ГОСТ 23682-79
Группа Ж34
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛОННЫ СТАЛЬНЫЕ СТУПЕНЧАТЫЕ ДЛЯ ЗДАНИЙ С МОСТОВЫМИ
ЭЛЕКТРИЧЕСКИМИ КРАНАМИ ОБЩЕГО НАЗНАЧЕНИЯ
ГРУЗОПОДЪЕМНОСТЬЮ ДО 50 т
Технические условия
Steel stepped columns for buildings with general-purpose
overhead electric cranes of 50 m capacity.
Specifications
ОКП 52 6111
Дата введения 1981-01-01
РАЗРАБОТАН
Государственным комитетом СССР по делам строительства
Минмонтажспецстроем СССР
ИСПОЛНИТЕЛИ
А.Е.Лапук (руководитель темы), М.Ю.Бельская, С.И.Бочкова, У.П.Шибаев, А.Я.Болтянский, Э.М.Кулешова
ВНЕСЕН Государственным комитетом СССР по делам строительства
Начальник отдела В.А.Алексеев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 22 мая 1979 г. N 70
Настоящий стандарт распространяется на стальные сварные ступенчатые колонны с надкрановой (верхней) сплошностенчатой частью и подкрановой (нижней) решетчатой частью.
Колонны предназначаются для одноэтажных производственных зданий высотой от 10,8 до 18,0 м, пролетами от 18 до 36 м; с одноярусным расположением кранов, возводимых в районах с расчетной температурой наружного воздуха минус 65 °С и выше и сейсмичностью до 9 баллов включительно, с неагрессивными, слабо- и среднеагрессивными средами. В зданиях для производств со среднеагрессивными средами шаг колонн должен быть не менее 12 м.
Колонны должны удовлетворять требованиям ГОСТ 23118-78 и требованиям, изложенным в соответствующих разделах настоящего стандарта.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Колонны должны изготовляться двух видов:
с односторонней подкрановой ступенью для крайнего ряда;
с двусторонней подкрановой ступенью для среднего ряда.
1.2. Колонны каждого вида могут изготовляться в двух исполнениях:
1 - для зданий без проходов вдоль крановых путей;
2 - для зданий с проходами вдоль крановых путей.
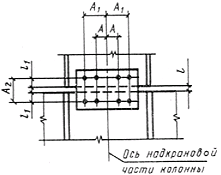
Колонны среднего ряда в исполнении 2 должны изготовляться с надкрановой частью, смещенной относительно продольной разбивочной оси здания для возможности прохода с одной стороны колонны.
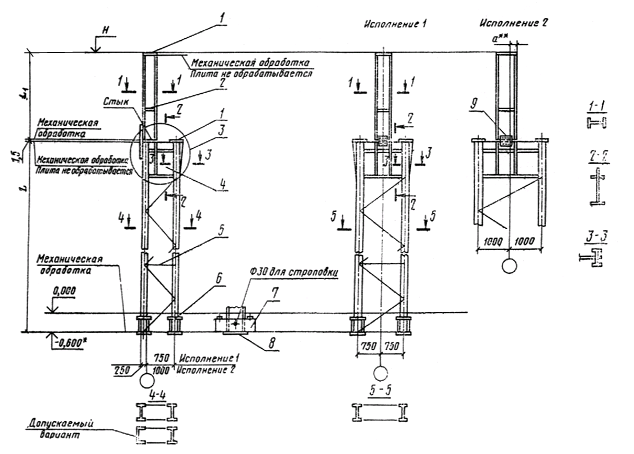
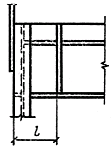
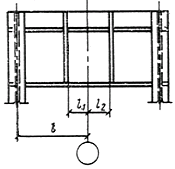
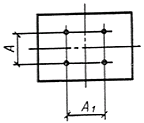
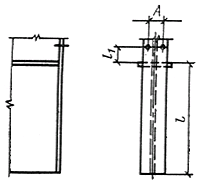
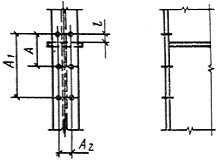
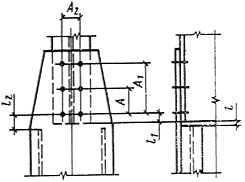
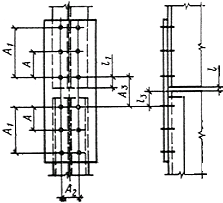
1.3. Основные размеры колонн и привязки колонн к продольным осям здания должны соответствовать указанным на чертеже и в табл.1.
