воде не окисляется. При нагревании покрывается черной оксидной пленкой, которая исчезает при температуре свыше 1200 град.С. Родий устойчив к действию кислот (кроме концентрированной серной) и царской водки. Устойчив к действию серы, хлора, фтора. Применяется в ювелирном деле как декоративное защитное покрытие ювелирных изделий.
Сплавы драгоценных металлов
Использование чистых металлов для изготовления ювелирных изделий нецелесообразно вследствие их высокой стоимости, недостаточной твердости и износостойкости. Для получения нужных качеств к драгоценным металлам добавляют в определенных соотношениях другие металлы, которые называют легирующими, или лигатурой. Легирующими могут быть как драгоценные, так и недрагоценные металлы. Несмотря на это, полученные сплавы именуют драгоценными. С помощью легирования драгоценных металлов сплавам можно придавать различные свойства, например необходимую твердость, пластичность, литейные качества, цвет, температуру плавления и т.д. Число ювелирных сплавов велико, и по мере введения новых технологий в производство ювелирных изделий создаются новые сплавы. Сплавы, получившие наибольшее распространение, предусмотрены ГОСТом, согласно которому металлургические предприятия выпускают полуфабрикаты в виде слитков, листов, лент, полос, фольги, проволоки, профилей для использования на ювелирных предприятиях. Наибольшее количество сплавов имеет золото.
Сплавы золота.
Для золота существуют утвержденные ГОСТом цифровые значения пробы, указывающие на количество драгоценного металла, содержащегося в 1000 частях сплава. Проба присваивается каждому драгоценному сплаву. ГОСТ 6835-85 предусматривает 40 золотых сплавов восемнадцати проб, имея в виду их различное назначение. Для ювелирных изделий используются сплавы пяти проб - 958, 750, 585, 583, 375. За рубежом используется 333-я проба для изготовления недорогих ювелирных изделий. Сплав 958-й пробы трехкомпонентный, кроме золота в своем составе имеет серебро и медь, используется в основном для изготовления обручальных колец. Сплав имеет приятный ярко-желтый цвет, близкий к цвету чистого золота. Очень мягкий, в результате чего полировка на изделии держится недолго. Сплав 750-й пробы трехкомпонентный, имеет в своем составе медь и серебро, в некоторых случаях в виде лигатуры могут быть использованы палладий, никель и цинк. Цвет от желтовато-зеленого через красноватые оттенки до белого. Сплав хорошо поддается пайке и литью, является подходящей основой для нанесения эмалей, однако при содержании в сплаве более 16% меди цвет эмали становится тусклым. Рекомендуется использовать при изготовлении изделий с тонкой рельефной выколоткой, филигранью и для изготовления оправ для хрупких самоцветов, напряженных бриллиантов. Сплав 585-й пробы (введен взамен 583-й пробы) трехкомпонентный сплав, цвет может быть различным, в зависимости от лигатуры - от красного, розового через желто-зеленые оттенки до белого. В зависимости от лигатуры может иметь разные температуры плавления и твердость. Эти сплавы имеют хорошую паяемость. Сплав 375-й пробы имеет красноватый приглушенный цвет, при потере полировки приобретает серую тональность, используется для изготовления обручальных колец. Сплав 333-й пробы легко растворяется в азотной кислоте, на воздухе неустойчив.
Серебро придает золотому сплаву мягкость, ковкость, понижает температуру плавления и изменяет цвет золота. По мере добавления серебра цвет сплава зеленеет, переходя в желто-зеленый; при содержании серебра более 30% цвет становится желто-белым и бледнеет по мере увеличения количества серебра; при содержании в сплаве 65% серебра цвет сплава становится белым.
Медь повышает твердость золотого сплава, сохраняя ковкость и тягучесть. Сплав приобретает красноватые оттенки, усиливающиеся по мере повышения процентного содержания меди; при содержании 14,6% меди сплав становится ярко-красным. Однако медь понижает антикоррозийные свойства сплава.
Палладий повышает температуру плавления золотого сплава и резко изменяет его цвет - при содержании в сплаве 10% палладия слиток окрашивается в белый цвет. Пластичность и ковкость сплава сохраняются.
Никель изменяет цвет сплава в бледно-желтый, повышает твердость. Содержание никеля повышает текучесть расплава, а значит, литейные качества.
Платина окрашивает золотой сплав в белый цвет интенсивнее палладия. Желтизна теряется уже при содержании 8,4% платины в сплаве. Резко повышается температура плавления сплава. При повышении содержания платины до 20% увеличивается упругость сплава.
Кадмий в составе сплава резко понижает температуру плавления, но сохраняет ковкость и пластичность сплава.
Цинк резко понижает температуру плавления сплава, повышает текучесть его, придает сплаву хрупкость и зеленоватый оттенок.
Участие каждого компонента в золотом сплаве определяется в зависимости от свойств, которыми должен обладать сплав. Так, серебро и медь дают возможность создавать сплавы от бледно-желтого до красного через зеленоватые или красноватые тона; сохранить мягкость, пластичность, ковкость и среднюю температуру плавления сплава. Палладий, никель и платина позволяют получить золотые сплавы белого цвета с более высокой температурой плавления и очень высокими антикоррозионными свойствами. Кадмий и цинк дают возможность получить золотые сплавы с довольно низкой температурой плавления, а следовательно, использовать полученные сплавы в качестве припоев.
Типичный состав для разных цветов золотых
сплавов в импортных изделиях
|
цвет |
проба, карат |
Au, % |
Ag, % |
Cu, % |
Zn, % |
Ni, % |
|
Желтый |
10 |
41.67 |
11.70 |
40.80 |
5.80 |
- |
|
Белый |
10 |
41.67 |
- |
32.82 |
8.40 |
17.08 |
|
Зеленый |
14 |
58.33 |
32.50 |
8.97 |
0.20 |
- |
|
Красный |
14 |
58.33 |
- |
41.76 |
- |
- |
Сплавы серебра
Сплавы серебра - в ювелирном деле почти во всех случаях используются сплавы, в которых содержание серебра выше 72%. Белый цвет серебра с увеличением содержания меди становится все более и более желтоватым. Если медь составляет 50% сплава, то сплав становится красноватым, а при содержании 70% меди имеет красный цвет. Если сплав после литья необходимо получить мягким, то его следует подвергать закалке; с другой стороны, нагревом до определенной температуры можно достигнуть существенного увеличения твердости. Для эмалирования следует использовать сплавы с высоким содержанием серебра или даже чистое серебро, для того чтобы изделие, на которое наносится эмаль, не расплавилось.
Серебряные сплавы менее разнообразны, чем золотые, все сходны по цвету, близки по механическим свойствам и, как правило, имеют один легирующий компонент. Серебряные сплавы (как и все драгоценные) характеризуют по пробам. Различают следующие пробы серебряных сплавов: 960, 925, 916, 875, 800, 750.
Сплав платины.
В современных ювелирных изделиях платиновый сплав встречается значительно реже. Платина, ранее широко применяемая для изготовления изделий с бриллиантами, а также оправ для бриллиантов, уступила место белому золоту. Платина насчитывает большое количество сплавов в основном технического назначения, большинство из них двухкомпонентны. Для ювелирных изделий используется сплав 950-й пробы, в состав которого кроме платины входит медь или иридий. Цвет сплава остается характерным для чистой платины.
Сплавы цветных металлов.
В настоящее время для производства ювелирных изделий применяют большое количество сплавов на основе меди: бронза, латунь, мельхиор, нейзильбер, цветовые свойства которых позволяют использовать их в качестве имитаторов золотых и серебряных сплавов. В качестве основной легирующей добавки изделия из сплавов меди - имитаторов золотых ювелирных сплавов содержат цинк или алюминий. Низкие антикоррозионные свойства медных сплавов приводят к необходимости иметь на поверхности изделий из них слой защитного лакового покрытия.