Колонны крайнего ряда Колонны среднего ряда
_______________
* При обосновании допускается - 0,900 м.
** При назначении ряда ![]() следует руководствоваться указаниями СНиП II-М.2-72.
следует руководствоваться указаниями СНиП II-М.2-72.
1 - плита; 2 - ребро на уровне верха подкрановой балки; 3 - подкрановая ступень;
4 - стенка подкрановой ступени; 5 - диафрагма; 6 - анкерная плитка;
7 - траверса базы; 8 - плита базы; 9 - шаблон для сборки на монтаже
Таблица 1
|
|
От 6200 до 14200 включ. |
|
|
От 3200 до 5200 включ. |
|
|
10,8; 12,0; 13,2; 14,4; 15,6; 16,8; 18,0 |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Колонны должны изготовляться в соответствии с требованиями настоящего стандарта и СНиП III-18-75, по рабочим чертежам КМД, утвержденным в установленном порядке.
2.2. Надкрановая часть колонн и ветви подкрановой части должны быть двутаврового сечения, решетка подкрановой части - двухплоскостной из одиночных уголков.
Допускается для наружной ветви колонн крайнего ряда швеллерное сечение. В зданиях для производств со среднеагрессивными средами наружная ветвь колонн должна быть только швеллерного сечения.
2.3. Колонны должны изготовляться из проката стали классов, приведенных в табл.2.
Таблица 2
|
Наименование элемента |
Прокат |
Класс стали | ||
|
|
Вид |
Обозначение нормативно- технического документа |
| |
|
Надкрановая часть колонны |
Основной элемент |
Двутавр с параллельными гранями полок |
ТУ 14-2-24-72 |
С38/23; |
|
|
|
Сталь листовая (при сварном двутавре) |
| |
|
|
Плита, ребро |
Сталь листовая |
|
|
|
Подкрановая часть колонны |
Ветвь |
Балка двутавровая |
| |
|
|
|
Двутавр с параллельными гранями полок |
ТУ 14-2-24-72 |
|
|
|
|
Сталь листовая (при сварном двутавре или холодногнутом швеллере) |
| |
|
|
|
Швеллер |
ГОСТ 8240-72 |
|
|
|
Элемент решетки |
Сталь угловая равнополочная |
| |
|
|
Диафрагма |
Швеллер |
ГОСТ 8240-72 |
|
|
|
Плита, стенка подкрановой ступени, ребро, стыковая накладка, фасонка, траверса базы |
Сталь листовая |
| |
|
Плита базы |
|
|
| |
|
Анкерная плитка |
|
|
| |
Примечание. Выбор класса и марки стали для элементов колонн должен производиться в соответствии со СНиП II-В.3-72 и СНиП II-28-73.
2.4. Торцы надкрановых и подкрановых частей колонн, а также верхняя плоскость плит баз должны быть механически обработанными в соответствии с указаниями на чертеже.
Шероховатость механически обработанной поверхности - ![]()
![]() 320 мкм (1-й класс) по ГОСТ 2789-73.
320 мкм (1-й класс) по ГОСТ 2789-73.
2.5. Сварные соединения элементов колонн должны быть выполнены автоматической и полуавтоматической сваркой по ГОСТ 8713-70 или ГОСТ 14771-76.
Допускается применение ручной сварки по ГОСТ 5264-69 для монтажных соединений.
2.6. Материалы для сварки, а также болты грубой или нормальной точности должны приниматься в соответствии со СНиП II-В.3-72.
2.7. Предельные отклонения линейных размеров колонн и их элементов от номинальных приведены в табл.3.