Пробы драгоценных металлов
Пробой называют количественное содержание драгоценного металла в сплаве. Выражается проба количеством граммов благородных металлов в килограмме сплава. Контроль за содержанием драгоценного металла во всех материалах ведется повсеместно, начиная от только что добытых руд до готовых изделий и последующих их переработок. Средством контроля для готовых изделий является пробирное клеймо, которое указывает на содержание драгоценного металла в сплаве и ставится на каждое изделие, выпускаемое государственными предприятиями. Контроль, расход, учет и хранение драгоценных металлов осуществляется через зональные инспекции пробирного надзора. Инспекции пробирного надзора проверяют изделия на соответствие данной пробы, и только они имеют право пробирного клеймения.
Большинство стран пользуется метрической (самой точной) системой проб из расчета 1000-я проба - наивысшая, таким образом, клеймение идет трехзначным числом. Но 1000-я проба является условной, т.е. теоретически может достигать очень высокой чистоты драгоценного металла 999, 999-й пробы и больших значений, но не получить 1000. Так же трудно добиться в сплаве идеально точного содержания драгоценного металла, поэтому устанавливается ремедиум (предельное отклонение от нормы).
В сплавах золотосеребряных, золотомедных и золотосеребряномедных установлен ремедиум, равный 3 единицам. Например, в золотом сплаве 583-й пробы содержание золота должно находиться в пределах 580... 586 единиц (58,0... 58,6%), т.е. отклонение от нормы составляет 3 ед. Золотые сплавы с содержанием никеля имеют ремедиум, равный 5. В сплавах 585-й пробы установлен плюсовой ремедиум, равный 5, исключающий минусовое отклонение.
В серебряных сплавах от 800-й пробы и выше установлен ремедиум 3, в сплавах ниже 800-й пробы - 5. Таким образом, допустимое отклонение основного компонента от нормы колеблется в пределах 0,003... 0,006% в зависимости от сплава, что заставляет производителей выпускать довольно "строгие" сплавы. Метрическая система проб начала действовать в нашей стране с момента перехода на международные единицы массы в 1927 году. В соответствии с Положением о пробах и клеймении изделий из драгоценных металлов (приложение 1) в Российской Федерации со 2 октября 1992 года для ювелирных и других бытовых изделий из драгоценных металлов установлены следующие метрические пробы:
|
|
платиновая |
950-я |
(девятьсот пятидесятая) |
|
|
золотая |
375-я |
(триста семьдесят пятая) |
|
|
золотая |
500-я |
(пятисотая) |
|
|
золотая |
585-я |
(пятьсот восемьдесят пятая) |
|
|
золотая |
750-я |
(семьсот пятидесятая) |
|
|
серебряная |
800-я |
(восьмисотая) |
|
|
серебряная |
830-я |
(восемьсот тридцатая) |
|
|
серебряная |
875-я |
(восемьсот семьдесят пятая) |
|
|
серебряная |
925-я |
(девятьсот двадцать пятая) |
|
|
серебряная |
960-я |
(девятьсот шестидесятая) |
|
|
палладиевая |
500-я |
(пятисотая) |
|
|
палладиевая |
850-я |
(восемьсот |
пятидесятая) |
Допускается изготовление изделий из золота 583-й пробы предприятиями бытового обслуживания по заказам граждан из давальческого сырья.
Кроме того, на территории Российской Федерации имеют хождение и реализуются изделия из драгоценных металлов, изготовленные и заклейменные ранее следующими метрическими пробами:
|
|
золотая |
583-я |
(пятьсот восемьдесят третья) |
|
|
золотая |
958-я |
(девятьсот пятьдесят восьмая) |
|
|
серебряная |
750-я |
(семьсот пятидесятая) |
|
|
серебряная |
916-я |
(девятьсот шестнадцатая) |
В силу исторических особенностей клеймение на Руси появилось позже, чем в других странах. Первое московское клеймо - двуглавный орел, сопровождающийся датой, выраженной славянскими буквами, относится к 1651-1652 годам. Первые клейма еще не являлись показателем пробы в точном смысле этого слова. Клеймо лишь указывало, что серебро не хуже признанного законом образца, но сам образец не имел точно определенной пробы. Как правило, качественное серебро было от 83-й до 85-й пробы и выше, что соответствовало пробе "любских талеров" или "ефимков" - привозных монет, которые переплавляли для изготовления вещей. В последней четверти XVII века законом допускался и более низкопробный образец - "левок". Появилось клеймо - в овале слово "левок".
Городские клейма, указывающие на место производства, а также и клейма-именники, которые имеют инициалы автора, появляются в XVIII веке.
Для всех городов в XVIII-XIX веках клейма состояли:
из клейма с гербом города с годом или без года в щитках различной формы;
из клейма с начальными буквами имени и фамилии - "именником" пробирного мастера"
из клейма мастера, изготовившего вещь, без обозначения года;
из клейма с двумя цифрами, обозначающими пробу, т.е. число золотников чистого серебра или золота в лигатурном фунте. Мастера, мастерские, фирмы и фабрики обязаны были ставить свои клейма именники до представления изделий государственному пробиреру.
От обязательного клеймения освобождались медали, изготовленные по распоряжению правительства, изделия серебряников и золотых дел мастеров, предназначенные для великокняжеских дворов и нужд монастырей, старинные предметы, важные в историческом, археологическом и художественном отношениях, а также предметы, инкрустированные золотом и серебром.
Для клеймения изделия представлялись на таком этапе, чтобы поставленные на них пробирные клейма не могли изгладиться при дальнейшей обработке. Клейма были двух размеров: большие - для крупных вещей и малые - для ювелирных предметов.
На крупные изделия до 1896 года ставились так называемые "тройники", т.е. клейма, на которых цифра пробы, герб, начальные буквы пробирера и год клеймения были соединены вместе на одном штампе. До 1897 года клейма были выпуклыми. В 1897 году клейма стали вдавленными (линии клейма углублены).
С 1899 года для всей России установлено единообразное клеймо с изображением женской головки в кокошнике в профиль влево, носившее название "Знак удостоверения".
С 1927 года для клеймения золотых и серебряных изделий было утверждено для всех пробирных учреждений новое клеймо - голова рабочего с молотом и совершен переход на метрическую систему проб.
С 1 июля 1958 года для клеймения изделий из золота, серебра и платины были введены пробирные клейма нового образца с эмблемой "серп и молот" на фоне пятиконечной звезды.
В настоящее время для клеймения ювелирных изделий используют клейма с изображением женской головы в кокошнике.
До 1927 года существовали старые русские единицы массы и ювелирные изделия клеймились в золотниковой системе проб из расчета максимальной пробы - 96. Проба в золотниковой системе означала количество золотников в 1 фунте. Если в золотом изделии стоит проба 56, это значит, что в сплаве содержится 56 золотников чистого золота на 96 золотников общей массы, т.е. на 1 фунт. Один фунт равен 96 золотникам и соответствует 409,512 г; 1 золотник равен 96 долям и соответствует 4,266 г; 1 доля соответствует 0,044 г. В свою очередь 40 фунтов составляют 1 пуд и соответствуют 16,380 кг.
В золотниковой системе для золотых изделий были предусмотрены 56, 72, 92 и 94-я пробы. Серебряные изделия в разные периоды времени могли клеймиться 72, 74, 82, 84, 87, 88, 89, 90, 91, 94-й пробами.
Золотниковое клеймо указывает на качество сплава. Например, проба 56 означает, что в 96 частях сплава находится 56 частей золота.
Некоторые страны клеймят ювелирные изделия в каратной системе проб из расчета максимальной пробы - 24. В данной весовой системе 24 карата составляет 1 кельнскую марку, что соответствует 233,855 г, следовательно, 1 карат соответствует 9,744 г. Существующие каратные пробы 9, 14, 18, 22-я предусмотрены только для золота и означают содержание чистого золота в сплаве. Например, проба 18 карат означает присутствие 18 частей золота в 24 частях сплава. Для пробирного клеймения серебряных изделий в этих странах существует множество фигурных клейм, означающих качество сплава или надпись "серебро" на языке, принятом в данной стране для клеймения.