Таблица 3
мм
|
Наименование размера |
Пред. откл. |
Эскиз |
|
Длина подкрановой части колонны |
±4,0 |
|
|
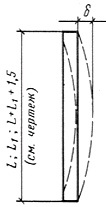
Длина надкрановой части колонны |
±6,0 |
См. чертеж |
|
Длина всей колонны ( |
±12,0 |
|
|
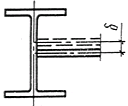
Высота сварного сечения надкрановой части колонны |
±3,0 |
|
|
Расстояние между ветвями подкрановой части колонны (в сечениях колонны в пределах подкрановой ступени и базы) |
|
|
|
для крайнего ряда |
±3,0 |
|
|
для среднего ряда |
±3,0 |
|
|
Привязка вертикального ребра подкрановой ступени колонны крайнего ряда |
±3,0 |
|
|
Привязка вертикальных ребер подкрановой ступени колонны среднего ряда: |
|
|
|
|
±3,0 |
|
|
Расстояние между осями отверстий в плите надкрановой части колонны и в плите подкрановой ступени |
±1,5 |
|
|
Расстояние между ребром, расположенным на уровне верха подкрановой балки, и нижним торцом надкрановой части колонны |
±2,0 |
|
|
Расстояние между осью отверстий для крепления подкрановой балки и ребром |
±1,5 |
|
|
Расстояние между осями отверстий |
±1,5 |
|
|
В колонне крайнего ряда: |
|
|
|
расстояние между осями отверстий для крепления тормозных устройств |
±1,5 |
|
|
расстояние между осью отверстий и ребром, расположенным на уровне верха подкрановой балки |
±1,5 |
|
|
В стыке колонны крайнего ряда: |
|
|
|
расстояние между осями отверстий
|
±0,5 |
|
|
расстояние между осью отверстий и торцом надкрановой или подкрановой частей колонны |
|
|
|
зазор между стыкуемыми частями колонны |
±1,5 |
|
|
В стыке колонны среднего ряда: |
|
|
|
расстояние между осью отверстий и осью надкрановой части колонны |
±0,5 |
|
|
расстояние между осями отверстий |
±0,5 |
|
|
расстояние между осью отверстий и торцом надкрановой или подкрановой частей колонны |
±0,5 |
|
2.8. Предельные отклонения формы и расположения поверхностей элементов колонн от проектных приведены в табл.4.
Таблица 4
мм
|
|
Пред. откл. |
|
|
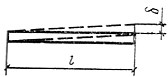
Непрямолинейность надкрановой части колонны, ветвей подкрановой части и всей колонны по длине
|
|
|
|
до 4000 включ. |
5,0 |
|
|
св. 4000 " 8000 " |
8,0 |
|
|
" 8000 |
13,0 |
|
|
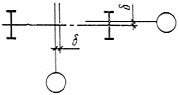
Смещение оси стенки подкрановой ступени |
3,0 |
|
|
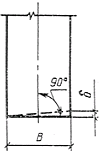
Неперпендикулярность механически обработанного торца элемента колонны к его продольной оси при размере |
|
|
|
до 500 включ. |
0,3 |
|
|
св. 500 |
0,4 |
|
|
Взаимное смещение нижних торцов ветвей при размере |
|
|
|
до 1000 включ. |
0,6 |
|
|
св. 1000 " 1500 " |
0,8 |
|
|
2000 |
1,3 |
|
|
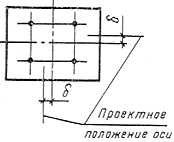
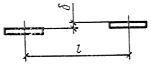
Смещение осей группы отверстий в плите надкрановой части колонны и в плите подкрановой ступени |
2,0 |
|
|
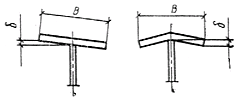
Неперпендикулярность поверхностей пояса и стенки сварного двутаврового сечения при ширине пояса |
|
|
|
до 250 включ. |
2,0 |
|
|
св. 250 " 500 " |
3,0 |
|

2.9. К плитам баз колонн (для выверки и закрепления их в проектное положение перед подливкой бетона) должны быть приварены планки с отверстиями для специальных анкерных болтов.
На базах колонн должны быть накернены риски, необходимые при установке колонн в проектное положение.
2.10. Колонны должны быть огрунтованы и окрашены. Грунтовка и окраска должны соответствовать V классу покрытия по ГОСТ 9.032-74.
3. КОМПЛЕКТНОСТЬ
3.1. Колонны должны поставляться предприятием-изготовителем комплектно.
В состав комплекта должны входить:
отправочные элементы колонн (надкрановые и подкрановые части; анкерные плитки - по 4 шт. на каждую колонну; плиты баз - по 2 шт. на каждую колонну);
шаблоны для сборки колонн среднего ряда - по одному на двадцать колонн, но не менее двух;
техническая документация - в соответствии с требованиями ГОСТ 23118-78.
Допускается плиты баз отправлять отдельно до поставки остальных элементов комплекта.