В связи с тем, что в России до 1927 года существовала золотниковая (З) система проб, а за рубежом используется каратная (К) система проб, то при необходимости их пересчитывают в метрическую (М), используя следующие соотношения:
|
|
М |
= |
1/0,096 |
З |
М |
= |
1/0,024 |
К |
Результаты расчета по этим соотношениям представлены в таблице.
Соотношение между пробами изделий драгоценных металлов различных систем
|
метрическая |
золотниковая |
каратная |
|
375 |
36 |
9 |
|
500 |
48 |
12 |
|
583 |
56 |
14 |
|
750 |
72 |
18 |
|
875 |
84 |
21 |
|
916 |
88 |
22 |
|
958 |
92 |
23 |
|
1000 |
96 |
24 |
Стоимость драгоценных металлов
Стоимость драгоценных металлов определяется в соответствии с ценами мирового рынка (на момент оценки, по пробам за грамм), где за основу расчета взята стоимость тройской унции соответствующего драгоценного металла, определяемая по специальной справочно-информационной литературе, либо по котировкам драгоценных металлов ЦБ России. Стоимость драгоценного металла в ювелирном изделии с учетом первичных трудозатрат и безвозвратных потерь определяется по формуле: вес изделия умножить на текущую стоимость 1 г драгоценного металла соответствующей пробы, умножить на коэффициент доведения отпускной цены драгоценного металла до оптовой оценки. В среднем по ювелирным предприятиям коэффициент принят 1.24.[1,2].
Оценка ювелирных изделий
Общие положения.
Себестоимость ювелирных изделий определяется как сумма материальной стоимости драгоценных металлов, вставок из драгоценных и поделочных камней и трудозатрат на изготовление изделия.
Оценка бриллиантов, драгоценных и полудрагоценных камней производится по действующим прейскурантам на бриллианты.
Стоимость трудозатрат на изготовление изделия определяется по результату диагностики метода изготовления.
Для внекатегорийных изделий рекомендуется применять повышающие коэффициенты, учитывающие художественную и историко-культурную значимость произведений.
Оценка ювелирных изделий без вставок.
- себестоимость изделия определяется исходя из текущей цены 1 г металла данной пробы с учетом стоимости коэффициента доведения отпускной цены драгоценного металла до оптовой оценки умноженной на массу изделия и на наценку изготовителя. Процент наценки изготовителя, который проставляется в вышеприведенную формулу, различный, он зависит от объема работ, требуемого для производства изделий. Для определения наценки изготовителя на изделие, имеющего сложную литую форму, рекомендуется умножить действительную стоимость металла на 2.25, для того чтобы принять в расчет время, необходимое для производства и изготовления восковой модели. [1, 2, 9, 12]
Для литых изделий, имеющих разъемные соединения (серьги, броши, подвески, браслеты), действительную стоимость металла рекомендуется умножить не менее, чем на 2,5. [1, 2, 9, 12] Для изделий двух- и трехцветного золота действительную стоимость металла рекомендуется умножать на 2.2.
- при оценке литых и штампованных изделий из серебра рекомендуется общий вес изделия умножить на текущую стоимость металла данной пробы с учетом следующих коэффициентов:
- для штампованных изделий 2.0;
- для штампованных с дополнительной гравировкой 3.0;
- для изделий с чернью 4.0;
- для изделий с эмалью 4.0.
Данные коэффициенты взяты из отраслевых стандартов и технических условий на изготовление ювелирных изделий из драгоценных металлов [1, 2, 5, 6, 8, 9, 10, 12, 13]
Оценка ювелирных изделий, имеющих историко-художественное значение.
1. Оценка ювелирных изделий, имеющих историко-художественное значение, производится экспертным путем, в соответствии с действующим законодательством, в порядке, предусмотренном приказом ГТК России от 25.06.93 N 264, письмами ГТК России от 07.12.95 N 03-149/17414 "О некоторых вопросах по применению приказа ГТК РФ 25.06.93 N 264" и от 16.01.98 N 01-15/837 "О необходимости соблюдения таможенного и уголовно-процессуального законодательства Российской Федерации при производстве процессуальных действий с вещественными доказательствами и документами".