Допускается по согласованию потребителя с предприятием-изготовителем соединение надкрановых и подкрановых частей колонн осуществлять на заводе. В этом случае шаблон для сборки колонн в комплект не входит.
4. ПРАВИЛА ПРИЕМКИ
4.1. Колонны (отправочные элементы) должны приниматься техническим контролем предприятия-изготовителя поштучно.
4.2. Контроль линейных размеров колонн и их элементов (в том числе размеров сечений профилей проката), формы и расположения поверхностей элементов, качества сварных соединений и подготовки поверхности под защитные покрытия должен производиться до грунтования колонн.
4.3. Контроль качества стыковых швов, соединяющих надкрановую часть колонны с подкрановой, должен производиться в первой и каждой двадцать пятой колонне.
4.4. При поставке колонн частями (надкрановыми и подкрановыми) контрольной сборке должна подвергаться первая и каждая десятая колонна.
4.5. Потребитель имеет право производить приемку колонн, применяя, при этом, правила приемки и методы контроля, установленные настоящим стандартом.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Контроль линейных размеров колонн и их элементов, формы и расположения поверхностей элементов, а также шероховатости механически обработанной поверхности следует производить методами и средствами, обеспечивающими требуемую точность измерений.
5.2. Контроль качества швов сварных соединений должен производиться внешним осмотром и измерениями 100% швов по ГОСТ 3242-69.
Контроль качества стыковых швов, соединяющих надкрановую часть колонны с подкрановой, должен производиться (на заводе или стройплощадке) методами ультразвуковым по ГОСТ 14782-76 или радиографическим по ГОСТ 7512-75.
6. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Изготовленные колонны должны быть замаркированы.
На каждом отправочном элементе колонны должны быть нанесены следующие маркировочные знаки:
номер заказа;
номер чертежа КМД, по которому изготовлен отправочный элемент колонны;
условное обозначение по чертежу КМД с указанием порядкового номера изготовления.
Пример маркировки:

где 210 - номер заказа;
7 - номер чертежа КМД;
К1 - условное обозначение;
3 - порядковый номер изготовления.
6.2. Маркировочные знаки должны наноситься несмываемой краской на отправочном элементе колонны:
для надкрановой части колонны в двух местах - на стенке двутавра в нижнем конце и на наружной плоскости полки в верхнем конце;
для подкрановой части колонны в двух местах - на наружной плоскости полки подкрановой ветви в зоне подкрановой ступени и на наружной плоскости стенки подкрановой ветви на расстоянии 600-1000 мм от низа базы;
для плиты базы в одном месте - на механически обработанной плоскости;
для анкерных плиток - на первой и последней плитке из пакета;
на шаблоне маркировочные знаки должны наноситься в одном месте.
6.3. Колонны (надкрановые и подкрановые части) при транспортировании и хранении должны опираться на деревянные подкладки и прокладки. Толщина деревянных подкладок должна быть не менее 50 мм при транспортировании и не менее 150 мм при хранении колонн. Толщина прокладок должна быть не менее 25 мм. Длина подкладок и прокладок должна быть больше габарита опирания колонн не менее чем на 100 мм.
При транспортировании и хранении должна быть обеспечена надежность закрепления колонн и сохранность их от повреждений.
Колонны должны храниться в штабелях высотой не более 2 м.
Плиты баз, анкерные плитки и шаблоны при транспортировании и хранении должны быть соединены в пакеты проволокой.
7. УКАЗАНИЯ ПО МОНТАЖУ
7.1. Монтаж колонн должен производиться в соответствии с требованиями СНиП III-18-75.
7.2. Предельные отклонения от проектного положения смонтированных конструкций приведены в табл.5.
Таблица 5
мм
|
Наименование отклонения |
Пред. откл. |
Эскиз |
|
Отклонение отметки верха плиты базы |
1,5 |
|
|
Взаимное смещение плит баз по вертикали при размере |
|
|
|
до 1000 включ. |
0,6 |
|
|
св. 1000 " 1500 " |
0,8 |
|
|
2000 |
1,3 |
|
|
Уклон плиты базы при размере |
|
|
|
до 250 включ. |
0,2 |
|
|
св. 250 " 500 " |
0,3 |
|
|
" 500 |
0,5 |
|
|
Смещение осей ветвей подкрановой части колонны относительно разбивочных осей в нижнем сечении |
5,0 |
|
|
Отклонение колонны от вертикали в верхнем сечении |
15,0 |
|


Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1979