2. При оценке произведений ювелирного и камнерезного искусства, а также произведений мелкой пластики, имеющих историко-художественное значение, необходимо учитывать: оригинальность замысла, уровень исполнения, сложность моделировки, новое в технологии, комплектность изделия, редкость, уникальность, повышенный антикварный спрос.
3. При определении повышающих коэффициентов и надбавок в % к базовой стоимости необходимо учитывать следующие факторы:
- время создания;
- наличие набора клейм (городское клеймо, клеймо пробирного мастера с датой или без);
- наличие клейма мастера;
- наличие клейма фирмы;
- наличие легенды;
- наличие документально подтвержденной истории предмета;
- стилевые признаки;
- наличие особенностей, позволяющих выявить почерк мастера или фирмы;
- типичность (характерна для времени бытования);
- редкость (для времени бытования).
Группы сложности
ювелирных изделий, выполненных методом
литья или штамповки
Для определения группы сложности ювелирного изделия достаточно наличия хотя бы одного из перечисленных признаков:
Операция "монтировочная"
I группа - изделие цельнолитое или цельноштампованное, простой формы с гладкой поверхностью.
II группа - изделие цельнолитое или цельноштампованное, простой формы с рельефной поверхностью.
III группа - изделие из 2-х или 3-х деталей с рельефной поверхностью, от 1 до 6 точек пайки при сборке; или изделие цельнолитое, но со сложной рельефной или ажурной поверхностью.
IV группа - изделие из 2-х или 3-х деталей со сложной ажурной или рельефной поверхностью, с пайкой более 6 точек или швом.
V группа - изделие из 3-х и более деталей со сложной ажурной или рельефной поверхностью, труднодоступной для обработки, со сложной неудобной пайкой более 6 точек или швом.
Операция "полировальная"
I группа - изделие простой формы.
II группа - изделие простой формы с рельефной поверхностью, включая серьги с продергиванием изгиба швензы, весом до 5.0 г.
III группа - изделие простой или сложной формы с рельефной поверхностью, с простыми крановыми кастами, включая серьги с продергиванием изгиба швензы, весом до 5.0 г.
IV группа - изделие сложной формы с ажурной или рельефной поверхностью, труднодоступной для обработки, с применением продергивания внутренних торцевых поверхностей отверстий и изгиба швензы, с ажурными или серебристыми кастами, вес не имеет значения.
V группа - полирование браслетов, колье и т.п.
К поверхностям простой формы относятся поверхности изделий с соединением деталей заподлицо, ровные, гладкие, легкодоступные для полирования. К рельефным поверхностям относятся поверхности и изделия, имеющие выступы, острые кромки, грани, притупление которых допустимо. К сложным поверхностям относятся поверхности изделий ажурных, тонкостенных, филигранных, имеющих труднодоступные для полирования на щетках отверстия и требующих введения полирования продергиванием х/б тканью или нитками.
Оценку заработной платы на изготовление ювелирных изделий, выполненных методом литья, рекомендуется производить по следующей классификации, используемой в ювелирной промышленности (ОСТ 25-1290-87):
Кольца
|
Группы сложности |
Описание группы сложности |
|
I |
С гладкими кастами (или без кастов), с различными видами закрепки |
|
II |
То же с различными видами накладок |
|
III |
С ажурными, решетчатыми фигурными или с подпайкой кастами, с различными видами закрепки и отделки |
|
IV |
То же с различными накладками |
Серьги
|
Группы сложности |
Описание группы сложности |
|
I |
С гладкими кастами (или без кастов), с различными видами закрепки и замков |
|
II |
То же с различными видами накладок и подвесками |
|
III |
С ажурными, решетчатыми, фигурными или с подпайкой кастами, с различными видами закрепки, отделки и замками |
|
IV |
То же с различными видами накладок и подвесками |
Броши
|
Группа сложности |
Описание группы сложности |
|
I |
Простых форм с гладкими кастами (или без кастов), с различными видами замков |
|
II |
То же с различными видами накладок и подвесок |
|
III |
Фантазийных форм с ажурными, фигурными или с подпайкой кастами, с различными видами закрепки, отделки, замков |
|
IV |
То же с различными видами накладок и подвесок |
Подвески
|
Группы сложности |
Описание групп сложности |
|
I |
Простых форм с гладкими кастами с различными видами закрепки |
|
II |
То же с различными видами накладок и подвесок |
|
III |
Фантазийных форм с ажурными, фигурными или с подпайкой кастами, с различными видами закрепки, отделки, замков |
|
IV |
То же с различными видами накладок и подвесок |
Браслеты
|
Группы сложности |
Описание групп сложности |
|
I |
Простых форм с гладкими кастами, с различными видами закрепки |
|
II |
То же с гладкими кастами, с различными видами замков |
|
III |
Из фасонных звеньев с ажурными или фигурными кастами, с различными видами закрепки, отделки замков |
|
IV |
То же с подпайками |
Нормативы оценки заработной платы на изготовление ювелирных изделий
методом литья по выплавляемым восковым моделям [1, 2]
|
наименование изделий |
Оценка в долларах США по группам сложности | |||
|
|
I |
II |
III |
IV |
|
Кольца, подвески |
3.00 |
4.00 |
4.50 |
5.00 |
|
Серьги |
4.50 |
5.00 |
5.50 |
6.00 |
|
Браслеты |
18.00 |
24.00 |
27.00 |
30.00 |
|
Броши |
1100 |
16.00 |
18.00 |
20.00 |
Повышающие коэффициенты и надбавки в % к себестоимости
ювелирного изделия [4]
|
Наименование обработки |
Сложность техники изготовления |
Повышающий коэффициент |
|
Филигрань |
Плоскостная, несложной орнаментации, выполненная из проволоки однородного сечения |
2,0 |
|
|
Простая: |
|
|
|
покрытие эмалью отдельных деталей, вставок |
до 2,0 |
|
|
несложная орнаментация на серебре |
|
|
|
гальваническое покрытие гладких поверхностей (до 50%) |
1,2 |
|
|
в зависимости от сложности формы изделия и его декоративного убранства |
|
Принципы учета внешнего состояния изделий
Основные требования к качеству ювелирных товаров указаны в ОСТ 25-1290-87 "Изделия ювелирные из драгоценных металлов. Общие технические условия". Качество камнерезных изделий, выпускаемых серийно, должно соответствовать ОСТ 25-843-78.
Контроль качества изделий из драгоценных металлов необходимо начинать с проверки наличия на каждом изделии клейма Инспекции пробирного надзора и именника предприятия-изготовителя, которые должны быть четкими и не ухудшать внешний вид изделия.
Парные изделия (серьги, запонки) должны быть подобраны по размерам, форме, виду огранки и цвету вставок. Незначительные различия в цветовых оттенках вставок не являются браковочным признаком. Если полупары имеют асимметричную конструкцию верхушки, то они должны быть подобраны в пару по принципу зеркального отражения. Шлифованные и крацованные поверхности изделий должны быть равномерно шлифованными и крацованными, полированные - доведенными до блеска, матовые - равномерно матовыми и бархатистыми на вид.
На поверхности изделий не должно быть трещин, раковин, заусенцев.
Не нелицевых поверхностях допускается незначительная пористость, волнистость, следы инструмента.
Эмалевые покрытия изделий должны быть гладками, блестящими, без сколов, трещин, пропусков, просветов, пятен и видимых под прозрачной эмалью дефектов металла.
На эмалевых покрытиях изделий (кроме предметов сервировки стола и украшений интерьера) не должно быть царапин, пузырей, включений, пор, наплывов на канты и перегородки.
На эмалевых покрытиях допускаются незначительная волнистость слоя эмали, а также наличие волосовидной черты в местах соединения эмали с перегородками и кантами.
На гальванических покрытиях могут быть незначительные следы мест контактов с токопроводящими приспособлениями без нарушения слоя покрытия, и не ухудшающие внешний вид изделия. На черненных покрытиях предметов сервировки стола и украшениях интерьера не должно быть более пяти рассредоточенных пор.
Сварные и паяные швы в изделиях должны быть плотными, ровными и без прожогов. Со стороны лицевой поверхности изделия швы должны быть близки по цвету к сплаву, из которого оно изготовлено.
Штампованный, чеканный, филигранный, резной и гравированный рисунки на поверхностях изделий должны иметь четкое изображение.
В реставрированных изделиях по согласованию с заказчиком допускаются дефекты, не поддающиеся исправлению.
Вставки должны быть закреплены в оправе неподвижно, при этом возможность выпадения вставок должна быть исключена.
При крапановой закрепке и закрепке в корнеры крапаны и корнеры должны быть заправлены, а концы их плотно прижаты к поверхности вставок.
При глухой закрепке касты должны обжимать вставки по рундисту плотно, без зазора. При отделке гризантом рисунок гризанта должен быть четким и без разрывов.
Вставки из жемчуга, кораллов, янтаря, раковин, поделочного камня допускается крепить на клей в сочетании с глухой закрепкой или на клей и на штифты.
Замки в изделиях должны исключать их самопроизвольное открывание.
Конструкция деталей крепления серег и брошей должна обеспечивать правильное положение изделий при эксплуатации.
Методические и нормативные документы, используемые
в рекомендациях
1. Дронова Н.Д. "Методика оценки ювелирных изделий с драгоценными, полудрагоценными и поделочными камнями". М., 1995. Международная академия информации.
2. Дронова Н.Д., Аккалаева Р.Х. "Оценка рыночной стоимости ювелирных изделий". М., 1998. Академия народного хозяйства.
3. Методические материалы по оценке ювелирных камней фирмы ЮВ-ЭКСО. Екатеринбург, 1996.
4. Бреполь Э. "Художественное эмалирование". Ленинград, 1996, изд-во Машиностроение.
5. Дронова Н.Д. "Основы ювелирного производства". М., МГРИ, 1994.
6. Струков В.М. "Экспертные исследования ювелирных и художественных металлических изделий". Учебное пособие. М., 1995, ЭКЦ МВД.
7. Новиков В.П., Павлов В.С. "Ручное изготовление ювелирных украшений". Ленинград, 1991, Политехника.
8. Марченков В.И. "Ювелирное дело". М., 1992. Высшая школа.
9. Типовая методика формирования свободных цен на ювелирные изделия, изготовленные по индивидуальному заказу населения N 2/03-19-7-84. Разработана в Департаменте потребительского рынка и услуг 03.11.94. Утверждена Управлением ценовой и налоговой политики правительства Москвы 03.11.94 N 27/07-61/608.
10. Постановление Правительства РФ N 552 от 05.08.92 "Положение о составе затрат по производству и реализации продукции (работ, услуг) и о формировании финансовых результатов, учитываемых при налогообложении прибыли".
11. Дополнительный прейскурант N 075-1973/354 "Розничные цены на часы и запасные части к ним". Утверждено постановлением ГОСКОМЦЕН СССР N 820 от 04.08.81.
12. Прейскурант N 108 "Розничные цены на изделия из драгоценных металлов". Утверждено ГОСКОМЦЕН СССР N 108-1981 в 1981 году.
13. Прейскурант N Б4201-МГ от 1979 года. Дополнительный прейскурант N 1-4 к нему "Цены на ювелирные работы и услуги по изготовлению и ремонту ювелирных изделий по заказам населения". Утвержден МосГорИсполкомом 24.08.79.
14. А.Миллер. "Оценка ювелирных изделий".
Начальник Центральной
таможенной лаборатории
В.А.Соложенцев
СОГЛАСОВАНО:
Начальник Регионального
таможенного управления
по борьбе с таможенными
правонарушениями
С.Н.Трофимюк
Текст документа сверен по:
официальная рассылка
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке